







Как выбрать правильный фланец для применения на нефтеперерабатывающих заводах? Начните с реальных условий эксплуатации, а не с номинального размера трубопровода. На установках нефтеперерабатывающих заводов фланцевое соединение должно выдерживать давление, температурные циклы, внешние нагрузки трубопровода, коррозию, вмешательства при техническом обслуживании и требования к герметичности в течение многих лет эксплуатации. Именно поэтому выбор фланцев для нефтеперерабатывающих заводов никогда не сводится просто к “выбору фланца по размеру и классу”. Это системное решение, включающее тип фланца, поверхность, марку материала, прокладку, крепеж, процедуру сборки и прослеживаемые записи инспекции.
Быстрый ответ: для критических служб на нефтеперерабатывающих заводах инженеры обычно проходят пять проверок в следующем порядке: условия эксплуатации, давление-температурный рейтинг, механизм коррозии, метод уплотнения и требования к документации/инспекции. В условиях высокого давления или циклической эксплуатации обычно предпочтительны фланцы под приварку встык. В службах с высокими требованиями к герметичности выбираются поверхности RF или RTJ на основе системы прокладок и возможностей технического обслуживания. В кислых или коррозионных службах выбор материала должен быть проверен на соответствие фактической химии и, где применимо, стандартам NACE MR0175 / ISO 15156 требованиям. Окончательный выбор должен быть согласован с ASME B16.5, ASME B16.47, ASME PCC-1, и основы кодов трубопроводов проекта, такие как ASME B31.3.
Такой подход снижает частоту утечек, задержки запуска, отказы гидроиспытаний и повторяющиеся работы по ремонту во время плановых остановок. Он также упрощает закупки, потому что покупатель больше не запрашивает только “фланец A105, класс 300”. Покупатель указывает инженерный пакет фланцев с четкой технической основой.
Быстрый ответ: Как выбрать правильный фланец для применения на НПЗ
Правильный фланец для НПЗ — это тот, который соответствует фактическому технологическому риску, а не тот, который выглядит наиболее знакомым в каталоге. Практический рабочий процесс выбора фланцев для НПЗ должен отвечать на эти вопросы перед покупкой:
- Каковы реальные рабочие и аварийные условия? Используйте нормальные, пусковые, остановочные, пароочистные, гидроиспытательные и аварийные случаи, а не только стационарное проектирование.
- Какой рейтинг давления-температуры требуется для фактической группы материалов? Класс давления без основы по материалам неполон.
- Какой механизм коррозии определяет срок службы соединения? Общая коррозия, сероводородное растрескивание, хлориды, щелевая коррозия, гальванические пары, циклы увлажнения-высыхания или подотложечная коррозия могут изменить выбор материала.
- Какой метод уплотнения подходит для данной задачи? RF, FF и RTJ не решают одну и ту же проблему одинаковым способом.
- Может ли площадка правильно установить и обслуживать соединение? Технически правильное соединение всё равно может протекать, если полевая бригада не имеет правильной прокладки, метода затяжки или контроля качества.
Прямой ответ: В нефтеперерабатывающей службе выбор фланца всегда должен основываться на целостности соединения, а не только на совместимости компонентов. Если фланец, уплотнительная поверхность, прокладка, шпильки и метод затяжки не указаны как единый узел, риск утечки остаётся высоким даже при правильном номинальном классе фланца.
Основные проблемы при выборе фланцев для нефтепереработки
Высокое давление и высокотемпературная служба

Работа на НПЗ в условиях высокого давления и высокой температуры редко бывает статичной. Фланец на выходе нагревателя, в линии горячего масла или в паровом трубопроводе может подвергаться повторяющемуся расширению и сжатию, ослаблению болтов, вибрации и смещению трубопровода со временем. Именно поэтому фланцы с приварной шейкой часто выбирают для критических трубопроводов НПЗ: их коническая ступица обеспечивает лучший переход напряжений и, как правило, лучшую усталостную прочность, чем более простые типы фланцев при циклической нагрузке.
Только класс давления не гарантирует безопасный выбор фланца. Инженеры должны проверить номинальное давление-температура для фактического материала фланца, затем убедиться, что уплотнительная система может поддерживать напряжение прокладки при тепловых циклах. Фланец класса 300, допустимый в одной системе из углеродистой стали, может не обеспечивать тот же рабочий рейтинг при повышенной температуре или в другой группе материалов.
| Фактор НПЗ ВДВТ | Почему это важно |
|---|---|
| Термические циклы | Вызывает потерю напряжения болтов, ослабление прокладки и повторяющуюся утечку после запуска или остановки |
| Внешние нагрузки на трубопровод | Несоосность и нагрузки на патрубок могут исказить соединение, даже когда внутреннее давление находится в пределах номинала |
| Сопряжение поверхности и уплотнительной прокладки | Неправильная система уплотнения может выйти из строя задолго до того, как корпус фланца достигнет своего предельного номинального давления |
| Тип фланца | Фланцы под приварку встык обычно обеспечивают лучшую долгосрочную механическую стабильность в условиях интенсивных циклических нагрузок |
Типичный пример из практики: Горячая маслопроводная линия, оснащенная накидным фланцем, может пройти гидроиспытание и первоначальный запуск, а затем начать просачиваться после нескольких тепловых циклов. Основная причина часто заключается не в “плохом материале”, а в сочетании геометрии сварного шва, потери напряжения в болтах при циклических нагрузках и системы уплотнительных прокладок, которая не была выбрана для многократных температурных колебаний. Постоянное решение обычно заключается в перепроектировании соединения, а не в повторной затяжке.
Коррозионные технологические жидкости, сероводородная среда и влажные условия эксплуатации

Многие отказы фланцев на НПЗ обусловлены химическими процессами, а не недостаточной прочностью. Распространенные механизмы включают влажный H2Риск растрескивания S, щелевая коррозия под прокладкой, загрязнение хлоридами, подотложенная атака, гальванические эффекты и коррозионные повреждения, ускоренные влагой при остановке или плохим дренажем. В сероводородной среде, стандартам NACE MR0175 / ISO 15156 При выборе материалов следует учитывать ограничения, особенно для материалов, чувствительных к твердости, болтов/шпилек и сменных компонентов.
Это не означает, что “соответствие стандартам NACE” автоматически означает “безопасность во всех условиях нефтеперерабатывающего завода”. Соответствие требованиям для сероводородной среды снижает риск растрескивания только тогда, когда выбранный материал, твердость, состояние термообработки и фактическая тяжесть условий эксплуатации правильно согласованы. Фланцевый узел все еще может выйти из строя, если шпильки, кольцевая прокладка или сменные компоненты заменены без такого же уровня проверки.
| Механизм повреждения | Типичная проблема на фланцах нефтеперерабатывающих заводов |
|---|---|
| Щелевая коррозия | Локальная коррозия под прокладкой или в застойных влажных зонах |
| Сульфидное коррозионное растрескивание | Риск растрескивания в восприимчивых материалах под действием растягивающих напряжений в среде H₂S; критически важны твердость и состояние материала2Среда, содержащая серу |
| Гальваническая коррозия | Ускоренная коррозия при сочетании разнородных материалов без учета окружающей среды |
| Коррозия во влажной хлоридной среде | Может повредить неподходящие нержавеющие материалы и ухудшить долгосрочную надежность уплотнения |
| Конденсация при остановке / отложения | Часто создает более агрессивную локальную химическую среду, чем основная рабочая жидкость |
Типичный пример из практики: линия отвода кислой воды может многократно протекать после ремонта, даже если размер и класс фланца не изменились. Последующий анализ часто показывает недокументированную замену шпилек, отсутствие записей о твердости или несоответствующий выбор прокладок, внесенных во время технического обслуживания. В таких случаях проблема не в том, что “линия старая”. Проблема заключается в потере прослеживаемости и контроля соединения.
Требования к утечкам и герметичности
Фланцы на НПЗ оцениваются не только по способности выдерживать давление. Они все чаще оцениваются по способности оставаться достаточно герметичными для соответствия эксплуатационным, экологическим и инспекционным требованиям с течением времени. Хроническое просачивание низкого уровня может создавать проблемы с ЛОС, трудности с уборкой, коррозию вокруг соединения, повторные работы по затяжке и в конечном итоге более серьезные утечки.
Вот почему выбор уплотнительных поверхностей RF и RTJ, контроль утверждения прокладок, и процедура сборки болтового фланцевого соединения Это имеет большое значение. Стандарт ASME PCC-1 существует потому, что фланцевое соединение, которое правильно спроектировано, всё ещё может выйти из строя в эксплуатации, если метод сборки нестабилен. ASME PCC-1
Типичный пример из практики: На установке нефтеперерабатывающего завода могут регистрироваться повторяющиеся низкоуровневые выбросы из нескольких RF-соединений после запуска. Сам тип фланца не является реальной проблемой. Расследование часто выявляет неутверждённые замены прокладок, повреждённые посадочные поверхности, повторно использованные шпильки или отсутствие записей о затяжке. Долговременное решение — не “затягивать сильнее”. Это восстановление утверждённого пакета соединения и контролируемого метода сборки.
Лучшие типы фланцев для применения на нефтеперерабатывающих заводах
Фланцы под приварку встык для критических технологических трубопроводов
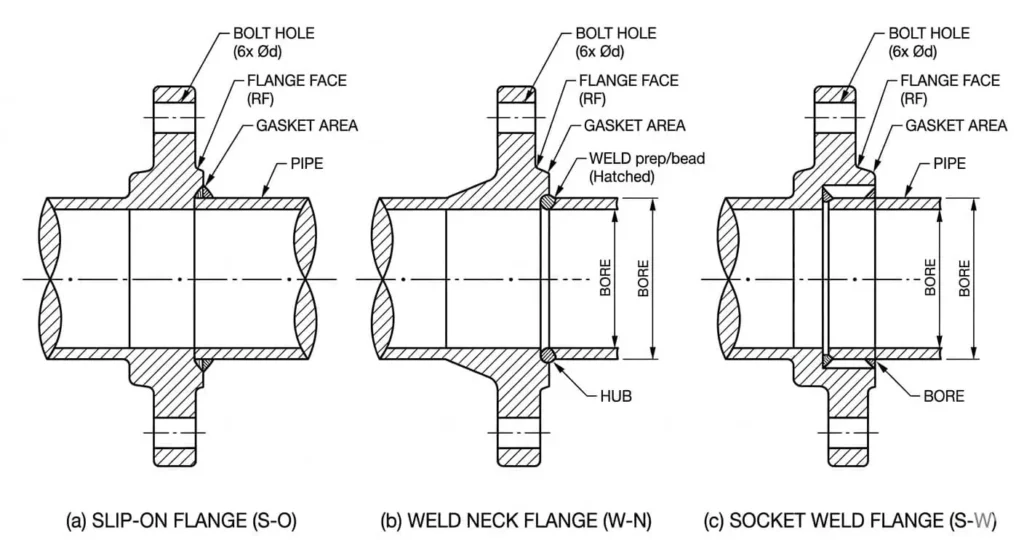
Фланцы под приварку встык обычно являются предпочтительным типом фланцев на нефтеперерабатывающих заводах для высокого давления, высокой температуры, циклических и высокоответственных условий эксплуатации. Их коническая ступица снижает концентрацию напряжений между трубой и фланцем, что улучшает производительность при изгибе и повторяющихся термических нагрузках. Вот почему они широко используются в основных технологических линиях, где утечка или усталостное растрескивание были бы дорогостоящими.
| Почему инженеры выбирают фланцы под приварку встык | Что всё равно нужно проверять |
|---|---|
| Лучшее распределение напряжений и устойчивость к усталости | Квалифицированная процедура сварки и контроль подгонки |
| Часто предпочтительны для критических трубопроводов НПЗ | Поверхность, прокладка, болтовое соединение и класс по-прежнему должны соответствовать условиям эксплуатации |
| Лучшая долгосрочная стабильность в тяжёлых условиях эксплуатации | Более высокая стоимость изготовления и контроля является нормой |
Они не всегда являются самым дешёвым вариантом, но в условиях НПЗ часто становятся вариантом с наименьшими затратами на жизненный цикл, если учитывать риск утечек, переделки и техническое обслуживание.
Глухие фланцы для изоляции, гидроиспытаний и планирования технического обслуживания

Глухие фланцы — это не просто заглушки. В работе на НПЗ они используются для гидроиспытаний, изоляции при техническом обслуживании, будущих врезок и положительного механического разделения. Они должны быть выбраны на основе тех же расчётных параметров, что и сопрягаемый фланец, включая класс, поверхность, материал, прокладку и комплект болтов. Для больших диаметров и более высоких классов особенно важны толщина глухого фланца и достаточность болтового соединения.
Типичный пример из практики: Гидроиспытание при остановке может быть отложено не потому, что глухой фланец “не подходит”, а потому, что комплект документации неполный, материал шпилек не может быть подтверждён, или временная изоляционная арматура никогда не проверялась на соответствие условиям гидроиспытания. Реестр глухих фланцев, подготовленный до ремонта, предотвращает такого рода избегаемые задержки.
Фланцы на приварку внахлест и раструбной сварки: Где они подходят и где нет
Фланцы на приварку внахлест и раструбной сварки не являются неправильными по умолчанию, но они не являются первым выбором для каждого применения на НПЗ. Фланцы на приварку внахлест могут хорошо работать в менее жестких условиях, но они обычно менее привлекательны при циклических или чувствительных к усталости нагрузках, поскольку производительность соединения сильно зависит от выполнения сварки и геометрии. Фланцы раструбной сварки могут быть полезны в системах с малым диаметром, но их склонная к зазорам геометрия делает их менее привлекательными в условиях загрязнения, коррозии или образования отложений, если только служба не была тщательно проверена.
| Тип фланца | Используйте с осторожностью, когда |
|---|---|
| Фланец на приварку внахлёст | Присутствуют термические циклы, усталостные нагрузки, высокие последствия утечки или повторяющиеся операции запуска-остановки |
| Фланец под приварку в раструб | Ожидаются щелевая коррозия, отложения, влажная коррозионная среда или затрудненный доступ для инспекции |
Правильный вопрос не в том, “разрешены ли эти типы фланцев?” Правильный вопрос: “оправдывает ли эта служба более прощающий и более надежный стиль соединения?”
Выступающая поверхность против кольцевого соединения в службе НПЗ
Выбор поверхности фланца на НПЗ — это действительно решение по философии уплотнения. RF-соединения являются гибкими и широко используются в системах нефтеперерабатывающих заводов, поскольку они поддерживают широкий спектр типов прокладок и методов технического обслуживания. RTJ-соединения обеспечивают более высокую целостность металлического уплотнения в условиях экстремально высокого давления и температуры, но требуют точного состояния канавки, совместимых материалов колец и более строгого контроля на месте.
| Тип поверхности | Типичное использование на НПЗ | Основное соображение |
|---|---|---|
| FF | Низкое давление или соответствие оборудованию | Обычно не является первым выбором для суровых технологических процессов на НПЗ |
| RF | Общий технологический процесс на НПЗ | Хорошо работает при контроле прокладки, отделки и нагрузки на болты |
| RTJ | Экстремальное высокое давление/высокая температура и более высокая целостность герметичности | Требует точных канавок, правильного выбора колец и дисциплинированной установки |
Прямой ответ: использовать RF для большинства технологических трубопроводов НПЗ, где можно контролировать выбранную систему прокладок и процедуру сборки. Использовать RTJ где условия эксплуатации достаточно суровы, чтобы оправдать использование металлических кольцевых уплотнений, и полевая команда может обеспечить более строгие требования к монтажу и контролю.
Стратегия выбора материала фланцев для НПЗ
Углеродистая сталь против нержавеющей стали против легированной стали
Выбор материала фланцев для НПЗ начинается с химического состава процесса и температуры, а не с цены за штуку. Фланцы из углеродистой стали, такие как ASTM A105, распространены, потому что они прочные, доступные и экономичные, но они не подходят для всех применений на НПЗ. При низких температурах, во влажной кислой среде, содержащей хлориды, или в более коррозионных условиях инженерам может потребоваться перейти на ударопрочную углеродистую сталь, нержавеющую сталь, легированную сталь, дуплекс или никелевый сплав в зависимости от реальной среды.
| Семейство материалов | Типичная логика выбора для НПЗ |
|---|---|
| Углеродистая сталь | Экономически эффективное и широко используемое, когда контролируются пределы коррозии и температуры |
| Нержавеющая сталь | Выбирается там, где требуется улучшенная коррозионная стойкость, но марка должна соответствовать хлоридам и температуре |
| Низколегированная сталь | Используется в условиях повышенных температур, где важны прочность и сопротивление ползучести |
| Дуплекс / супердуплекс | Используется в условиях повышенной коррозии, где требуются как прочность, так и коррозионная стойкость |
| Никелевые сплавы | Резервируется для особо агрессивных коррозионных условий или специальных служб с высокими последствиями |
Практическое правило: Если химический состав службы неясен, материал фланца не должен быть окончательно выбран. Сначала уточните механизм коррозии. Распространённая ошибка на НПЗ — “переход” на нержавеющую сталь без подтверждения того, делают ли хлориды, влажные сероводородные условия или температурные отклонения этот переход эффективным.
Прослеживаемость, проверка MTR и PMI
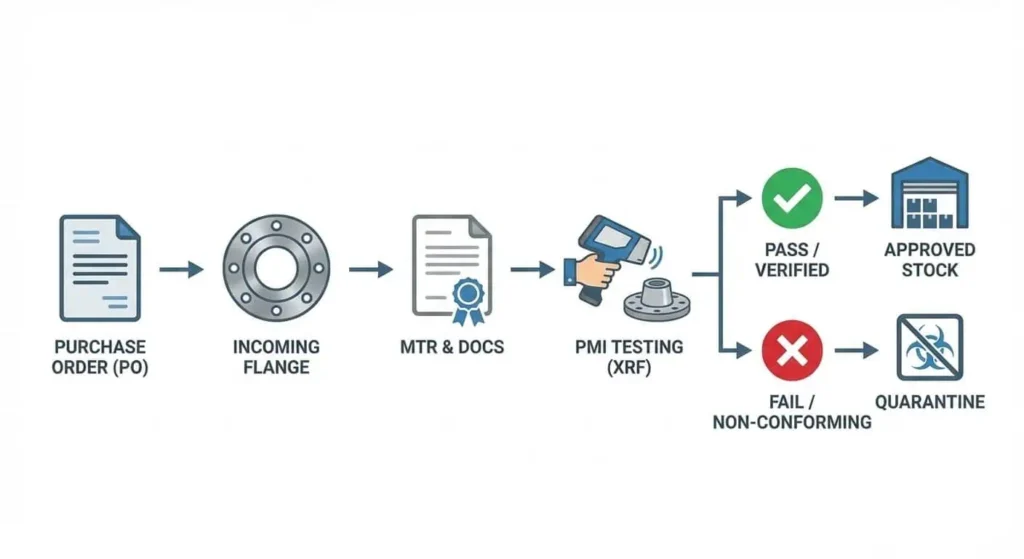
Прослеживаемость превращает фланец из обычного товара в утверждённый компонент НПЗ. Отчёты об испытаниях материалов должны проверяться по номерам плавок, маркировке, требованиям спецификации и записям приёмки. В службах с более высокими последствиями, PMI помогает снизить риск путаницы материалов, особенно когда визуально похожие сплавы могут быть перепутаны во время изготовления или обслуживания.
Это относится не только к корпусу фланца. Болтовые соединения, кольцевые прокладки, глухие фланцы и запасные компоненты должны контролироваться с той же строгостью, если критичность эксплуатации требует этого. Отсутствие документации в работе на НПЗ — это не бюрократическая помеха. Это риск для надежности.
- Обзор Сертификаты материалов и номера плавок перед отправкой на площадку
- Убедитесь, что маркировка остается читаемой после транспортировки и хранения
- Примените PMI к критическим или склонным к путанице группам материалов
- Сохраняйте прослеживаемость от заказа до приемки и монтажа
Стандарты, регулирующие выбор фланцев для НПЗ
ASME B16.5, B16.47 и B31.3
Большинство работ по подбору фланцев на НПЗ начинается со стандартов ASME для фланцев и трубопроводов. ASME B16.5 охватывает фланцы и фланцевые фитинги от NPS 1/2 до NPS 24, включая рейтинги давления-температуры, материалы, размеры, допуски, маркировку и испытания. ASME B16.47 охватывает фланцы большего диаметра от NPS 26 до NPS 60. ASME B31.3 — это более широкая кодовая база для технологических трубопроводов, широко используемая на НПЗ и в технологических установках. ASME B16.5 ASME B16.47 ASME B31.3
Эти стандарты не исключают инженерного суждения. Они предоставляют размерную и рейтинговую основу. Проектная команда всё равно должна сопоставить эту основу с реальными условиями эксплуатации.
ASME PCC-1 и API 570
Выбор и сборка неразделимы. ASME PCC-1 предоставляет структурированные рекомендации по сборке болтовых фланцевых соединений в границах давления, поэтому он так важен для программ по снижению утечек на НПЗ. API 570 не менее важен, поскольку регулирует инспекцию, оценку, ремонт и модификацию трубопроводных систем в эксплуатации, что напрямую влияет на обслуживание фланцев на НПЗ с течением времени. ASME PCC-1 API 570
Практическое значение: “правильный фланец” для НПЗ — это не просто правильная позиция из каталога. Это правильная позиция для метода сборки на объекте, программы инспекций, практики ремонтов и долгосрочной стратегии обслуживания.
Контрольный список закупки фланцев для НПЗ
Если вы хотите меньше утечек при запуске и меньше споров при приёмке, включите основу выбора фланцев непосредственно в процесс закупки. Заказ на фланец для нефтеперерабатывающего завода не должен ограничиваться номинальным размером и классом.
| Пункт контрольного списка | Что подтвердить перед покупкой |
|---|---|
| Условия эксплуатации | Нормальные, пусковые, остановочные, пароочистка, гидроиспытания и аварийные условия |
| Применимый стандарт | B16.5 или B16.47, плюс основа кода трубопроводов проекта |
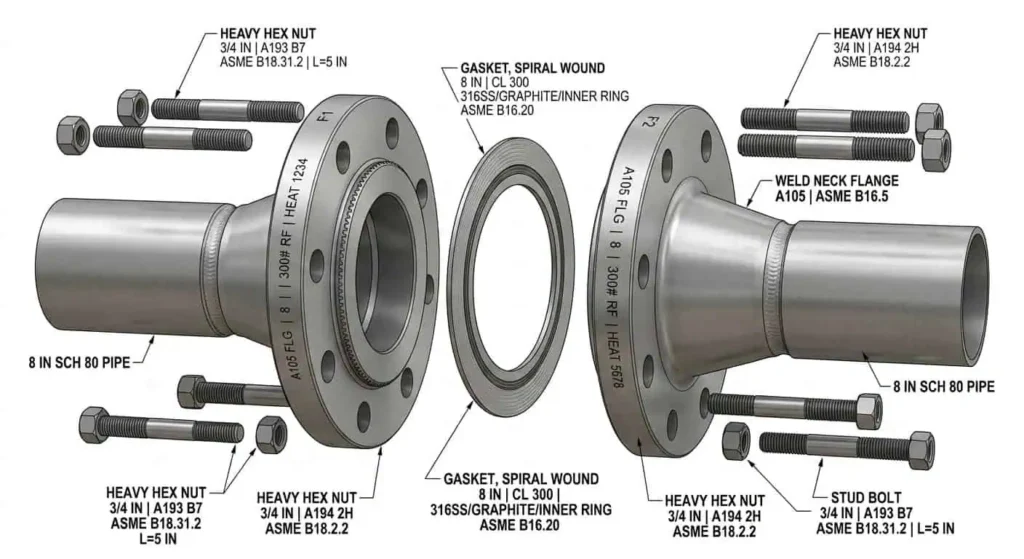
| Тип фланца | Приварной встык, глухой, накладной, раструбная сварка, нахлесточное соединение или специальное требование |
| Уплотнительная поверхность | RF, FF, RTJ с соответствующей прокладкой или кольцевой основой |
| Материал | Правильный класс для требований по коррозии, температуре и вязкости |
| Крепеж и прокладки | Указываются как часть той же системы соединения, а не как запоздалая мысль |
| Документация | Сертификаты материалов (MTR), прослеживаемые маркировки, отчеты о проверке, отчеты PMI или испытаний на твердость, где требуется |
| Основание для монтажа | Процедура сборки, метод затяжки и критерии приемки при проверке |
Ежедневный практический контрольный список: если отсутствует хотя бы один из этих пунктов, комплект фланцев все еще не готов для критического применения на НПЗ.
Почему стоит работать с прослеживаемым поставщиком фланцев для НПЗ
Поставщика фланцев для НПЗ следует оценивать по дисциплине документирования так же, как и по возможностям механической обработки или ковки. Лучшие поставщики снижают риски проекта, обеспечивая прослеживаемость материалов, проверку спецификаций, отчеты о проверке и четкую маркировку от производства до поставки. Это особенно важно, когда заказы включают легированные стали, нержавеющие стали, требования для сероводородсодержащих сред или фланцы большого диаметра и со специальными поверхностями.
Ценность SUNHY для поставок, связанных с нефтепереработкой, должна быть представлена с точки зрения реальных потребностей покупателей НПЗ:
- контролируемая проверка качества
- прослеживаемая документация по материалам
- поддержка по стандартам фланцев, уплотнительным поверхностям и проверке материалов до выпуска заказа на поставку
- снижение рисков переделок на площадке, расследований утечек при запуске и путаницы в обслуживании
Для применения на НПЗ и в технологических установках это ценнее, чем общие заявления о “высоком качестве”. Покупателям нужны доказательства, а не лозунги.
Часто задаваемые вопросы
Какой тип фланца лучше всего подходит для применения на нефтеперерабатывающих заводах?
Не существует единого лучшего фланца для всех применений на НПЗ. Для критических линий с высоким давлением, высокой температурой, циклическими нагрузками или склонных к вибрации часто предпочтительны фланцы под приварку встык. Для изоляции и точек гидроиспытаний необходимы глухие фланцы. Правильный выбор зависит от технологических условий, последствий утечки, уплотнительной поверхности, прокладки и уровня контроля сборки.
Почему фланцы с приварной шейкой часто предпочтительны для использования на нефтеперерабатывающих заводах?
Потому что они обычно обеспечивают лучшее распределение напряжений и устойчивость к усталости. Их коническая ступица улучшает переход от трубы к фланцу, что делает их более подходящими для тяжелых условий эксплуатации, где ожидаются термические циклы, вибрация или внешние нагрузки трубопровода.
Как инженеры выбирают между фланцами RF и RTJ на нефтеперерабатывающем заводе?
RF используется для многих общих технологических процессов на НПЗ, в то время как RTJ обычно выбирают для более сложных условий высокого давления и высокой температуры. RTJ обеспечивает высоконадежное металлическое уплотнение, но требует точного состояния канавки, правильного выбора кольца и более строгой дисциплины монтажа.
Какие документы должен предоставить поставщик фланцев для нефтеперерабатывающего завода?
Как минимум, покупатели на НПЗ должны запрашивать прослеживаемую документацию на материалы и записи о соответствии стандартам. В зависимости от проекта, это может включать MTR, сертификаты EN 10204 3.1, отчеты об инспекции, прослеживаемые маркировки, а также проверку PMI или твердости для критических служб.
Почему соединения фланцев на НПЗ протекают, даже если класс фланца выглядит правильным?
Потому что класс фланца сам по себе не контролирует целостность соединения. Многие утечки на НПЗ вызваны неправильным выбором прокладки, поврежденными поверхностями, отсутствием контроля затяжки болтов, заменой материалов, плохой центровкой или неконтролируемой сборкой. Вся система фланцевого соединения должна быть правильно специфицирована и установлена.



