Fabricante de Porcas Hexagonais para Solda OEM · Seletor para Projetos Personalizados e Especiais com Guia
Porcas Hexagonais para Solda Especiais: Projetadas Sob Medida para Montagens de Chapas Metálicas de Alto Torque
Apoiados por 30 anos de engenharia de cabeçamento a frio, fabricamos porcas hexagonais para solda personalizadas e especiais projetadas para soldagem por projeção automatizada impecável. Entendemos que em ambientes OEM de alto volume, uma porca para solda deve oferecer três coisas: fusão idêntica da projeção, roscas livres de respingos e metalurgia de baixo carbono para evitar juntas frágeis. Nossas porcas hexagonais para solda garantem resistência máxima ao torque de desaperto e ao arrancamento para aplicações automotivas, HVAC e de máquinas pesadas.
Capacidades: Desenhos OEM Personalizados · Alturas de Guia Não Padrão · Equivalentes Modificados de DIN 929 / ISO 21670
Tipos de Porca: Com Guia (Auto-Posicionamento) · Base Plana (Sem Guia) · 3-Projeções · 6-Projeções
Graus/Materiais: Aço de Baixo Carbono C1010/C1015 (Otimizado para Solda) · Aço Inoxidável 304/316
Acabamentos: Simples/Sem Revestimento (Recomendado para soldagem) · Óleo Leve Antiferrugem · Revestimento de Cobre
Documentos: EN 10204 3.1 · PPAP Nível 3 · Rastreabilidade de Lote/Térmica · Relatórios de Soldabilidade
Tipos de Porca de Solda Hexagonal
 Porcas Especiais
Porcas Especiais
Série de Porcas para Solda
Série de Porcas de Travamento
Séries de Insertos e Rebites
Mobiliário e Especialidades

Porca de Solda Hexagonal (Base Redonda)

Porca de Solda Hexagonal com Piloto

Porca de Solda Hexagonal com Piloto (Estilo DIN 929)
Por Que Escolher Nossas Porcas de Solda Hexagonais Especializadas e Personalizadas?
Projetadas para Chapas Metálicas Não Padronizadas: Porcas de solda padrão prontas para uso frequentemente falham quando aplicadas a chapas metálicas ultra finas ou extra grossas. Especializamo-nos em modificar alturas de piloto e volumes de projeção para corresponder perfeitamente à espessura específica do seu material, eliminando problemas de protrusão do piloto e garantindo montagens niveladas.
Alturas de Projeção Consistentes 100%: Mantemos tolerâncias de projeção personalizadas em um rigoroso ±0,05mm. Na soldagem por resistência automatizada, projeções desiguais causam soldas frias localizadas. Nosso controle dimensional rigoroso garante fluxo de corrente igual em todos os pontos, assegurando uma fusão estruturalmente sólida a cada vez.
Rosca Interna Livre de Respingos: 30 anos de solução de problemas nos ensinaram que retapar roscas é um enorme desperdício de recursos de OEM. Otimizamos o chanfro do piloto e o rebaixo da rosca além das especificações padrão para bloquear fisicamente a expulsão de metal fundido, preservando a integridade da rosca sem operações secundárias.
Controle Metalúrgico Rigoroso de Baixo Carbono: Utilizamos exclusivamente aço de baixo carbono C1010/C1015. Usar aço sucata de maior teor de carbono leva à formação de martensita durante o resfriamento rápido, resultando em soldas frágeis que quebram sob o torque final do parafuso. Nosso material garante uma junta resistente e à prova de choque.
Compatibilidade com Alimentadores Automatizados: Seja um projeto personalizado de base plana ou um perfil hexagonal sobredimensionado, nosso processo de cabeçamento a frio garante geometria impecável e bordas livres de rebarbas, evitando qualquer travamento em alimentadores vibratórios de tigela de alta velocidade e células de soldagem robóticas pick-and-place.
O Que É Uma Porca de Solda Hexagonal?
Uma porca de solda hexagonal é um fixador especializado formado a frio projetado para ser permanentemente fundido a chapas metálicas por meio de soldagem por projeção por resistência. Ela cria uma rosca fêmea robusta e de alto torque em áreas de montagem cegas, fechadas ou inacessíveis onde uma porca padrão e uma chave não podem alcançar.
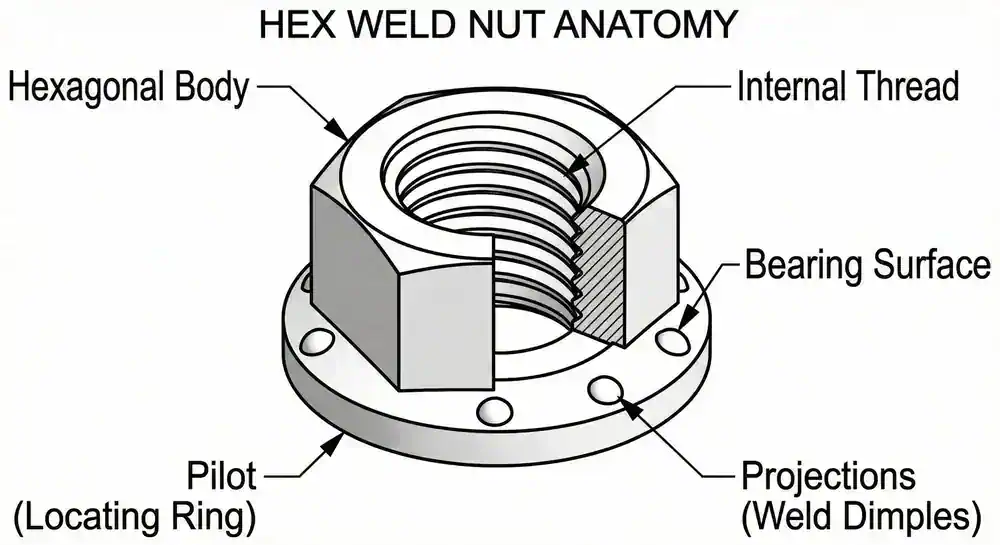
Anatomia e Características Principais:
Projeções: Reentrâncias projetadas na base que concentram a corrente de soldagem, derretendo rapidamente para fundir profundamente com o painel hospedeiro.
Piloto (Anel de Posicionamento): Um guia circular que se encaixa em um furo pré-perfurado, garantindo concentricidade perfeita e protegendo as roscas internas de respingos de solda fundida.
Superfície de Apoio: A área plana que fica nivelada contra a chapa metálica após a solda para distribuir as cargas de fixação uniformemente.
Padrões Incluídos e Guia de Configuração
Padrões Incluídos nesta Faixa de Porcas de Solda
| Padrão | Tipo de Porca | Caso de Uso Industrial Típico |
| DIN 929 | Porca hexagonal de solda com piloto e 3 projeções | Padrão universal para BIW (Carroceria em Branco) Automotivo e gabinetes de chapa metálica. |
| ISO 21670 | Porca hexagonal de solda com flange | Aplicações em chapas finas que exigem uma superfície de apoio maior para evitar o arrancamento da porca. |
| JIS B 1195 | Porca hexagonal para solda padrão japonês | Especificado para subconjuntos automotivos asiáticos e ferramentaria de eletrônicos de consumo. |
| OEM personalizado | Alturas ou geometrias de piloto modificadas | Espessuras de chapa metálica não padrão ou sistemas de alimentação automatizados proprietários. |
Guia de Engenharia: Configurações de Base Piloto vs. Plana
Regra Prática do Especialista: Sempre especifique uma porca com piloto (como DIN 929) se seu painel for pré-perfurado. O piloto reduz drasticamente os tempos de ciclo de montagem por autoposicionamento e protege as roscas de respingos. Use porcas de solda de base plana apenas quando for impossível perfurar um furo no material hospedeiro e você tiver gabaritos de soldagem externos de cobre de precisão para alinhar a porca.
| Fator | Com Piloto (Estilo DIN 929) | Base Plana (Sem Piloto) |
| Velocidade de montagem | Extremamente Rápido (Auto-posiciona no furo) | Mais Lento (Exige dispositivos de alinhamento personalizados) |
| Proteção da Rosca | Excelente (O piloto atua como uma barreira física) | Ruim (Respingos podem facilmente entrar nas roscas inferiores) |
| Resistência ao Cisalhamento | Superior (O piloto compartilha a carga lateral de cisalhamento) | Padrão (Depende inteiramente das 3 soldas) |
| Preparação do Material Hospedeiro | Requer furo pré-perfurado com precisão | Requer uma superfície de montagem plana e não perfurada |
Como Especificar, Materiais e Rastreabilidade de Qualidade
Como Especificar uma Porca de Solda (Lista de Verificação RFQ)
Padrão: DIN, ISO, JIS, ou anexar um desenho CAD personalizado.
Tamanho e Passo da Rosca: ex.: M8 x 1,25.
Espessura do Painel Hospedeiro: Crucial. Devemos ajustar a altura do piloto à espessura da chapa metálica para evitar que o piloto se projete e interfira no componente acoplado.
Material: Aço de Baixo Carbono (Recomendado) ou Aço Inoxidável (304/316).
Acabamento: Simples/Sem Revestimento é obrigatório para integridade estrutural.
EAU (Uso Anual Estimado): Para planejamento de produção baseado em volume.
Materiais & Acabamentos de Superfície (O Aviso do Especialista de 30 Anos)
Aço de Baixo Carbono (C1010/1015): O material definitivo para soldabilidade, prevenindo trincas térmicas.
Aço Inoxidável (A2/A4): Para ambientes especializados não magnéticos ou altamente corrosivos.
A Regra do Acabamento: Nunca soldar porcas zincadas. O zinco vaporiza a 907°C (bem abaixo do ponto de fusão do aço de ~1400°C). Esta vaporização causa severa porosidade na solda (bolsas de gás), juntas altamente frágeis e libera gás tóxico “zinc chills” em sua instalação. Sempre solicite Simples/Cru ou Levemente Oleado para a etapa de soldagem, e eletrodeposite ou aplique E-coat em todo o conjunto após a soldagem estiver completa.
Qualidade, Inspeção e Rastreabilidade
Controle de Material de Entrada: Verificação por espectrômetro do Equivalente de Carbono (CE) do arame bruto.
Verificações em Processo: Classificação óptica 100% para presença de rosca, concentricidade do piloto e uniformidade de altura de projeção de ±0,05mm.
Verificação Mecânica: Testes destrutivos de push-out, testes de torque até falha e verificação de penetração de solda por macro-etch sob demanda.
Documentação: Certificados de material EN 10204 3.1 completos e documentação PPAP Nível 3 disponíveis para fornecedores Tier-1.
Aplicações Comuns
Carroceria e Chassi Automotivo (BIW): Utilizado extensivamente em tubos hidroformados e subestruturas de chassi fechadas para fixação de âncoras de cinto de segurança, trilhos de assento e componentes de suspensão onde roscas cegas de alto torque são obrigatórias.
HVAC e Enclosures Industriais: Fornecendo roscas internas permanentes e resistentes à vibração em enclosures de chapa metálica pesada para montagem de compressores, trilhos de racks de servidores e painéis pesados de chaveamento elétrico.
Maquinário Agrícola e de Construção Pesada: Soldado diretamente em painéis de aço estrutural de tratores e escavadeiras, fornecendo pontos de ancoragem indestrutíveis que suportam severas vibrações de campo e altas cargas de cisalhamento.
Bens de Consumo Brancos e Fabricação de Eletrodomésticos: Alimentado por tigelas vibratórias automatizadas de alta velocidade diretamente em prensas de estampagem e soldagem para montagem rápida de tambores de máquinas de lavar e chassis de refrigeradores.
INDÚSTRIAS OEM E APLICAÇÕES EM CHAPA METÁLICA
Blog relacionado

Diferenças Principais entre Flange de Junta de Sobreposição e Flange Deslizante que Você Precisa Conhecer

Socket Weld vs Flange Deslizante: Qual Se Adapta Melhor às Suas Necessidades?

Flange de junta de recobrimento vs Flange deslizante: O confronto crítico de custo e flexibilidade

Flange Deslizante VS Flange de Pescoço Soldado: Quais São as Diferenças?
PERGUNTAS FREQUENTES
Por que nossas porcas de solda continuam quebrando quando o parafuso final é apertado com torque?
Este é um sintoma clássico de material incorreto ou alturas de projeção inconsistentes. Se a porca (metal) for feita de aço com teor de carbono acima de 0,20%, o resfriamento rápido cria uma estrutura martensítica frágil. Alternativamente, se uma das três projeções for mais curta que as outras, você está obtendo apenas fusão parcial. Resolvemos isso usando estritamente aço C1010 e classificando opticamente 100% de nossas projeções antes do envio.
Como evitamos que respingos de solda (expulsão) estraguem as roscas internas?
Primeiro, certifique-se de usar uma porca piloto DIN 929; o piloto bloqueia fisicamente a expulsão de metal fundido. Segundo, verifique as configurações do seu soldador—corrente excessiva ou tempos de “compressão” muito curtos fazem com que o metal fundido exploda em vez de derreter suavemente. Finalmente, verifique o alinhamento do eletrodo; pressão de fixação desigual faz com que o metal fundido seja projetado lateralmente diretamente nas roscas.
Como determinar os parâmetros corretos de soldagem (Corrente/Tempo/Pressão)?
Os parâmetros dependem inteiramente da espessura da sua chapa metálica, do material e do tamanho da porca. Como referência para uma porca M6 em aço leve de 1,5 mm, você normalmente requer cerca de 10-14 kA de corrente, 10-15 ciclos de tempo de solda e 2,5-3,5 kN de força do eletrodo. Fornecemos gráficos detalhados de parâmetros de referência com todos os pedidos em massa para minimizar seu tempo de configuração de tentativa e erro.
Podemos usar apenas porcas hexagonais padrão para soldagem em vez de porcas de solda específicas?
Absolutamente não. Porcas padrão não possuem projeções de solda. Sem projeções, a corrente de soldagem se espalha por toda a base plana da porca em vez de se concentrar em pontos específicos de alta resistência. Isso resulta em uma adesão superficial fraca, em vez de uma fusão profunda do material. A junta falhará imediatamente nos testes de empurrão e torque.