







Производитель шестигранных приварных гаек OEM · Селектор для нестандартных и специальных пилотных конструкций
Специальные шестигранные приварные гайки: Индивидуально спроектированные для высокомоментных сборок из листового металла
Опираясь на 30-летний опыт холодной высадки, мы производим нестандартные и специальные шестигранные приварные гайки, разработанные для безупречной автоматической проекционной сварки. Мы понимаем, что в условиях крупносерийного производства OEM сварная гайка должна обеспечивать три вещи: одинаковое плавление выступов, резьбу без брызг и низкоуглеродистую металлургию для предотвращения хрупких соединений. Наши шестигранные приварные гайки гарантируют максимальное сопротивление выкручиванию и вырыванию для применений в автомобильной промышленности, системах отопления, вентиляции и кондиционирования, а также в тяжелом машиностроении.
Возможности: Нестандартные чертежи OEM · Нестандартные высоты пилота · Модифицированные эквиваленты DIN 929 / ISO 21670
Типы гаек: С пилотом (самоцентрирующиеся) · С плоским основанием (без пилота) · С 3 выступами · С 6 выступами
Классы/Материалы: Низкоуглеродистая сталь C1010/C1015 (оптимизированная для сварки) · Нержавеющая сталь 304/316
Покрытия: Голый/Без покрытия (Рекомендуется для сварки) · Легкое антикоррозионное масло · Медное покрытие
Документы: EN 10204 3.1 · PPAP Уровень 3 · Трассируемость по партии/термообработке · Отчеты по свариваемости
Типы шестигранных приварных гаек
 Специальные гайки
Специальные гайки
Сварные гайки серии
Серия самоконтрящихся гаек
Вставки и заклепочные серии
Мебельные и специальные

Шестигранная приварная гайка (круглое основание)

Шестигранная приварная гайка с направляющей

Шестигранная приварная гайка с направляющей (стиль DIN 929)
Почему выбирают наши специальные и нестандартные шестигранные приварные гайки?
Спроектированы для нестандартных листовых металлов: Готовые стандартные приварные гайки часто выходят из строя при применении к сверхтонким или особо толстым листовым металлам. Мы специализируемся на модификации высоты направляющей и объема выступа для идеального соответствия вашей конкретной толщине материала, устраняя проблемы выступа направляющей и обеспечивая заподлицо сборки.
100% Постоянные высоты выступа: Мы выдерживаем нестандартные допуски выступа с жестким ±0,05 мм. При автоматической контактной сварке неравномерные выступы вызывают локальные холодные сварки. Наш строгий контроль размеров обеспечивает равномерный ток по всем точкам, гарантируя структурно прочный расплав каждый раз.
Брызгозащищенные внутренние резьбы: 30 лет устранения неисправностей научили нас, что перерезание резьбы — это огромная трата ресурсов OEM. Мы оптимизируем фаску направляющей и зенковку резьбы сверх стандартных спецификаций, чтобы физически блокировать выброс расплавленного металла, сохраняя целостность резьбы без вторичных операций.
Строгий металлургический контроль низкоуглеродистой стали: Мы используем исключительно низкоуглеродистую сталь C1010/C1015. Использование высокоуглеродистой лома стали приводит к образованию мартенсита при быстром охлаждении, что приводит к хрупким сваркам, которые ломаются под конечным моментом затяжки болта. Наш материал гарантирует прочное, ударопрочное соединение.
Совместимость с автоматическими питателями: Будь то нестандартная конструкция с плоским основанием или увеличенный шестигранный профиль, наш процесс холодной высадки гарантирует безупречную геометрию и кромки без заусенцев, предотвращая заклинивание в высокоскоростных вибрационных чашечных питателях и роботизированных сварочных ячейках типа "pick-and-place".
Что такое приварная шестигранная гайка?
Приварная шестигранная гайка — это специализированный холодноформованный крепеж, предназначенный для постоянного сращивания с листовым металлом методом контактной выступной сварки. Она создает прочную, высокомоментную внутреннюю резьбу в глухих, закрытых или труднодоступных зонах сборки, где стандартная гайка и ключ не могут быть использованы.
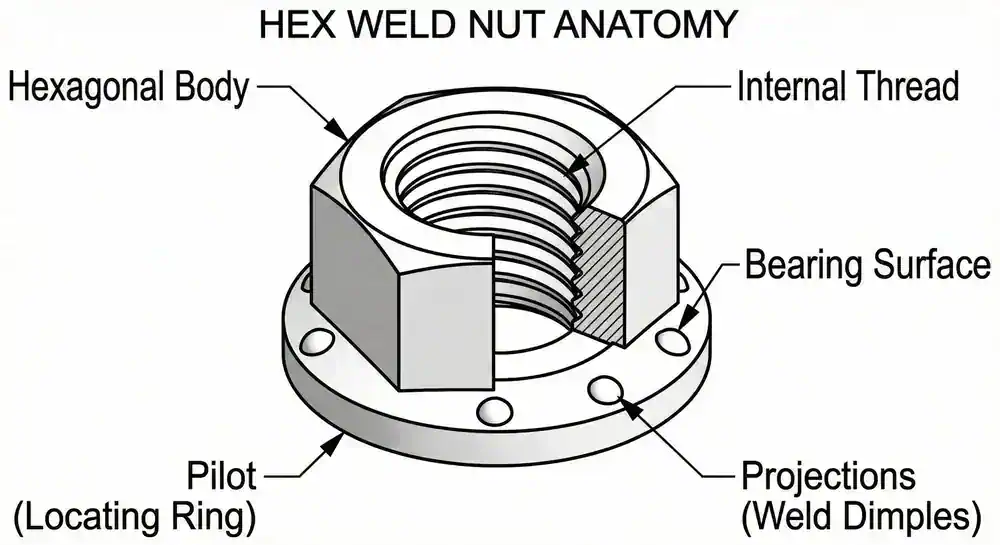
Ключевая анатомия и характеристики:
Выступы: Спроектированные углубления на основании, которые концентрируют сварочный ток, быстро плавясь для глубокого сращивания с основной панелью.
Центрирующее кольцо (пилот): Круглый направляющий элемент, который вставляется в предварительно пробитое отверстие, обеспечивая идеальную концентричность и защищая внутреннюю резьбу от расплавленных брызг.
Опорная поверхность: Плоская поверхность, которая плотно прилегает к листовому металлу после сварки для равномерного распределения зажимных нагрузок.
Включенные стандарты и руководство по конфигурации
Стандарты, включенные в этот ассортимент сварных гаек
| Стандарт | Тип гайки | Типичный промышленный случай применения |
| DIN 929 | Шестигранная сварная гайка с направляющей и 3 выступами | Универсальный стандарт для автомобильного BIW (кузова в белом цвете) и корпусов из листового металла. |
| ISO 21670 | Шестигранная сварная гайка с фланцем | Применения с тонким листом, требующие большей опорной поверхности для предотвращения вырывания гайки. |
| JIS B 1195 | Японский стандартный шестигранный приварной гайка | Спецификация для азиатских автомобильных узлов и оснастки для бытовой электроники. |
| Индивидуальный OEM | Модифицированные высоты направляющих или геометрии | Нестандартные толщины листового металла или проприетарные системы автоматической подачи. |
Инженерное руководство: Конфигурации с направляющей и плоским основанием
Экспертное правило: Всегда указывайте гайку с направляющей (например, DIN 929), если ваша панель предварительно пробита. Направляющая значительно сокращает время цикла сборки за счет самоцентрирования и защищает резьбу от брызг. Используйте приварные гайки с плоским основанием только в том случае, если пробить отверстие в основном материале невозможно и у вас есть точные внешние медные сварочные приспособления для выравнивания гайки.
| Фактор | С направляющей (стиль DIN 929) | С плоским основанием (без направляющей) |
| Скорость сборки | Очень быстро (Самоустанавливается в отверстии) | Медленнее (Требует специальной оснастки для выравнивания) |
| Защита резьбы | Отличная (Направляющая служит физическим щитом) | Плохая (Брызги легко попадают в нижнюю резьбу) |
| Прочность на сдвиг | Превосходная (Направляющая распределяет боковую нагрузку сдвига) | Стандартная (Полностью зависит от 3 сварных швов) |
| Подготовка основного материала | Требует точно предварительно пробитого отверстия | Требуется плоская, неперфорированная монтажная поверхность |
Как указать, материалы и прослеживаемость качества
Как указать приварную гайку (чек-лист для запроса предложения)
Стандарт: DIN, ISO, JIS или прикрепите пользовательский чертеж CAD.
Размер и шаг резьбы: например, M8 x 1,25.
Толщина панели-основания: Критически важно. Мы должны подобрать высоту направляющей к толщине вашего листового металла, чтобы предотвратить выступ направляющей и помехи с сопрягаемым компонентом.
Материал: Низкоуглеродистая сталь (рекомендуется) или нержавеющая сталь (304/316).
Отделка: Простой/необработанный обязателен для структурной целостности.
EAU (Расчетное годовое использование): Для планирования производства на основе объема.
Материалы и виды отделки поверхности (Предупреждение 30-летнего эксперта)
Низкоуглеродистая сталь (C1010/1015): Идеальный материал для свариваемости, предотвращающий термическое растрескивание.
Нержавеющая сталь (A2/A4): Для специализированных немагнитных или высококоррозионных сред.
Правило отделки: Никогда не сваривайте оцинкованные гайки. Цинк испаряется при 907°C (что значительно ниже температуры плавления стали ~1400°C). Это испарение вызывает сильную пористость сварного шва (газовые карманы), делает соединения крайне хрупкими и выделяет токсичный газ “цинковые ознобы” в ваше производственное помещение. Всегда заказывайте Обычная/Необработанная или Легко смазанная для этапа сварки, и гальванизируйте или наносите электростатическое покрытие на всю сборку после сварка завершена.
Качество, контроль и прослеживаемость
Контроль поступающего материала: Спектрометрическая проверка углеродного эквивалента (CE) исходной проволочной заготовки.
Проверки в процессе производства: Оптическая сортировка 100% для проверки наличия резьбы, концентричности направляющей и равномерности высоты выступа ±0,05 мм.
Механическая проверка: Разрушающее выталкивающее тестирование, тестирование на крутящий момент до отказа и макротравление для проверки проникновения сварки по запросу.
Документация: Полные сертификаты на материалы EN 10204 3.1 и документация PPAP Уровень 3 доступны для поставщиков уровня Tier-1.
Типичные области применения
Автомобильный кузов в белом (BIW) и шасси: Широко используется в гидроформованных трубах и закрытых подрамниках шасси для крепления якорей ремней безопасности, направляющих сидений и компонентов подвески, где обязательны высокомоментные глухие резьбы.
HVAC и промышленные корпуса: Обеспечивает постоянные, устойчивые к вибрации внутренние резьбы на тяжелых листовых металлических корпусах для крепления компрессоров, направляющих серверных стоек и тяжелых панелей электрических распределительных устройств.
Сельскохозяйственная и тяжелая строительная техника: Приваривается непосредственно к конструкционным стальным панелям тракторов и экскаваторов, обеспечивая неразрушаемые точки крепления, выдерживающие сильную полевую вибрацию и высокие сдвиговые нагрузки.
Производство бытовой техники и приборов: Подается через высокоскоростные автоматические вибрационные чаши непосредственно в штамповочные и сварочные прессы для быстрой сборки барабанов стиральных машин и шасси холодильников.
OEM ПРОМЫШЛЕННОСТЬ И ПРИМЕНЕНИЕ ЛИСТОВОГО МЕТАЛЛА
Связанные статьи
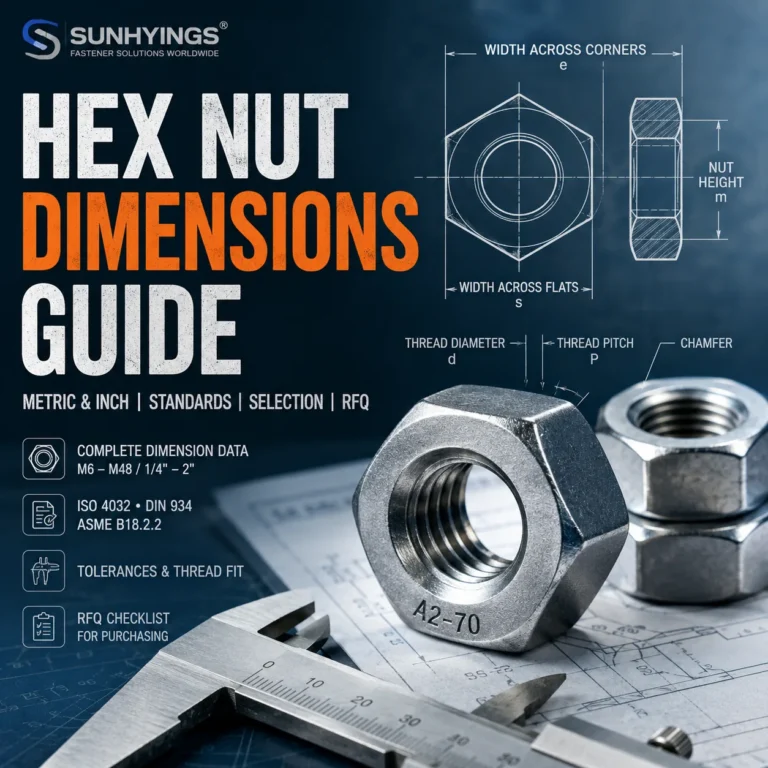
Руководство по размерам шестигранных гаек: метрические и дюймовые таблицы, стандарты ISO, DIN и ASME
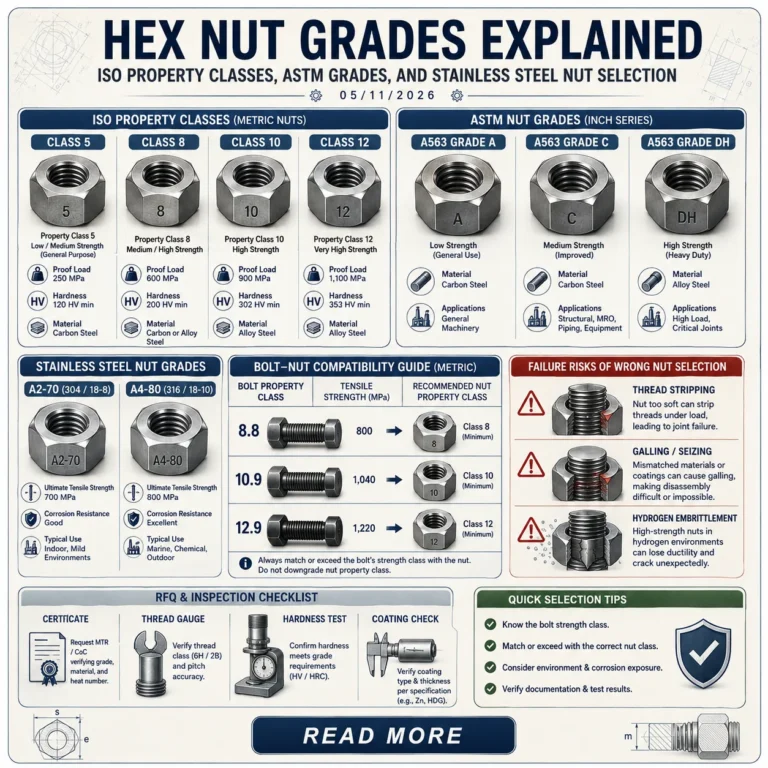
Классы гаек-шестигранников: классы прочности, марки ASTM, совместимость с болтами и риски разрушения

Гайки шестигранные DIN 934, ISO 4032, ASME B18.2.2: ключевые отличия, взаимозаменяемость и руководство по покупке
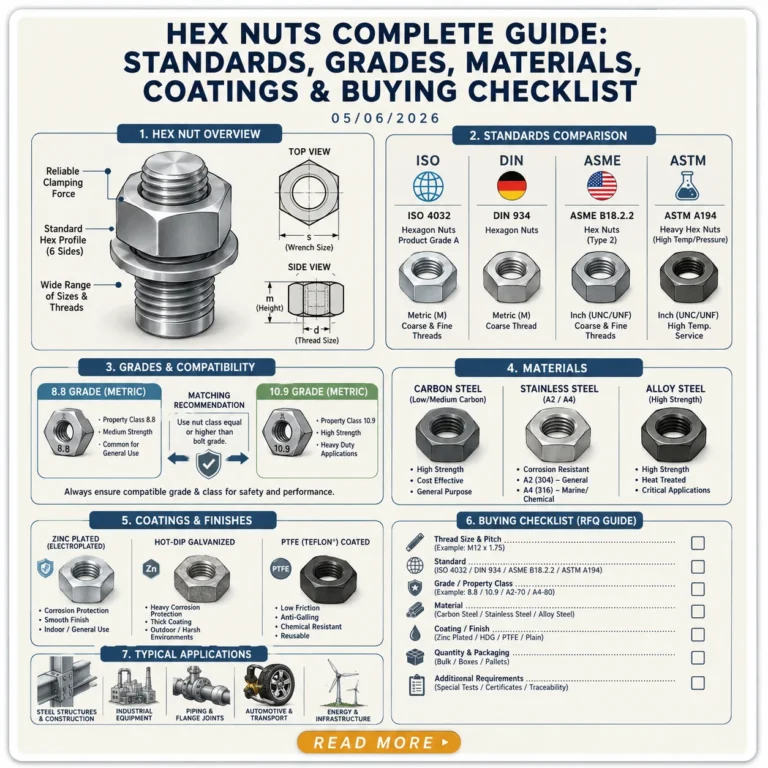
Полное руководство по шестигранным гайкам: стандарты, классы прочности, материалы, покрытия, момент затяжки и чек-лист для покупки
Часто задаваемые вопросы
Почему наши приварные гайки отламываются при затяжке последнего болта?
Это классический симптом либо неправильного материала, либо неоднородной высоты выступов. Если гайка изготовлена из стали с содержанием углерода выше 0,20%, быстрое охлаждение создает хрупкую мартенситную структуру. В качестве альтернативы, если один из трех выступов короче остальных, происходит только частичное сплавление. Мы решаем эту проблему, строго используя сталь C1010 и оптически сортируя 100% наших выступов перед отгрузкой.
Как предотвратить повреждение внутренней резьбы брызгами (выбросами) при сварке?
Во-первых, убедитесь, что вы используете DIN 929 гайку с направляющим пояском; направляющий поясок физически блокирует выброс расплавленного металла. Во-вторых, проверьте настройки сварочного аппарата — чрезмерный ток или слишком короткое “время сжатия” приводят к взрывному, а не плавному расплавлению металла. Наконец, проверьте выравнивание электродов; неравномерное давление зажима вызывает выброс расплавленного металла вбок прямо в резьбу.
Как определить правильные параметры сварки (Ток/Время/Давление)?
Параметры полностью зависят от толщины вашего листового металла, материала и размера гайки. В качестве базового примера для гайки M6 на низкоуглеродистой стали толщиной 1,5 мм обычно требуется около 10-14 кА тока, 10-15 циклов времени сварки и 2,5-3,5 кН усилия электрода. Мы предоставляем подробные базовые таблицы параметров со всеми оптовыми заказами, чтобы минимизировать время настройки методом проб и ошибок.
Можем ли мы использовать стандартные шестигранные гайки для сварки вместо специальных сварных гаек?
Абсолютно нет. Стандартные гайки не имеют сварочных выступов. Без выступов сварочный ток распределяется по всей плоской основе гайки, а не концентрируется в определенных точках с высоким сопротивлением. Это приводит к слабому, поверхностному сцеплению, а не к глубокому сплавлению материала. Соединение немедленно не пройдет испытания на выталкивание и крутящий момент.