







Wie wählt man den richtigen Flansch für Raffinerieanwendungen aus? Beginnen Sie mit dem tatsächlichen Betriebsbereich, nicht mit der Nennrohrgröße. In Raffinerieanlagen muss eine Flanschverbindung Druck, Temperaturwechsel, externe Rohrleitungslasten, Korrosion, Wartungseingriffe und Dichtheitsanforderungen über Jahre des Betriebs überstehen. Deshalb ist die Auswahl von Raffinerieflanschen nie nur “einen Flansch nach Größe und Klasse auswählen”. Es ist eine Systementscheidung, die Flanschtyp, Dichtfläche, Materialgüte, Dichtung, Schrauben, Montageverfahren und rückverfolgbare Prüfprotokolle.
Kurze Antwort: umfasst. Für kritische Raffineriedienste arbeiten Ingenieure in der Regel fünf Prüfungen in dieser Reihenfolge durch: Betriebsbedingungen, Druck-Temperatur-Bewertung, Korrosionsmechanismus, Dichtungsmethode und Dokumentations-/Prüfanforderungen. Bei Hochdruck- oder zyklischem Betrieb werden häufig Schweißhalsflansche bevorzugt. Bei strengen Dichtheitsanforderungen werden RF- oder RTJ-Dichtflächen basierend auf dem Dichtungssystem und der Wartungsfähigkeit ausgewählt. In sauren oder korrosiven Diensten muss die Materialauswahl anhand der tatsächlichen Chemie und, falls zutreffend, NACE MR0175 / ISO 15156 Anforderungen überprüft werden. Die endgültige Auswahl sollte dann abgestimmt werden mit ASME B16.5, ASME B16.47, ASME PCC-1, und die projektspezifische Rohrleitungscode-Grundlage wie ASME B31.3.
Dieser Ansatz reduziert die Leckhäufigkeit, Anfahrverzögerungen, Hydrotest-Fehler und wiederkehrende Instandhaltungsnacharbeiten. Er erleichtert auch die Beschaffung, da der Käufer nicht mehr nur nach “A105-Flansch, Klasse 300” fragt. Der Käufer spezifiziert ein konstruiertes Flanschpaket mit einer klaren technischen Grundlage.
Kurze Antwort: Wie man den richtigen Flansch für Raffinerieanwendungen auswählt
Der richtige Raffinerieflansch ist derjenige, der dem tatsächlichen Prozessrisiko entspricht, nicht derjenige, der im Katalog am vertrautesten aussieht. Ein praktischer Arbeitsablauf zur Flanschauswahl für Raffinerien sollte diese Fragen vor dem Kauf beantworten:
- Was sind die tatsächlichen Betriebs- und Störbedingungen? Verwenden Sie normale, Anfahr-, Abschalt-, Dampfausblas-, Hydrotest- und Notfallfälle, nicht nur den stationären Auslegungszustand.
- Welche Druck-Temperatur-Bewertung ist für die tatsächliche Materialgruppe erforderlich? Druckklasse ohne Materialgrundlage ist unvollständig.
- Welcher Korrosionsmechanismus bestimmt die Lebensdauer der Verbindung? Allgemeine Korrosion, Säure-Rissbildung, Chloride, Spaltkorrosion, galvanische Paarung, Nass-Trocken-Zyklen oder Unterablagerungskorrosion können alle die Materialwahl beeinflussen.
- Welche Dichtungsmethode passt zur Aufgabe? RF, FF und RTJ lösen nicht dasselbe Problem auf dieselbe Weise.
- Kann die Baustelle die Verbindung korrekt installieren und warten? Eine technisch korrekte Verbindung kann immer noch lecken, wenn dem Feldteam die richtige Dichtung, Anzugsmethode oder Inspektionskontrollen fehlen.
Direkte Antwort: In Raffinerieanwendungen sollte die Flanschauswahl immer auf Verbindungsintegrität, basieren, nicht nur auf Komponentenkompatibilität. Wenn Flansch, Dichtfläche, Dichtung, Bolzen und Anzugsmethode nicht als eine Baugruppe spezifiziert sind, bleibt das Leckrisiko hoch, selbst wenn die nominelle Flanschklassifizierung korrekt erscheint.
Kernherausforderungen bei der Raffinerie-Flanschauswahl
Hochdruck- und Hochtemperaturdienst

HPHT-Raffineriedienst ist selten statisch. Ein Flansch in einem Heizungsauslass, Heißölleitung oder dampfbezogenen Dienst kann wiederholte Ausdehnung und Kontraktion, Schraubenentspannung, Vibration und Rohrleitungsfehlausrichtung im Laufe der Zeit erfahren. Deshalb werden Schweißhalsflansche häufig für kritische Raffinerierohrleitungen ausgewählt: ihr konischer Ansatz bietet einen besseren Spannungsübergang und typischerweise eine bessere Ermüdungsleistung als einfachere Flanschtypen bei zyklischer Belastung.
Druckklasse allein garantiert keine sichere Flanschauswahl. Ingenieure müssen die Druck-Temperatur-Bewertung für das tatsächliche Flanschmaterial, überprüfen, dann bestätigen, dass das Dichtungssystem die Dichtungsspannung unter thermischer Zyklisierung aufrechterhalten kann. Ein Klasse-300-Flansch, der in einem Kohlenstoffstahldienst akzeptabel ist, bietet möglicherweise nicht die gleiche nutzbare Bewertung bei erhöhter Temperatur oder in einer anderen Materialgruppe.
| Raffinerie-HPHT-Faktor | Warum es wichtig ist |
|---|---|
| Thermische Zyklen | Verursacht Schraubenspannungsverlust, Dichtungsentspannung und wiederkehrende Leckage nach Anlauf oder Abschaltung |
| Externe Rohrleitungslasten | Fehlausrichtung und Düsenlasten können die Verbindung verzerren, selbst wenn der Innendruck innerhalb der Bewertung liegt |
| Flanschfläche und Dichtung passend | Ein falsches Dichtungssystem kann versagen, lange bevor der Flanschkörper seine Belastungsgrenze erreicht |
| Flanschtyp | Schweißhalsflansche bieten in der Regel eine bessere langfristige mechanische Stabilität bei stark zyklischer Beanspruchung |
Typisches Beispiel aus der Praxis: Eine Heißölleitung, die mit einem Aufschiebflansch ausgestattet ist, kann den Hydrotest und den Erststart bestehen, aber nach mehreren thermischen Zyklen zu schwitzen beginnen. Die Ursache ist oft nicht “schlechtes Material”, sondern eine Kombination aus Schweißgeometrie, zyklischem Schraubenspannungsverlust und einem Dichtungssystem, das nicht für wiederholte Temperaturschwankungen ausgelegt ist. Die dauerhafte Lösung ist in der Regel eine Neugestaltung der Verbindung, nicht wiederholtes Nachziehen.
Korrosive Prozessmedien, saure Betriebsbedingungen und nasse Versorgungsbedingungen

Viele Raffinerieflanschausfälle sind chemisch bedingt, nicht festigkeitsbedingt. Gängige Mechanismen umfassen nasse H2S Rissbildungsrisiko, Spaltkorrosion unter der Dichtung, Chloridkontamination, Unterablagerungsangriff, galvanische Effekte und Korrosionsschäden, beschleunigt durch Stillstandsfeuchtigkeit oder schlechte Entwässerung. In saurer Umgebung, NACE MR0175 / ISO 15156 Bei der Materialauswahl sollten Einschränkungen berücksichtigt werden, insbesondere für harteempfindliche Materialien, Bolzen/Schrauben und Ersatzteile.
Dies bedeutet nicht, dass “NACE-konform” automatisch “sicher unter allen Raffineriebedingungen” bedeutet. Die Einhaltung von Sour-Service-Anforderungen reduziert das Rissrisiko nur dann, wenn das ausgewählte Material, die Härte, der Wärmebehandlungszustand und die tatsächliche Betriebsschwere korrekt aufeinander abgestimmt sind. Ein Flanschpaket kann dennoch versagen, wenn die Bolzen, die Ringdichtung oder Ersatzteile ohne das gleiche Maß an Überprüfung ausgetauscht werden.
| Schädigungsmechanismus | Typische Bedenken bei Raffinerieflanschen |
|---|---|
| Spaltkorrosion | Lokalisierter Angriff unter der Dichtung oder in stagnierenden feuchten Zonen |
| Sulfidspannungsrisskorrosion | Rissrisiko in anfälligen Materialien unter Zugspannung in H2S-haltiger Betrieb |
| Kontaktkorrosion | Beschleunigter Angriff, wenn ungleiche Materialien ohne Berücksichtigung der Umgebung gepaart werden |
| Nasser Chloridangriff | Kann ungeeignete Edelstahlmaterialien schädigen und die langfristige Dichtungszuverlässigkeit beeinträchtigen |
| Abschaltkondensation / Ablagerungen | Erzeugt oft eine lokal stärkere Chemie als das Betriebsfluid im Hauptstrom |
Typisches Beispiel aus der Praxis: Eine saure Wasser-Ablaufleitung kann nach einer Revision wiederholt undicht werden, obwohl Flanschgröße und Druckstufe unverändert sind. Spätere Überprüfungen zeigen oft nicht dokumentierte Bolzenersetzungen, fehlende Härteprotokolle oder falsche Dichtungsauswahlen, die während der Wartung eingeführt wurden. In diesen Fällen ist das Problem nicht “die Leitung ist alt”. Das Problem ist, dass Rückverfolgbarkeit und Verbindungskontrolle verloren gingen.
Flüchtige Emissionen und Dichtheitsanforderungen
Raffinerieflansche werden nicht nur danach beurteilt, ob sie dem Druck standhalten. Sie werden zunehmend danach beurteilt, ob sie über die Zeit hinreichend dicht bleiben, um betriebliche, umweltbezogene und Inspektionserwartungen zu erfüllen. Geringfügige chronische Sickerungen können VOC-Probleme, Reinigungsprobleme, Korrosion um die Verbindung, wiederholte Nachziehungen und schließlich schwerwiegendere Lecks verursachen.
Deshalb RF- und RTJ-Dichtflächenauswahl, Dichtungsgenehmigungskontrolle und Schraubflanschverbindungs-Montageverfahren Macht so viel aus. ASME PCC-1 existiert, weil eine Flanschverbindung, die korrekt konstruiert ist, im Betrieb versagen kann, wenn die Montagemethode inkonsistent ist. ASME PCC-1
Typisches Beispiel aus der Praxis: Eine Raffinerieeinheit kann nach dem Anfahren wiederkehrende niedrige Emissionen von mehreren RF-Verbindungen aufzeichnen. Der Flanschtyp selbst ist nicht das eigentliche Problem. Untersuchungen zeigen oft nicht zugelassene Dichtungssubstitutionen, beschädigte Sitzflächen, wiederverwendete Bolzen oder fehlende Anziehprotokolle. Die dauerhafte Lösung ist nicht “fester anziehen”. Es ist, das zugelassene Verbindungspaket und die kontrollierte Montagemethode wiederherzustellen.
Beste Flanschtypen für Raffinerieanwendungen
Schweißhalsflansche für kritische Prozessrohrleitungen
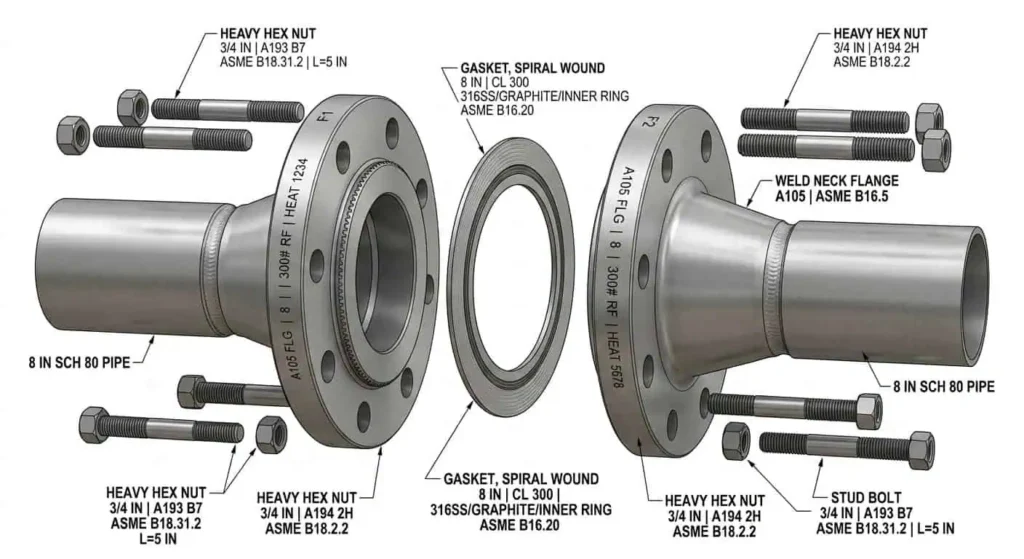
Schweißhalsflansche sind in der Regel der bevorzugte Raffinerie-Flanschtyp für Hochdruck-, Hochtemperatur-, zyklische und hochkritische Anwendungen. Ihr konischer Hals reduziert die Spannungskonzentration zwischen Rohr und Flansch, was die Leistung unter Biege- und wiederholter thermischer Belastung verbessert. Deshalb werden sie häufig in Hauptprozessleitungen spezifiziert, wo Leckagen oder Ermüdungsrisse kostspielig wären.
| Warum Ingenieure Schweißhalsflansche wählen | Was trotzdem zu überprüfen ist |
|---|---|
| Bessere Spannungsverteilung und Ermüdungsbeständigkeit | Qualifiziertes Schweißverfahren und Einpassungskontrolle |
| Häufig bevorzugt für kritische Raffinerierohrleitungen | Flanschfläche, Dichtung, Schrauben und Klasse müssen weiterhin der Beanspruchung entsprechen |
| Bessere Langzeitstabilität unter extremen Betriebsbedingungen | Höhere Herstellungs- und Prüfkosten sind normal |
Sie sind nicht automatisch die günstigste Option, aber im Raffineriebetrieb werden sie oft zur Option mit den niedrigsten Lebenszykluskosten, sobald Leckagerisiko, Nacharbeit und Wartung berücksichtigt werden.
Blindflansche für Isolierung, Hydrotest und Wartungsplanung

Blindflansche sind mehr als nur Abschlussplatten. Im Raffineriebetrieb werden sie für Hydrotests, Wartungsisolierung, zukünftige Anschlüsse und positive mechanische Trennung verwendet. Sie müssen nach dem gleichen Auslegungsgrundsatz wie der Gegenflansch ausgewählt werden, einschließlich Klasse, Flanschfläche, Material, Dichtung und Schraubensatz. Bei größeren Durchmessern und höheren Klassen werden die Dicke des Blindflanschs und die Angemessenheit der Schrauben besonders wichtig.
Typisches Beispiel aus der Praxis: Ein Abschalt-Hydrotest kann verzögert werden, nicht weil der Blindflansch “nicht passt”, sondern weil das Dokumentationspaket unvollständig ist, das Stiftmaterial nicht verifiziert werden kann oder die temporäre Isolierungshardware nie gegen die Hydrotestbedingung geprüft wurde. Ein vor der Stilllegung erstelltes Blindflanschregister verhindert solche vermeidbaren Verzögerungen.
Aufschieb- und Muffenschweißflansche: Wo sie passen und wo nicht
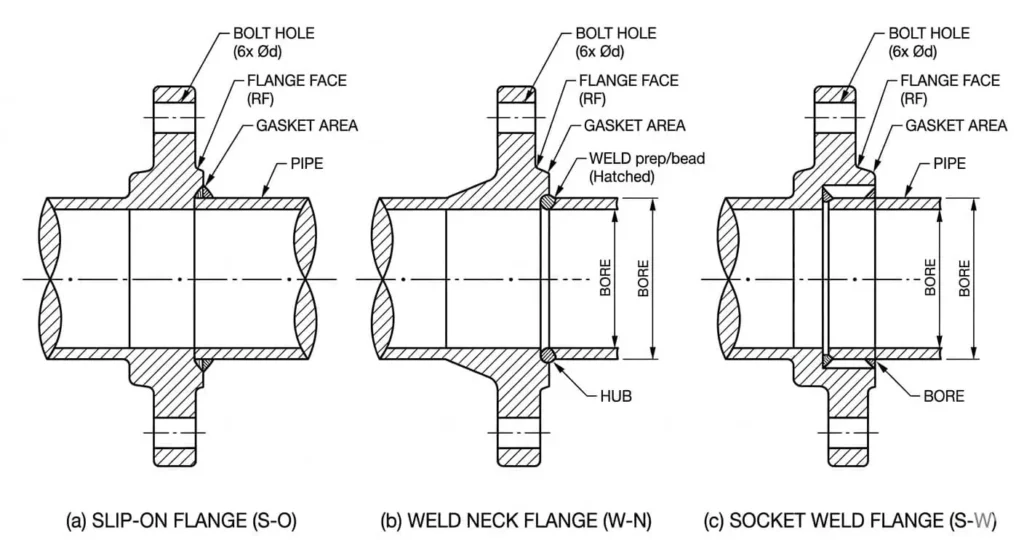
Aufschieb- und Muffenschweißflansche sind nicht grundsätzlich falsch, aber sie sind nicht die erste Wahl für jede Raffinerieanwendung. Aufschiebflansche können in weniger anspruchsvollen Diensten gut funktionieren, sind jedoch in zyklischen oder ermüdungsempfindlichen Einsätzen generell weniger attraktiv, da die Verbindungsleistung stark von der Schweißausführung und -geometrie abhängt. Muffenschweißflansche können bei kleineren Rohrsystemen nützlich sein, aber ihre spaltanfällige Geometrie macht sie in verschmutzungs-, korrosions- oder ablagerungsbildenden Diensten weniger attraktiv, es sei denn, der Dienst wurde sorgfältig geprüft.
| Flanschtyp | Mit Vorsicht verwenden, wenn |
|---|---|
| Aufschiebflansch | Thermische Zyklen, Ermüdungslasten, hohe Leckagefolgen oder wiederholter Start-Stopp-Betrieb vorhanden sind |
| Einsteck-Schweißflansch | Spaltkorrosion, Ablagerungen, feuchter korrosiver Dienst oder schwieriger Inspektionszugang erwartet werden |
Die richtige Frage ist nicht “Sind diese Flanschtypen erlaubt?”. Die richtige Frage ist “Rechtfertigt dieser Dienst einen nachsichtigeren und robusteren Verbindungsstil stattdessen?”
Erhabene Dichtfläche vs. Ringdichtung in Raffineriedienst
Die Auswahl der Flanschdichtfläche in Raffinerien ist im Grunde eine Entscheidung über die Dichtungsphilosophie. RF-Verbindungen sind flexibel und werden in Raffinerieanlagen weit verbreitet eingesetzt, da sie eine breite Palette von Dichtungstypen und Wartungspraktiken unterstützen. RTJ-Verbindungen bieten eine höhere Integrität durch metallische Abdichtung bei extremen Hochdruck- und Hochtemperaturbedingungen, erfordern jedoch präzise Nutzustände, kompatible Ringmaterialien und strengere Feldkontrollen.
| Dichtflächentyp | Typische Raffinerieanwendung | Hauptüberlegung |
|---|---|---|
| FF | Niederdruck- oder geräteangepasste Aufgabe | Nicht üblicherweise die erste Wahl für schwere Raffinerieprozessanwendungen |
| RF | Allgemeine Raffinerieprozessanwendung | Funktioniert gut, wenn Dichtung, Oberflächenbeschaffenheit und Schraubenbelastung kontrolliert werden |
| RTJ | Schwere HPHT- und höhere Integritäts-Anforderungen für dichte Abdichtung | Erfordert präzise Nuten, korrekte Ringauswahl und disziplinierte Installation |
Direkte Antwort: verwenden RF für die meisten Raffinerieprozessrohrleitungen, bei denen das ausgewählte Dichtungssystem und Montageverfahren kontrolliert werden können. Verwenden RTJ wo die Beanspruchung schwerwiegend genug ist, um metallische Ringdichtungen zu rechtfertigen und das Feldteam die strengeren Installations- und Inspektionsanforderungen unterstützen kann.
Raffinerie-Flansch-Materialauswahlstrategie
Kohlenstoffstahl vs. Edelstahl vs. Legierungsstahl
Die Raffinerie-Flansch-Materialauswahl beginnt mit der Prozesschemie und Temperatur, nicht mit dem Preis pro Stück. Kohlenstoffstahlflansche wie ASTM A105 sind üblich, weil sie stark, verfügbar und wirtschaftlich sind, aber sie sind nicht für jeden Raffinerie-Einsatz geeignet. Bei niedrigen Temperaturen, nasser saurer, chloridhaltiger oder korrosiverer Beanspruchung müssen Ingenieure möglicherweise auf schlaggeprüften Kohlenstoffstahl, Edelstahl, Legierungsstahl, Duplex- oder Nickellegierungen je nach tatsächlicher Umgebung umsteigen.
| Materialfamilie | Typische Raffinerie-Auswahllogik |
|---|---|
| Kohlenstoffstahl | Kosteneffektiv und weit verbreitet, wenn Korrosion und Temperaturgrenzen kontrolliert sind |
| Edelstahl | Ausgewählt, wo verbesserter Korrosionsschutz benötigt wird, aber die Güteklasse muss Chloriden und Temperatur entsprechen |
| Niedriglegierter Stahl | Eingesetzt in Hochtemperatur-Anwendungen, bei denen Festigkeit und Kriechbeständigkeit entscheidend sind |
| Duplex / Superduplex | Verwendet in hochkorrosiven Umgebungen, wo sowohl Festigkeit als auch Korrosionsbeständigkeit erforderlich sind |
| Nickellegierungen | Reserviert für starke Korrosion oder hochkritische Sonderanwendungen |
Praktische Regel: Wenn die chemischen Bedingungen des Einsatzes unklar sind, sollte das Flanschmaterial noch nicht endgültig festgelegt werden. Klären Sie zunächst den Korrosionsmechanismus. Ein häufiger Fehler in Raffinerien ist das “Upgrade” auf Edelstahl, ohne zu bestätigen, ob Chloride, nasse saure Bedingungen oder Temperaturschwankungen dieses Upgrade tatsächlich wirksam machen.
Rückverfolgbarkeit, MTR-Prüfung und PMI
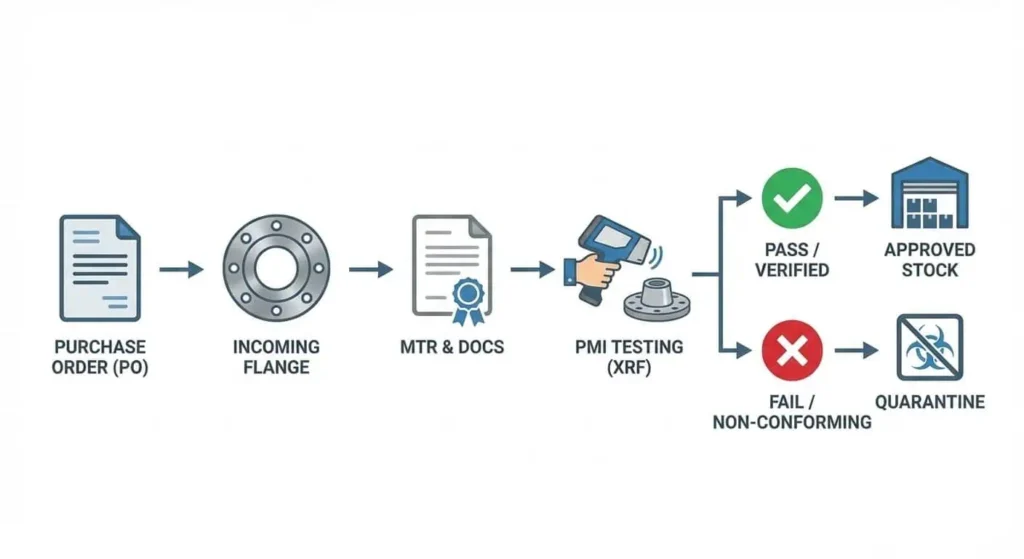
Rückverfolgbarkeit macht einen Flansch von einem generischen Massenprodukt zu einem genehmigten Raffineriebauteil. Materialtestberichte sollten mit Chargennummern, Kennzeichnungen, Spezifikationsanforderungen und Wareneingangsprüfungsaufzeichnungen abgeglichen werden. Bei höherkritischen Anwendungen, PMI hilft, das Risiko von Materialverwechslungen zu reduzieren, insbesondere wenn optisch ähnliche Legierungen während der Fertigung oder Wartung verwechselt werden können.
Dies gilt nicht nur für den Flanschkörper. Schrauben, Ringdichtungen, Blindflansche und Ersatzteile sollten mit derselben Disziplin kontrolliert werden, wo die Betriebskritikalität es erfordert. Fehlende Dokumentation ist in Raffineriearbeiten kein Papierkram-Ärgernis. Es ist ein Zuverlässigkeitsrisiko.
- Überprüfen MTRs und Chargennummern vor der Freigabe zur Baustelle
- Bestätigen Sie, dass die Markierungen nach Handhabung und Lagerung lesbar bleiben
- Wenden Sie PMI auf kritische oder verwirrungsanfällige Materialgruppen an
- Halten Sie die Rückverfolgbarkeit von der Bestellung über den Wareneingang bis zur Installation verknüpft
Normen, die die Flanschauswahl in Raffinerien steuern
ASME B16.5, B16.47 und B31.3
Die meisten Auswahlarbeiten für Raffinerieflansche beginnen mit ASME-Flansch- und Rohrleitungsnormen. ASME B16.5 deckt Flansche und Flanschverbindungen von NPS 1/2 bis NPS 24 ab, einschließlich Druck-Temperatur-Bewertungen, Materialien, Abmessungen, Toleranzen, Kennzeichnung und Prüfung. ASME B16.47 behandelt größerdurchmesserige Flansche von NPS 26 bis NPS 60. ASME B31.3 ist der umfassendere Prozessrohrleitungscode-Rahmen, der weitgehend für Raffinerie- und Prozessanlagenrohrleitungen verwendet wird. ASME B16.5 ASME B16.47 ASME B31.3
Diese Normen beseitigen nicht die ingenieurtechnische Beurteilung. Sie bieten den dimensionalen und bewertenden Rahmen. Das Projektteam muss diesen Rahmen immer noch an die tatsächlichen Betriebsbedingungen anpassen.
ASME PCC-1 und API 570
Auswahl und Montage können nicht getrennt werden. ASME PCC-1 bietet strukturierte Anleitung für die Montage von druckbegrenzenden verschraubten Flanschverbindungen, weshalb es für Raffinerie-Leckreduzierungsprogramme so relevant ist. API 570 ist ebenso wichtig, da es die Inbetriebnahmeinspektion, Bewertung, Reparatur und Änderung von Rohrleitungssystemen regelt, was sich direkt darauf auswirkt, wie Raffinerieflansche langfristig gewartet werden. ASME PCC-1 API 570
Praktische Implikation: der “richtige Flansch” für den Raffineriebetrieb ist nicht nur das richtige Katalogartikel. Es ist das richtige Artikel für die Montagemethode der Anlage, das Inspektionsprogramm, die Turnaround-Praxis und die langfristige Wartungsstrategie.
Raffinerie-Flanschbeschaffungs-Checkliste
Wenn Sie weniger Anlauflecks und weniger Lieferstreitigkeiten wollen, integrieren Sie die Flanschauswahlbasis direkt in den Beschaffungsablauf. Eine Raffinerie-Flansch-Bestellung sollte nicht nur bei Nennweite und Druckstufe enden.
| Checklistenpunkt | Was vor dem Kauf zu bestätigen ist |
|---|---|
| Betriebsbasis | Normalbetrieb, Anfahr-, Abschalt-, Dampfausblas-, Hydrotest- und Störbedingungen |
| Anwendbare Norm | B16.5 oder B16.47, plus Projekt-Rohrleitungsnorm-Basis |
| Flanschtyp | Schweißhals-, Blind-, Aufschieb-, Muffenschweiß-, Bördel- oder Sonderanforderung |
| Dichtflächen | RF, FF, RTJ mit passender Dichtung oder Ringbasis |
| Material | Korrekte Güte für Korrosions-, Temperatur- und Zähigkeitsanforderungen |
| Schrauben und Dichtungen | Als Teil desselben Verbindungssystems spezifiziert, nicht als nachträgliche Ergänzung |
| Dokumentation | MTRs, rückverfolgbare Kennzeichnungen, Prüfberichte, PMI- oder Härteprotokolle, wo erforderlich |
| Installationsgrundlage | Montageverfahren, Anziehverfahren und Inspektionsannahmekriterien |
Tägliche praktische Checkliste: Wenn eines dieser Elemente fehlt, ist das Flanschpaket für kritische Raffineriedienste immer noch unvollständig.
Warum mit einem rückverfolgbaren Raffinerie-Flanschlieferanten arbeiten
Ein Raffinerie-Flanschlieferant sollte ebenso anhand der Dokumentationsdisziplin beurteilt werden wie an der Bearbeitungs- oder Schmiedefähigkeit. Die besten Lieferanten reduzieren Projektrisiken durch Unterstützung der Materialrückverfolgbarkeit, Spezifikationsprüfung, Prüfprotokolle und klare Kennzeichnungen von der Produktion bis zur Lieferung. Dies ist besonders wichtig, wenn Aufträge legierte Stähle, rostfreie Stähle, Anforderungen für saure Dienstbedingungen oder Großdurchmesser- und Spezialflansche umfassen.
SUNHYs Wert in der raffinereibezogenen Versorgung sollte daher um das herum aufgebaut werden, was Raffinerie-Einkäufer tatsächlich benötigen:
- kontrollierte Qualitätsprüfung
- rückverfolgbare Materialdokumentation
- Unterstützung bei der Überprüfung von Flanschnorm, Flanschfläche und Material vor PO-Freigabe
- reduziertes Risiko von Nacharbeiten vor Ort, Leckuntersuchungen bei Inbetriebnahme und Wartungsverwirrung
Für Raffinerie- und Prozessanlagenanwendungen ist das wertvoller als allgemeine Behauptungen über “hohe Qualität”. Käufer brauchen Beweise, nicht Slogans.
FAQ
Welcher Flanschtyp eignet sich am besten für Raffinerieanwendungen?
Es gibt keinen einzigen besten Flansch für jeden Raffineriedienst. Für kritische Hochdruck-, Hochtemperatur-, zyklische oder vibrationsanfällige Leitungen werden oft Schweißhalsflansche bevorzugt. Für Isolations- und Hydrotestpunkte sind Blindflansche unerlässlich. Die richtige Antwort hängt von den Prozessbedingungen, den Leckfolgen, der Flanschfläche, der Dichtung und dem Montagekontrollniveau ab.
Warum werden Schweißhalsflansche im Raffineriebetrieb oft bevorzugt?
Weil sie in der Regel eine bessere Spannungsverteilung und Ermüdungsbeständigkeit bieten. Ihr konischer Hals verbessert den Übergang vom Rohr zum Flansch, was sie besser für anspruchsvolle Einsätze geeignet macht, bei denen thermische Zyklen, Vibrationen oder externe Rohrleitungslasten erwartet werden.
Wie wählen Ingenieure zwischen RF- und RTJ-Flanschen in einer Raffinerie?
RF wird für viele allgemeine Raffineriedienste verwendet, während RTJ häufig für anspruchsvollere Hochdruck- und Hochtemperaturaufgaben gewählt wird. RTJ bietet hochintegritätliche metallische Abdichtung, erfordert jedoch präzise Nutbedingungen, korrekte Ringauswahl und strengere Installationsdisziplin.
Welche Dokumente sollte ein Raffinerie-Flanschlieferant bereitstellen?
Mindestens sollten Raffinerieeinkäufer rückverfolgbare Materialdokumentation und Standardkonformitätsnachweise anfordern. Je nach Projekt kann dies MTRs, EN 10204 3.1-Zertifikate, Inspektionsberichte, rückverfolgbare Kennzeichnungen sowie PMI- oder Härteprüfungen für kritische Dienste umfassen.
Warum lecken Flanschverbindungen in Raffinerien, selbst wenn die Flanschklasse korrekt erscheint?
Weil die Flanschklasse allein die Verbindungsintegrität nicht steuert. Viele Raffinerielecks werden durch falsche Dichtungsauswahl, beschädigte Oberflächen, fehlende Bolzenlastkontrolle, Materialersatz, schlechte Ausrichtung oder unkontrollierte Montage verursacht. Das gesamte Flanschverbindungssystem muss korrekt spezifiziert und installiert werden.



