







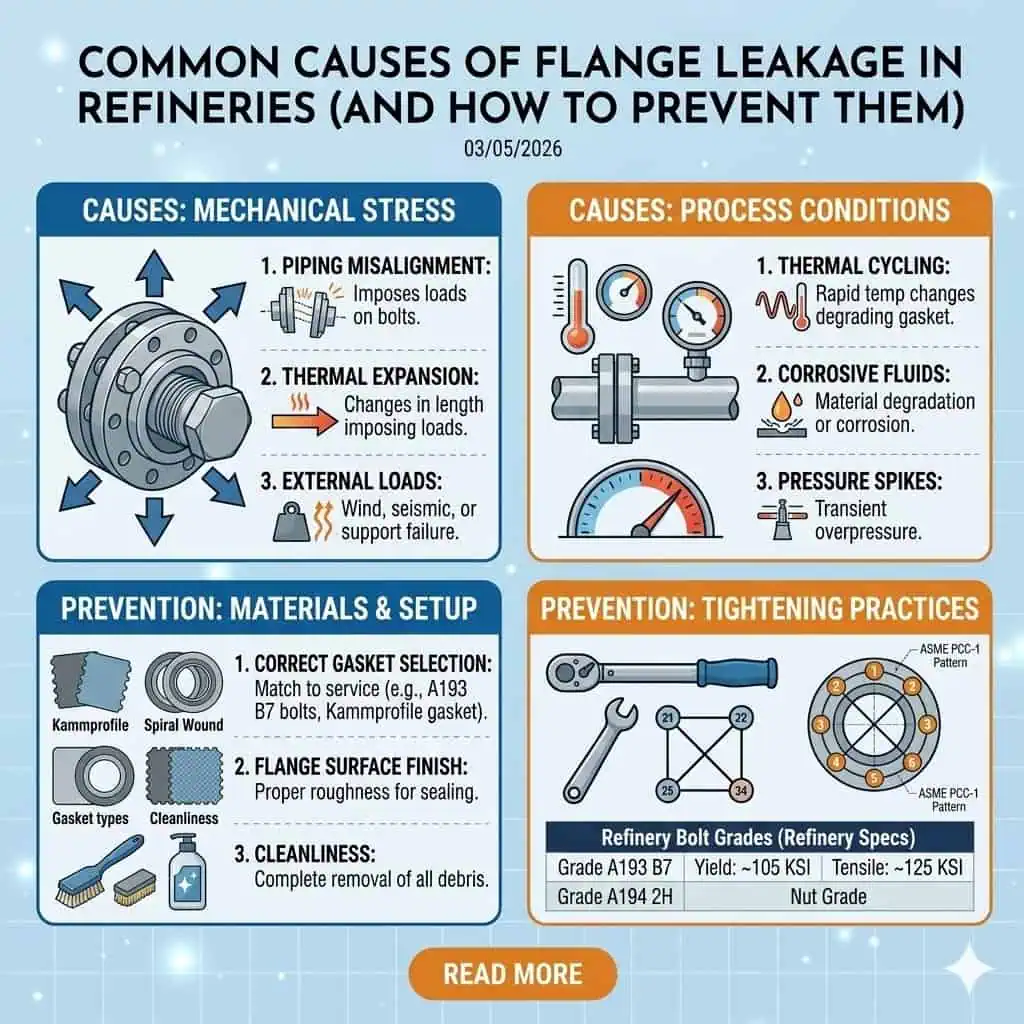
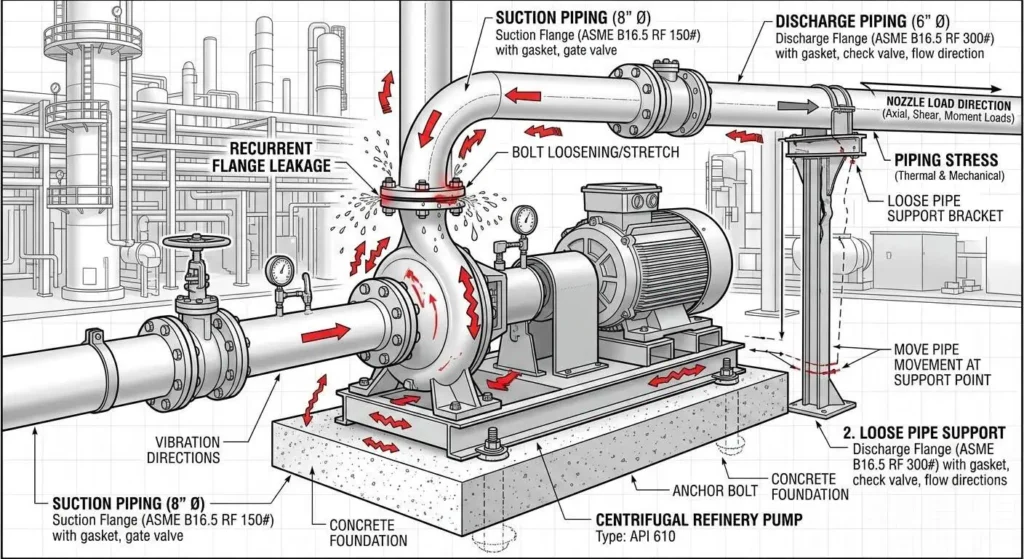
Что вызывает утечки фланцев на НПЗ? Наиболее распространенными причинами являются неправильный выбор прокладки, неравномерная предварительная нагрузка болтов, перекос фланцев, поврежденные поверхности фланцев, вибрация, напряжение трубопровода, коррозия и плохая отслеживаемость технического обслуживания. В условиях НПЗ утечки фланцев редко возникают из-за одной ошибки. Соединение может выдержать гидроиспытание и все равно протекать после запуска, потому что прокладка, болты, поверхности, выравнивание и рабочие нагрузки никогда не контролировались как единая система.
Прямой ответ: Большинство утечек фланцев на НПЗ начинаются с ошибок сборки, но повторяющиеся или трудноостанавливаемые утечки обычно связаны со вторым слоем причин, таких как термические циклы, внешняя нагрузка трубопровода, вибрация возле насосов, коррозионная среда или недокументированная замена прокладок и материалов во время работ по остановке.
- Неправильный материал, толщина, размер или совместимость поверхности прокладки
- Неравномерная затяжка болтов и низкая или нестабильная предварительная нагрузка
- Перекос фланцев или использование болтов для выравнивания трубопровода
- Поцарапанные, корродированные, загрязненные или покрытые остатками уплотнительные поверхности
- Вибрация, нагрузки на патрубки, неправильное размещение опор или тепловое перемещение
- Коррозия, эрозия и деградация, связанная с эксплуатацией
- Отсутствие сертификатов MTR, PMI, данных о затяжке или истории соединений после технического обслуживания
Для команд на НПЗ практическая цель заключается не только в остановке видимой утечки. Цель состоит в том, чтобы определить основную причину утечки фланца, устранить её системных факторов, и предотвратить повторную утечку того же соединения при следующем запуске.
Что вызывает утечки фланцев на НПЗ?
Утечка фланца на НПЗ обычно начинается в одном из шести мест: выбор прокладки, предварительная нагрузка болтов, выравнивание фланцев, состояние поверхности, внешняя нагрузка или деградация, связанная с условиями эксплуатации. Утечку становится сложнее устранить, когда документация недостаточна, потому что команды больше не знают, какая прокладка использовалась, как было затянуто соединение или происходила ли замена материалов во время последнего капитального ремонта.
| Распространённые причины утечек во фланцах | Почему это вызывает утечку | Типичная первая проверка |
|---|---|---|
| Неправильный выбор прокладки | Прокладка не может поддерживать уплотняющее напряжение при фактических условиях среды, температуры, давления или поверхности | Проверьте соответствие типа, материала, толщины, размера и поверхности прокладки |
| Неравномерная предварительная нагрузка болтов | Неравномерное сжатие разгружает прокладку и открывает пути утечки | Проверьте последовательность затяжки, состояние смазки и запись сборки |
| Несоосность фланцев | Болты воспринимают нагрузку центрирования вместо нагрузки посадки прокладки | Проверьте зазор между поверхностями, посадку отверстий под болты, напряжение трубопровода и состояние опор |
| Поврежденная или загрязненная поверхность фланца | Царапины, ржавчина, остатки или мусор нарушают контакт уплотнения | Осмотрите полосу прокладки перед повторной сборкой |
| Вибрация и напряжение трубопровода | Внешняя нагрузка изменяет натяжение болтов и искажает соединение во время работы | Проверьте опоры, близлежащее вращающееся оборудование и историю вибраций |
| Коррозия или смешение материалов | Неправильный материал или деградировавшие компоненты теряют целостность в эксплуатации | Проверка сертификатов MTR, PMI, маркировки и совместимости с условиями эксплуатации |
Как проблемы с прокладками вызывают утечки на фланцах
Неправильный выбор прокладки является одной из наиболее распространенных причин утечек на фланцах на нефтеперерабатывающих заводах. Прокладка может выглядеть размерно правильной, но все равно выйти из строя, если материал не соответствует химическому составу среды эксплуатации, диапазону температур, классу давления, типу поверхности фланца или требованиям к сжатию. Это особенно часто происходит после ремонтных работ, когда визуально похожие типы прокладок заменяются без инженерной проверки.
В практике нефтеперерабатывающих заводов отказ прокладки часто проявляется в одном из следующих сценариев:
- Утечка начинается после запуска, потому что прокладка ослабевает под воздействием тепла, и предварительная нагрузка снижается
- Утечка появляется в кислой, влажной или химически агрессивной среде, потому что материал прокладки несовместим
- Утечка повторяется после каждого ремонта, потому что устанавливается одна и та же неутвержденная замена
- Утечка проявляется только при циклических нагрузках, потому что выбранная прокладка не может восстановиться при тепловом движении
Перед установкой команды должны проверять прокладку в соответствии с конструкцией соединения, а не только по размеру фланца. Это включает среду эксплуатации, рабочую и аварийную температуру, давление, тип поверхности и утвержденный список технического обслуживания. Если вы проверяете практику замены, это руководство по Выбор прокладки для фланцев и совместимость с условиями эксплуатации является полезной перекрестной проверкой.
Пример из практики: Утечка при запуске нефтеперерабатывающего завода на горячей углеводородной линии была связана с прокладкой, которая соответствовала размерам фланца, но не утвержденному материалу для термоциклирования. Соединение герметизировалось при статических проверках, затем началась утечка после выравнивания температуры и релаксации предварительного натяга.
Как потеря предварительного натяга болтов вызывает утечки во фланцах
Многие утечки во фланцах на нефтеперерабатывающих заводах связаны с проблемами предварительного натяга, а не с “проблемами крутящего момента”.” Фланец может протекать даже при правильном зарегистрированном значении крутящего момента, потому что крутящий момент является лишь косвенным способом создания натяжения болта. Состояние смазки, разброс трения, усадка, термическая осадка и вибрация влияют на то, какая реальная зажимная сила остается после запуска.
- Неравномерная затяжка создает локальные зоны низкой нагрузки вокруг прокладки
- Перетягивание может повредить прокладку и ускорить релаксацию
- Недотягивание оставляет слишком мало начального напряжения посадки
- Разные условия смазки между болтами создают разброс предварительного натяга даже при одинаковом крутящем моменте
- Термические циклы и вибрация могут снизить эффективное натяжение болтов после запуска
Критические соединения на НПЗ должны собираться с поэтапной затяжкой, определенной последовательностью, калиброванными инструментами и этапами проверки. Если процедуры требуют этого, передовые методы болтового соединения или гидравлическое натяжение могут повысить стабильность на крупных или высокоответственных соединениях. Для связанного контроля сборки см. это руководство по сборке фланцев для обеспечения герметичности соединения без утечек.
Практическое напоминание: Если фланец протекает после запуска, не смотрите только на конечное значение крутящего момента. Проверьте сохранение предварительного натяжения, стабильность смазки, рисунок сжатия прокладки и изменили ли рабочие нагрузки соединение после сборки.
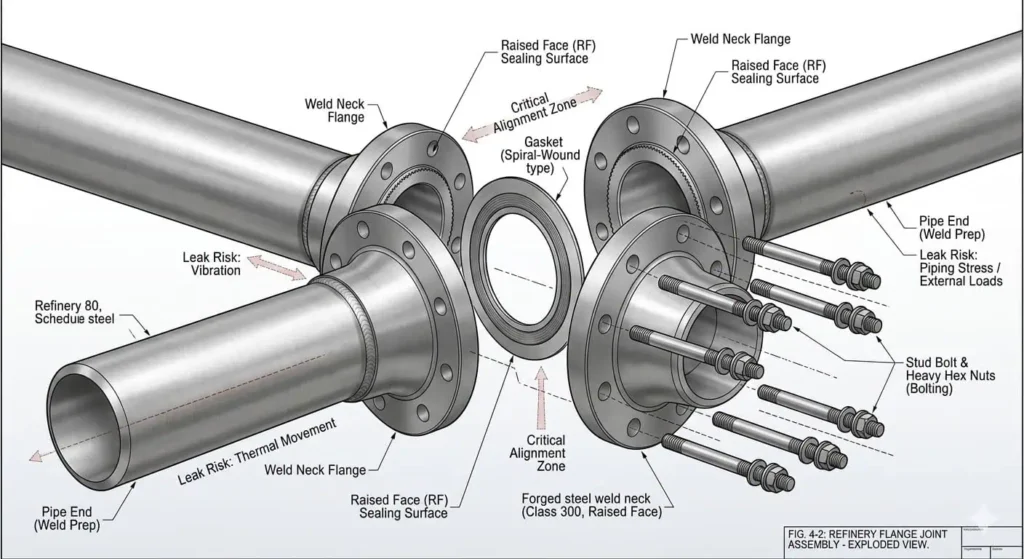
Могут ли несоосность и напряжение трубопровода вызывать утечки фланцев?
Да. Несоосность фланцев и внешняя нагрузка трубопровода являются основными причинами повторяющихся утечек. Если секция трубопровода стягивается на место болтами, часть нагрузки болтов расходуется на изгиб и принудительную подгонку вместо сжатия прокладки. Соединение может выглядеть закрытым, но предварительный натяг уже используется для борьбы с несоосностью. Как только линия нагревается, вибрирует или перемещается, прокладка разгружается локально, и начинается утечка.
- Угловая несоосность вызывает неравномерную нагрузку на поверхность
- Параллельное смещение создает неравномерную посадку прокладки
- Недостаточные опоры передают напряжения трубопровода на фланец
- Вибрация насоса или компрессора ускоряет потерю предварительной нагрузки
- Нагрузка на патрубок может деформировать соединение даже при правильном фланце
Пример из практики: Фланец всасывающего патрубка насоса неоднократно протекал, несмотря на многократную замену прокладок. Фактической причиной была недостаточная жесткость опор и вибрация. После устранения состояния опор и выравнивания трубопровода утечка прекратилась.
Как поврежденные поверхности фланцев вызывают утечки
Поврежденная поверхность фланца может создавать пути утечки даже при правильной прокладке и нагрузке на болты. Царапины, коррозионные язвы, остатки старой прокладки, избыточное напыление, брызги сварки, ржавчина или грязь нарушают контактную зону и препятствуют равномерному уплотнению. В условиях нефтеперерабатывающих заводов, работы при остановках и условия хранения часто приводят к повреждению поверхности задолго до повторной сборки соединения.
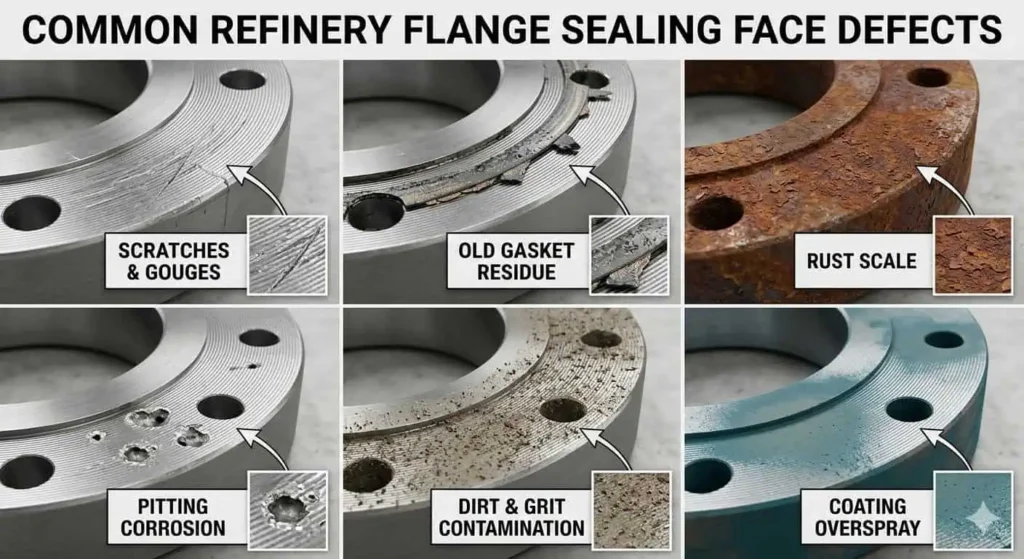
- Остатки старой прокладки создают высокие точки и неравномерное сжатие
- Радиальные царапины могут стать прямыми каналами утечки
- Коррозионные ямки уменьшают реальную площадь контакта в зоне прокладки
- Загрязненные поверхности препятствуют стабильной посадке прокладки с первого прохода затяжки
Если ваша команда наблюдает повторные утечки после технического обслуживания, всегда проверяйте уплотнительную зону, прежде чем предполагать, что виновата новая прокладка. Для более широкой практики профилактики см. распространенные причины утечек фланцев и профилактические меры.
Как коррозия и смешение материалов вызывают утечки
Коррозия и сбои в прослеживаемости часто превращают небольшую утечку фланца в повторную проблему остановки. В нефтеперерабатывающей службе коррозия может воздействовать на поверхность фланца, болтовое соединение или среду прокладки. В то же время, работы по техническому обслуживанию могут привести к использованию неправильных материалов, если проверки при приемке и контроль прослеживаемости слабы.
- Неправильный материал фланца или болта может корродировать быстрее, чем ожидалось, в эксплуатации
- Неправильный материал прокладки может затвердеть, разбухнуть, стать хрупким или химически деградировать
- Отсутствие записей MTR или PMI замедляет анализ первопричин и снижает его надежность
- Замена материалов во время ремонтных работ может остаться незамеченной без надлежащих проверок маркировки
Критические соединения должны быть обеспечены прослеживаемостью по партии нагрева, четкой маркировкой и записями верификации материалов, где это требуется. Полезная сопутствующая страница здесь: как читать маркировку фланцев и информацию о прослеживаемости.
Почему утечки фланцев повторяются после запуска или ремонта
Утечки фланцев часто повторяются после запуска, потому что первоначальный ремонт устранял только видимый симптом. Команды заменяют прокладку, подтягивают болты или меняют один компонент, но основные причины остаются: несоосность, вибрация, потеря тепловой предварительной нагрузки, поврежденные поверхности или плохая документация о том, что было установлено в прошлый раз.
- Нагрев при запуске изменяет выравнивание фланца и удержание предварительной нагрузки
- Вдавливание и осадка прокладки снижают зажимное усилие после начальной эксплуатации
- Давление графика ремонтных работ может привести к замене и неполным окончательным проверкам
- Слабые записи об истории утечек позволяют повторять одну и ту же ошибку на одном и том же соединении
| Наблюдаемое время утечки | Типичная схема первопричины | Лучший первый обзор |
|---|---|---|
| Утечка появляется вскоре после запуска | Потеря предварительного натяга, ошибка центровки прокладки, термическая осадка | Запись сборки, тип прокладки, последовательность затяжки, состояние смазки |
| Утечка возвращается после каждого ремонта | Неправильная практика замены, плохая подготовка поверхности, нерешенное смещение | Журнал истории соединения, использованные детали, стандарт проверки поверхности |
| Утечка усиливается при вибрации или изменении потока | Внешняя нагрузка трубопровода или проблема с опорой | Схема опор, центровка, тренд вибрации |
| Утечка проявляется медленно в коррозионной среде | Несовместимость материалов, коррозия или прогрессирование повреждения поверхности | Записи о материалах, химический состав среды, история инспекций |
Как устранить утечку фланца
Начните с характера утечки и условий эксплуатации
Самый быстрый способ устранения утечки фланца — зафиксировать характер утечки до нарушения соединения. Отметьте, является ли утечка просачиванием, каплями, паром, только пятном, прерывистой при температурных изменениях или связанной с вибрацией оборудования. Запишите идентификатор соединения, условия эксплуатации, статус запуска, последнее техническое обслуживание и любые известные проблемы с опорами или центровкой.
Важно: Эта статья является инженерным руководством по устранению неисправностей, а не инструкцией по работе под напряжением. Всегда соблюдайте процедуры изоляции на НПЗ, разрешения, газового тестирования, механической целостности и аварийного реагирования перед осмотром, ослаблением, затяжкой или разборкой.
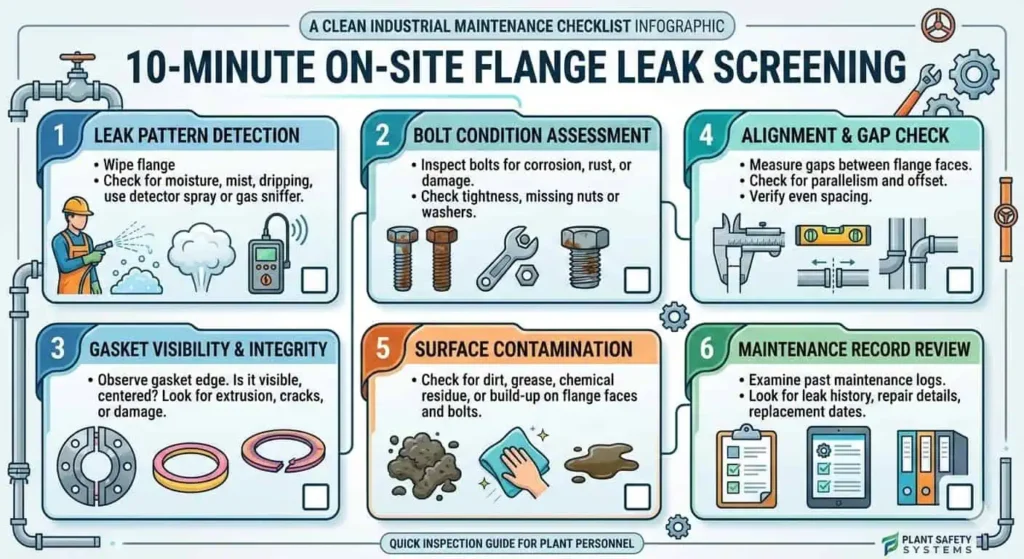
Контрольный список для 10-минутной проверки на месте
| Шаг | Что проверять | Почему это важно |
|---|---|---|
| 1 | Характер и место утечки | Помогает разделить утечки на лицевые (уплотнительные), болтовые, сварочные и вибрационные |
| 2 | Состояние болтов и видимые признаки нагрузки | Коррозия, ослабленный крепеж, положение шайбы, отсутствие контрольных меток могут указывать на проблемы с предварительной нагрузкой |
| 3 | Признаки на уплотнении, если видны | Смещенное расположение или выдавливание указывает на проблемы с центровкой или сжатием |
| 4 | Состояние центровки и опор | Изменение зазора между фланцами, напряжения в патрубках, ослабленные опоры и вибрация часто приводят к повторным утечкам |
| 5 | Признаки загрязнения поверхности | Ржавчина, остатки, грязь, избыточное напыление или остатки предыдущего уплотнительного материала часто объясняют утечки при запуске |
| 6 | Недавнее техническое обслуживание и документация | Отсутствие записей о затяжке, уплотнителях, сертификатах материалов (MTR) или проверке материалов (PMI) повышает риск замены и повторных отказов |
Что проверять после изоляции или остановки
Подтверждение первопричины должно основываться на физических доказательствах, а не на памяти. После безопасной изоляции системы осмотрите следы сжатия уплотнителя, состояние поверхности фланца, резьбу болтов и шайбы, состояние опор и прилегающие зоны сварки, где это применимо. Сфотографируйте соединение до очистки, чтобы не потерять доказательства переноса остатков, неравномерного сжатия или направления утечки.
- Проверьте рисунок сжатия уплотнителя на неравномерную нагрузку или смещенную посадку
- Осмотрите поверхности фланцев на наличие царапин, точечной коррозии, коррозии или остатков уплотнительного материала
- Проверьте болты, шпильки, гайки и шайбы на наличие коррозии, задиров или признаков неоднородной смазки
- Подтвердите идентичность материалов и документацию, если подозревается замена
- Сравните результаты с предыдущей историей утечек для того же идентификатора соединения
Что нельзя делать при устранении утечки фланца
- Не предполагайте, что каждая утечка связана только с прокладкой
- Не используйте болты для принудительного выравнивания трубопровода
- Не заменяйте материалы прокладок только по внешнему виду или размеру
- Не пропускайте документирование идентификатора соединения, метода сборки и используемых материалов
- Не повреждайте уплотнительную поверхность при очистке
- Не игнорируйте вибрацию, опоры или нагрузку трубопровода в местах повторяющихся утечек
Как предотвратить утечки фланцев на нефтеперерабатывающих заводах
Правильный выбор на этапе проектирования и закупок
Предотвращение утечек начинается задолго до сборки фланца. Инженеры и закупщики должны подтвердить тип фланца, класс, уплотнительную поверхность, материал, совместимость с прокладкой, крепеж и условия эксплуатации до выпуска деталей на объект. Правильный размер фланца недостаточен, если конструкция соединения неверна.
- Сопоставьте тип фланца и уплотнительную поверхность с тяжестью условий эксплуатации и стратегией обслуживания
- Проверьте совместимость прокладки с рабочей средой, давлением и температурой
- Подтвердите класс крепежа и требования к сборке
- Проверьте документацию по материалам, маркировку и прослеживаемость перед установкой
Для входящего контроля и проверки поставщиков эта страница о контроле качества фланцев может помочь усилить контроль закупок.
Контроль качества монтажа и дисциплина сборки
Строгая дисциплина сборки — самый быстрый практический способ снизить утечки через фланцы. Очистите уплотнительные поверхности, проверьте прокладку, правильно центрируйте ее, выровняйте фланцы перед затяжкой болтов и используйте ступенчатую затяжку калиброванными инструментами. Для критических соединений зафиксируйте метод сборки и результат проверки по идентификатору соединения.
- Проверьте и очистите уплотнительную поверхность перед сборкой
- Убедитесь, что тип, размер и назначение прокладки соответствуют требованиям
- Отцентрируйте прокладку перед окончательной затяжкой
- Проверьте соосность перед затяжкой
- Используйте ступенчатую затяжку и контролируемую последовательность
- Зафиксируйте идентификатор соединения, метод, дату и критические наблюдения
Инспекция, техническое обслуживание и отслеживание истории утечек
Повторяющиеся утечки обычно прекращаются только при отслеживании истории соединения. Команды НПЗ должны регистрировать склонные к утечкам соединения по идентификатору, записывать наблюдения при запуске, сравнивать повторяющиеся места и связывать каждое событие с установленными деталями и используемым методом сборки. Это делает планирование ремонтов более разумным, а анализ первопричин — быстрее.
- Отслеживайте повторяющиеся места утечек по идентификатору соединения
- Анализируйте тенденции утечек при запуске после остановок
- Проверьте опоры и вибрацию в местах повторных утечек
- Сохраняйте MTR, PMI, записи о прокладках и сборке, связанные с соединением
Контроль качества поставщика и прослеживаемости
Качество поставщика важно, потому что расследования утечек на НПЗ часто заканчиваются пробелами в документации. Покупатели должны проверять системы качества поставщика, прослеживаемость материалов, маркировку продукции и записи инспекции перед установкой. Сертифицированная и прослеживаемая продукция снижает неопределенность, особенно в высокоответственных соединениях.
| Пункт контрольного списка | Почему это важно |
|---|---|
| Система качества поставщика | Подтверждает контролируемое производство и практику документирования |
| Проверка MTR | Проверяет химические и механические свойства в соответствии со спецификацией |
| Прослеживаемость по плавке | Связывает установленный элемент с записями для аудитов и анализа отказов |
| PMI или дополнительные проверки при необходимости | Снижает риск смешения материалов в критических системах |
| Запись сборки по идентификатору соединения | Поддерживает диагностику повторных отказов после запуска или технического обслуживания |
Если ваша команда проверяет идентификацию компонентов и записи контроля качества, эти внутренние ссылки также естественно вписываются в рабочий процесс: маркировка фланцев и прослеживаемость и сборка фланцев для нулевой утечки.
Технические стандарты и справочные материалы
Проектные спецификации и процедуры на площадке остаются основными документами. Следующие стандарты обычно актуальны при выборе, сборке, проверке или устранении неисправностей фланцевых соединений на НПЗ:
- ASME PCC-1 — руководство по сборке болтового фланцевого соединения
- ASME B16.5 — трубные фланцы и фланцевые фитинги
- ASME B16.47 — стальные фланцы большого диаметра
- API 570 — код проверки трубопроводов
- Руководство EPA LDAR — контекст обнаружения и устранения утечек для объектов, чувствительных к выбросам
Важно: Эта страница является руководством по инженерному контенту. Она не заменяет вашу рабочую инструкцию на НПЗ, правила разрешения на работу, процедуру изоляции, стандарт болтового соединения или проектную спецификацию.
Часто задаваемые вопросы
Что вызывает утечки фланцев после запуска?
Большинство утечек фланцев после запуска вызваны потерей предварительной нагрузки, проблемами с посадкой прокладки, несоосностью или неучтенными внешними нагрузками. Соединение может выглядеть нормально во время сборки, но начать протекать после того, как тепловое расширение, вибрация или усадка прокладки снижают эффективное уплотняющее напряжение.
Может ли несоосность фланца привести к утечке?
Да. Несоосность фланцев является основной причиной утечек фланцев на НПЗ. При использовании болтов для стягивания фланцев в рабочее положение часть нагрузки болта теряется на коррекцию выравнивания. Это снижает сжатие прокладки и создает локальные пути утечки во время эксплуатации.
Почему болты фланцев ослабевают после запуска?
Предварительная нагрузка болтов может снизиться после запуска из-за усадки, термических циклов, вибрации и разброса предварительной нагрузки, связанного со смазкой. То, что выглядит как “ослабленные болты”, часто является проблемой удержания предварительной нагрузки, а не простой проблемой крутящего момента.
Может ли поврежденная поверхность фланца вызвать утечку?
Да. Царапины, питтинг, коррозия, загрязнения и остатки старой прокладки могут вызывать утечки во фланцевых соединениях. Даже правильная прокладка и правильная нагрузка болтов могут выйти из строя, если уплотнительная поверхность повреждена или загрязнена в зоне контакта прокладки.
Какие ошибки с прокладками приводят к утечкам на фланцах?
Наиболее распространенные ошибки при установке прокладок — неправильный материал, несовместимость с поверхностью, неправильный размер, смещенная установка и неутвержденная замена при остановке. В нефтеперерабатывающей промышленности эти ошибки часто проявляются как утечки после запуска или при температурных циклах.
Может ли вибрация вызывать утечки фланцев на нефтеперерабатывающих заводах?
Да. Вибрация может разгружать прокладку, смещать соединение и снижать предварительную нагрузку болтов со временем. Повторяющиеся утечки вблизи насосов, компрессоров и плохо закрепленных трубопроводов всегда должны вызывать проверку вибрации и опор.
Следует ли подтягивать протекающий фланец в процессе эксплуатации?
Не предполагайте, что подтяжка болтов во время эксплуатации безопасна или разрешена. В системах нефтеперерабатывающих заводов под давлением или опасных системах необходимо соблюдать процедуры на площадке, инженерную проверку, требования по изоляции и правила аварийного реагирования. Многие утечки требуют контролируемой остановки и устранения первопричины, а не дополнительной затяжки.
Какие записи следует вести для отслеживаемости фланцев?
Как минимум, сохраняйте сертификаты MTR, маркировку или записи прослеживаемости по партиям нагрева, записи PMI, где требуется, идентификацию прокладок и записи сборки, связанные с идентификатором соединения. Эти записи значительно ускоряют и повышают надежность расследования отказов и предотвращения повторных утечек.
Что вызывает утечки фланцев на НПЗ? Наиболее распространенными причинами являются неправильный выбор прокладки, неравномерная предварительная нагрузка болтов, перекос фланцев, поврежденные поверхности фланцев, вибрация, напряжение трубопровода, коррозия и плохая отслеживаемость технического обслуживания. В условиях НПЗ утечки фланцев редко возникают из-за одной ошибки. Соединение может выдержать гидроиспытание и все равно протекать после запуска, потому что прокладка, болты, поверхности, выравнивание и рабочие нагрузки никогда не контролировались как единая система.
Прямой ответ: Большинство утечек фланцев на НПЗ начинаются с ошибок сборки, но повторяющиеся или трудноостанавливаемые утечки обычно связаны со вторым слоем причин, таких как термические циклы, внешняя нагрузка трубопровода, вибрация возле насосов, коррозионная среда или недокументированная замена прокладок и материалов во время работ по остановке.
- Неправильный материал, толщина, размер или совместимость поверхности прокладки
- Неравномерная затяжка болтов и низкая или нестабильная предварительная нагрузка
- Перекос фланцев или использование болтов для выравнивания трубопровода
- Поцарапанные, корродированные, загрязненные или покрытые остатками уплотнительные поверхности
- Вибрация, нагрузки на патрубки, неправильное размещение опор или тепловое перемещение
- Коррозия, эрозия и деградация, связанная с эксплуатацией
- Отсутствие сертификатов MTR, PMI, данных о затяжке или истории соединений после технического обслуживания
Для команд на НПЗ практическая цель заключается не только в остановке видимой утечки. Цель состоит в том, чтобы определить основную причину утечки фланца, устранить её системных факторов, и предотвратить повторную утечку того же соединения при следующем запуске.
Что вызывает утечки фланцев на НПЗ?
Утечка фланца на НПЗ обычно начинается в одном из шести мест: выбор прокладки, предварительная нагрузка болтов, выравнивание фланцев, состояние поверхности, внешняя нагрузка или деградация, связанная с условиями эксплуатации. Утечку становится сложнее устранить, когда документация недостаточна, потому что команды больше не знают, какая прокладка использовалась, как было затянуто соединение или происходила ли замена материалов во время последнего капитального ремонта.
| Распространённые причины утечек во фланцах | Почему это вызывает утечку | Типичная первая проверка |
|---|---|---|
| Неправильный выбор прокладки | Прокладка не может поддерживать уплотняющее напряжение при фактических условиях среды, температуры, давления или поверхности | Проверьте соответствие типа, материала, толщины, размера и поверхности прокладки |
| Неравномерная предварительная нагрузка болтов | Неравномерное сжатие разгружает прокладку и открывает пути утечки | Проверьте последовательность затяжки, состояние смазки и запись сборки |
| Несоосность фланцев | Болты воспринимают нагрузку центрирования вместо нагрузки посадки прокладки | Проверьте зазор между поверхностями, посадку отверстий под болты, напряжение трубопровода и состояние опор |
| Поврежденная или загрязненная поверхность фланца | Царапины, ржавчина, остатки или мусор нарушают контакт уплотнения | Осмотрите полосу прокладки перед повторной сборкой |
| Вибрация и напряжение трубопровода | Внешняя нагрузка изменяет натяжение болтов и искажает соединение во время работы | Проверьте опоры, близлежащее вращающееся оборудование и историю вибраций |
| Коррозия или смешение материалов | Неправильный материал или деградировавшие компоненты теряют целостность в эксплуатации | Проверка сертификатов MTR, PMI, маркировки и совместимости с условиями эксплуатации |
Как проблемы с прокладками вызывают утечки на фланцах
Неправильный выбор прокладки является одной из наиболее распространенных причин утечек на фланцах на нефтеперерабатывающих заводах. Прокладка может выглядеть размерно правильной, но все равно выйти из строя, если материал не соответствует химическому составу среды эксплуатации, диапазону температур, классу давления, типу поверхности фланца или требованиям к сжатию. Это особенно часто происходит после ремонтных работ, когда визуально похожие типы прокладок заменяются без инженерной проверки.
В практике нефтеперерабатывающих заводов отказ прокладки часто проявляется в одном из следующих сценариев:
- Утечка начинается после запуска, потому что прокладка ослабевает под воздействием тепла, и предварительная нагрузка снижается
- Утечка появляется в кислой, влажной или химически агрессивной среде, потому что материал прокладки несовместим
- Утечка повторяется после каждого ремонта, потому что устанавливается одна и та же неутвержденная замена
- Утечка проявляется только при циклических нагрузках, потому что выбранная прокладка не может восстановиться при тепловом движении
Перед установкой команды должны проверять прокладку в соответствии с конструкцией соединения, а не только по размеру фланца. Это включает среду эксплуатации, рабочую и аварийную температуру, давление, тип поверхности и утвержденный список технического обслуживания. Если вы проверяете практику замены, это руководство по Выбор прокладки для фланцев и совместимость с условиями эксплуатации является полезной перекрестной проверкой.
Пример из практики: Утечка при запуске нефтеперерабатывающего завода на горячей углеводородной линии была связана с прокладкой, которая соответствовала размерам фланца, но не утвержденному материалу для термоциклирования. Соединение герметизировалось при статических проверках, затем началась утечка после выравнивания температуры и релаксации предварительного натяга.
Как потеря предварительного натяга болтов вызывает утечки во фланцах
Многие утечки во фланцах на нефтеперерабатывающих заводах связаны с проблемами предварительного натяга, а не с “проблемами крутящего момента”.” Фланец может протекать даже при правильном зарегистрированном значении крутящего момента, потому что крутящий момент является лишь косвенным способом создания натяжения болта. Состояние смазки, разброс трения, усадка, термическая осадка и вибрация влияют на то, какая реальная зажимная сила остается после запуска.
- Неравномерная затяжка создает локальные зоны низкой нагрузки вокруг прокладки
- Перетягивание может повредить прокладку и ускорить релаксацию
- Недотягивание оставляет слишком мало начального напряжения посадки
- Разные условия смазки между болтами создают разброс предварительного натяга даже при одинаковом крутящем моменте
- Термические циклы и вибрация могут снизить эффективное натяжение болтов после запуска
Критические соединения на НПЗ должны собираться с поэтапной затяжкой, определенной последовательностью, калиброванными инструментами и этапами проверки. Если процедуры требуют этого, передовые методы болтового соединения или гидравлическое натяжение могут повысить стабильность на крупных или высокоответственных соединениях. Для связанного контроля сборки см. это руководство по сборке фланцев для обеспечения герметичности соединения без утечек.
Практическое напоминание: Если фланец протекает после запуска, не смотрите только на конечное значение крутящего момента. Проверьте сохранение предварительного натяжения, стабильность смазки, рисунок сжатия прокладки и изменили ли рабочие нагрузки соединение после сборки.
Могут ли несоосность и напряжение трубопровода вызывать утечки фланцев?
Да. Несоосность фланцев и внешняя нагрузка трубопровода являются основными причинами повторяющихся утечек. Если секция трубопровода стягивается на место болтами, часть нагрузки болтов расходуется на изгиб и принудительную подгонку вместо сжатия прокладки. Соединение может выглядеть закрытым, но предварительный натяг уже используется для борьбы с несоосностью. Как только линия нагревается, вибрирует или перемещается, прокладка разгружается локально, и начинается утечка.
- Угловая несоосность вызывает неравномерную нагрузку на поверхность
- Параллельное смещение создает неравномерную посадку прокладки
- Недостаточные опоры передают напряжения трубопровода на фланец
- Вибрация насоса или компрессора ускоряет потерю предварительной нагрузки
- Нагрузка на патрубок может деформировать соединение даже при правильном фланце
Пример из практики: Фланец всасывающего патрубка насоса неоднократно протекал, несмотря на многократную замену прокладок. Фактической причиной была недостаточная жесткость опор и вибрация. После устранения состояния опор и выравнивания трубопровода утечка прекратилась.
Как поврежденные поверхности фланцев вызывают утечки
Поврежденная поверхность фланца может создавать пути утечки даже при правильной прокладке и нагрузке на болты. Царапины, коррозионные язвы, остатки старой прокладки, избыточное напыление, брызги сварки, ржавчина или грязь нарушают контактную зону и препятствуют равномерному уплотнению. В условиях нефтеперерабатывающих заводов, работы при остановках и условия хранения часто приводят к повреждению поверхности задолго до повторной сборки соединения.
- Остатки старой прокладки создают высокие точки и неравномерное сжатие
- Радиальные царапины могут стать прямыми каналами утечки
- Коррозионные ямки уменьшают реальную площадь контакта в зоне прокладки
- Загрязненные поверхности препятствуют стабильной посадке прокладки с первого прохода затяжки
Если ваша команда наблюдает повторные утечки после технического обслуживания, всегда проверяйте уплотнительную зону, прежде чем предполагать, что виновата новая прокладка. Для более широкой практики профилактики см. распространенные причины утечек фланцев и профилактические меры.
Как коррозия и смешение материалов вызывают утечки
Коррозия и сбои в прослеживаемости часто превращают небольшую утечку фланца в повторную проблему остановки. В нефтеперерабатывающей службе коррозия может воздействовать на поверхность фланца, болтовое соединение или среду прокладки. В то же время, работы по техническому обслуживанию могут привести к использованию неправильных материалов, если проверки при приемке и контроль прослеживаемости слабы.
- Неправильный материал фланца или болта может корродировать быстрее, чем ожидалось, в эксплуатации
- Неправильный материал прокладки может затвердеть, разбухнуть, стать хрупким или химически деградировать
- Отсутствие записей MTR или PMI замедляет анализ первопричин и снижает его надежность
- Замена материалов во время ремонтных работ может остаться незамеченной без надлежащих проверок маркировки
Критические соединения должны быть обеспечены прослеживаемостью по партии нагрева, четкой маркировкой и записями верификации материалов, где это требуется. Полезная сопутствующая страница здесь: как читать маркировку фланцев и информацию о прослеживаемости.
Почему утечки фланцев повторяются после запуска или ремонта
Утечки фланцев часто повторяются после запуска, потому что первоначальный ремонт устранял только видимый симптом. Команды заменяют прокладку, подтягивают болты или меняют один компонент, но основные причины остаются: несоосность, вибрация, потеря тепловой предварительной нагрузки, поврежденные поверхности или плохая документация о том, что было установлено в прошлый раз.
- Нагрев при запуске изменяет выравнивание фланца и удержание предварительной нагрузки
- Вдавливание и осадка прокладки снижают зажимное усилие после начальной эксплуатации
- Давление графика ремонтных работ может привести к замене и неполным окончательным проверкам
- Слабые записи об истории утечек позволяют повторять одну и ту же ошибку на одном и том же соединении
| Наблюдаемое время утечки | Типичная схема первопричины | Лучший первый обзор |
|---|---|---|
| Утечка появляется вскоре после запуска | Потеря предварительного натяга, ошибка центровки прокладки, термическая осадка | Запись сборки, тип прокладки, последовательность затяжки, состояние смазки |
| Утечка возвращается после каждого ремонта | Неправильная практика замены, плохая подготовка поверхности, нерешенное смещение | Журнал истории соединения, использованные детали, стандарт проверки поверхности |
| Утечка усиливается при вибрации или изменении потока | Внешняя нагрузка трубопровода или проблема с опорой | Схема опор, центровка, тренд вибрации |
| Утечка проявляется медленно в коррозионной среде | Несовместимость материалов, коррозия или прогрессирование повреждения поверхности | Записи о материалах, химический состав среды, история инспекций |
Как устранить утечку фланца
Начните с характера утечки и условий эксплуатации
Самый быстрый способ устранения утечки фланца — зафиксировать характер утечки до нарушения соединения. Отметьте, является ли утечка просачиванием, каплями, паром, только пятном, прерывистой при температурных изменениях или связанной с вибрацией оборудования. Запишите идентификатор соединения, условия эксплуатации, статус запуска, последнее техническое обслуживание и любые известные проблемы с опорами или центровкой.
Важно: Эта статья является инженерным руководством по устранению неисправностей, а не инструкцией по работе под напряжением. Всегда соблюдайте процедуры изоляции на НПЗ, разрешения, газового тестирования, механической целостности и аварийного реагирования перед осмотром, ослаблением, затяжкой или разборкой.
Контрольный список для 10-минутной проверки на месте
| Шаг | Что проверять | Почему это важно |
|---|---|---|
| 1 | Характер и место утечки | Помогает разделить утечки на лицевые (уплотнительные), болтовые, сварочные и вибрационные |
| 2 | Состояние болтов и видимые признаки нагрузки | Коррозия, ослабленный крепеж, положение шайбы, отсутствие контрольных меток могут указывать на проблемы с предварительной нагрузкой |
| 3 | Признаки на уплотнении, если видны | Смещенное расположение или выдавливание указывает на проблемы с центровкой или сжатием |
| 4 | Состояние центровки и опор | Изменение зазора между фланцами, напряжения в патрубках, ослабленные опоры и вибрация часто приводят к повторным утечкам |
| 5 | Признаки загрязнения поверхности | Ржавчина, остатки, грязь, избыточное напыление или остатки предыдущего уплотнительного материала часто объясняют утечки при запуске |
| 6 | Недавнее техническое обслуживание и документация | Отсутствие записей о затяжке, уплотнителях, сертификатах материалов (MTR) или проверке материалов (PMI) повышает риск замены и повторных отказов |
Что проверять после изоляции или остановки
Подтверждение первопричины должно основываться на физических доказательствах, а не на памяти. После безопасной изоляции системы осмотрите следы сжатия уплотнителя, состояние поверхности фланца, резьбу болтов и шайбы, состояние опор и прилегающие зоны сварки, где это применимо. Сфотографируйте соединение до очистки, чтобы не потерять доказательства переноса остатков, неравномерного сжатия или направления утечки.
- Проверьте рисунок сжатия уплотнителя на неравномерную нагрузку или смещенную посадку
- Осмотрите поверхности фланцев на наличие царапин, точечной коррозии, коррозии или остатков уплотнительного материала
- Проверьте болты, шпильки, гайки и шайбы на наличие коррозии, задиров или признаков неоднородной смазки
- Подтвердите идентичность материалов и документацию, если подозревается замена
- Сравните результаты с предыдущей историей утечек для того же идентификатора соединения
Что нельзя делать при устранении утечки фланца
- Не предполагайте, что каждая утечка связана только с прокладкой
- Не используйте болты для принудительного выравнивания трубопровода
- Не заменяйте материалы прокладок только по внешнему виду или размеру
- Не пропускайте документирование идентификатора соединения, метода сборки и используемых материалов
- Не повреждайте уплотнительную поверхность при очистке
- Не игнорируйте вибрацию, опоры или нагрузку трубопровода в местах повторяющихся утечек
Как предотвратить утечки фланцев на нефтеперерабатывающих заводах
Правильный выбор на этапе проектирования и закупок
Предотвращение утечек начинается задолго до сборки фланца. Инженеры и закупщики должны подтвердить тип фланца, класс, уплотнительную поверхность, материал, совместимость с прокладкой, крепеж и условия эксплуатации до выпуска деталей на объект. Правильный размер фланца недостаточен, если конструкция соединения неверна.
- Сопоставьте тип фланца и уплотнительную поверхность с тяжестью условий эксплуатации и стратегией обслуживания
- Проверьте совместимость прокладки с рабочей средой, давлением и температурой
- Подтвердите класс крепежа и требования к сборке
- Проверьте документацию по материалам, маркировку и прослеживаемость перед установкой
Для входящего контроля и проверки поставщиков эта страница о контроле качества фланцев может помочь усилить контроль закупок.
Контроль качества монтажа и дисциплина сборки
Строгая дисциплина сборки — самый быстрый практический способ снизить утечки через фланцы. Очистите уплотнительные поверхности, проверьте прокладку, правильно центрируйте ее, выровняйте фланцы перед затяжкой болтов и используйте ступенчатую затяжку калиброванными инструментами. Для критических соединений зафиксируйте метод сборки и результат проверки по идентификатору соединения.
- Проверьте и очистите уплотнительную поверхность перед сборкой
- Убедитесь, что тип, размер и назначение прокладки соответствуют требованиям
- Отцентрируйте прокладку перед окончательной затяжкой
- Проверьте соосность перед затяжкой
- Используйте ступенчатую затяжку и контролируемую последовательность
- Зафиксируйте идентификатор соединения, метод, дату и критические наблюдения
Инспекция, техническое обслуживание и отслеживание истории утечек
Повторяющиеся утечки обычно прекращаются только при отслеживании истории соединения. Команды НПЗ должны регистрировать склонные к утечкам соединения по идентификатору, записывать наблюдения при запуске, сравнивать повторяющиеся места и связывать каждое событие с установленными деталями и используемым методом сборки. Это делает планирование ремонтов более разумным, а анализ первопричин — быстрее.
- Отслеживайте повторяющиеся места утечек по идентификатору соединения
- Анализируйте тенденции утечек при запуске после остановок
- Проверьте опоры и вибрацию в местах повторных утечек
- Сохраняйте MTR, PMI, записи о прокладках и сборке, связанные с соединением
Контроль качества поставщика и прослеживаемости
Качество поставщика важно, потому что расследования утечек на НПЗ часто заканчиваются пробелами в документации. Покупатели должны проверять системы качества поставщика, прослеживаемость материалов, маркировку продукции и записи инспекции перед установкой. Сертифицированная и прослеживаемая продукция снижает неопределенность, особенно в высокоответственных соединениях.
| Пункт контрольного списка | Почему это важно |
|---|---|
| Система качества поставщика | Подтверждает контролируемое производство и практику документирования |
| Проверка MTR | Проверяет химические и механические свойства в соответствии со спецификацией |
| Прослеживаемость по плавке | Связывает установленный элемент с записями для аудитов и анализа отказов |
| PMI или дополнительные проверки при необходимости | Снижает риск смешения материалов в критических системах |
| Запись сборки по идентификатору соединения | Поддерживает диагностику повторных отказов после запуска или технического обслуживания |
Если ваша команда проверяет идентификацию компонентов и записи контроля качества, эти внутренние ссылки также естественно вписываются в рабочий процесс: маркировка фланцев и прослеживаемость и сборка фланцев для нулевой утечки.
Технические стандарты и справочные материалы
Проектные спецификации и процедуры на площадке остаются основными документами. Следующие стандарты обычно актуальны при выборе, сборке, проверке или устранении неисправностей фланцевых соединений на НПЗ:
- ASME PCC-1 — руководство по сборке болтового фланцевого соединения
- ASME B16.5 — трубные фланцы и фланцевые фитинги
- ASME B16.47 — стальные фланцы большого диаметра
- API 570 — код проверки трубопроводов
- Руководство EPA LDAR — контекст обнаружения и устранения утечек для объектов, чувствительных к выбросам
Важно: Эта страница является руководством по инженерному контенту. Она не заменяет вашу рабочую инструкцию на НПЗ, правила разрешения на работу, процедуру изоляции, стандарт болтового соединения или проектную спецификацию.
Часто задаваемые вопросы
Что вызывает утечки фланцев после запуска?
Большинство утечек фланцев после запуска вызваны потерей предварительной нагрузки, проблемами с посадкой прокладки, несоосностью или неучтенными внешними нагрузками. Соединение может выглядеть нормально во время сборки, но начать протекать после того, как тепловое расширение, вибрация или усадка прокладки снижают эффективное уплотняющее напряжение.
Может ли несоосность фланца привести к утечке?
Да. Несоосность фланцев является основной причиной утечек фланцев на НПЗ. При использовании болтов для стягивания фланцев в рабочее положение часть нагрузки болта теряется на коррекцию выравнивания. Это снижает сжатие прокладки и создает локальные пути утечки во время эксплуатации.
Почему болты фланцев ослабевают после запуска?
Предварительная нагрузка болтов может снизиться после запуска из-за усадки, термических циклов, вибрации и разброса предварительной нагрузки, связанного со смазкой. То, что выглядит как “ослабленные болты”, часто является проблемой удержания предварительной нагрузки, а не простой проблемой крутящего момента.
Может ли поврежденная поверхность фланца вызвать утечку?
Да. Царапины, питтинг, коррозия, загрязнения и остатки старой прокладки могут вызывать утечки во фланцевых соединениях. Даже правильная прокладка и правильная нагрузка болтов могут выйти из строя, если уплотнительная поверхность повреждена или загрязнена в зоне контакта прокладки.
Какие ошибки с прокладками приводят к утечкам на фланцах?
Наиболее распространенные ошибки при установке прокладок — неправильный материал, несовместимость с поверхностью, неправильный размер, смещенная установка и неутвержденная замена при остановке. В нефтеперерабатывающей промышленности эти ошибки часто проявляются как утечки после запуска или при температурных циклах.
Может ли вибрация вызывать утечки фланцев на нефтеперерабатывающих заводах?
Да. Вибрация может разгружать прокладку, смещать соединение и снижать предварительную нагрузку болтов со временем. Повторяющиеся утечки вблизи насосов, компрессоров и плохо закрепленных трубопроводов всегда должны вызывать проверку вибрации и опор.
Следует ли подтягивать протекающий фланец в процессе эксплуатации?
Не предполагайте, что подтяжка болтов во время эксплуатации безопасна или разрешена. В системах нефтеперерабатывающих заводов под давлением или опасных системах необходимо соблюдать процедуры на площадке, инженерную проверку, требования по изоляции и правила аварийного реагирования. Многие утечки требуют контролируемой остановки и устранения первопричины, а не дополнительной затяжки.
Какие записи следует вести для отслеживаемости фланцев?
Как минимум, сохраняйте сертификаты MTR, маркировку или записи прослеживаемости по партиям нагрева, записи PMI, где требуется, идентификацию прокладок и записи сборки, связанные с идентификатором соединения. Эти записи значительно ускоряют и повышают надежность расследования отказов и предотвращения повторных утечек.



