Strong quality control is non-negotiable when flanges are procured from China for pressure service. A flange looks simple, but failures are expensive and dangerous: a small leak can turn into unplanned shutdowns, corrosion under insulation, fire risk, or hydrotest rework. In real projects, the most frequent root causes are not “mystery defects” — they are preventable gaps such as wrong pressure class, mismatched facing/gasket, missing traceability, poor bolt-up practice, or undocumented repair welding.
To control risk, treat flange procurement as an engineering process. Define the governing standard (ASME B16.5/B16.47 or EN 1092-1), define the gasket standard (often ASME B16.20 for metallic gaskets), define material specification (ASTM A182/A105 or project spec), and then lock down traceability, inspection hold points, and acceptance criteria. If you do this well, supplier variation becomes manageable.
The table below shows common quality control problems that repeatedly lead to leakage and rework in bolted flange joints:
| Quality Control Failure | Description |
|---|---|
| Poor Welding Practices | Unqualified repair welds or undocumented weld build-up can change metallurgy, distort faces, and create leak paths — especially if PWHT/solution anneal requirements are ignored. |
| Ignoring Flange Ratings | Wrong pressure class or pressure-temperature rating leads to overload, gasket blowout risk, or flange cracking during hydrotest or transient events. |
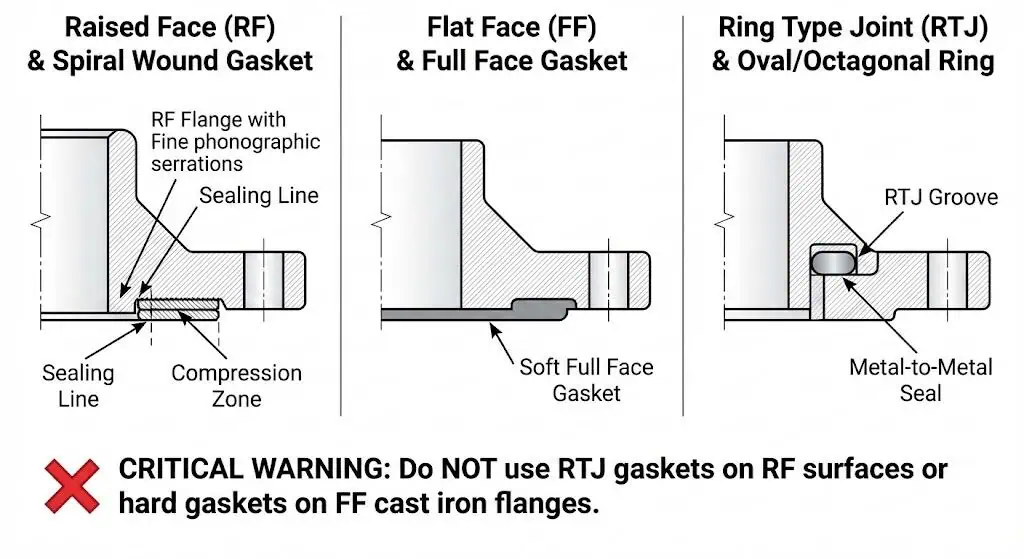
| Neglecting Proper Gasket Selection | Face type (RF/FF/RTJ), gasket style, and filler must match service. A “fits the bolt circle” mindset causes leaks because gasket stress and seating behavior differ. |
| Overlooking Bolt Tightening Sequence | Uneven gasket compression from poor sequence/passes causes early leakage even when parts are “within dimension.” Follow a controlled, multi-pass method. |
| Using Damaged or Worn Flanges | Handling dents, corrosion pitting on serrations, or nicks on ring grooves become direct leak paths; reject or re-machine with documented controls. |
Flanges Quality Control Checklist Overview
Why Quality Control Matters
Quality control inspections protect your project from preventable leaks, rework, and safety events. When buying flanges from China, risk typically comes from three places: (1) specification gaps (unclear face type, class, bore/schedule, NDE level), (2) traceability gaps (mixed heats or missing EN 10204 documentation), and (3) assembly-performance gaps (bolt-up method and gasket compatibility). A checklist forces the buyer and supplier to close these gaps before shipment.
A practical checklist is not just “visual inspection.” It should confirm the governing standard and marking requirements, confirm pressure class and facing, verify material certification and heat number traceability, and verify final machining condition (including surface finish where relevant). It also makes your inspections repeatable across batches, which is how you catch drift early.
Tip: Always ask for a valid quality management system certificate (commonly ISO 9001) and verify your inspection and test plan against the flange standard you are buying to (for example ASME B16.5 / B16.47 for dimensions/marking/testing, and ASME PCC-1 for assembly practices).
| Criteria | Importance |
|---|---|
| Quality assurance certifications | ISO 9001 does not “guarantee” metallurgy, but it reduces process variation and forces document control and corrective action discipline. |
| Supplier reputation | Look for repeat exports to regulated industries and evidence of stable subcontractors for forging, heat treatment, and NDE. |
| Understanding supply chain dynamics | Helps you plan hold points (raw material → forging → heat treatment → machining → NDE → final inspection → packing) and avoid late surprises. |
Key Steps in the Checklist
Follow these steps to complete a thorough inspection:
- Confirm the governing documents: purchase order + drawing + flange standard (ASME B16.5/B16.47 or EN 1092-1) + material spec (ASTM/EN) + NDE requirements.
- Prepare calibrated tools: vernier calipers, micrometers, bore gauge, pitch circle gauge, surface roughness comparator (when specified), and PMI device (or plan third-party PMI).
- Check the flange by looking for rust, dents, face damage, ring-groove nicks, and out-of-round condition.
- Measure critical dimensions: OD/ID, thickness, bolt circle, bolt hole diameter/spacing, hub geometry, and facing height as applicable. Record “as-built” results, not just pass/fail.
- Verify gasket and bolting fit-up: face type (RF/FF/RTJ) must match gasket type; studs/nuts must match grade and coating; confirm washers if required by project practice.
- Verify traceability: heat number on flange must match MTR/EN 10204 certificate; confirm that markings are legible after coating and packing.
- Document everything: photos of marking + face condition, dimensional report, NDE reports, heat treatment charts (if required), packing list, and release note.
- Release only after all deviations are closed with a written disposition (repair/re-machine/re-test) and a revised certificate package.
Keep records of every batch. When failures happen in the field, the only fast path to root cause is traceability (heat/lot) plus evidence of conformance at shipment. If you lack internal capability, use a qualified third-party inspector and require a photo-rich report with measured values.
Pre-Production Quality Checks for Flanges
Pre-production checks prevent “built-in defects.” In flange procurement, the cheapest defect is the one you stop before forging or machining starts. This phase is where you lock the exact standard, face type, class, bore, material grade, and documentation requirements, then confirm the supplier can actually execute them consistently.
Supplier Vetting and Qualification
Choose suppliers based on capability and traceability, not just price. A capable flange supplier should be able to show: forging route, heat treatment control, CNC machining capacity, in-house or qualified subcontract NDE, and stable document control. Ask for sample “data books” from past orders (with customer details redacted) to confirm they can package certificates correctly.
| Certification | Description |
|---|---|
| ISO 9001:2015 | Evidence of a controlled quality management system (document control, corrective actions, training records). |
| API 6A | Common requirement for wellhead/tree equipment supply chains; specify only when your project scope requires it. |
| ASME B16.5 / ASME B16.47 | Defines dimensions, tolerances, marking, and testing for ASME flange families (select based on NPS range). |
| PED 2014/68/EU | EU pressure equipment compliance (applies to equipment with PS > 0.5 bar; category and conformity assessment depend on fluid/group/volume). |
| NACE MR0175 / ISO 15156 | Material selection rules for H2S (sour) environments; specify when SSC/HIC risk exists. |
| EN 10204 3.1 / 3.2 | Inspection document types used globally to prove traceability and test results; 3.2 adds independent verification when required. |
Dual certification can be useful, but only if it is backed by traceable documentation and controlled material route. If you want dual-certified stainless (for example 316/316L), specify the exact chemistry/mechanical requirements and require PMI and heat traceability on every flange — not only on “samples.”
Tip: Use a checklist in both English and Chinese for the PO, drawing notes, and ITP. Most field failures start as misunderstandings of face type, class, or documentation scope.
Material Certification and Traceability
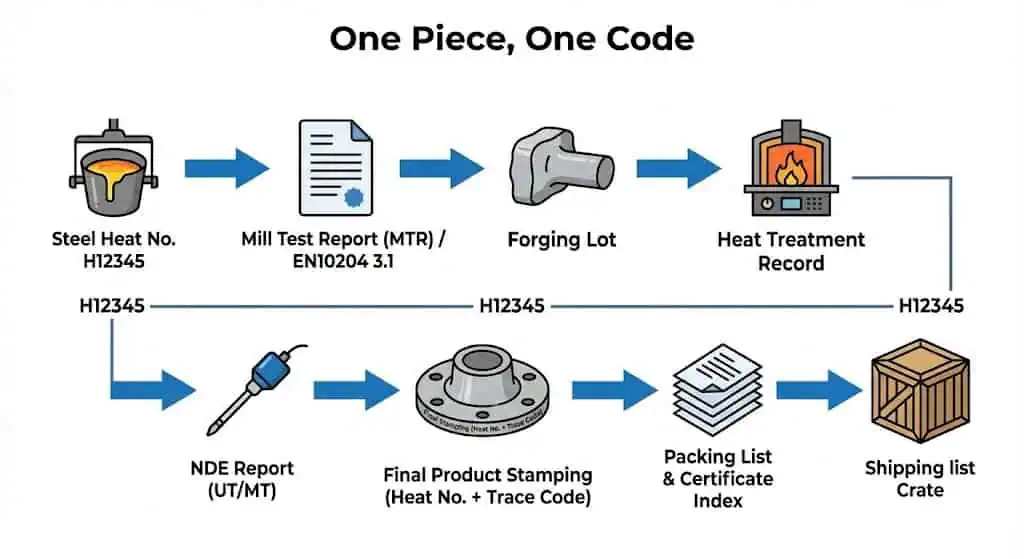
Confirm traceability before production starts, not after parts are finished. Your supplier should provide certificates that match the ordered material specification and the lot supplied. For EU-oriented projects, EN 10204 inspection documents are common; for ASTM projects, MTR/MTC packages are typical. What matters is that the test results and heat number trace cleanly from raw material to final marking.
| Certification Type | Description |
|---|---|
| EN10204-3.1 | Confirms compliance with the order and includes actual test results for the supplied lot/heat. |
| PED Certification | Supports traceability and conformity assessment for pressure equipment placed on the EU market (scope depends on equipment category). |
Require a heat number (or cast/ladle number) on each flange that links back to the certificate. If the flange will be coated, require marking that remains legible after coating (or require tagging in addition to stamping). For stainless and duplex grades, plan PMI (positive material identification) as part of your hold points, not as an afterthought.
Specification Review
Review specifications line-by-line before forging or machining begins. This is where buyers prevent the classic “it meets the dimension but leaks in service” problem. Confirm the items below in writing, then freeze the revision.
| Step | Description |
|---|---|
| Purpose | Define the service: pressure, temperature, medium (including chloride/H2S risk), and whether the joint is cyclic or static. |
| Scope | Confirm NPS/DN range, flange type (WN/SO/SW/THD/LJ/BL), facing (RF/FF/RTJ), and bore. |
| Raw Material Procurement | Freeze material grade (ASTM/EN), heat treatment condition, and allowed substitution rules. |
| Process Control | Define traveler/route card requirements, heat treatment chart retention, and NDE procedure qualifications. |
| Inspection and Testing | Define hold points (raw material receipt, post-forging, post-HT, post-machining, post-NDE, final). Define acceptance criteria for MT/PT/UT and dimensional tolerances. |
| Quality Certification | Define certificate pack contents: MTR/EN 10204, NDE reports, calibration list, marking photos, and packing list. |
| Anti-corrosion/Packaging | Define rust preventive method, VCI/desiccant needs, crate type, lifting marks, and “do not stack” warnings. |
When the purchase mixes standards (for example ASTM material + ASME flange dimensions + EU documentation), write it explicitly. Ambiguous orders are the #1 driver of nonconformance. If you need a gasket standard, reference it (often ASME B16.20) and specify gasket style and facing finish expectations in the PO notes.
Note: Factory audits and specification alignment reviews prevent defects before they exist. This is how you save weeks of schedule and avoid “emergency re-machining” before shipment.
Key Pre-Production Quality Checks for Flanges:
- Check material specifications and certificates, including heat numbers and revision control.
- Confirm chemical/mechanical test scope (tensile, hardness, impact if required) and any sour service constraints.
- Review supplier certifications and real capability evidence (machines, furnaces, NDE access, data books).
- Confirm drawings, facing type, bore/schedule, and dimensional tolerances.
- Use bilingual checklists and freeze terminology for face types and ratings.
- Define traceability and marking rules (what must be stamped vs tagged).
- Plan third-party inspection hold points and define what “pass” means in writing.
These steps create a stable quality baseline for flange sourcing and reduce compliance risk. If you buy flanges repeatedly, build a supplier scorecard tied to measurable nonconformance categories (dimension, marking, certificates, NDE, packing).
In-Process Inspections in China
Dimensional and Tolerance Checks
Measure dimensions and tolerances during production, not only at the end. For ASME flanges, the standard defines dimensions, tolerances, marking, and testing expectations (ASME B16.5 and ASME B16.47). In practice, buyers should verify: bolt circle, hole position, facing height, hub dimensions, and bore. Catching a bolt-circle drift before final machining saves a full remake.
Engineering example (Case 1 — bolt circle drift): A Class 300 WN flange lot passed “OD/ID checks” but failed assembly because several flanges had bolt hole spacing drift that forced field reaming. Root cause was worn drilling fixture and no in-process PCD verification. Prevention: verify PCD and hole true position at the first-piece stage and after tool changes; require recorded values in the in-process report.
| Inspection Method | Description |
|---|---|
| Dimension Inspection | Checks if the flange matches size requirements (OD/ID/thickness/PCD/holes/hub). |
| Bevel Angle Inspection | Confirms the weld bevel angle and land for proper weld fit-up. |
| Roughness Inspection | Measures surface finish when gasket type requires a defined finish. |
| Surface Hardness Test | Checks hardness when required by material spec or sour service constraints. |
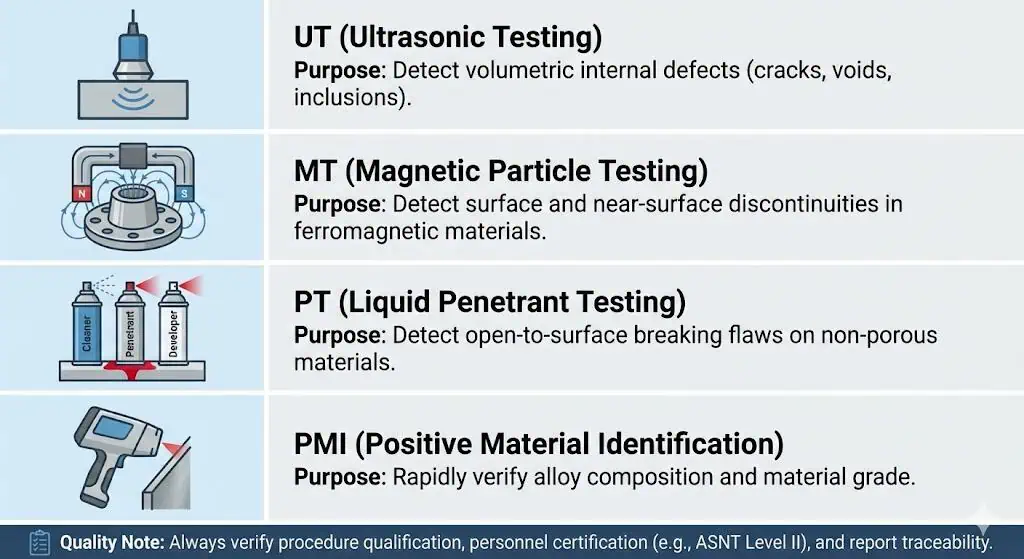
| UT, MT, PT, PMI | Finds internal/surface flaws and confirms alloy grade (PMI) to prevent material mix-ups. |
Process Controls and Documentation
Process controls must be visible in the paperwork. Ask for a route card (traveler) that follows each flange through: raw material receipt → forging → heat treatment → rough machining → NDE → final machining → final inspection → packing. “We always do it” is not evidence; a stamped traveler with dates, operator/inspector sign-offs, and equipment IDs is evidence.
- Verify material receipt: heat number, incoming inspection, and segregation by heat/grade.
- Confirm forging controls: forging ratio practice (project dependent) and distortion controls.
- Confirm heat treatment: chart record, furnace ID, and quench/air cool method as applicable.
- Confirm machining: CNC program control, tool wear checks, and first-article inspection.
- Confirm NDE: qualified procedure, qualified personnel, and report traceability to part/heat.
- Confirm coating/surface treatment: what was applied and how it was protected afterward.
- Confirm final report package: certificates + measured values + photos + packing list.
When you source repeatedly, define hold points where third-party inspectors must witness or verify (for example, PMI on 100% of duplex flanges, or UT on critical thickness zones). This supports consistent quality and helps you hit your delivery date without surprise rework.
Marking and Identification
Marking is not cosmetic — it is how you defend traceability. For ASME flanges, the standard includes marking requirements (manufacturer identification, rating/class, material designation, size, and more as applicable). For EN systems, EN 1092-1 marking typically includes manufacturer, standard number, type, DN/PN, material, and cast/trace number when certification is required.
- Use permanent marking (steel stamp or laser) placed so it will remain readable after coating/handling.
- Make sure markings match the certificate package (heat number must match MTR/EN 10204).
- Flag and document any weld repair (what was repaired, procedure, and re-inspection results).
- Do a final “marking photo set” per batch to avoid disputes after arrival.
These steps allow you to trace problems back to the exact heat/lot quickly and prevent mixed-grade field installation — a common root cause of premature corrosion failures.
Final Product Inspections in China
Visual and Surface Quality Checks
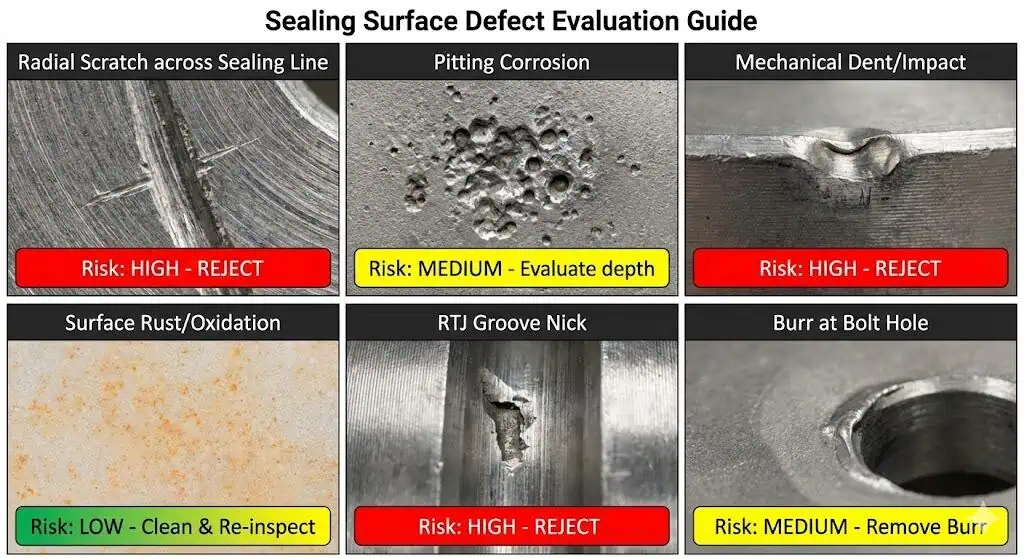
Final inspection should confirm sealing surfaces are fit for service. Look for face damage, serration defects, corrosion pitting, dents, and ring-groove nicks (RTJ). Clean faces before inspection; do not “inspect through oil and rust.” Measure thickness, bore, and holes on a sampling plan that matches the risk (critical service = higher sampling or 100% for key dimensions).
Engineering example (Case 2 — face damage during packing): A batch arrived with gouged RF serrations even though dimensional reports were fine. Root cause was metal-to-metal stacking without separators. Prevention: require face protectors, non-metal separators, and crate packing that prevents movement; include packing photos in the final report.
| Inspection Type | Description |
|---|---|
| Appearance Inspection | Check faces, holes, thickness, coatings, and verify certificates/marking match the parts shipped. |
| Internal Inspection | Look for cracks, laps, and internal discontinuities where UT or section checks are specified. |
| Sealing Inspection | Confirm facing type (RF/FF/RTJ) and condition; verify ring groove condition for RTJ. |
| Operator Requirements | Inspectors should understand flange standards, typical defect morphologies, and report traceability. |
| Tools and Equipment | Use calibrated gauges and documented methods; record values, not only pass/fail. |
| Pre-Inspection Cleaning | Clean and remove loose rust/contamination before evaluating the sealing surface. |
| Regular Inspections | For repeat orders, trend defects by supplier/shift/tooling to catch drift early. |
Tip: A phonographic (spiral serrated) finish helps gasket seating on many RF joints. Typical industry ranges referenced for spiral wound gaskets are Ra 3.2–6.3 μm (125–250 μin AARH), while RTJ grooves use different requirements. Always match finish expectations to gasket type and project spec.
Mechanical and Chemical Testing
Testing should be tied to service risk. For pressure systems, confirm chemical composition and mechanical properties match the material specification (for example ASTM A182 for many alloy/stainless forged flanges). When sour service or low-temperature service is involved, hardness and impact testing may be required by the project spec. Plan these tests before production — you cannot “add them later” without schedule impact.
- Verify MTR chemistry and mechanicals match the ordered grade and heat number.
- Use PMI to reduce grade mix-up risk (304 vs 316, or wrong duplex grade).
- Confirm NDE scope and acceptance criteria (UT/MT/PT) for the flange type and service severity.
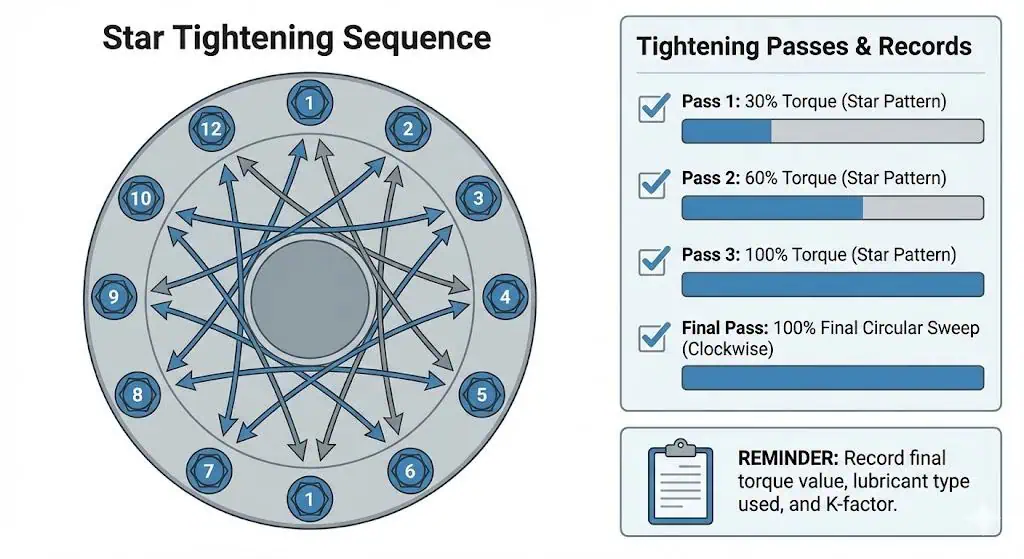
- For assembly integrity, reference controlled bolt-up practices from ASME PCC-1 and require a multi-pass tightening method with records for critical joints.
Engineering example (Case 3 — “correct flange, wrong assembly”): A hydrotest leak occurred on a new line with compliant flanges and gaskets. Root cause was single-pass tightening and no controlled sequence, causing uneven gasket stress. Prevention: use a star/quadrant pattern and staged torque passes per a documented method; require assembler training and records for critical joints.
Packaging and Handling Standards
Packaging is part of quality control because it can destroy sealing surfaces. Use export-grade crates, face protectors, non-metal separators, and anti-corrosion measures suitable for transit time and climate. Apply rust-preventing oil only where allowed by the project spec (some oxygen/clean service has restrictions). Use desiccant/VCI when shipping by sea.
- Prevent flange faces from sliding or contacting metal-to-metal during transport.
- Protect RTJ ring grooves with rigid protectors and clear “do not remove” labeling.
- Keep the package clean and dry; add desiccant and seal the crate where appropriate.
- Verify packing list accuracy: heat numbers/quantities/part IDs must match crate contents.
Note: Good packaging prevents arrival damage claims and avoids field grinding “fixes” that often create new leak paths.
By following these steps for final checks, you make sure your product inspections in China work well. You keep your flanges safe and meet all quality control inspections.
Compliance and Documentation for Flanges
")
International Standards and Codes
You must follow international standards and codes to ensure product quality and compliance. In practice, pick the flange family standard first (ASME or EN), then match material specification and documentation rules. For metallic gaskets, standards like ASME B16.20 are commonly referenced because gasket style affects facing and assembly performance.
| Standard | Region |
|---|---|
| ASME | USA |
| DIN | Europe |
| BS | Britain |
| JIS | Japan |
| GOST | Russia |
| UNI | Italy |
| IS | India |
Always ask your supplier for documents in both English and Chinese. For high-risk projects, add a certificate index page that maps every heat/lot to part numbers and quantities.
Test Reports and Certificates
You need complete test reports and certificates to prove product quality. At a minimum, your package should demonstrate: (1) material compliance, (2) traceability, and (3) required inspections/tests completed. Common documents include:
- Test reports for every batch/heat of flanges.
- Mill Test Reports (MTR) showing chemistry and mechanical properties.
- EN 10204 3.1 or EN 10204 3.2 when independent verification is required.
- Heat treatment charts/records if required by the material spec or project spec.
- NDE reports (UT/MT/PT) with part IDs and acceptance criteria referenced.
A Mill Test Report is only useful if it is traceable to the delivered parts. Always cross-check: heat number on flange ↔ certificate heat number ↔ quantities ↔ packing list.
| Type of Document | Description |
|---|---|
| Test Report | Shows the product fits the right specifications and includes referenced test methods/results. |
| EN 10204 3.2 | Independent third-party verification of material conformity and traceability (scope depends on project requirement). |
| Mill Test Report | Chemical and mechanical properties linked to the heat/lot used for the flanges shipped. |
Shipping and Export Documentation
You must prepare full shipping and export documents to protect your product and support compliance. These documents protect you when customs, end users, or third-party auditors request proof. Always include:
- Marking for size, rating/class, material grade, heat number, and batch/lot ID on each flange.
- Packing lists and invoices that match physical crates.
- Certificates of origin when required.
- Export licenses if applicable to your scope.
Tip: A certificate index sheet (one page) dramatically reduces disputes because it lets the receiver verify heat numbers and quantities fast.
By doing these steps, you make sure your product meets world quality standards and passes every quality inspection.
Choosing Inspection Partners in China
Third-Party Quality Control Inspections
Third-party inspection adds an independent layer of control when you cannot witness production. For pressure components, choose inspectors who can interpret flange standards, recognize forging/machining defects, and verify traceability. For critical projects, require inspectors to witness hold points (PMI, NDE, dimensional first-article, and packing).
Criteria for Selecting Inspection Agencies
You need to pick inspection agencies that match your quality needs and understand your product. Use the table below to evaluate agencies based on what actually reduces risk:
| Criteria | Description |
|---|---|
| Understanding buyer’s needs | They can translate your PO/ITP into measurable checks and clear pass/fail rules. |
| Factory audits | They can confirm capability for forging, heat treatment, machining, NDE, and document control. |
| In-process inspections | They can witness first-article, verify PCD/holes/facing, and catch drift before the lot is finished. |
| Compliance with international standards | They can align reports to ASME/EN/ASTM requirements and keep traceability intact. |
Also verify geographic coverage in China and reporting quality (photo evidence + measured values). A “one-page pass” report is usually not enough for pressure service procurement.
Communication and Reporting
Clear communication prevents late-stage disputes. Before inspections, send your inspector: PO + drawings + ITP + acceptance criteria + required photo list. Ensure the supplier is informed of inspection timing and hold points. After inspection, review nonconformances with a written corrective action plan and deadline. If a deviation is accepted, document the concession formally.
Tip: Require photos of (1) flange marking, (2) sealing face condition, (3) random dimensional measurements, and (4) crate packing method for every lot.
By following these steps, you make sure your quality inspection companies in China help you reach your sourcing goals and give you safe, reliable products.
Maintaining Consistent Quality
Avoiding Common Pitfalls
You can keep quality stable by avoiding predictable failure patterns. Most flange “quality problems” are actually requirement and control problems. Use these steps:
- Write a purchase specification that states standard, face type, class, bore, material, documentation, NDE scope, and packing method.
- Audit and qualify the supplier (capability + data books), then lock the process route.
- Request first-article approval before full production.
- Do not select only by price; cost of one leak event often exceeds the savings of a cheaper batch.
- Use written contracts that define acceptance criteria and rework responsibility.
- Use third-party inspections at hold points for critical service lots.
- Maintain a supplier scorecard and trigger corrective actions when trends appear.
Engineering example (Case 4 — rating mismatch): A plant ordered “same size flanges” and received a lower pressure class mixed into the lot. Everything “fit,” but the joint became a weak link under upset conditions. Prevention: require class marking verification at receiving, segregate by class/heat, and add a photo requirement for marking in the final report package.
Tip: For critical lines (high pressure, cyclic service, sour service, or hazardous fluids), treat flange QC as a risk-based program: higher sampling, stricter traceability, and witnessed hold points.
Continuous Improvement Strategies
Continuous improvement means you measure defects and close the loop. Practical steps:
- Require certificate completeness (MTR/EN 10204, NDE, dimensional reports) for every order.
- Trend nonconformances by category (dimension, marking, traceability, face damage, NDE, packing).
- Use video audits or periodic on-site audits to verify process stability.
- Start new suppliers with pilot orders and increased inspection before scaling.
- Track delivery performance and “escape defects” found after arrival.
| Strategy | Description |
|---|---|
| Quality Control | Define hold points, record measured values, and require corrective action reports for repeats. |
| Customer Requirements | Freeze the spec (face type/class/material/docs) and control revisions formally. |
| Operational Efficiency | Use defect data to target process drift (tooling wear, packing method, documentation errors). |
You can make sure you get good flanges from China by using a clear quality control process.
- Verify supplier capability and document control (not only certificates).
- Confirm material identity with traceability and PMI on the agreed sampling plan.
- Use NDE appropriately to detect hidden defects without damaging parts.
- Require third-party inspection reports with photos and measured values.
- Control packing so faces and markings survive transit intact.
- Confirm suppliers have stable quality systems and traceability controls.
- Use checklists and hold points rather than end-only inspection.
- For critical lots, witness key inspections (PMI/NDE/first-article/packing).
Always keep improving the process. Stable flange quality is a system outcome: clear requirements, controlled production, verified evidence, and disciplined feedback.
FAQ
What documents should you ask for when buying flanges from China?
You should request a complete “certificate package” that proves material compliance and traceability:
- Mill Test Report (MTR) / Mill Test Certificate (chemistry + mechanicals)
- EN 10204 3.1 or EN 10204 3.2 when required
- Dimensional inspection report (with recorded values)
- NDE reports (UT/MT/PT) if specified
- Packing list + marking photo set + certificate index sheet
These documents let you verify quality, prove traceability, and resolve disputes quickly after arrival.
How do you check if a flange meets international standards?
Start with marking and certificates, then confirm critical dimensions and facing. For ASME flanges, ensure the order references ASME B16.5 or ASME B16.47, and confirm the gasket standard when relevant (often ASME B16.20).
| Marking Needed | Why It Matters |
|---|---|
| Standard number | Shows which dimensional/marking/testing rules apply. |
| Material grade | Confirms metallurgy matches corrosion and strength needs. |
| Heat number | Links the part to the certificate and test results. |
Always cross-check marking, certificates, and the packing list. If any link in traceability is broken, treat the batch as high risk.
Why is dual certification important for stainless steel flanges?
Dual certification can reduce inventory complexity, but it must be backed by traceability and verification.
You get:
- More flexibility when different projects require slightly different compliance statements
- Reduced risk of “paper compliance only” if PMI and heat traceability are enforced
- Easier export when documentation requirements differ by region
Do not accept “dual cert” as a label only. Require the certificate package to show exactly how compliance was demonstrated and verified.
What is a phonographic finish and why does it matter?
A phonographic finish is a controlled spiral serration on the sealing face.
This finish:
- Helps many RF gaskets seat consistently by providing controlled micro-asperities
- Reduces leak risk when the gasket type matches the face condition
- Improves repeatability compared with random machining marks
Match the finish expectation to gasket type and project spec. When in doubt, define the required roughness range in the PO notes.
How can you keep flange quality high after delivery?
Storage and handling can damage faces and destroy traceability.
Follow these steps:
- Store flanges indoors, dry, off the ground, and segregated by heat/class/material.
- Keep face protectors in place until installation; do not stack faces metal-to-metal.
- Re-check marking and face condition before installation, especially after long storage.
Good storage protects sealing surfaces and keeps documentation and markings aligned with the parts you install.