







How to select the right flange for refinery applications? Start with the real service envelope, not the nominal line size. In refinery units, a flange joint must survive pressure, temperature cycling, external piping loads, corrosion, maintenance interventions, and leak-tightness requirements over years of operation. That is why refinery flange selection is never just “pick a flange by size and class.” It is a system decision involving flange type, facing, material grade, gasket, bolting, assembly procedure, and traceable inspection records.
Quick answer: for critical refinery service, engineers usually work through five checks in order: service condition, pressure-temperature rating, corrosion mechanism, sealing method, and documentation/inspection requirements. In high-pressure or cyclic service, weld neck flanges are commonly preferred. In severe leak-tightness duty, RF or RTJ facings are selected based on gasket system and maintenance capability. In sour or corrosive service, material selection must be reviewed against the actual chemistry and, where applicable, NACE MR0175 / ISO 15156 requirements. Final selection should then be aligned with ASME B16.5, ASME B16.47, ASME PCC-1, and the project piping code basis such as ASME B31.3.
That approach reduces leak frequency, startup delays, hydrotest failures, and recurring turnaround rework. It also makes procurement easier because the buyer is no longer asking only for “A105 flange, Class 300.” The buyer is specifying an engineered flange package with a clear technical basis.
Quick Answer: How to Select the Right Flange for Refinery Applications
The correct refinery flange is the one that matches the actual process risk, not the one that looks most familiar in the catalogue. A practical refinery flange selection workflow should answer these questions before purchase:
- What are the real operating and upset conditions? Use normal, startup, shutdown, steam-out, hydrotest, and emergency cases, not steady-state design only.
- What pressure-temperature rating is required for the actual material group? Pressure class without material basis is incomplete.
- What corrosion mechanism controls the joint life? General corrosion, sour cracking, chlorides, crevice attack, galvanic pairing, wet-dry cycling, or under-deposit corrosion may all change the material choice.
- Which sealing method fits the duty? RF, FF, and RTJ do not solve the same problem in the same way.
- Can the site install and maintain the joint correctly? A technically correct joint can still leak if the field team lacks the right gasket, tightening method, or inspection controls.
Direct answer: In refinery service, flange selection should always be based on joint integrity, not just component compatibility. If the flange, facing, gasket, studs, and tightening method are not specified as one assembly, leak risk remains high even when the nominal flange rating looks correct.
Core Challenges in Refinery Flange Selection
High Pressure and High Temperature Service

HPHT refinery service is rarely static. A flange in a heater outlet, hot-oil line, or steam-related service can see repeated expansion and contraction, bolt relaxation, vibration, and piping misalignment over time. This is why weld neck flanges are commonly selected for critical refinery piping: their tapered hub provides better stress transition and typically better fatigue performance than simpler flange types in cyclic duty.
Pressure class alone does not guarantee a safe flange selection. Engineers must check the pressure-temperature rating for the actual flange material, then confirm the sealing system can maintain gasket stress under thermal cycling. A Class 300 flange that is acceptable in one carbon steel service may not offer the same usable rating at elevated temperature or in another material group.
| Refinery HPHT Factor | Why It Matters |
|---|---|
| Thermal cycling | Drives bolt stress loss, gasket relaxation, and recurrent leakage after startup or shutdown |
| External piping loads | Misalignment and nozzle loads can distort the joint even when internal pressure is within rating |
| Facing and gasket match | An incorrect sealing system can fail long before the flange body reaches its rating limit |
| Flange type | Weld neck flanges usually provide better long-term mechanical stability in severe cyclic service |
Typical field example: a hot-oil line fitted with a slip-on flange may pass hydrotest and initial startup, then begin to seep after several thermal cycles. The root cause is often not “bad material,” but a combination of weld geometry, cyclic bolt stress loss, and a gasket system that was not selected for repeated temperature swings. The permanent fix is usually a joint redesign, not repeated re-tightening.
Corrosive Process Fluids, Sour Service, and Wet Utility Conditions

Many refinery flange failures are chemistry-driven, not strength-driven. Common mechanisms include wet H2S cracking risk, crevice corrosion beneath the gasket, chloride contamination, under-deposit attack, galvanic effects, and corrosion damage accelerated by shutdown moisture or poor drainage. In sour service, NACE MR0175 / ISO 15156 restrictions should be considered during material selection, especially for hardness-sensitive materials, bolts/studs, and replacement components.
This does not mean “NACE-compliant” automatically means “safe in all refinery conditions.” Sour-service compliance reduces cracking risk only when the selected material, hardness, heat treatment condition, and actual service severity are all correctly matched. A flange package can still fail if the studs, ring gasket, or replacement components are substituted without the same level of review.
| Damage Mechanism | Typical Concern at Refinery Flanges |
|---|---|
| Crevice corrosion | Localized attack under the gasket or in stagnant wet zones |
| Sulfide stress cracking | Cracking risk in susceptible materials under tensile stress in H2S-containing service |
| Galvanic corrosion | Accelerated attack when dissimilar materials are paired without considering the environment |
| Wet chloride attack | Can damage unsuitable stainless materials and degrade long-term sealing reliability |
| Shutdown condensation / deposits | Often creates more severe local chemistry than the bulk operating fluid |
Typical field example: a sour-water overhead line may leak repeatedly after a turnaround even though the flange body size and class are unchanged. Later review often shows undocumented stud replacement, missing hardness records, or mismatched gasket selections introduced during maintenance. In those cases, the problem is not “the line is old.” The problem is traceability and joint control were lost.
Fugitive Emissions and Leak-Tightness Requirements
Refinery flanges are not judged only by whether they hold pressure. They are increasingly judged by whether they remain leak-tight enough to meet operational, environmental, and inspection expectations over time. Low-level chronic seepage can create VOC issues, housekeeping problems, corrosion around the joint, repeated tightening work, and eventually more serious leaks.
That is why RF and RTJ facing selection, gasket approval control, and bolted flange joint assembly procedure matter so much. ASME PCC-1 exists because a flange joint that is correctly designed can still fail in service if the assembly method is inconsistent. ASME PCC-1
Typical field example: a refinery unit may record recurring low-level emissions from several RF joints after startup. The flange type itself is not the real issue. Investigation often finds non-approved gasket substitutions, damaged seating faces, reused studs, or missing tightening records. The lasting solution is not “tighten harder.” It is to restore the approved joint package and controlled assembly method.
Best Flange Types for Refinery Applications
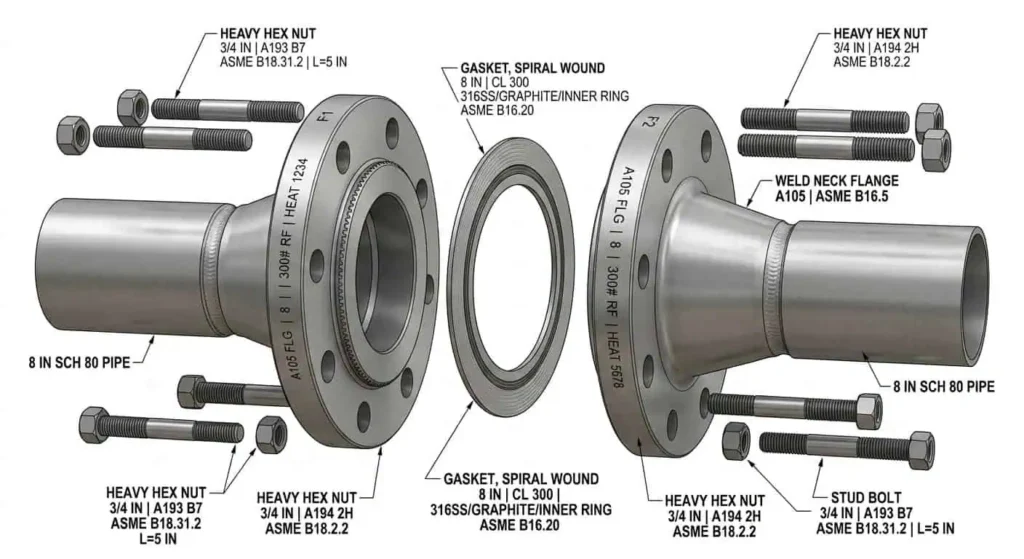
Weld Neck Flanges for Critical Process Piping
Weld neck flanges are usually the preferred refinery flange type for high-pressure, high-temperature, cyclic, and high-consequence service. Their tapered hub reduces stress concentration between pipe and flange, which improves performance under bending and repeated thermal loading. That is why they are widely specified in major process lines where leakage or fatigue cracking would be costly.
| Why engineers choose weld neck flanges | What to verify anyway |
|---|---|
| Better stress distribution and fatigue resistance | Qualified welding procedure and fit-up control |
| Commonly preferred for critical refinery piping | Facing, gasket, bolting, and class still must match the duty |
| Better long-term stability under severe service | Higher fabrication and inspection cost is normal |
They are not automatically the cheapest option, but in refinery service they often become the lowest-lifecycle-cost option once leak risk, rework, and maintenance are considered.
Blind Flanges for Isolation, Hydrotest, and Maintenance Planning

Blind flanges are more than closure plates. In refinery work they are used for hydrotesting, maintenance isolation, future tie-ins, and positive mechanical separation. They must be selected to the same design basis as the mating flange, including class, facing, material, gasket, and bolt set. For larger diameters and higher classes, blind flange thickness and bolting adequacy become especially important.
Typical field example: a shutdown hydrotest can be delayed not because the blind flange “doesn’t fit,” but because the documentation package is incomplete, the stud material cannot be verified, or the temporary isolation hardware was never checked against the hydrotest condition. A blind flange register prepared before the turnaround prevents that kind of avoidable delay.
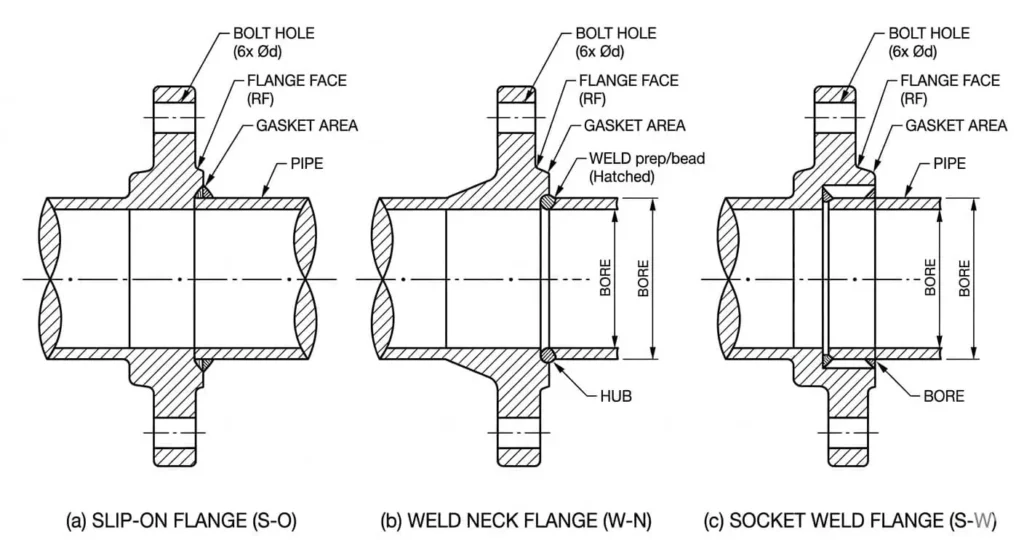
Slip-On and Socket Weld Flanges: Where They Fit and Where They Do Not
Slip-on and socket weld flanges are not wrong by default, but they are not the first choice for every refinery application. Slip-on flanges can work well in less severe services, but they are generally less attractive in cyclic or fatigue-sensitive duty because joint performance depends heavily on weld execution and geometry. Socket weld flanges can be useful on smaller-bore systems, but their crevice-prone geometry makes them less attractive in fouling, corrosive, or deposit-forming services unless the service has been screened carefully.
| Flange type | Use with caution when |
|---|---|
| Slip-on flange | Thermal cycling, fatigue loads, high leak consequence, or repeated start-stop operation are present |
| Socket weld flange | Crevice corrosion, deposits, wet corrosive service, or difficult inspection access are expected |
The right question is not “are these flange types allowed?” The right question is “does this service justify a more forgiving and more robust joint style instead?”
Raised Face vs Ring Type Joint in Refinery Service
Refinery flange facing selection is really a sealing philosophy decision. RF joints are flexible and widely used across refinery systems because they support a broad range of gasket types and maintenance practices. RTJ joints offer higher-integrity metallic sealing in severe high-pressure and high-temperature service, but they require precision groove condition, compatible ring materials, and stricter field control.
| Facing type | Typical refinery use | Main consideration |
|---|---|---|
| FF | Lower-pressure or equipment-matching duty | Not usually the first choice for severe refinery process service |
| RF | General refinery process service | Works well when gasket, finish, and bolt load are controlled |
| RTJ | Severe HPHT and higher-integrity leak-tight duty | Requires precision grooves, correct ring selection, and disciplined installation |
Direct answer: use RF for most refinery process piping where the selected gasket system and assembly procedure can be controlled. Use RTJ where the duty is severe enough to justify metallic ring sealing and the field team can support the tighter installation and inspection requirements.
Refinery Flange Material Selection Strategy
Carbon Steel vs Stainless Steel vs Alloy Steel
Refinery flange material selection starts with process chemistry and temperature, not with price per piece. Carbon steel flanges such as ASTM A105 are common because they are strong, available, and economical, but they are not suitable for every refinery service. In low-temperature, wet sour, chloride-bearing, or more corrosive duty, engineers may need to move to impact-tested carbon steel, stainless steel, alloy steel, duplex, or nickel alloy depending on the real environment.
| Material family | Typical refinery selection logic |
|---|---|
| Carbon steel | Cost-effective and widely used when corrosion and temperature limits are controlled |
| Stainless steel | Selected where improved corrosion resistance is needed, but grade must match chlorides and temperature |
| Low-alloy steel | Used in elevated-temperature service where strength and creep resistance matter |
| Duplex / super duplex | Used in higher-corrosion environments where both strength and corrosion resistance are needed |
| Nickel alloys | Reserved for severe corrosion or high-consequence special service |
Practical rule: if the service chemistry is uncertain, the flange material should not be finalized yet. Clarify the corrosion mechanism first. A common refinery mistake is to “upgrade” to stainless without confirming whether chlorides, wet sour conditions, or temperature excursions actually make that upgrade effective.
Traceability, MTR Review, and PMI
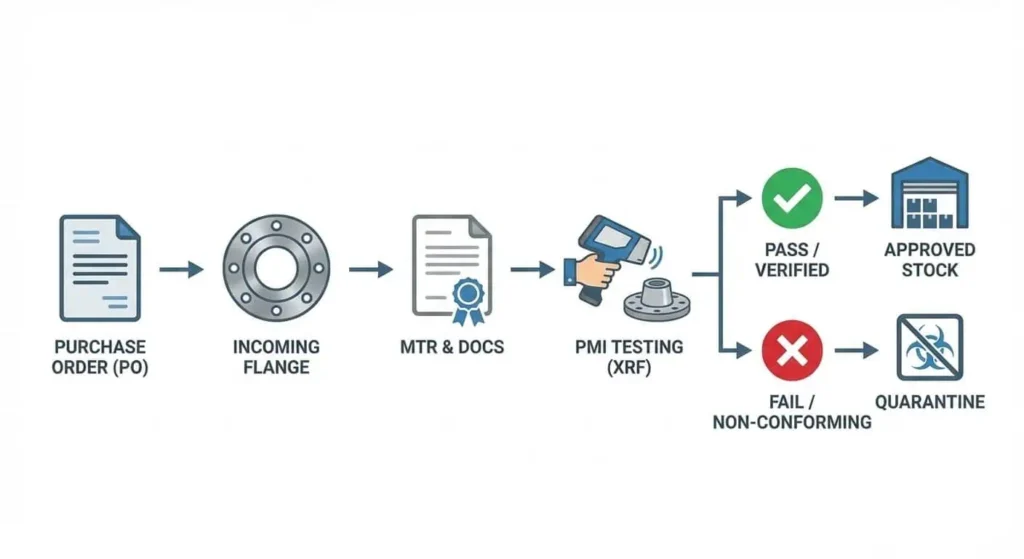
Traceability is what turns a flange from a generic commodity into an approved refinery component. Material Test Reports should be checked against heat numbers, markings, specification requirements, and receiving inspection records. In higher-consequence service, PMI helps reduce the risk of material mix-up, especially when visually similar alloys can be confused during fabrication or maintenance.
This applies not only to the flange body. Bolting, ring gaskets, blind flanges, and replacement components should be controlled with the same discipline where service criticality requires it. Missing documentation is not a paperwork nuisance in refinery work. It is a reliability risk.
- Review MTRs and heat numbers before release to site
- Confirm markings remain legible after handling and storage
- Apply PMI to critical or confusion-prone material groups
- Keep traceability linked from PO to receiving to installation
Standards That Control Refinery Flange Selection
ASME B16.5, B16.47, and B31.3
Most refinery flange selection work begins with ASME flange and piping standards. ASME B16.5 covers flanges and flanged fittings from NPS 1/2 through NPS 24, including pressure-temperature ratings, materials, dimensions, tolerances, marking, and testing. ASME B16.47 covers larger-diameter flanges from NPS 26 through NPS 60. ASME B31.3 is the broader process piping code framework widely used for refinery and process-plant piping. ASME B16.5 ASME B16.47 ASME B31.3
These standards do not eliminate engineering judgement. They provide the dimensional and rating framework. The project team still has to match that framework to the real service conditions.
ASME PCC-1 and API 570
Selection and assembly cannot be separated. ASME PCC-1 provides structured guidance for pressure-boundary bolted flange joint assembly, which is why it is so relevant to refinery leak reduction programs. API 570 is equally important because it governs the in-service inspection, rating, repair, and alteration of piping systems, which directly affects how refinery flanges are maintained over time. ASME PCC-1 API 570
Practical implication: the “right flange” for refinery service is not just the right catalogue item. It is the right item for the site’s assembly method, inspection program, turnaround practice, and long-term maintenance strategy.
Refinery Flange Procurement Checklist
If you want fewer startup leaks and fewer receiving disputes, put the flange selection basis directly into the purchase workflow. A refinery flange PO should not stop at nominal size and class.
| Checklist item | What to confirm before purchase |
|---|---|
| Service basis | Normal, startup, shutdown, steam-out, hydrotest, and upset conditions |
| Applicable standard | B16.5 or B16.47, plus project piping code basis |
| Flange type | Weld neck, blind, slip-on, socket weld, lap joint, or special requirement |
| Facing | RF, FF, RTJ with matching gasket or ring basis |
| Material | Correct grade for corrosion, temperature, and toughness requirements |
| Bolting and gasket | Specified as part of the same joint system, not as afterthoughts |
| Documentation | MTRs, traceable markings, inspection reports, PMI or hardness records where required |
| Installation basis | Assembly procedure, tightening method, and inspection acceptance criteria |
Daily practical checklist: if any one of these is missing, the flange package is still incomplete for critical refinery service.
Why Work With a Traceable Refinery Flange Supplier
A refinery flange supplier should be judged on documentation discipline as much as on machining or forging capability. The best suppliers reduce project risk by supporting material traceability, specification review, inspection records, and clear markings from production through delivery. That is especially important when orders involve alloy steels, stainless steels, sour-service requirements, or large-diameter and special-facing flanges.
SUNHY’s value in refinery-related supply should therefore be framed around what refinery buyers actually need:
- controlled quality inspection
- traceable material documentation
- support for flange standard, facing, and material review before PO release
- reduced risk of site rework, startup leak investigations, and maintenance confusion
For refinery and process-unit applications, that is more valuable than generic claims about being “high quality.” Buyers need proof, not slogans.
FAQ
What is the best flange type for refinery applications?
There is no single best flange for every refinery service. For critical high-pressure, high-temperature, cyclic, or vibration-prone lines, weld neck flanges are often preferred. For isolation and hydrotest points, blind flanges are essential. The correct answer depends on the process condition, leak consequence, facing, gasket, and assembly control level.
Why are weld neck flanges often preferred in refinery service?
Because they usually provide better stress distribution and fatigue resistance. Their tapered hub improves the transition from pipe to flange, which makes them better suited for severe service where thermal cycling, vibration, or external piping loads are expected.
How do engineers choose between RF and RTJ flanges in a refinery?
RF is used for many general refinery services, while RTJ is commonly chosen for more severe high-pressure and high-temperature duty. RTJ offers high-integrity metallic sealing, but it requires precision groove condition, correct ring selection, and stricter installation discipline.
What documents should a refinery flange supplier provide?
At minimum, refinery buyers should request traceable material documentation and standard compliance records. Depending on the project, that may include MTRs, EN 10204 3.1 certificates, inspection reports, traceable markings, and PMI or hardness verification for critical services.
Why do refinery flange joints leak even when the flange class looks correct?
Because flange class alone does not control joint integrity. Many refinery leaks are caused by wrong gasket selection, damaged facings, missing bolt load control, material substitution, poor alignment, or uncontrolled assembly. The whole flange joint system must be specified and installed correctly.



