







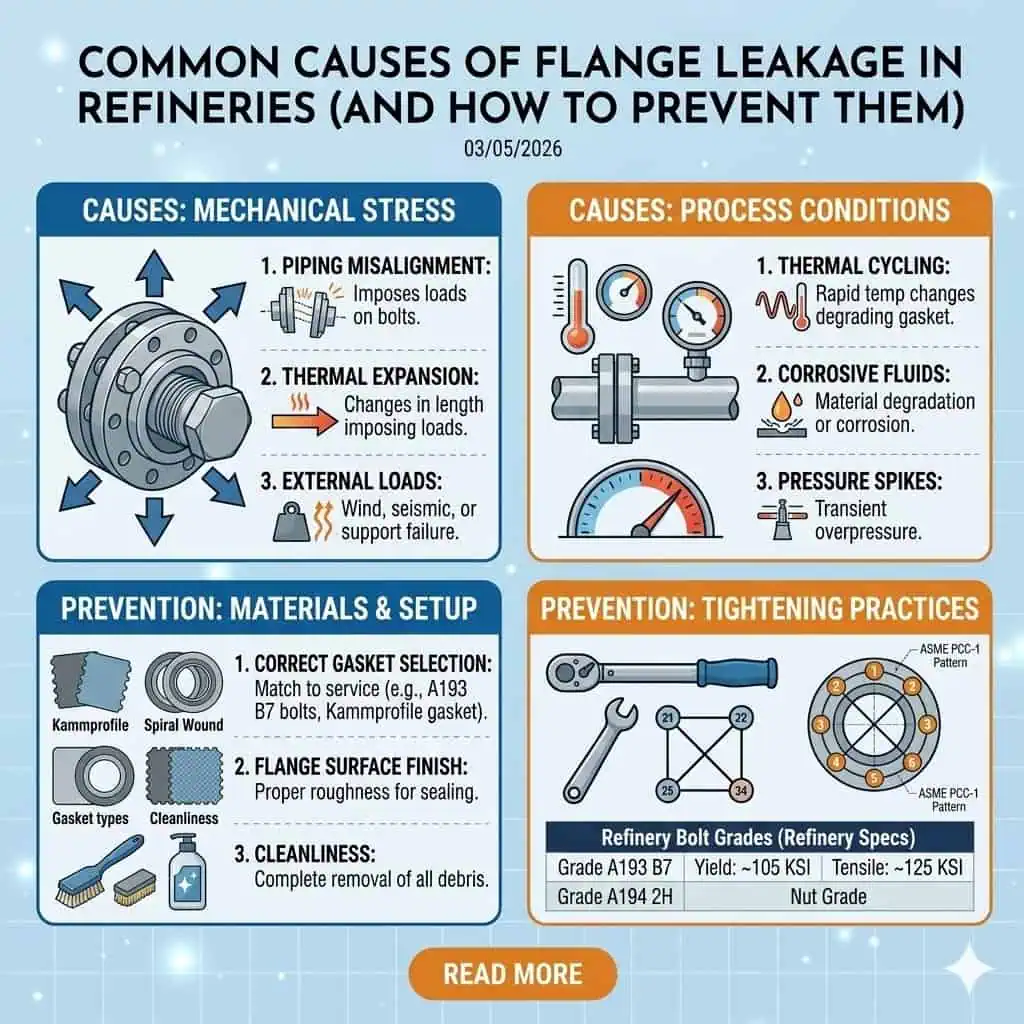
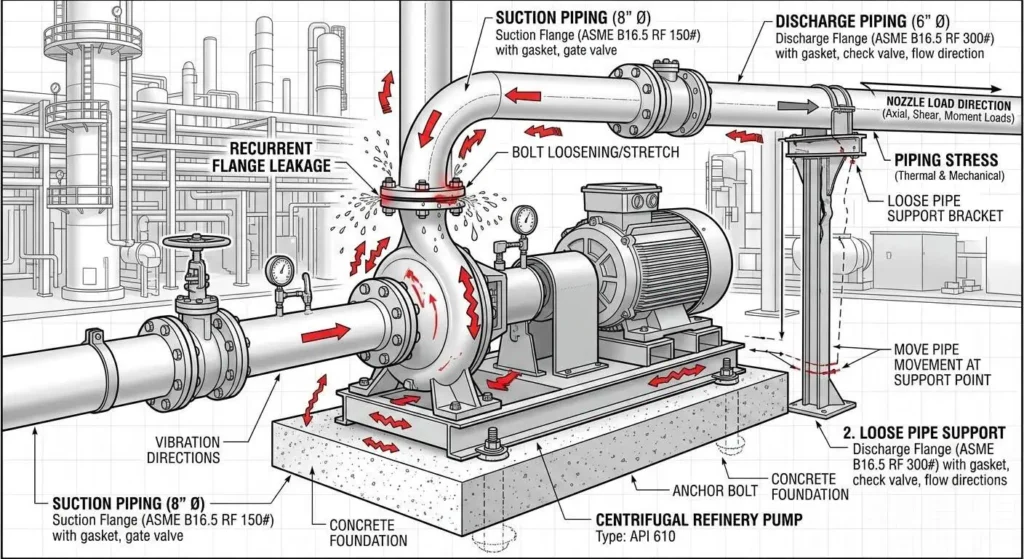
Cosa causa le perdite nelle flange delle raffinerie? Le cause più comuni sono selezione errata della guarnizione, precarico irregolare dei bulloni, disallineamento della flangia, facce della flangia danneggiate, vibrazioni, stress della tubazione, corrosione e scarsa tracciabilità della manutenzione. Nel servizio di raffineria, la perdita della flangia raramente deriva da un solo errore. Un giunto può superare l'idroprova e ancora perdere dopo l'avvio perché la guarnizione, i bulloni, la facciata, l'allineamento e i carichi operativi non sono mai stati controllati come un unico sistema.
Risposta diretta: La maggior parte delle perdite nelle flange delle raffinerie inizia con errori di assemblaggio, ma perdite ripetute o difficili da fermare di solito coinvolgono un secondo strato di cause come cicli termici, carico esterno della tubazione, vibrazioni vicino alle pompe, servizio corrosivo o sostituzione non documentata di guarnizioni e materiali durante i lavori di arresto.
- Materiale, spessore, dimensione o compatibilità della facciata della guarnizione errati
- Serraggio irregolare dei bulloni e precarico basso o instabile
- Disallineamento della flangia o utilizzo di bulloni per tirare la tubazione in posizione
- Facce di tenuta graffiate, corrose, sporche o coperte di residui
- Vibrazioni, carichi su ugelli, posizionamento errato dei supporti o movimenti termici
- Corrosione, erosione e degrado legato al servizio
- Mancanza di registri MTR, PMI, coppia di serraggio o cronologia dei giunti dopo la manutenzione
Per i team di raffineria, l'obiettivo pratico non è solo fermare la perdita visibile. L'obiettivo è identificare la causa principale della perdita della flangia, correggere la fattori contribuenti a livello di sistema, e impedire che lo stesso giunto perda nuovamente al prossimo avvio.
Cosa causa le perdite delle flange nelle raffinerie?
La perdita della flangia in raffineria di solito inizia in uno di questi sei punti: scelta della guarnizione, precarico dei bulloni, allineamento della flangia, condizioni della faccia, carico esterno o degrado legato al servizio. La perdita diventa più difficile da risolvere quando la documentazione è carente, perché i team non sanno più quale guarnizione è stata utilizzata, come è stato serrato il giunto o se è avvenuta una sostituzione del materiale durante l'ultimo turnaround.
| Causa Comune di Perdita in Flangia | Perché Provoca Perdite | Controllo Tipico Iniziale |
|---|---|---|
| Selezione errata della guarnizione | La guarnizione non può mantenere lo stress di tenuta sotto le condizioni effettive del mezzo, temperatura, pressione o superficie | Verificare che tipo, materiale, spessore, dimensione e superficie della guarnizione corrispondano |
| Precarico non uniforme dei bulloni | La compressione non uniforme scarica la guarnizione e apre percorsi di perdita | Rivedere la sequenza di serraggio, la condizione di lubrificazione e il registro di assemblaggio |
| Disallineamento della flangia | I bulloni sopportano il carico di allineamento invece del carico di serraggio della guarnizione | Verificare lo spazio tra le facce, l'adattamento dei fori dei bulloni, lo stress del tratto di tubazione e le condizioni dei supporti |
| Faccia della flangia danneggiata o sporca | Graffi, ruggine, residui o detriti interrompono il contatto di tenuta | Ispezionare la fascia della guarnizione prima del rimontaggio |
| Vibrazioni e stress della tubazione | I carichi esterni modificano la tensione dei bulloni e deformano il giunto durante il funzionamento | Verificare i supporti, le apparecchiature rotanti vicine e la storia delle vibrazioni |
| Corrosione o confusione di materiali | Materiale errato o componenti degradati perdono integrità in servizio | Verificare MTR, PMI, marcatura e compatibilità di servizio |
Come i Problemi delle Guarnizioni Causano Perdite nelle Flange
La selezione impropria della guarnizione è una delle cause più comuni di perdita nelle flange nelle raffinerie. Una guarnizione può apparire dimensionalmente corretta e comunque fallire se il materiale non corrisponde alla chimica del servizio, intervallo di temperatura, classe di pressione, facciata della flangia o requisiti di compressione. Ciò è particolarmente comune dopo lavori di arresto quando tipi di guarnizioni visivamente simili vengono sostituiti senza revisione ingegneristica.
Nella pratica delle raffinerie, il fallimento della guarnizione spesso si manifesta in uno di questi modelli:
- La perdita inizia dopo l'avvio perché la guarnizione si rilassa sotto calore e il precarico diminuisce
- La perdita appare in servizio acido, umido o chimicamente aggressivo perché il materiale della guarnizione è incompatibile
- La perdita si ripete dopo ogni turnaround perché la stessa sostituzione non approvata continua ad essere installata
- La perdita si manifesta solo sotto ciclismo perché la guarnizione selezionata non può recuperare sotto movimento termico
Prima dell'installazione, i team dovrebbero verificare la guarnizione rispetto al design del giunto, non solo alla dimensione della flangia. Ciò include il mezzo di servizio, temperatura operativa e di sconvolgimento, pressione, tipo di facciata e lista di manutenzione approvata. Se stai revisionando la pratica di sostituzione, questa guida correlata su Selezione della guarnizione per flangia e compatibilità di servizio è un utile controllo incrociato.
Esempio sul campo: Una perdita all'avvio di una raffineria su una linea di idrocarburi caldi è stata ricondotta a una guarnizione che corrispondeva alle dimensioni della flangia ma non al grado di materiale approvato per il ciclo termico. Il giunto si è sigillato durante i controlli statici, per poi perdere una volta avvenuta l'equalizzazione della temperatura e il rilassamento del precarico.
Come la perdita di precarico dei bulloni causa perdite nelle flange
Molte perdite nelle flange delle raffinerie sono problemi di precarico, non “problemi di coppia”.” Una flangia può perdere anche quando il valore di coppia registrato sembra corretto, perché la coppia è solo un modo indiretto per creare tensione nei bulloni. La condizione di lubrificazione, la dispersione dell'attrito, l'incassamento, l'assestamento termico e le vibrazioni influenzano quanta forza di serraggio reale rimane dopo l'avvio.
- Il serraggio irregolare crea zone localizzate a basso carico attorno alla guarnizione
- Il serraggio eccessivo può danneggiare la guarnizione e accelerare il rilassamento
- Il serraggio insufficiente lascia troppo poco stress di assestamento fin dall'inizio
- Diverse condizioni di lubrificazione tra i bulloni creano dispersione del precarico anche alla stessa coppia
- Il ciclaggio termico e le vibrazioni possono ridurre la tensione effettiva dei bulloni dopo l'avviamento
I giunti critici della raffineria devono essere assemblati con serraggio a stadi, una sequenza definita, utensili calibrati e fasi di verifica. Quando le procedure lo richiedono, metodi di serraggio avanzati o tensionamento idraulico possono migliorare la coerenza su giunti grandi o ad alta conseguenza. Per il controllo dell'assemblaggio correlato, vedere questa guida all'assemblaggio della flangia per l'integrità del giunto a tenuta zero.
Promemoria pratico: Quando una flangia perde dopo l'avviamento, non guardare solo il numero di coppia finale. Controllare la ritenzione del precarico, la coerenza del lubrificante, il modello di compressione della guarnizione e se i carichi operativi hanno modificato il giunto dopo l'assemblaggio.
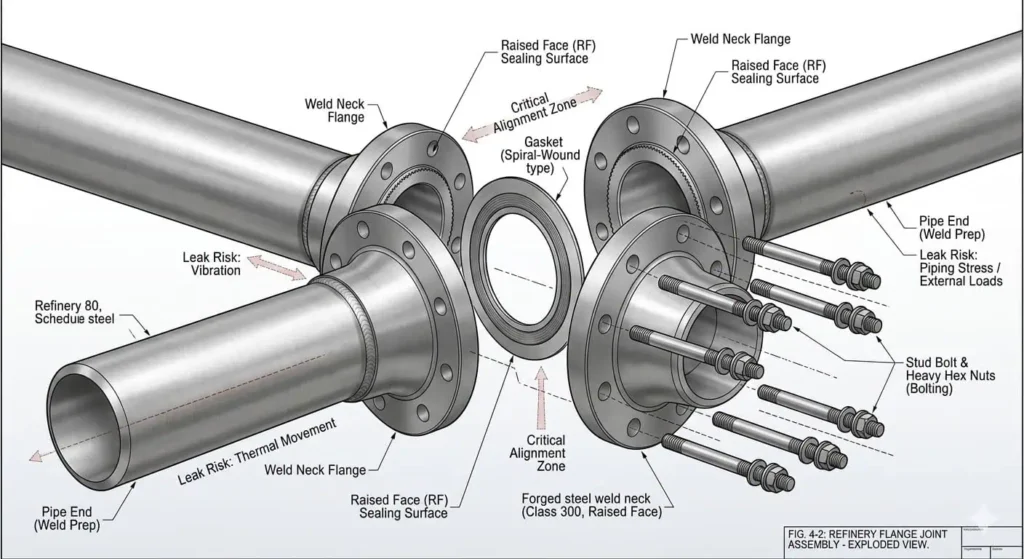
Disallineamento e sollecitazioni della tubazione possono causare perdite della flangia?
Sì. Il disallineamento della flangia e il carico esterno della tubazione sono le principali cause di perdite ripetute. Se un tratto di tubazione viene tirato in posizione con i bulloni, parte del carico del bullone viene consumato dalla flessione e dal montaggio forzato invece che dalla compressione della guarnizione. Il giunto può sembrare chiuso, ma il precarico viene già utilizzato per combattere il disallineamento. Una volta che la linea si riscalda, vibra o si muove, la guarnizione si scarica localmente e inizia la perdita.
- Il disallineamento angolare provoca un carico irregolare della faccia
- L'offset parallelo crea una seduta non uniforme della guarnizione
- Supporti inadeguati trasferiscono lo stress della tubazione nella flangia
- Le vibrazioni della pompa o del compressore accelerano la perdita di precarico
- Il carico dell'ugello può deformare il giunto anche quando la flangia stessa è corretta
Esempio sul campo: Una flangia di aspirazione della pompa ha perso ripetutamente nonostante più cambi di guarnizione. La causa effettiva era la scarsa rigidità dei supporti e le vibrazioni. Una volta corretti la condizione dei supporti e l'allineamento della tubazione, la flangia ha smesso di perdere.
Come le Superfici Danneggiate delle Flange Causano Perdite
Una superficie di flangia danneggiata può creare percorsi di perdita immediati anche quando la guarnizione e il carico dei bulloni sono corretti. Graffi, fosse da corrosione, residui di vecchie guarnizioni, spruzzo eccessivo, schizzi di saldatura, ruggine o sporco interrompono la banda di contatto e impediscono una tenuta uniforme. Negli ambienti di raffineria, i lavori di arresto e le condizioni di stoccaggio spesso introducono danni alla superficie molto prima che il giunto venga riassemblato.
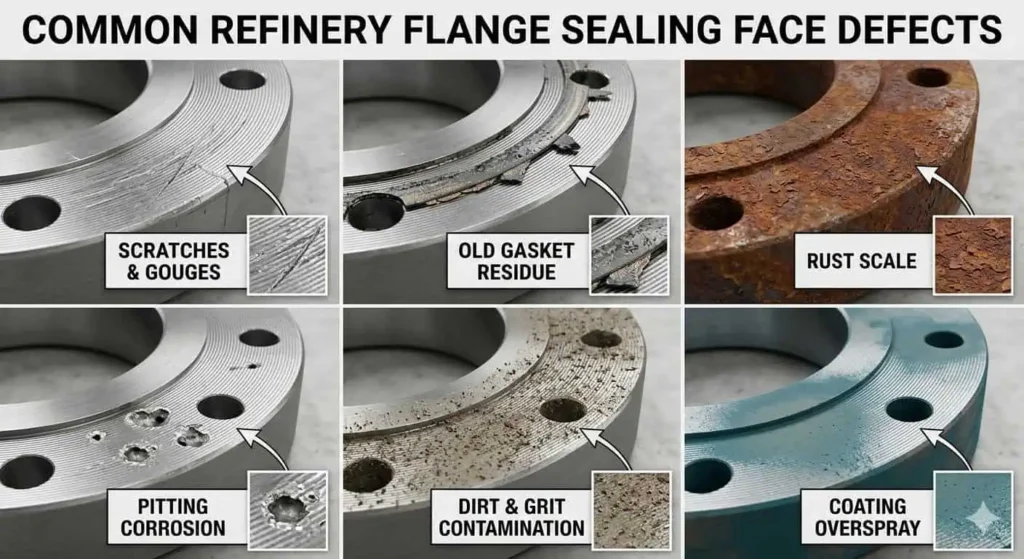
- I residui di vecchie guarnizioni creano punti alti e compressione irregolare
- Graffi radiali possono diventare canali di perdita diretti
- Pit di corrosione riducono l'area di contatto reale nella fascia della guarnizione
- Superfici sporche impediscono un corretto posizionamento stabile della guarnizione fin dal primo serraggio
Se il vostro team riscontra perdite ripetute dopo la manutenzione, ispezionate sempre la fascia di tenuta prima di attribuire la colpa alla nuova guarnizione. Per pratiche di prevenzione più ampie, consultate cause comuni di perdite nelle flange e misure preventive.
Come la corrosione e la confusione dei materiali causano perdite
La corrosione e i fallimenti nella tracciabilità spesso trasformano una piccola perdita in una flange in un problema di arresto ripetuto. Nel servizio di raffineria, la corrosione può attaccare la superficie della flange, i bulloni o l'ambiente della guarnizione. Allo stesso tempo, i lavori di manutenzione possono introdurre materiali errati se i controlli di ricezione e i controlli di tracciabilità sono deboli.
- Una flange o un materiale di bullonatura errato può corrodersi più velocemente del previsto in servizio
- Un materiale di guarnizione errato può indurirsi, gonfiarsi, diventare fragile o degradarsi chimicamente
- La mancanza di registri MTR o PMI rende l'analisi delle cause più lenta e meno affidabile
- La sostituzione del materiale durante i lavori di turnaround può passare inosservata senza controlli di marcatura adeguati
Le giunzioni critiche dovrebbero essere supportate da tracciabilità del lotto termico, marcature chiare e registri di verifica del materiale ove richiesto. Una pagina utile qui è come leggere le marcature delle flange e le informazioni di tracciabilità.
Perché le perdite delle flange si ripetono dopo l'avviamento o il turnaround
Le perdite delle flange spesso si ripetono dopo l'avviamento perché la riparazione originale ha affrontato solo il sintomo visibile. I team sostituiscono la guarnizione, serrano nuovamente i bulloni o cambiano un componente, ma le cause sottostanti rimangono: disallineamento, vibrazione, perdita di precarico termico, facce danneggiate o scarsa documentazione di ciò che è stato installato l'ultima volta.
- Il riscaldamento all'avviamento cambia l'allineamento della flange e la ritenzione del precarico
- L'incassamento e l'assestamento della guarnizione riducono la forza di serraggio dopo il funzionamento iniziale
- La pressione del programma di turnaround può portare a sostituzioni e controlli finali incompleti
- Registri di perdite deboli consentono di ripetere lo stesso errore sullo stesso giunto
| Tempo di perdita osservato | Tipico schema di causa principale | Migliore prima revisione |
|---|---|---|
| Perdita che appare poco dopo l'avvio | Perdita di precarico, errore di centraggio della guarnizione, assestamento termico | Registro di assemblaggio, tipo di guarnizione, sequenza di serraggio, condizione di lubrificazione |
| La perdita si ripresenta dopo ogni fermo | Pratica di sostituzione errata, preparazione superficiale scadente, disallineamento non risolto | Registro storico del giunto, parti utilizzate, standard di ispezione superficiale |
| La perdita aumenta con vibrazioni o variazioni di flusso | Carico esterno della tubazione o problema di supporto | Layout di supporto, allineamento, tendenza delle vibrazioni |
| Perdita che si manifesta lentamente in servizio corrosivo | Incompatibilità dei materiali, corrosione o progressione del danno superficiale | Registri dei materiali, chimica del servizio, cronologia delle ispezioni |
Come Risolvere i Problemi di una Perdita in una Flangia
Iniziare con il Modello di Perdita e il Contesto del Servizio
Il modo più rapido per risolvere i problemi di una perdita in una flangia è catturare il modello di perdita prima di disturbare il giunto. Notare se la perdita è percolazione, gocciolamento, vapore, solo macchia, intermittente durante il cambiamento termico o correlata alle vibrazioni dell'attrezzatura. Registrare l'ID del giunto, il servizio, lo stato di avvio, la manutenzione recente e qualsiasi problema noto di supporto o allineamento.
Importante: Questo articolo è una guida ingegneristica per la risoluzione dei problemi, non un'istruzione di lavoro in tempo reale. Seguire sempre le procedure di isolamento della raffineria, permessi, test del gas, integrità meccanica e risposta di emergenza prima dell'ispezione, allentamento, serraggio o smontaggio.
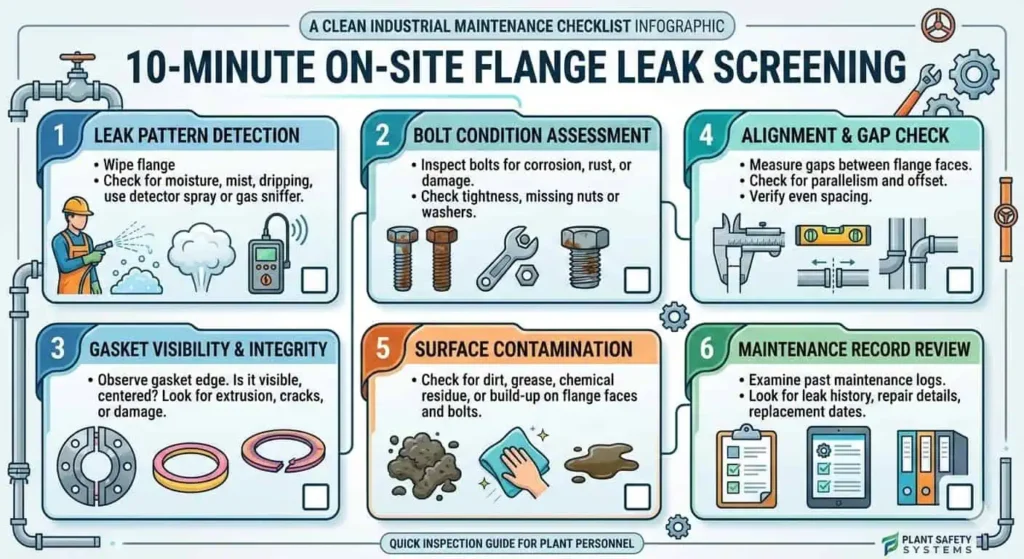
Lista di controllo per screening in loco di 10 minuti
| Passaggio | Cosa Controllare | Perché è importante |
|---|---|---|
| 1 | Schema e posizione della perdita | Aiuta a distinguere le perdite relative alla faccia della guarnizione, ai bulloni, adiacenti alla saldatura e alle vibrazioni |
| 2 | Condizione dei bulloni e indizi visibili di carico | Corrosione, hardware allentato, posizione della rondella, mancanza di segni di testimonianza possono indicare problemi di precarico |
| 3 | Indizi della guarnizione se visibili | Posizionamento fuori centro o fuoriuscita suggeriscono problemi di centraggio o compressione |
| 4 | Condizione di allineamento e supporto | Variazione dello spazio tra le facce, stress del raccordo, supporti allentati e vibrazioni spesso causano perdite ripetute |
| 5 | Evidenza di contaminazione superficiale | Ruggine, residui, sporco, sovraspray o materiale di guarnizione precedente spesso spiegano le perdite all'avvio |
| 6 | Manutenzione e documentazione recenti | La mancanza di registrazioni di coppia di serraggio, guarnizioni, MTR o PMI aumenta il rischio di sostituzione e ripetizione dei guasti |
Cosa controllare dopo l'isolamento o lo spegnimento
La conferma della causa principale dovrebbe basarsi su prove fisiche, non sulla memoria. Dopo che il sistema è stato isolato in sicurezza, ispezionare i segni di compressione della guarnizione, le condizioni della faccia della flangia, i filetti dei bulloni e le rondelle, le condizioni del supporto e le zone di saldatura vicine, se applicabile. Fotografare il giunto prima della pulizia per non perdere le prove di trasferimento di residui, compressione irregolare o direzione della perdita.
- Controllare il modello di compressione della guarnizione per carico irregolare o posizionamento fuori centro
- Ispezionare le facce delle flange per graffi, pitting, corrosione o materiale di guarnizione residuo
- Rivedere bulloni, perni, dadi e rondelle per indizi di corrosione, grippaggio o lubrificazione incoerente
- Confermare l'identità del materiale e la documentazione se si sospetta una sostituzione
- Confrontare i risultati con la cronologia delle perdite precedenti per lo stesso ID giunto
Cosa non fare durante la risoluzione dei problemi di una perdita in flangia
- Non presumere che ogni perdita sia solo un problema di guarnizione
- Non utilizzare i bulloni per forzare l'allineamento della tubazione
- Non sostituire i materiali della guarnizione solo in base all'aspetto o alle dimensioni
- Non saltare la documentazione dell'ID giunto, del metodo di assemblaggio e dei materiali utilizzati
- Non danneggiare la superficie di tenuta durante la pulizia
- Non ignorare le vibrazioni, il supporto o il carico della tubazione nelle posizioni di perdita ricorrenti
Come prevenire le perdite in flangia nelle raffinerie
Selezione Corretta nella Fase di Progettazione e Approvvigionamento
La prevenzione delle perdite inizia molto prima dell'assemblaggio della flangia. Gli ingegneri e gli acquirenti devono confermare il tipo di flangia, la classe, la facciatura, il materiale, la compatibilità della guarnizione, il serraggio e l'intervallo di servizio prima che i componenti vengano rilasciati in cantiere. Una dimensione corretta della flangia non è sufficiente se la base di progettazione del giunto è errata.
- Abbinare il tipo di flangia e la facciatura alla gravità del servizio e alla strategia di manutenzione
- Verificare la compatibilità della guarnizione con il fluido, la pressione e la temperatura
- Confermare la classe dei bulloni e i requisiti di assemblaggio
- Rivedere i registri dei materiali, le marcature e la tracciabilità prima dell'installazione
Per l'ispezione in ingresso e la revisione del fornitore, questa pagina su controlli di qualità per le flange può aiutare a rafforzare il controllo degli approvvigionamenti.
Controllo qualità dell'installazione e disciplina di assemblaggio
Una disciplina di assemblaggio rigorosa è il modo più rapido e pratico per ridurre le perdite dalle flange. Pulire le superfici di tenuta, verificare la guarnizione, centrarla correttamente, allineare le flange prima di caricare i bulloni e utilizzare un serraggio graduale con attrezzi calibrati. Per i giunti critici, registrare il metodo di assemblaggio e il risultato della verifica tramite ID del giunto.
- Ispezionare e pulire la faccia di tenuta prima del montaggio
- Confermare che tipo, dimensione e servizio della guarnizione corrispondano
- Centrare la guarnizione prima del carico finale
- Verificare l'allineamento prima del serraggio
- Utilizzare serraggio graduale e una sequenza controllata
- Registrare l'ID del giunto, il metodo, la data e le osservazioni critiche
Ispezione, Manutenzione e Tracciamento della Cronologia delle Perdite
Le perdite ripetute di solito si fermano solo quando la cronologia del giunto viene tracciata. I team di raffineria dovrebbero registrare i giunti soggetti a perdite per ID, annotare le osservazioni di avviamento, confrontare le posizioni ricorrenti e collegare ogni evento alle parti installate e al metodo di montaggio utilizzato. Ciò rende la pianificazione dei fermi più intelligente e l'analisi delle cause più rapida.
- Tracciare le posizioni ricorrenti delle perdite per ID del giunto
- Rivedere le tendenze delle perdite all'avvio dopo le fermate
- Controllare i supporti e le vibrazioni alle giunzioni soggette a perdite ripetute
- Mantenere i registri MTR, PMI, guarnizioni e assemblaggio collegati alla giunzione
Controlli di qualità e tracciabilità del fornitore
La qualità del fornitore è importante perché le indagini sulle perdite nelle raffinerie spesso si concludono con una lacuna documentale. Gli acquirenti dovrebbero verificare i sistemi di qualità del fornitore, la tracciabilità dei materiali, le marcature dei prodotti e i registri di ispezione prima dell'installazione. Prodotti certificati e tracciabili riducono l'incertezza, specialmente nelle giunzioni ad alta conseguenza.
| Voce della lista di controllo | Perché è importante |
|---|---|
| Sistema di qualità del fornitore | Conferma pratiche di produzione e documentazione controllate |
| Revisione MTR | Verifica le proprietà chimiche e meccaniche rispetto alla specifica |
| Tracciabilità del lotto di fusione | Collega l'elemento installato ai registri per audit e analisi dei guasti |
| PMI o controlli aggiuntivi dove richiesto | Riduce il rischio di confusione dei materiali in servizio critico |
| Registro di assemblaggio per ID giunto | Supporta la diagnosi di guasti ripetuti dopo l'avvio o la manutenzione |
Se il tuo team sta esaminando l'identità dei componenti e i registri QA, questi riferimenti interni si adattano naturalmente al flusso di lavoro: marcature delle flange e tracciabilità e assemblaggio delle flange per zero perdite.
Standard tecnici e riferimenti
Le specifiche del progetto e le procedure del sito rimangono i documenti di riferimento. I seguenti standard sono comunemente rilevanti quando si selezionano, assemblano, ispezionano o risolvono i problemi dei giunti delle flange di raffineria:
- ASME PCC-1 — guida all'assemblaggio del giunto flangiato imbullonato
- ASME B16.5 — flange per tubazioni e raccordi flangiati
- ASME B16.47 — flange in acciaio di grande diametro
- API 570 — codice di ispezione delle tubazioni
- Guida EPA LDAR — contesto di rilevamento e riparazione delle perdite per impianti sensibili alle emissioni
Importante: Questa pagina è una guida ai contenuti ingegneristici. Non sostituisce le istruzioni di lavoro della raffineria, le regole del permesso di lavoro, la procedura di isolamento, lo standard di bullonatura o le specifiche del progetto.
FAQ
Quali sono le cause delle perdite nelle flange dopo l'avvio?
La maggior parte delle perdite delle flange dopo l'avviamento è causata dalla perdita di precarico, problemi di posizionamento della guarnizione, disallineamento o carichi esterni non risolti. Un giunto può apparire in buone condizioni durante l'assemblaggio ma iniziare a perdere dopo che l'espansione termica, le vibrazioni o l'incassamento della guarnizione riducono la sollecitazione di tenuta effettiva.
La disallineamento della flangia può causare perdite?
Sì. Il disallineamento della flange è una delle principali cause di perdite delle flange in raffineria. Quando i bulloni vengono utilizzati per posizionare le flange, parte del carico del bullone viene persa per la correzione dell'allineamento. Ciò riduce la compressione della guarnizione e crea percorsi di perdita locali durante il funzionamento.
Perché i bulloni delle flange sembrano allentarsi dopo l'avvio?
Il precarico dei bulloni può diminuire dopo l'avvio a causa dell'incassamento, dei cicli termici, delle vibrazioni e della dispersione del precarico correlata alla lubrificazione. Ciò che sembra “bulloni allentati” è spesso un problema di ritenzione del precarico piuttosto che un semplice problema di coppia.
Una faccia di flangia danneggiata può causare perdite?
Sì. Graffi, pitting, corrosione, sporco e residui di vecchie guarnizioni possono tutti causare perdite nelle flange. Anche una guarnizione corretta e un carico dei bulloni corretto possono fallire se la superficie di tenuta è danneggiata o contaminata nella banda di contatto della guarnizione.
Quali errori di guarnizione causano perdite nelle flange?
Gli errori più comuni con le guarnizioni sono materiale errato, compatibilità della faccia errata, dimensione errata, installazione fuori centro e sostituzione non approvata durante lo spegnimento. Nel servizio di raffineria, questi errori spesso si manifestano come perdite dopo l'avvio o sotto cicli di temperatura.
Le vibrazioni possono causare perdite nelle flange di raffineria?
Sì. Le vibrazioni possono scaricare la guarnizione, spostare il giunto e ridurre il precarico dei bulloni nel tempo. Le perdite ripetute vicino a pompe, compressori e linee scarsamente supportate dovrebbero sempre innescare una revisione delle vibrazioni e del supporto.
Si deve serrare nuovamente una flangia che perde in servizio?
Non assumere che il serraggio in servizio sia sicuro o consentito. I sistemi pressurizzati o pericolosi delle raffinerie devono seguire le procedure del sito, la revisione ingegneristica, i requisiti di isolamento e le regole di risposta alle emergenze. Molte perdite richiedono uno spegnimento controllato e la correzione della causa principale piuttosto che un ulteriore serraggio.
Quali registri devono essere conservati per la tracciabilità delle flange?
Come minimo, conservare i certificati di prova del materiale (MTR), le marcature o i registri di tracciabilità del lotto di fusione, i registri di identificazione positiva del materiale (PMI) dove richiesti, l'identificazione della guarnizione e i registri di assemblaggio collegati all'ID del giunto. Questi registri rendono l'indagine sui guasti e la prevenzione delle perdite ripetute molto più veloce e affidabile.
Cosa causa le perdite nelle flange delle raffinerie? Le cause più comuni sono selezione errata della guarnizione, precarico irregolare dei bulloni, disallineamento della flangia, facce della flangia danneggiate, vibrazioni, stress della tubazione, corrosione e scarsa tracciabilità della manutenzione. Nel servizio di raffineria, la perdita della flangia raramente deriva da un solo errore. Un giunto può superare l'idroprova e ancora perdere dopo l'avvio perché la guarnizione, i bulloni, la facciata, l'allineamento e i carichi operativi non sono mai stati controllati come un unico sistema.
Risposta diretta: La maggior parte delle perdite nelle flange delle raffinerie inizia con errori di assemblaggio, ma perdite ripetute o difficili da fermare di solito coinvolgono un secondo strato di cause come cicli termici, carico esterno della tubazione, vibrazioni vicino alle pompe, servizio corrosivo o sostituzione non documentata di guarnizioni e materiali durante i lavori di arresto.
- Materiale, spessore, dimensione o compatibilità della facciata della guarnizione errati
- Serraggio irregolare dei bulloni e precarico basso o instabile
- Disallineamento della flangia o utilizzo di bulloni per tirare la tubazione in posizione
- Facce di tenuta graffiate, corrose, sporche o coperte di residui
- Vibrazioni, carichi su ugelli, posizionamento errato dei supporti o movimenti termici
- Corrosione, erosione e degrado legato al servizio
- Mancanza di registri MTR, PMI, coppia di serraggio o cronologia dei giunti dopo la manutenzione
Per i team di raffineria, l'obiettivo pratico non è solo fermare la perdita visibile. L'obiettivo è identificare la causa principale della perdita della flangia, correggere la fattori contribuenti a livello di sistema, e impedire che lo stesso giunto perda nuovamente al prossimo avvio.
Cosa causa le perdite delle flange nelle raffinerie?
La perdita della flangia in raffineria di solito inizia in uno di questi sei punti: scelta della guarnizione, precarico dei bulloni, allineamento della flangia, condizioni della faccia, carico esterno o degrado legato al servizio. La perdita diventa più difficile da risolvere quando la documentazione è carente, perché i team non sanno più quale guarnizione è stata utilizzata, come è stato serrato il giunto o se è avvenuta una sostituzione del materiale durante l'ultimo turnaround.
| Causa Comune di Perdita in Flangia | Perché Provoca Perdite | Controllo Tipico Iniziale |
|---|---|---|
| Selezione errata della guarnizione | La guarnizione non può mantenere lo stress di tenuta sotto le condizioni effettive del mezzo, temperatura, pressione o superficie | Verificare che tipo, materiale, spessore, dimensione e superficie della guarnizione corrispondano |
| Precarico non uniforme dei bulloni | La compressione non uniforme scarica la guarnizione e apre percorsi di perdita | Rivedere la sequenza di serraggio, la condizione di lubrificazione e il registro di assemblaggio |
| Disallineamento della flangia | I bulloni sopportano il carico di allineamento invece del carico di serraggio della guarnizione | Verificare lo spazio tra le facce, l'adattamento dei fori dei bulloni, lo stress del tratto di tubazione e le condizioni dei supporti |
| Faccia della flangia danneggiata o sporca | Graffi, ruggine, residui o detriti interrompono il contatto di tenuta | Ispezionare la fascia della guarnizione prima del rimontaggio |
| Vibrazioni e stress della tubazione | I carichi esterni modificano la tensione dei bulloni e deformano il giunto durante il funzionamento | Verificare i supporti, le apparecchiature rotanti vicine e la storia delle vibrazioni |
| Corrosione o confusione di materiali | Materiale errato o componenti degradati perdono integrità in servizio | Verificare MTR, PMI, marcatura e compatibilità di servizio |
Come i Problemi delle Guarnizioni Causano Perdite nelle Flange
La selezione impropria della guarnizione è una delle cause più comuni di perdita nelle flange nelle raffinerie. Una guarnizione può apparire dimensionalmente corretta e comunque fallire se il materiale non corrisponde alla chimica del servizio, intervallo di temperatura, classe di pressione, facciata della flangia o requisiti di compressione. Ciò è particolarmente comune dopo lavori di arresto quando tipi di guarnizioni visivamente simili vengono sostituiti senza revisione ingegneristica.
Nella pratica delle raffinerie, il fallimento della guarnizione spesso si manifesta in uno di questi modelli:
- La perdita inizia dopo l'avvio perché la guarnizione si rilassa sotto calore e il precarico diminuisce
- La perdita appare in servizio acido, umido o chimicamente aggressivo perché il materiale della guarnizione è incompatibile
- La perdita si ripete dopo ogni turnaround perché la stessa sostituzione non approvata continua ad essere installata
- La perdita si manifesta solo sotto ciclismo perché la guarnizione selezionata non può recuperare sotto movimento termico
Prima dell'installazione, i team dovrebbero verificare la guarnizione rispetto al design del giunto, non solo alla dimensione della flangia. Ciò include il mezzo di servizio, temperatura operativa e di sconvolgimento, pressione, tipo di facciata e lista di manutenzione approvata. Se stai revisionando la pratica di sostituzione, questa guida correlata su Selezione della guarnizione per flangia e compatibilità di servizio è un utile controllo incrociato.
Esempio sul campo: Una perdita all'avvio di una raffineria su una linea di idrocarburi caldi è stata ricondotta a una guarnizione che corrispondeva alle dimensioni della flangia ma non al grado di materiale approvato per il ciclo termico. Il giunto si è sigillato durante i controlli statici, per poi perdere una volta avvenuta l'equalizzazione della temperatura e il rilassamento del precarico.
Come la perdita di precarico dei bulloni causa perdite nelle flange
Molte perdite nelle flange delle raffinerie sono problemi di precarico, non “problemi di coppia”.” Una flangia può perdere anche quando il valore di coppia registrato sembra corretto, perché la coppia è solo un modo indiretto per creare tensione nei bulloni. La condizione di lubrificazione, la dispersione dell'attrito, l'incassamento, l'assestamento termico e le vibrazioni influenzano quanta forza di serraggio reale rimane dopo l'avvio.
- Il serraggio irregolare crea zone localizzate a basso carico attorno alla guarnizione
- Il serraggio eccessivo può danneggiare la guarnizione e accelerare il rilassamento
- Il serraggio insufficiente lascia troppo poco stress di assestamento fin dall'inizio
- Diverse condizioni di lubrificazione tra i bulloni creano dispersione del precarico anche alla stessa coppia
- Il ciclaggio termico e le vibrazioni possono ridurre la tensione effettiva dei bulloni dopo l'avviamento
I giunti critici della raffineria devono essere assemblati con serraggio a stadi, una sequenza definita, utensili calibrati e fasi di verifica. Quando le procedure lo richiedono, metodi di serraggio avanzati o tensionamento idraulico possono migliorare la coerenza su giunti grandi o ad alta conseguenza. Per il controllo dell'assemblaggio correlato, vedere questa guida all'assemblaggio della flangia per l'integrità del giunto a tenuta zero.
Promemoria pratico: Quando una flangia perde dopo l'avviamento, non guardare solo il numero di coppia finale. Controllare la ritenzione del precarico, la coerenza del lubrificante, il modello di compressione della guarnizione e se i carichi operativi hanno modificato il giunto dopo l'assemblaggio.
Disallineamento e sollecitazioni della tubazione possono causare perdite della flangia?
Sì. Il disallineamento della flangia e il carico esterno della tubazione sono le principali cause di perdite ripetute. Se un tratto di tubazione viene tirato in posizione con i bulloni, parte del carico del bullone viene consumato dalla flessione e dal montaggio forzato invece che dalla compressione della guarnizione. Il giunto può sembrare chiuso, ma il precarico viene già utilizzato per combattere il disallineamento. Una volta che la linea si riscalda, vibra o si muove, la guarnizione si scarica localmente e inizia la perdita.
- Il disallineamento angolare provoca un carico irregolare della faccia
- L'offset parallelo crea una seduta non uniforme della guarnizione
- Supporti inadeguati trasferiscono lo stress della tubazione nella flangia
- Le vibrazioni della pompa o del compressore accelerano la perdita di precarico
- Il carico dell'ugello può deformare il giunto anche quando la flangia stessa è corretta
Esempio sul campo: Una flangia di aspirazione della pompa ha perso ripetutamente nonostante più cambi di guarnizione. La causa effettiva era la scarsa rigidità dei supporti e le vibrazioni. Una volta corretti la condizione dei supporti e l'allineamento della tubazione, la flangia ha smesso di perdere.
Come le Superfici Danneggiate delle Flange Causano Perdite
Una superficie di flangia danneggiata può creare percorsi di perdita immediati anche quando la guarnizione e il carico dei bulloni sono corretti. Graffi, fosse da corrosione, residui di vecchie guarnizioni, spruzzo eccessivo, schizzi di saldatura, ruggine o sporco interrompono la banda di contatto e impediscono una tenuta uniforme. Negli ambienti di raffineria, i lavori di arresto e le condizioni di stoccaggio spesso introducono danni alla superficie molto prima che il giunto venga riassemblato.
- I residui di vecchie guarnizioni creano punti alti e compressione irregolare
- Graffi radiali possono diventare canali di perdita diretti
- Pit di corrosione riducono l'area di contatto reale nella fascia della guarnizione
- Superfici sporche impediscono un corretto posizionamento stabile della guarnizione fin dal primo serraggio
Se il vostro team riscontra perdite ripetute dopo la manutenzione, ispezionate sempre la fascia di tenuta prima di attribuire la colpa alla nuova guarnizione. Per pratiche di prevenzione più ampie, consultate cause comuni di perdite nelle flange e misure preventive.
Come la corrosione e la confusione dei materiali causano perdite
La corrosione e i fallimenti nella tracciabilità spesso trasformano una piccola perdita in una flange in un problema di arresto ripetuto. Nel servizio di raffineria, la corrosione può attaccare la superficie della flange, i bulloni o l'ambiente della guarnizione. Allo stesso tempo, i lavori di manutenzione possono introdurre materiali errati se i controlli di ricezione e i controlli di tracciabilità sono deboli.
- Una flange o un materiale di bullonatura errato può corrodersi più velocemente del previsto in servizio
- Un materiale di guarnizione errato può indurirsi, gonfiarsi, diventare fragile o degradarsi chimicamente
- La mancanza di registri MTR o PMI rende l'analisi delle cause più lenta e meno affidabile
- La sostituzione del materiale durante i lavori di turnaround può passare inosservata senza controlli di marcatura adeguati
Le giunzioni critiche dovrebbero essere supportate da tracciabilità del lotto termico, marcature chiare e registri di verifica del materiale ove richiesto. Una pagina utile qui è come leggere le marcature delle flange e le informazioni di tracciabilità.
Perché le perdite delle flange si ripetono dopo l'avviamento o il turnaround
Le perdite delle flange spesso si ripetono dopo l'avviamento perché la riparazione originale ha affrontato solo il sintomo visibile. I team sostituiscono la guarnizione, serrano nuovamente i bulloni o cambiano un componente, ma le cause sottostanti rimangono: disallineamento, vibrazione, perdita di precarico termico, facce danneggiate o scarsa documentazione di ciò che è stato installato l'ultima volta.
- Il riscaldamento all'avviamento cambia l'allineamento della flange e la ritenzione del precarico
- L'incassamento e l'assestamento della guarnizione riducono la forza di serraggio dopo il funzionamento iniziale
- La pressione del programma di turnaround può portare a sostituzioni e controlli finali incompleti
- Registri di perdite deboli consentono di ripetere lo stesso errore sullo stesso giunto
| Tempo di perdita osservato | Tipico schema di causa principale | Migliore prima revisione |
|---|---|---|
| Perdita che appare poco dopo l'avvio | Perdita di precarico, errore di centraggio della guarnizione, assestamento termico | Registro di assemblaggio, tipo di guarnizione, sequenza di serraggio, condizione di lubrificazione |
| La perdita si ripresenta dopo ogni fermo | Pratica di sostituzione errata, preparazione superficiale scadente, disallineamento non risolto | Registro storico del giunto, parti utilizzate, standard di ispezione superficiale |
| La perdita aumenta con vibrazioni o variazioni di flusso | Carico esterno della tubazione o problema di supporto | Layout di supporto, allineamento, tendenza delle vibrazioni |
| Perdita che si manifesta lentamente in servizio corrosivo | Incompatibilità dei materiali, corrosione o progressione del danno superficiale | Registri dei materiali, chimica del servizio, cronologia delle ispezioni |
Come Risolvere i Problemi di una Perdita in una Flangia
Iniziare con il Modello di Perdita e il Contesto del Servizio
Il modo più rapido per risolvere i problemi di una perdita in una flangia è catturare il modello di perdita prima di disturbare il giunto. Notare se la perdita è percolazione, gocciolamento, vapore, solo macchia, intermittente durante il cambiamento termico o correlata alle vibrazioni dell'attrezzatura. Registrare l'ID del giunto, il servizio, lo stato di avvio, la manutenzione recente e qualsiasi problema noto di supporto o allineamento.
Importante: Questo articolo è una guida ingegneristica per la risoluzione dei problemi, non un'istruzione di lavoro in tempo reale. Seguire sempre le procedure di isolamento della raffineria, permessi, test del gas, integrità meccanica e risposta di emergenza prima dell'ispezione, allentamento, serraggio o smontaggio.
Lista di controllo per screening in loco di 10 minuti
| Passaggio | Cosa Controllare | Perché è importante |
|---|---|---|
| 1 | Schema e posizione della perdita | Aiuta a distinguere le perdite relative alla faccia della guarnizione, ai bulloni, adiacenti alla saldatura e alle vibrazioni |
| 2 | Condizione dei bulloni e indizi visibili di carico | Corrosione, hardware allentato, posizione della rondella, mancanza di segni di testimonianza possono indicare problemi di precarico |
| 3 | Indizi della guarnizione se visibili | Posizionamento fuori centro o fuoriuscita suggeriscono problemi di centraggio o compressione |
| 4 | Condizione di allineamento e supporto | Variazione dello spazio tra le facce, stress del raccordo, supporti allentati e vibrazioni spesso causano perdite ripetute |
| 5 | Evidenza di contaminazione superficiale | Ruggine, residui, sporco, sovraspray o materiale di guarnizione precedente spesso spiegano le perdite all'avvio |
| 6 | Manutenzione e documentazione recenti | La mancanza di registrazioni di coppia di serraggio, guarnizioni, MTR o PMI aumenta il rischio di sostituzione e ripetizione dei guasti |
Cosa controllare dopo l'isolamento o lo spegnimento
La conferma della causa principale dovrebbe basarsi su prove fisiche, non sulla memoria. Dopo che il sistema è stato isolato in sicurezza, ispezionare i segni di compressione della guarnizione, le condizioni della faccia della flangia, i filetti dei bulloni e le rondelle, le condizioni del supporto e le zone di saldatura vicine, se applicabile. Fotografare il giunto prima della pulizia per non perdere le prove di trasferimento di residui, compressione irregolare o direzione della perdita.
- Controllare il modello di compressione della guarnizione per carico irregolare o posizionamento fuori centro
- Ispezionare le facce delle flange per graffi, pitting, corrosione o materiale di guarnizione residuo
- Rivedere bulloni, perni, dadi e rondelle per indizi di corrosione, grippaggio o lubrificazione incoerente
- Confermare l'identità del materiale e la documentazione se si sospetta una sostituzione
- Confrontare i risultati con la cronologia delle perdite precedenti per lo stesso ID giunto
Cosa non fare durante la risoluzione dei problemi di una perdita in flangia
- Non presumere che ogni perdita sia solo un problema di guarnizione
- Non utilizzare i bulloni per forzare l'allineamento della tubazione
- Non sostituire i materiali della guarnizione solo in base all'aspetto o alle dimensioni
- Non saltare la documentazione dell'ID giunto, del metodo di assemblaggio e dei materiali utilizzati
- Non danneggiare la superficie di tenuta durante la pulizia
- Non ignorare le vibrazioni, il supporto o il carico della tubazione nelle posizioni di perdita ricorrenti
Come prevenire le perdite in flangia nelle raffinerie
Selezione Corretta nella Fase di Progettazione e Approvvigionamento
La prevenzione delle perdite inizia molto prima dell'assemblaggio della flangia. Gli ingegneri e gli acquirenti devono confermare il tipo di flangia, la classe, la facciatura, il materiale, la compatibilità della guarnizione, il serraggio e l'intervallo di servizio prima che i componenti vengano rilasciati in cantiere. Una dimensione corretta della flangia non è sufficiente se la base di progettazione del giunto è errata.
- Abbinare il tipo di flangia e la facciatura alla gravità del servizio e alla strategia di manutenzione
- Verificare la compatibilità della guarnizione con il fluido, la pressione e la temperatura
- Confermare la classe dei bulloni e i requisiti di assemblaggio
- Rivedere i registri dei materiali, le marcature e la tracciabilità prima dell'installazione
Per l'ispezione in ingresso e la revisione del fornitore, questa pagina su controlli di qualità per le flange può aiutare a rafforzare il controllo degli approvvigionamenti.
Controllo qualità dell'installazione e disciplina di assemblaggio
Una disciplina di assemblaggio rigorosa è il modo più rapido e pratico per ridurre le perdite dalle flange. Pulire le superfici di tenuta, verificare la guarnizione, centrarla correttamente, allineare le flange prima di caricare i bulloni e utilizzare un serraggio graduale con attrezzi calibrati. Per i giunti critici, registrare il metodo di assemblaggio e il risultato della verifica tramite ID del giunto.
- Ispezionare e pulire la faccia di tenuta prima del montaggio
- Confermare che tipo, dimensione e servizio della guarnizione corrispondano
- Centrare la guarnizione prima del carico finale
- Verificare l'allineamento prima del serraggio
- Utilizzare serraggio graduale e una sequenza controllata
- Registrare l'ID del giunto, il metodo, la data e le osservazioni critiche
Ispezione, Manutenzione e Tracciamento della Cronologia delle Perdite
Le perdite ripetute di solito si fermano solo quando la cronologia del giunto viene tracciata. I team di raffineria dovrebbero registrare i giunti soggetti a perdite per ID, annotare le osservazioni di avviamento, confrontare le posizioni ricorrenti e collegare ogni evento alle parti installate e al metodo di montaggio utilizzato. Ciò rende la pianificazione dei fermi più intelligente e l'analisi delle cause più rapida.
- Tracciare le posizioni ricorrenti delle perdite per ID del giunto
- Rivedere le tendenze delle perdite all'avvio dopo le fermate
- Controllare i supporti e le vibrazioni alle giunzioni soggette a perdite ripetute
- Mantenere i registri MTR, PMI, guarnizioni e assemblaggio collegati alla giunzione
Controlli di qualità e tracciabilità del fornitore
La qualità del fornitore è importante perché le indagini sulle perdite nelle raffinerie spesso si concludono con una lacuna documentale. Gli acquirenti dovrebbero verificare i sistemi di qualità del fornitore, la tracciabilità dei materiali, le marcature dei prodotti e i registri di ispezione prima dell'installazione. Prodotti certificati e tracciabili riducono l'incertezza, specialmente nelle giunzioni ad alta conseguenza.
| Voce della lista di controllo | Perché è importante |
|---|---|
| Sistema di qualità del fornitore | Conferma pratiche di produzione e documentazione controllate |
| Revisione MTR | Verifica le proprietà chimiche e meccaniche rispetto alla specifica |
| Tracciabilità del lotto di fusione | Collega l'elemento installato ai registri per audit e analisi dei guasti |
| PMI o controlli aggiuntivi dove richiesto | Riduce il rischio di confusione dei materiali in servizio critico |
| Registro di assemblaggio per ID giunto | Supporta la diagnosi di guasti ripetuti dopo l'avvio o la manutenzione |
Se il tuo team sta esaminando l'identità dei componenti e i registri QA, questi riferimenti interni si adattano naturalmente al flusso di lavoro: marcature delle flange e tracciabilità e assemblaggio delle flange per zero perdite.
Standard tecnici e riferimenti
Le specifiche del progetto e le procedure del sito rimangono i documenti di riferimento. I seguenti standard sono comunemente rilevanti quando si selezionano, assemblano, ispezionano o risolvono i problemi dei giunti delle flange di raffineria:
- ASME PCC-1 — guida all'assemblaggio del giunto flangiato imbullonato
- ASME B16.5 — flange per tubazioni e raccordi flangiati
- ASME B16.47 — flange in acciaio di grande diametro
- API 570 — codice di ispezione delle tubazioni
- Guida EPA LDAR — contesto di rilevamento e riparazione delle perdite per impianti sensibili alle emissioni
Importante: Questa pagina è una guida ai contenuti ingegneristici. Non sostituisce le istruzioni di lavoro della raffineria, le regole del permesso di lavoro, la procedura di isolamento, lo standard di bullonatura o le specifiche del progetto.
FAQ
Quali sono le cause delle perdite nelle flange dopo l'avvio?
La maggior parte delle perdite delle flange dopo l'avviamento è causata dalla perdita di precarico, problemi di posizionamento della guarnizione, disallineamento o carichi esterni non risolti. Un giunto può apparire in buone condizioni durante l'assemblaggio ma iniziare a perdere dopo che l'espansione termica, le vibrazioni o l'incassamento della guarnizione riducono la sollecitazione di tenuta effettiva.
La disallineamento della flangia può causare perdite?
Sì. Il disallineamento della flange è una delle principali cause di perdite delle flange in raffineria. Quando i bulloni vengono utilizzati per posizionare le flange, parte del carico del bullone viene persa per la correzione dell'allineamento. Ciò riduce la compressione della guarnizione e crea percorsi di perdita locali durante il funzionamento.
Perché i bulloni delle flange sembrano allentarsi dopo l'avvio?
Il precarico dei bulloni può diminuire dopo l'avvio a causa dell'incassamento, dei cicli termici, delle vibrazioni e della dispersione del precarico correlata alla lubrificazione. Ciò che sembra “bulloni allentati” è spesso un problema di ritenzione del precarico piuttosto che un semplice problema di coppia.
Una faccia di flangia danneggiata può causare perdite?
Sì. Graffi, pitting, corrosione, sporco e residui di vecchie guarnizioni possono tutti causare perdite nelle flange. Anche una guarnizione corretta e un carico dei bulloni corretto possono fallire se la superficie di tenuta è danneggiata o contaminata nella banda di contatto della guarnizione.
Quali errori di guarnizione causano perdite nelle flange?
Gli errori più comuni con le guarnizioni sono materiale errato, compatibilità della faccia errata, dimensione errata, installazione fuori centro e sostituzione non approvata durante lo spegnimento. Nel servizio di raffineria, questi errori spesso si manifestano come perdite dopo l'avvio o sotto cicli di temperatura.
Le vibrazioni possono causare perdite nelle flange di raffineria?
Sì. Le vibrazioni possono scaricare la guarnizione, spostare il giunto e ridurre il precarico dei bulloni nel tempo. Le perdite ripetute vicino a pompe, compressori e linee scarsamente supportate dovrebbero sempre innescare una revisione delle vibrazioni e del supporto.
Si deve serrare nuovamente una flangia che perde in servizio?
Non assumere che il serraggio in servizio sia sicuro o consentito. I sistemi pressurizzati o pericolosi delle raffinerie devono seguire le procedure del sito, la revisione ingegneristica, i requisiti di isolamento e le regole di risposta alle emergenze. Molte perdite richiedono uno spegnimento controllato e la correzione della causa principale piuttosto che un ulteriore serraggio.
Quali registri devono essere conservati per la tracciabilità delle flange?
Come minimo, conservare i certificati di prova del materiale (MTR), le marcature o i registri di tracciabilità del lotto di fusione, i registri di identificazione positiva del materiale (PMI) dove richiesti, l'identificazione della guarnizione e i registri di assemblaggio collegati all'ID del giunto. Questi registri rendono l'indagine sui guasti e la prevenzione delle perdite ripetute molto più veloce e affidabile.



