Fabricant d'Écrous à Souder Hexagonaux OEM · Sélecteur pour Conceptions Pilotes Personnalisées et Spéciales
Écrous à Souder Hexagonaux Spécialisés : Conçus sur Mesure pour les Assemblages de Tôle à Couple Élevé
Forts de 30 ans d'ingénierie de frappe à froid, nous fabriquons des écrous à souder hexagonaux personnalisés et spécialisés conçus pour un soudage par projection automatisé sans défaut. Nous comprenons que dans les environnements OEM à grand volume, un écrou à souder doit offrir trois éléments : une fusion de projection identique, des filets sans projections et une métallurgie à faible teneur en carbone pour éviter les joints fragiles. Nos écrous à souder hexagonaux garantissent une résistance maximale au couple de desserrage et à l'arrachement pour les applications automobiles, de CVC et de machines lourdes.
Capacités : Plans OEM Personnalisés · Hauteurs de Pilote Non Standard · Équivalents Modifiés DIN 929 / ISO 21670
Types d'Écrous : Avec Pilote (Auto-Positionnement) · Base Plate (Sans Pilote) · 3 Projections · 6 Projections
Grades/Matériaux : Acier à Faible Teneur en Carbone C1010/C1015 (Optimisé pour le Soudage) · Acier Inoxydable 304/316
Finitions : Nu/Brut (Recommandé pour le soudage) · Huile légère anti-rouille · Revêtement cuivré
Docs : EN 10204 3.1 · PPAP Niveau 3 · Traçabilité lot/chaleur · Rapports de soudabilité
Types d'Écrous de Soudage Hexagonaux
 Écrous spéciaux
Écrous spéciaux
Séries d'Écrous à Souder
Séries d'Écrous de Blocage
Séries d'Inserts et de Rivets
Mobilier et Spécialités

Écrou de Soudage Hexagonal (Base Ronde)

Écrou de Soudage Hexagonal avec Pilote

Écrou de soudage hexagonal avec pilote (style DIN 929)
Pourquoi choisir nos écrous de soudage hexagonaux spécialisés et sur mesure ?
Conçus pour les tôles métalliques non standard : Les écrous de soudage standard prêts à l'emploi échouent souvent lorsqu'ils sont appliqués à des tôles métalliques ultra-minces ou extra-épaisses. Nous nous spécialisons dans la modification des hauteurs de pilote et des volumes de projection pour correspondre parfaitement à l'épaisseur spécifique de votre matériau, éliminant les problèmes de saillie du pilote et assurant des assemblages à fleur.
Hauteurs de projection constantes 100% : Nous maintenons les tolérances de projection sur mesure à un strict ±0,05 mm. En soudage par résistance automatisé, des projections inégales provoquent des soudures froides localisées. Notre contrôle dimensionnel strict assure un flux de courant égal sur tous les points, garantissant une fusion structurellement solide à chaque fois.
Filetages internes sans projections : 30 ans de dépannage nous ont appris que le retaraudage des filetages est un énorme gaspillage de ressources pour les fabricants d'équipements d'origine. Nous optimisons le chanfrein du pilote et le fraisage du filetage au-delà des spécifications standard pour bloquer physiquement l'expulsion du métal en fusion, préservant l'intégrité du filetage sans opérations secondaires.
Contrôle métallurgique strict à faible teneur en carbone : Nous utilisons exclusivement de l'acier à faible teneur en carbone C1010/C1015. L'utilisation d'acier de récupération à plus haute teneur en carbone entraîne la formation de martensite lors du refroidissement rapide, ce qui donne des soudures fragiles qui cassent sous le couple de serrage final du boulon. Notre matériau garantit un joint résistant et résistant aux chocs.
Compatibilité avec les chargeurs automatisés : Que vous ayez besoin d'une conception à base plate sur mesure ou d'un profil hexagonal surdimensionné, notre procédé de formage à froid garantit une géométrie parfaite et des arêtes sans bavures, évitant tout blocage dans les bols vibrants à grande vitesse et les cellules de soudage robotisées de type pick-and-place.
Qu'est-ce qu'un écrou à souder hexagonal ?
Un écrou à souder hexagonal est un élément de fixation spécialisé formé à froid, conçu pour être fusionné de manière permanente à une tôle par soudage par résistance à projections. Il crée un filetage femelle robuste et à couple élevé dans des zones d'assemblage aveugles, fermées ou inaccessibles où un écrou standard et une clé ne peuvent pas atteindre.
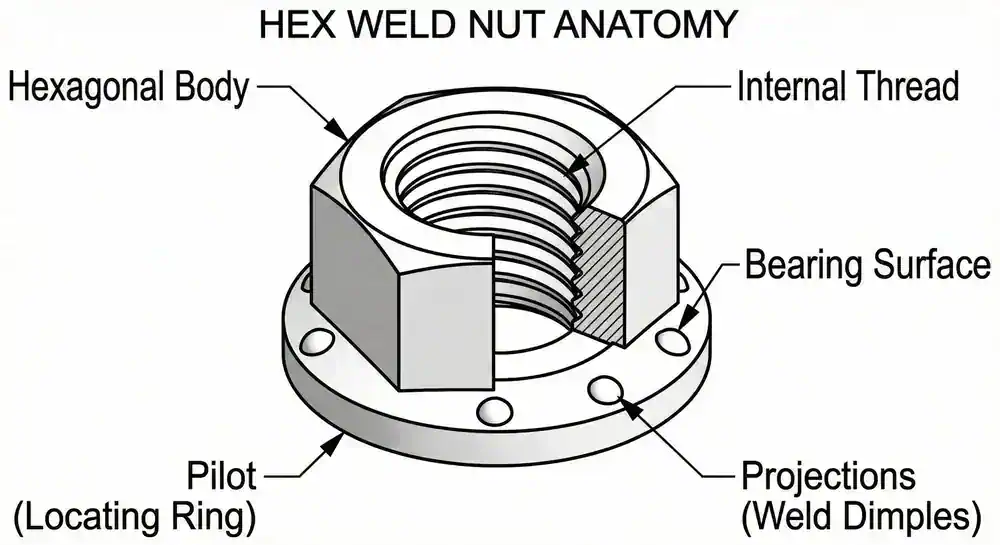
Anatomie et caractéristiques clés :
Projections : Des alvéoles conçues sur la base qui concentrent le courant de soudage, fondant rapidement pour fusionner profondément avec le panneau hôte.
Pilote (anneau de centrage) : Un guide circulaire qui s'insère dans un trou pré-percé, assurant une concentricité parfaite et protégeant les filetages internes des projections de métal fondu.
Surface d'appui : La surface plane qui repose à fleur de la tôle après soudage pour répartir uniformément les charges de serrage.
Normes incluses et guide de configuration
Normes incluses dans cette gamme d'écrous de soudage
| Standard | Type d'écrou | Cas d'utilisation industrielle typique |
| DIN 929 | Écrou hexagonal de soudage avec pilote et 3 protubérances | Norme universelle pour l'automobile BIW (caisse en blanc) et les boîtiers en tôle. |
| ISO 21670 | Écrou hexagonal de soudage avec collerette | Applications sur tôles minces nécessitant une plus grande surface d'appui pour éviter l'arrachement de l'écrou. |
| JIS B 1195 | Écrou hexagonal à souder standard japonais | Spécifié pour les sous-ensembles automobiles asiatiques et l'outillage d'électronique grand public. |
| OEM personnalisé | Hauteurs ou géométries de pilote modifiées | Épaisseurs de tôle non standard ou systèmes d'alimentation automatisés propriétaires. |
Guide d'ingénierie : Configurations à base pilote vs à base plate
Règle empirique experte : Spécifiez toujours un écrou à pilote (comme DIN 929) si votre panneau est pré-perforé. Le pilote réduit considérablement les temps de cycle d'assemblage en s'auto-positionnant et protège les filets des projections. Utilisez uniquement des écrous à souder à base plate lorsqu'il est impossible de percer un trou dans le matériau hôte et que vous disposez de gabarits de soudage externes en cuivre de précision pour aligner l'écrou.
| Facteur | À pilote (style DIN 929) | À base plate (sans pilote) |
| Vitesse d'assemblage | Extrêmement rapide (S'auto-positionne dans le trou) | Plus lent (Nécessite un montage d'alignement personnalisé) |
| Protection du filetage | Excellente (Le pilote agit comme un bouclier physique) | Mauvaise (Les projections peuvent facilement pénétrer dans les filetages inférieurs) |
| Résistance au cisaillement | Supérieure (Le pilote partage la charge de cisaillement latérale) | Standard (Repose entièrement sur les 3 soudures) |
| Préparation du matériau hôte | Nécessite un trou pré-percé avec précision | Nécessite une surface de montage plate et non percée |
Comment spécifier, matériaux et traçabilité qualité
Comment spécifier un écrou à souder (liste de contrôle RFQ)
Norme : DIN, ISO, JIS, ou joignez un dessin CAO personnalisé.
Taille et pas de filetage : par ex., M8 x 1,25.
Épaisseur du panneau hôte : Crucial. Nous devons ajuster la hauteur du pilote à l'épaisseur de votre tôle pour éviter que le pilote ne dépasse et n'interfère avec le composant d'accouplement.
Matériau : Acier au carbone faible (recommandé) ou acier inoxydable (304/316).
Finition : Lisse/Nu est obligatoire pour l'intégrité structurelle.
EAU (Utilisation Annuelle Estimée) : Pour la planification de production basée sur le volume.
Matériaux & Finitions de Surface (L'Avertissement de l'Expert de 30 Ans)
Acier à faible teneur en carbone (C1010/1015) : Le matériau ultime pour la soudabilité, empêchant la fissuration thermique.
Acier inoxydable (A2/A4) : Pour des environnements spécialisés non magnétiques ou hautement corrosifs.
La Règle de Finition : Ne jamais souder des écrous zingués. Le zinc se vaporise à 907°C (bien en dessous du point de fusion de l'acier d'environ 1400°C). Cette vaporisation provoque une porosité sévère des soudures (poches de gaz), des joints très fragiles et libère des gaz toxiques de “ frissons de zinc ” dans votre installation. Commandez toujours Nu / Brut ou Légèrement huilé pour l'étape de soudage, et électroplaquer ou appliquer un revêtement électrostatique sur l'ensemble de l'assemblage après le soudage est terminé.
Qualité, inspection et traçabilité
Contrôle des matières entrantes : Vérification par spectromètre de l'équivalent carbone (CE) du fil machine brut.
Contrôles en cours de processus : Tri optique 100% pour la présence de filetage, la concentricité du pilote et l'uniformité de la hauteur de projection à ±0,05 mm.
Vérification mécanique : Tests destructifs d'éjection, tests de couple jusqu'à rupture et vérification de la pénétration de soudure par macro-attaque sur demande.
Documentation : Certificats de matériaux EN 10204 3.1 complets et documentation PPAP Niveau 3 disponibles pour les fournisseurs de niveau 1.
Applications courantes
Carrosserie en blanc (BIW) et châssis automobile : Utilisés largement dans les tubes hydroformés et les sous-cadres de châssis fermés pour le montage des ancrages de ceinture de sécurité, des rails de siège et des composants de suspension où des filetages internes à bride pleine à couple élevé sont obligatoires.
Enveloppes CVC et industrielles : Fournissant des filetages internes permanents et résistants aux vibrations sur des enveloppes en tôle lourde pour le montage de compresseurs, de rails de baies de serveurs et de panneaux de commutation électrique lourds.
Machinerie agricole et de construction lourde : Soudés directement sur les panneaux d'acier structurel des tracteurs et excavatrices, fournissant des points d'ancrage indestructibles qui résistent aux vibrations sévères sur le terrain et aux charges de cisaillement élevées.
Fabrication d'appareils électroménagers et de biens blancs : Alimentés par des bols vibratoires automatisés à haute vitesse directement dans les presses d'emboutissage et de soudage pour l'assemblage rapide des tambours de machines à laver et des châssis de réfrigérateurs.
APPLICATIONS INDUSTRIELLES ET DE TÔLERIE POUR FABRICANTS D'ÉQUIPEMENTS D'ORIGINE
Article de blog connexe

Lap Joint Flange vs Slip On Flange : Les Différences Clés à Connaître

Soudure par emboîtement vs Bride à emboîtement : Lequel correspond le mieux à vos besoins ?

Lap Joint vs Slip On Flange : L'Affrontement Critique Coût & Flexibilité

Bride à collerette soudée VS Bride à souder par emmanchement : Quelles sont les différences ?
FAQ
Pourquoi nos écrous à souder continuent-ils de se casser lorsque la dernière vis est serrée ?
Il s'agit d'un symptôme classique d'un matériau incorrect ou de hauteurs de projection incohérentes. Si l'écrou est en acier avec une teneur en carbone supérieure à 0,20%, un refroidissement rapide crée une structure martensitique fragile. Alternativement, si l'une des trois projections est plus courte que les autres, vous n'obtenez qu'une fusion partielle. Nous résolvons ce problème en utilisant strictement de l'acier C1010 et en triant optiquement 100% de nos projections avant l'expédition.
Comment empêcher les projections de soudure (expulsion) de détériorer les filetages internes ?
Tout d'abord, assurez-vous d'utiliser un écrou pilote DIN 929 ; le pilote bloque physiquement l'expulsion de métal fondu. Deuxièmement, vérifiez les réglages de votre soudeur—un courant excessif ou des “ temps de serrage ” trop courts provoquent l'explosion du métal fondu plutôt qu'une fusion régulière. Enfin, vérifiez l'alignement de vos électrodes ; une pression de serrage inégale fait que le métal fondu est projeté latéralement directement dans les filetages.
Comment déterminer les paramètres de soudage corrects (Courant/Temps/Pression) ?
Les paramètres dépendent entièrement de l'épaisseur de votre tôle, du matériau et de la taille de l'écrou. Comme référence de base pour un écrou M6 sur de l'acier doux de 1,5 mm, vous avez généralement besoin d'environ 10 à 14 kA de courant, de 10 à 15 cycles de temps de soudage et de 2,5 à 3,5 kN de force d'électrode. Nous fournissons des tableaux détaillés de paramètres de base avec toutes les commandes en gros pour minimiser votre temps de configuration par essais et erreurs.
Pouvons-nous simplement utiliser des écrous hexagonaux standard pour le soudage au lieu d'écrous de soudage spécifiques ?
Absolument pas. Les écrous standard ne possèdent pas de saillies de soudage. Sans saillies, le courant de soudage se répartit sur toute la base plate de l'écrou au lieu de se concentrer sur des points spécifiques à haute résistance. Cela entraîne une adhésion superficielle faible plutôt qu'une fusion profonde du matériau. L'assemblage échouera immédiatement aux tests de poussée et de couple.