OEM Hex Weld Nut Manufacturer · Selector for Custom & Specialty Piloted Designs
Specialty Hex Weld Nuts: Custom-Engineered for High-Torque Sheet Metal Assemblies
Backed by 30 years of cold-heading engineering, we manufacture custom and specialty hex weld nuts designed for flawless automated projection welding. We understand that in high-volume OEM environments, a weld nut must deliver three things: identical projection melting, spatter-free threads, and low-carbon metallurgy to prevent brittle joints. Our hex weld nuts guarantee maximum torque-out and pull-out resistance for automotive, HVAC, and heavy machinery applications.
Capabilities: Custom OEM Prints · Non-Standard Pilot Heights · Modified DIN 929 / ISO 21670 Equivalents
Nut Types: With Pilot (Self-Locating) · Flat Base (No Pilot) · 3-Projection · 6-Projection
Grades/Materials: C1010/C1015 Low Carbon Steel (Weld-Optimized) · 304/316 Stainless Steel
Finishes: Plain/Bare (Recommended for welding) · Light Rust-Preventative Oil · Copper Flash
Docs: EN 10204 3.1 · PPAP Level 3 · Heat/Lot Traceability · Weldability Reports
Types of Hex Weld Nut
 Special Nuts
Special Nuts
Weld Nuts Series
Inserts & Rivet Series
Furniture & Specialty

Hex Weld Nut (Round Base)

Hex Weld Nut with Pilot

Hex Weld Nut with Pilot (DIN 929 Style)
Why Choose Our Specialty & Custom Hex Weld Nuts?
Engineered for Non-Standard Sheet Metals: Off-the-shelf standard weld nuts often fail when applied to ultra-thin or extra-thick sheet metals. We specialize in modifying pilot heights and projection volumes to perfectly match your specific material thickness, eliminating pilot protrusion issues and ensuring flush assemblies.
100% Consistent Projection Heights: We hold custom projection tolerances to a strict ±0.05mm. In automated resistance welding, uneven projections cause localized cold welds. Our strict dimensional control ensures equal current flow across all points, guaranteeing a structurally sound melt every time.
Spatter-Free Internal Threads: 30 years of troubleshooting has taught us that retapping threads is a massive waste of OEM resources. We optimize the pilot chamfer and thread countersink beyond standard specifications to physically block molten metal expulsion, preserving thread integrity without secondary operations.
Strict Low-Carbon Metallurgical Control: We exclusively utilize C1010/C1015 low-carbon steel. Using higher carbon scrap steel leads to martensite formation during rapid cooling, resulting in brittle welds that snap under final bolt torque. Our material guarantees a tough, shock-resistant joint.
Automated Feeder Compatibility: Whether you need a custom flat-base design or an oversized hex profile, our cold-heading process ensures flawless geometry and burr-free edges, preventing any jamming in high-speed vibratory bowl feeders and robotic pick-and-place welding cells.
What Is A Hex Weld Nut?
A hex weld nut is a specialized cold-formed fastener designed to be permanently fused to sheet metal via resistance projection welding. It creates a robust, high-torque female thread in blind, enclosed, or inaccessible assembly areas where a standard nut and wrench cannot reach.
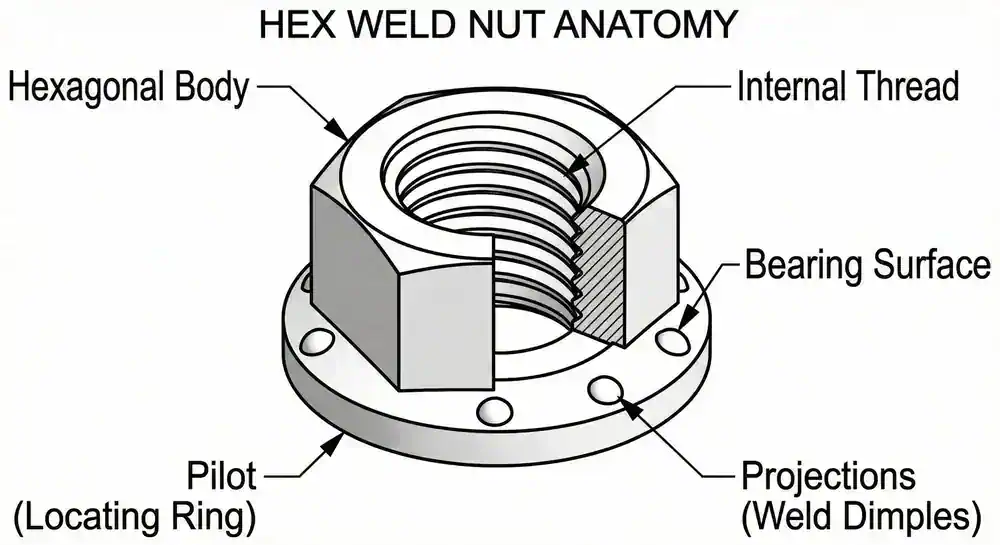
Key Anatomy & Characteristics:
Projections: Engineered dimples on the base that concentrate the welding current, melting rapidly to fuse deeply with the host panel.
Pilot (Locating Ring): A circular guide that drops into a pre-punched hole, ensuring perfect concentricity and shielding the internal threads from molten spatter.
Bearing Surface: The flat area that sits flush against the sheet metal post-weld to distribute clamping loads evenly.
Standards Included & Configuration Guide
Standards Included in This Weld Nuts Range
| Standard | Nut Type | Typical Industrial Use Case |
| DIN 929 | Hex weld nut with pilot & 3 projections | Universal standard for Automotive BIW (Body-in-White) and sheet metal enclosures. |
| ISO 21670 | Hexagon weld nut with flange | Thin-sheet applications requiring a larger bearing surface to prevent nut pull-through. |
| JIS B 1195 | Japanese standard hex weld nut | Specified for Asian automotive sub-assemblies and consumer electronics tooling. |
| Custom OEM | Modified pilot heights or geometries | Non-standard sheet metal thicknesses or proprietary automated feeding systems. |
Engineering Guide: Piloted vs. Flat Base Configurations
Expert Rule of Thumb: Always specify a piloted nut (like DIN 929) if your panel is pre-punched. The pilot drastically reduces assembly cycle times by self-locating and protects threads from spatter. Only use flat-base weld nuts when punching a hole in the host material is impossible and you have precision external copper welding jigs to align the nut.
| Factor | Piloted (DIN 929 Style) | Flat Base (No Pilot) |
| Assembly Speed | Extremely Fast (Self-locates in hole) | Slower (Requires custom alignment fixturing) |
| Thread Protection | Excellent (Pilot acts as a physical shield) | Poor (Spatter can easily enter bottom threads) |
| Shear Strength | Superior (Pilot shares lateral shear load) | Standard (Relies entirely on the 3 weld joints) |
| Host Material Prep | Requires accurately pre-punched hole | Requires a flat, unpunched mounting surface |
How to Specify, Materials & Quality Traceability
How to Specify a Weld Nut (RFQ Checklist)
Standard: DIN, ISO, JIS, or attach a custom CAD drawing.
Thread Size & Pitch: e.g., M8 x 1.25.
Host Panel Thickness: Crucial. We must match the pilot height to your sheet metal thickness to prevent the pilot from protruding and interfering with the mating component.
Material: Low Carbon Steel (Recommended) or Stainless Steel (304/316).
Finish: Plain/Bare is mandatory for structural integrity.
EAU (Estimated Annual Usage): For volume-based production planning.
Materials & Surface Finishes (The 30-Year Expert Warning)
Low Carbon Steel (C1010/1015): The ultimate material for weldability, preventing thermal cracking.
Stainless Steel (A2/A4): For specialized non-magnetic or highly corrosive environments.
The Finish Rule: Never weld zinc-plated nuts. Zinc vaporizes at 907°C (well below steel’s melting point of ~1400°C). This vaporization causes severe weld porosity (gas pockets), highly brittle joints, and releases toxic “zinc chills” gas into your facility. Always order Plain/Bare or Light Oiled for the welding stage, and electroplate or E-coat the entire assembly after welding is complete.
Quality, Inspection & Traceability
Incoming Material Control: Spectrometer verification of the Carbon Equivalent (CE) of raw wire rod.
In-Process Checks: 100% optical sorting for thread presence, pilot concentricity, and ±0.05mm projection height uniformity.
Mechanical Verification: Destructive push-out testing, torque-to-failure testing, and macro-etch weld penetration verification upon request.
Documentation: Full EN 10204 3.1 material certs and PPAP Level 3 documentation available for Tier-1 suppliers.
Common Applications
Automotive Body-in-White (BIW) & Chassis: Utilized extensively in hydroformed tubes and enclosed chassis subframes for mounting seatbelt anchors, seat tracks, and suspension components where high-torque blind threads are mandatory.
HVAC & Industrial Enclosures: Providing permanent, vibration-resistant female threads on heavy-duty sheet metal enclosures for mounting compressors, server rack rails, and heavy electrical switchgear panels.
Agricultural & Heavy Construction Machinery: Welded directly onto structural steel panels of tractors and excavators, providing indestructible anchor points that withstand severe field vibration and high shear loads.
White Goods & Appliance Manufacturing: Fed through high-speed automated vibratory bowls directly into stamping and welding presses for rapid assembly of washing machine drums and refrigerator chassis.




FAQ
Why do our weld nuts keep snapping off when the final bolt is torqued?
This is a classic symptom of either incorrect material or inconsistent projection heights. If the nut is made of steel with a carbon content above 0.20%, rapid cooling creates a brittle martensitic structure. Alternatively, if one of the three projections is shorter than the rest, you are only getting partial fusion. We solve this by strictly using C1010 steel and optically sorting 100% of our projections before shipping.
How do we prevent weld spatter (expulsion) from ruining the internal threads?
First, ensure you are using a DIN 929 piloted nut; the pilot physically blocks molten expulsion. Second, verify your welder settings—excessive current or too-short “squeeze times” cause molten metal to explode rather than melt smoothly. Finally, check your electrode alignment; uneven clamping pressure causes molten metal to shoot sideways directly into the threads.
How do I determine the correct welding parameters (Current/Time/Pressure)?
Parameters depend entirely on your sheet metal thickness, material, and the nut size. As a baseline for an M6 nut on 1.5mm mild steel, you typically require around 10-14 kA of current, 10-15 cycles of weld time, and 2.5-3.5 kN of electrode force. We provide detailed baseline parameter charts with all bulk orders to minimize your trial-and-error setup time.
Can we just use standard hex nuts for welding instead of specific weld nuts?
Absolutely not. Standard nuts lack welding projections. Without projections, the welding current spreads over the entire flat base of the nut rather than concentrating at specific high-resistance points. This results in a weak, superficial surface adhesion rather than deep material fusion. The joint will fail push-out and torque tests immediately.