








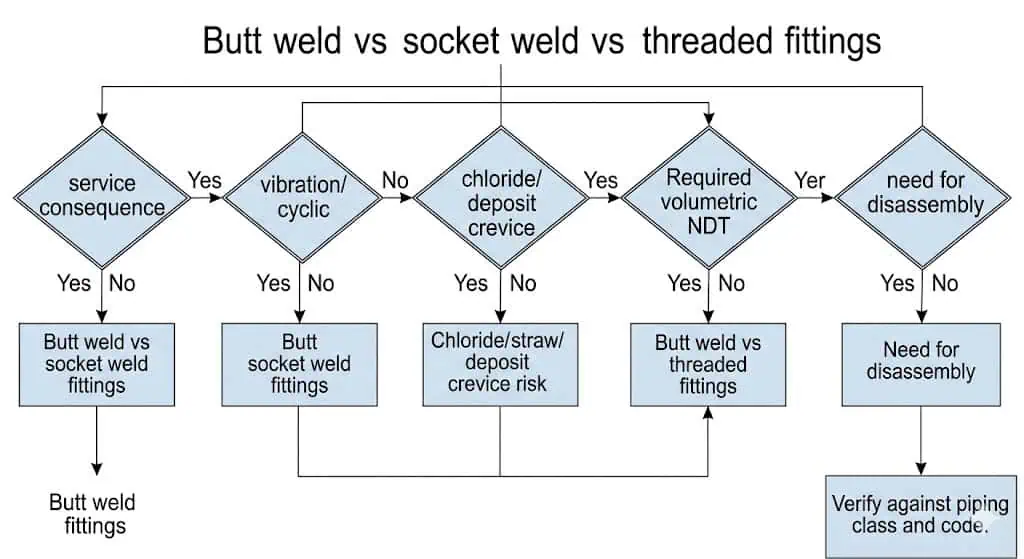
Engineers should select butt weld, socket weld, or threaded pipe fittings based on design pressure/temperature, cyclic loading, corrosion mechanism, inspectability (NDT), and maintenance access defined by the project piping class. A quick rule of thumb: use butt weld when you need maximum integrity and clean bore; use socket weld mainly for small-bore high-pressure utility/instrument lines where fit-up control is good; use threaded where disassembly is expected and the service is truly low risk. Always verify the final choice against the applicable piping code, client spec, and line class notes.
- Start from the line list: design pressure/temperature, fluid hazard, corrosion allowance, vibration/cyclic service, and allowable joint types in the piping class.
- Match the fitting standard to the connection: ASME B16.9 for buttweld dimensions/tolerances; ASME B16.11 for forged socket-weld and threaded fittings; ASME B1.20.1 for NPT thread geometry and gauging.
- Procurement control points that prevent field leaks: MTR/heat number traceability, dimensional inspection, weld-end quality, and a realistic inspection plan (VT + PT/MT + UT/RT where required).
Butt Weld Fittings Overview
What Are Butt Weld Fittings?
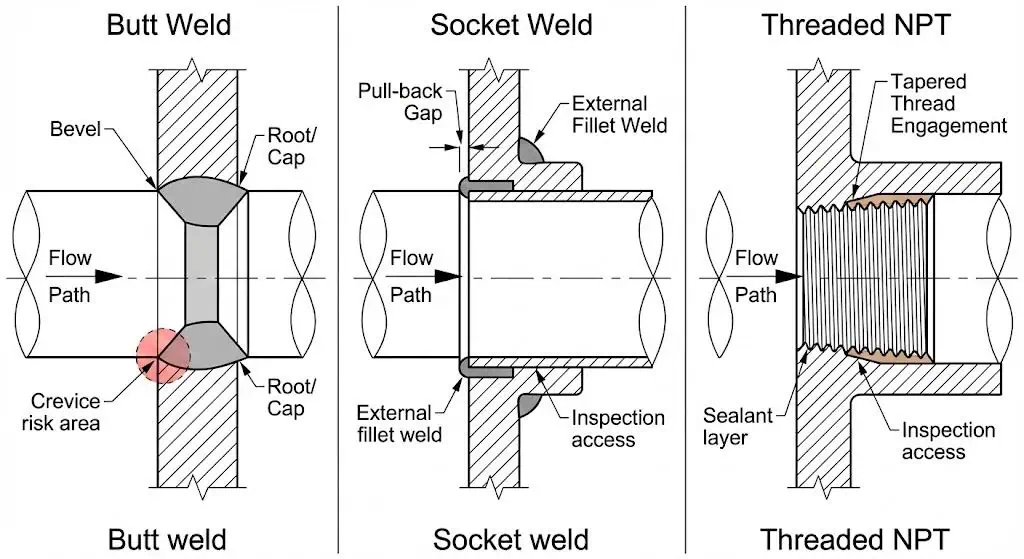
Butt weld fittings are fittings joined by welding prepared ends to the pipe to form a continuous, leak-resistant metallic joint.
For engineered piping, the “measurement” and “fit” of a buttweld joint is not only the nominal size—it is also alignment (hi-lo), bevel quality, wall thickness transition, and end-to-end dimensions that match the spool drawing. Dimensional requirements for factory-made wrought buttwelding fittings are commonly referenced to ASME B16.9, while stainless material for pressure piping is often specified to ASTM A403/A403M (WP grades such as WP304/304L, WP316/316L). Practically, this is why a “same NPS” fitting can still fail in the field if bevels are damaged, ovality is high, or wall thickness is not what the WPS assumed.
Field case (fit-up issue → leak/repair): On a hot utility line, an elbow arrived with measurable ovality and a distorted bevel lip from handling. The crew forced alignment, then the root pass showed lack of fusion on one quadrant. The repair required cut-out, re-bevel, and re-weld plus re-test—far more cost than rejecting the fitting at incoming inspection. Prevention: check OD roundness, bevel land, and end squareness before issuing to fabrication, especially on thin-wall stainless.
Advantages of Butt Weld Fittings
Butt weld fittings offer high joint integrity, smooth bore, and predictable performance when welding procedures and fit-up controls are executed correctly.
Engineers value butt weld joints because the internal flow path can be kept close to the pipe ID with minimal dead volume and fewer crevice locations. In services sensitive to contamination or crevice attack (chlorides, stagnant zones), eliminating mechanical gaps matters as much as “pressure rating.” Butt weld is also the most flexible option for NDT planning—UT/RT can be applied when geometry and access allow, and surface methods (VT/PT/MT) are straightforward around the weld cap.
Tip: When a piping class calls for “full integrity” joints (cyclic, high consequence, or corrosion-driven service), butt weld is usually the default—provided the project can support qualified welding and inspection.
Disadvantages of Butt Weld Fittings
Butt weld fittings demand qualified welding, disciplined fit-up, and an inspection plan—otherwise defects can be buried and expensive to correct.
The failure modes in production are rarely “mystery problems.” They are usually controllable items: poor bevel prep, incorrect heat input, poor purge (stainless), misalignment, and inadequate interpass control. Welding work should follow qualified procedures and welder qualifications (project-dependent; many owners reference ASME Section IX for qualification). If NDT is required, plan it early—geometry, access, and acceptance criteria must be defined before the first spool is welded.
| Failure Mode | Description |
|---|---|
| Porosity (gas holes) | Gas trapped in the weld metal; common causes include poor shielding/purge, contamination, or excessive moisture. |
| Cracking (often hot cracking in austenitic stainless) | Can occur from improper filler selection, excessive restraint, or unfavorable chemistry/heat input; typically initiates during solidification. |
| Incomplete fusion / lack of penetration | Root face too large, poor fit-up, low heat input, or misalignment; can create a leak path or a fatigue crack starter. |
Field case (process upset → root oxidation): On 316L small-bore lines, inadequate argon purge produced heavy “sugaring” at the root. The weld looked acceptable from the outside but failed during pressure test. Prevention: specify purge requirements, verify oxygen levels where needed, and require internal visual (borescope) on critical stainless joints.
Applications for Butt Weld Fittings
Butt weld fittings are preferred for higher consequence systems, larger diameters, and services where leak tightness and long-term integrity dominate over ease of disassembly.
They are common across oil & gas, petrochemical, power generation, water treatment, and chemical processing where the line class typically restricts threaded joints and often limits socket weld to small sizes. Keep one practical boundary in mind: ASME B16.9 is a dimensional/tolerance reference (commonly NPS 1/2 through 48). The actual allowable pressure-temperature envelope is determined by the piping code and the pipe material/wall thickness, not by the fitting alone.
Socket Welding Fittings Explained
What Are Socket Welding Fittings?
Socket welding fittings connect pipe by inserting the pipe end into a machined socket and applying an external fillet weld.
For forged socket-weld fittings, dimensional/rating conventions are commonly referenced to ASME B16.11. In the field, the make-or-break details are (1) insertion depth and (2) controlling the small “pull-back” gap before welding to reduce restraint during thermal expansion. Many fabrication practices reference a small axial gap (often cited around 1/16 in / 1.6 mm) rather than bottoming the pipe in the socket; confirm the exact requirement in your project specification and code interpretation before standardizing the practice.
- Socket provides repeatable alignment for small bore if the pipe OD and socket ID are controlled.
- Fillet weld is accessible for surface inspection (VT/PT/MT), but internal volumetric NDT is usually limited by geometry.
- Crevice locations exist at the socket interface; in chloride/stagnant service this can matter more than strength.
- Class designations are defined in the fitting standard (not “psi by itself”): socket-weld fittings are commonly designated Class 3000/6000/9000 under ASME B16.11.
Advantages of Socket Welding Fittings
Socket weld fittings offer strong, leak-resistant connections for small-bore high-pressure service when welding quality is controlled.
Compared with threaded joints, socket weld eliminates thread sealing variables and reduces the chance of galling on stainless. Compared with butt weld on very small bore, socket weld can reduce bevel prep and fit-up time. The reason many owners still restrict it is not “weakness,” but inspection limitations and corrosion/fatigue considerations in specific services.
- Leak-resistant joint without thread sealant variables
- Compact geometry for tight pipe racks and skids
- Repeatable alignment for small diameters when machining is consistent
- Commonly available in high-pressure classes per ASME B16.11
- Less sensitivity to vibration loosening than threaded joints
- Reduced risk of stainless thread galling compared with threaded assembly
- Lower rework rate than “rushed” small-bore butt welds when fabrication discipline is maintained
Disadvantages of Socket Welding Fittings
Socket weld fittings can hide crevice corrosion and fatigue cracking mechanisms, and they are harder to volumetrically inspect than butt weld joints.
The geometry creates a tight crevice at the socket interface; crevice corrosion in stainless is a known localized mechanism that initiates in shielded gaps when conditions support breakdown of the passive film (often worsened by chlorides and stagnation). If your system sees chloride-bearing water, intermittent wet/dry, or deposits, treat the crevice as a design risk—not an afterthought. For background on crevice corrosion behavior in stainless, see Swagelok’s technical overview.
Note: Socket weld is often acceptable for small-bore high-pressure utility service, but it is frequently restricted in severe cyclic service, corrosive stagnant service, or where volumetric NDT is mandatory.
Field case (crevice corrosion → pinhole leak): A stainless socket-weld coupling on a wash-down line developed a pinhole near the toe after months of intermittent service. Root cause was localized attack associated with deposits and stagnant crevice conditions. Prevention: avoid socket weld in chloride wet service where deposits/stagnation occur; improve drainage; consider butt weld or a different connection designed to eliminate the crevice; and validate material selection with the expected chloride and temperature range.
Applications for Socket Welding Fittings
Socket welding fittings are common in small-bore high-pressure piping where compactness is valuable and the inspection plan is primarily surface-based.
Typical use cases include instrument air, hydraulic/pneumatic lines, some steam tracing or utility connections, and skid piping where spool replacement is feasible. When the service is corrosive or cleanliness-critical, reassess: the crevice and cleaning difficulty can dominate lifecycle risk even if the class rating looks adequate.
| Industry | Application Description |
|---|---|
| Petrochemical | Small-bore utility lines where high pressure class is needed and NDT is primarily surface-based |
| Oil and Gas | Instrument and auxiliary lines on skids; verify vibration and cyclic loading limits in the piping class |
| Power Generation | Small-bore steam/condensate auxiliary lines where qualified welding is available |
| Chemical Processing Plants | Utility services; avoid where chloride/stagnation can drive crevice corrosion |
| Water Treatment Facilities | High-pressure sampling/utility lines; assess chloride and deposit risk before selecting socket weld |
| Hydraulic/Pneumatic Systems | High-pressure compact junctions where periodic replacement is feasible |
| Aerospace | Specialty systems under strict workmanship controls |
| Cryogenic Systems | Specialty applications; confirm thermal cycling and material toughness requirements |
Threaded Pipe Fittings Guide
What Are Threaded Pipe Fittings?
Threaded pipe fittings use screw threads to connect pipe and components, relying on thread form and sealing practice to prevent leakage.
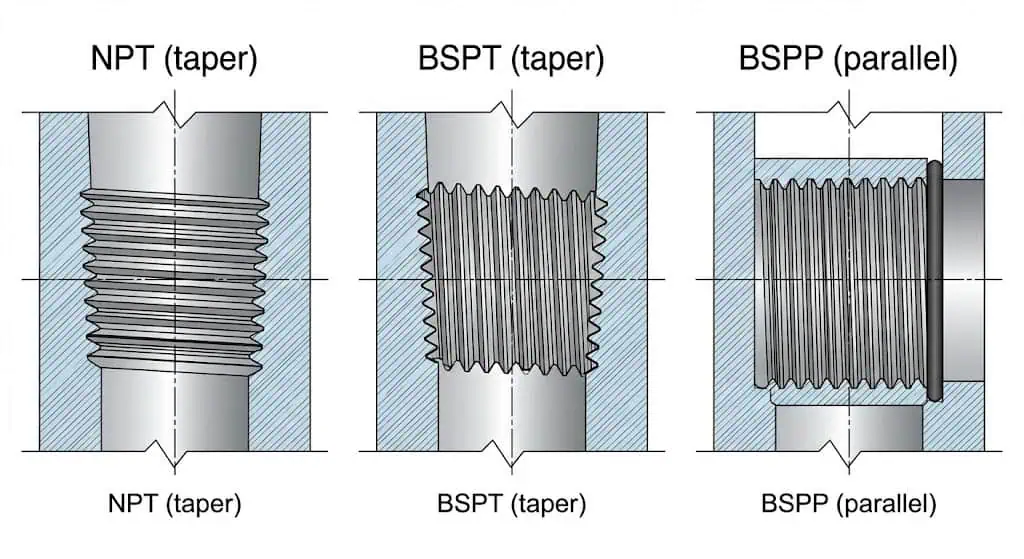
Threaded connections work well when the service is low consequence, disassembly is expected, and vibration/thermal cycling are controlled. The key is understanding whether the thread is intended to seal on the threads (taper) or requires a separate sealing element (parallel). In North America, taper threads are commonly defined by ASME B1.20.1 (NPT family). Internationally, ISO thread families are often referenced: ISO 7-1 covers pipe threads where pressure-tight joints are made on the threads, while ISO 228-1 is explicitly for pipe threads where pressure-tight joints are not made on the threads (i.e., sealing occurs via gasket/O-ring/washer, not the thread itself).
| Thread Type | Description | Characteristics | Applications |
|---|---|---|---|
| NPT | Tapered thread, U.S. common practice | Seals primarily by thread interference when assembled correctly; thread geometry/gauging per ASME B1.20.1 | Utility gas/liquid/oil piping where piping class allows threaded joints |
| BSP | British Standard Pipe thread families | BSPT (taper) can seal on the thread; BSPP (parallel) typically requires washer/O-ring and is aligned with the “not pressure-tight on threads” concept of ISO 228-1 | Piping in regions using BSP standards; confirm mating type before procurement |
| Metric | Metric threads | Typically straight threads requiring a sealing element (O-ring/washer); not interchangeable with NPT/BSP | Machinery and equipment connections |
| SAE | Automotive/hydraulic thread families | Often straight threads with O-ring sealing; selection depends on system standard and port design | Hydraulic, automotive, refrigeration |
| JIS | Japanese standards | Regional compatibility; sealing may be taper or via sealing element depending on type | Japanese equipment and piping systems |
Advantages of Threaded Pipe Fittings
Threaded pipe fittings are fast to assemble and easy to disassemble, which can reduce downtime for low-risk utility systems.
They avoid welding heat input and can be practical for temporary lines, maintenance bypasses, and non-critical services. The cost advantage is real only when you account for the full lifecycle: if vibration loosening or sealant variability causes repeated leaks, the “cheap joint” becomes expensive.
| Advantage | Description |
|---|---|
| Easy Installation and Removal | Quick setup without welding; good for systems requiring disassembly |
| Cost-Effective Solution | Lower fabrication complexity when the piping class truly permits threads |
| Flexibility in Maintenance | Simple disassembly for repairs or replacements |
| Leak Control (when done correctly) | Achievable with correct thread type pairing, clean threads, proper engagement, and appropriate sealant practice |
| Compatibility with Materials | Wide material availability; watch for galvanic pairing and stainless galling risk |
| Wide Range of Sizes | Commonly used on small sizes; many codes restrict threaded joints on larger NPS |
| Reusability | Can be reused if threads are not damaged; inspect for galling and deformation before reuse |
Disadvantages of Threaded Pipe Fittings
Threaded fittings are sensitive to assembly practice and are more vulnerable to leakage under vibration, thermal cycling, and misalignment than welded joints.
Typical failure drivers include insufficient thread engagement, damaged or dirty threads, wrong thread pairing (e.g., NPT forced into BSPP), and inconsistent sealant use. Stainless threaded joints also carry a galling risk; using a suitable thread lubricant/anti-seize for stainless can reduce seizure during assembly (see Swagelok lubricant guidance for stainless and alloy applications).
Note: If a line is subject to vibration, cyclic loads, or hazardous media, many owner specs restrict or ban threaded joints even when they are technically possible. Treat “threaded allowed” as a design decision, not a default.
Field case (wrong thread type → chronic leakage): A maintenance team replaced a fitting using “looks compatible” logic: a BSPP male was installed into an NPT female port with tape. The assembly felt tight but leaked under pressure because the thread forms are not designed to mate/seal that way. Prevention: verify thread standard on both parts; for ISO 228-1 style parallel threads, use the correct sealing element (O-ring/washer) rather than trying to “seal the threads.” Reference: ISO 228-1.
Applications for Threaded Pipe Fittings
Threaded fittings are best suited for small-bore, low- to moderate-risk utility piping where quick assembly and maintenance access are priorities.
They appear in HVAC, general utilities, some oil & gas auxiliary services, and plant air/water where the line class explicitly permits threads. In many engineered plants, threaded joints are limited to small sizes and non-hazardous services to reduce leak risk and maintenance burden.
| Type of Connection | Application Scenario |
|---|---|
| Threaded | Low-risk utilities and systems requiring frequent disassembly (where permitted by piping class) |
| Tri-Clamp | Food, beverage, pharmaceutical industries |
| DIN | Chemical and pharmaceutical plants |
| Flanged | Power plants, petrochemical facilities |
| Welded | High-integrity service including high-pressure steam and high consequence chemical systems |
Threaded pipe fittings also appear in water treatment, fire protection, and low-pressure utility lines. Stainless steel selection should consider not only “corrosion resistance” in general, but the dominant mechanism (pitting/crevice in chlorides, SCC risk at temperature, deposits, etc.). If crevices and deposits are expected, review crevice corrosion behavior and mitigation approaches (for example: crevice corrosion overview).
Comparing Pipe Fittings Types
Pressure and Temperature Ratings
Butt weld joints are typically selected for the highest integrity envelope, but “rating” must be interpreted correctly: B16.9 is a dimensional standard, while B16.11 defines class designations for forged socket-weld and threaded fittings.
For socket weld and threaded forged fittings, ASME B16.11 designates Class 2000/3000/6000 for threaded-end fittings and Class 3000/6000/9000 for socket-weld-end fittings. These class designations are not a single “psi number” you can apply blindly; allowable pressure-temperature depends on material group and temperature derating in the governing code/spec. Butt weld fittings referenced to ASME B16.9 generally follow the piping design rules for the pipe of matching material and wall thickness.
| Fitting Type | Pressure Class Designation (for forged fittings) |
|---|---|
| Socket Weld | Class 3000, 6000, 9000 (per ASME B16.11) |
| Threaded | Class 2000, 3000, 6000 (per ASME B16.11) |
Choosing the correct fitting ensures safety, inspectability, and maintainability—not just “holding pressure.”
Inspectability/NDT
Butt weld joints can support the widest range of NDT methods; socket weld and threaded joints are often limited to surface inspection and leak testing due to geometry.
Critical projects define NDT by risk: consequence of failure, cyclic duty, corrosion mechanism, and access. For method fundamentals, see ASNT method pages (for example: Radiographic Testing and Ultrasonic Testing).
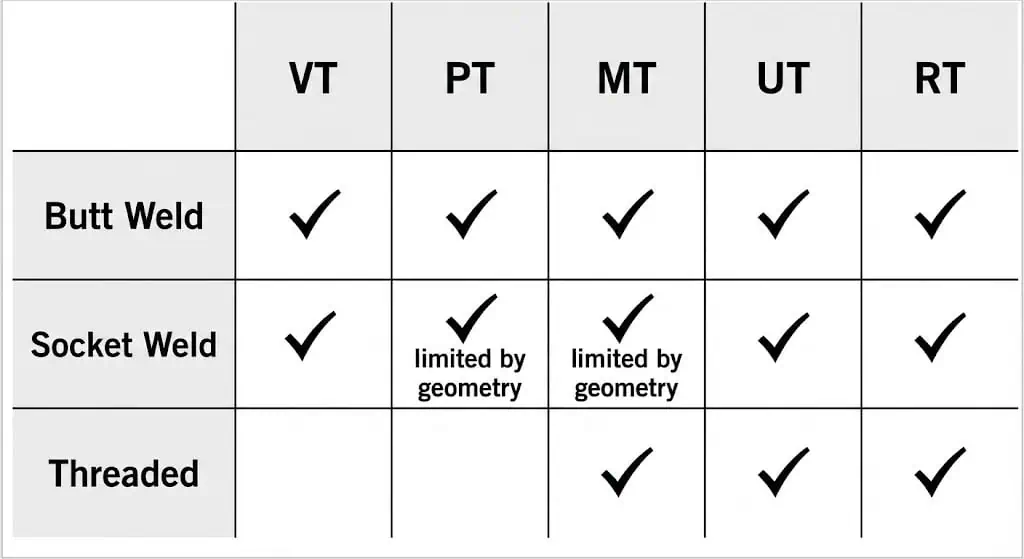
Common NDT methods include:
- Radiographic Testing (RT): Uses X-rays/gamma radiation to evaluate internal discontinuities.
- Ultrasonic Testing (UT): Uses high-frequency sound to detect internal flaws and thickness changes.
- Magnetic Particle Testing (MT): Detects surface/near-surface discontinuities in ferromagnetic materials.
- Liquid Penetrant Testing (PT): Reveals surface-breaking flaws.
Butt welds often justify more rigorous inspection because they are frequently used in higher consequence services—and because repairs are harder once piping is in service.
Installation and Maintenance
Threaded fittings are fastest to install and remove, but weld fittings reduce the number of “variables” that cause chronic leaks.
Maintenance planning is not only about disassembly; it’s about whether the joint can be inspected, cleaned, and repaired under plant constraints. Socket weld can be a good compromise on small bore if corrosion mechanisms are understood and the piping class permits it. Butt weld is the most stable long-term option when fabrication quality is assured.
| Issue | Identification Methods | Root Causes | Solutions |
|---|---|---|---|
| Leaks | Visual inspection, pressure/leak testing, dye penetrant (surface cracks) | Improper installation, wrong thread type, weld defects, material mismatch | Correct assembly practice; repair/replace joint; verify thread standard; improve welding procedure and inspection |
| Corrosion | Visual check, thickness trending (UT), deposit inspection | Chlorides/deposits causing pitting/crevice; poor drainage; wrong alloy selection | Upgrade material selection; eliminate crevices; improve drainage/cleaning; apply suitable mitigation per corrosion study |
| Pressure Drops | Flow monitoring, differential pressure readings | Blockage, poor design, internal misalignment | Clean/flush; correct design; maintain smooth bore where required |
Regular inspection and disciplined assembly practices extend service life—especially on small-bore connections where leaks hide until they become incidents.
Cost and Supply Chain Considerations
Threaded fittings often look cheaper upfront; welded fittings often win on lifecycle when leak risk, rework, and inspection are priced realistically.
Butt weld requires qualified welding, fit-up time, and potential NDT. Socket weld reduces bevel prep but can introduce corrosion/fatigue risks in the wrong service. Threaded minimizes fabrication time but shifts risk to assembly control and sealant practice. Procurement should evaluate: compliance to the correct standard (B16.9 vs B16.11), traceability (heat number), dimensional inspection records, and documented inspection/testing plans.
| Fitting Type | Cost Influencing Factors |
|---|---|
| Threaded Fittings | Assembly practice, thread standard verification, sealant/lubricant control, leakage rework risk |
| Butt Weld Fittings | Qualified welding, fit-up control, NDT requirements, repair/retest cost if defects occur |
| Socket Weld Fittings | Weld workmanship, crevice/corrosion risk in service, limited volumetric inspection options |
Supply chain factors also play a role:
- Supplier evaluation: material traceability, process control, and documented QC
- Inspection capability: dimensional checks, PMI if required, NDT subcontracting readiness
- Logistics planning: lead times for alloy grades and special sizes
- Documentation quality: MTR completeness and alignment with project requirements
Sunhy’s integrated manufacturing and verification steps can simplify procurement—provided the delivered documentation matches the project’s line class and inspection requirements.
Corrosion Resistance and Material Quality
Material quality and corrosion mechanism control determine long-term reliability more than the connection type alone.
Stainless steel, duplex, and super duplex materials can offer strong resistance when the alloy is matched to the environment. For austenitic stainless fittings supplied to ASTM A403/A403M, heat treatment is part of compliance and should be reflected on the MTR. In practice, solution annealing temperature depends on grade and product form; typical guidance for austenitic stainless solution anneal and rapid cooling is commonly stated in stainless technical references (for example: World Stainless Association heat-treatment guidance). If intergranular corrosion susceptibility is a concern, testing practices such as ASTM A262 may be referenced by owner specs for verification in certain cases.
| Material Type | Corrosion Resistance | Strength | Application Suitability |
|---|---|---|---|
| Stainless Steel | High (environment dependent) | High | General use |
| Duplex | Very High (not universal) | High | Offshore and chloride-bearing service (spec dependent) |
| Super Duplex | Very High (not universal) | Very High | Severe chloride service under controlled conditions |
| Inconel/Incoloy | High | High | High-temperature / aggressive environments |
| Monel | High | Moderate | Seawater and specific chemical environments |
| Titanium | Very High | High | Marine and specialty chemical service |
Sunhy notes solution annealing and rapid quenching for stainless products; in practice, confirm the actual heat treatment and test results on the MTR/inspection dossier for the delivered heat/lot, and align acceptance with the project spec. For chloride-driven pitting/crevice risk, avoid crevice-prone geometries (socket interfaces, deposits) where possible and match alloy selection to the expected chloride concentration and temperature.
Selecting the right material and connection type together—and verifying documentation—prevents most “surprise” leaks in service.
Selection Guide for Pipe Connection Types
Decision Checklist
Engineers should use a structured checklist to select the right pipe connection type for their system.
A practical checklist helps engineers and buyers match the correct fittings to their project requirements. Sunhy’s product range covers all major connection types, supporting diverse industrial needs.
- Compatibility of pipe materials
Select fittings that match the pipe material and corrosion strategy (galvanic pairing, chloride/pitting, SCC concerns where applicable). - Ratings for temperature and pressure
Confirm the joint type is permitted by the piping class and that pressure-temperature design is validated by the governing code (do not treat “class” as a single psi number). - Dimensions and size
Verify NPS, wall thickness/schedule basis, end-to-end dimensions, and any special tolerance notes for spool fit-up. - Environmental factors & corrosion resistance
Identify the dominant corrosion mechanism; avoid crevices where crevice corrosion is a credible risk (see crevice corrosion overview). - Budget and longevity
Compare lifecycle cost: fabrication + inspection + rework + downtime from leakage events. - Maintenance and accessibility
Define how the joint will be inspected and repaired after commissioning; make access an explicit decision. - Specific application requirements
Confirm thread standard (NPT vs BSPT/BSPP), welding qualification requirements, and documentation deliverables (MTR, NDT reports, dimensional records).
Tip: If a project has recurring leakage history, the fix is usually not “more sealant”—it is selecting a joint type consistent with vibration, cyclic duty, and corrosion mechanism.
Common Mistakes
Selecting the wrong connection type or installing fittings incorrectly can compromise system integrity and safety.
Engineers sometimes overlook failure modes or installation errors, which can lead to leaks, corrosion, or mechanical breakdowns. Understanding these risks helps prevent costly mistakes.
| Fitting Type | Common Mistakes |
|---|---|
| Threaded | Wrong thread pairing (NPT vs BSP), over-tightening, vibration loosening, stainless galling, inconsistent sealant practice |
| Socket Weld | Bottoming pipe without pull-back gap, poor fillet weld profile, ignoring crevice corrosion risk, using in severe cyclic service without approval |
| Butt Weld | Poor fit-up/hi-lo, inadequate purge on stainless, incorrect heat input/interpass control, skipping required inspection steps |
- Using the wrong connection can compromise the system’s integrity—especially when the piping class was written to control leak risk.
- Ignoring environmental drivers (chlorides, deposits, stagnation) can cause premature localized corrosion even on “good stainless.”
- Failing to verify thread standard (NPT/BSP/parallel vs taper) causes chronic leakage that sealant cannot permanently fix.
- Overlooking accessibility complicates inspection and increases downtime when a small-bore leak becomes a safety event.
Note: Training matters, but so does upfront standardization—write the joint selection into the line class and enforce it at procurement and construction.
Example Scenarios
Engineers should match connection types to specific scenarios for optimal performance and reliability.
- High-pressure steam line in a power plant
Butt weld fittings are commonly selected for high-integrity service where leakage consequence is high and inspection planning is robust. - Chemical transfer in a corrosion-driven environment
Prefer a connection strategy that minimizes crevices and supports inspection; if socket weld is considered, justify it against chloride/stagnation and lifecycle risk. - Utility water line in a commercial building
Threaded fittings can be practical for truly low-risk systems requiring fast service—provided thread type is verified and vibration is controlled. - Offshore oil platform
Duplex/super duplex selections often pair with butt weld for integrity; validate alloy selection against chloride temperature and welding controls.
Engineers can consult Sunhy’s catalog to select fittings tailored to their application, then validate the final joint choice against the project piping class, corrosion study, and inspection plan.
Engineers should select pipe fittings based on system pressure, material quality, and installation needs.
Butt weld fittings are commonly used where long-term integrity and smooth bore are critical. Socket weld fittings can work well for compact, small-bore high-pressure applications when corrosion mechanisms and inspection limits are acceptable. Threaded fittings support fast assembly where disassembly is expected and service risk is low. Sunhy’s manufacturing and QC can support these applications when documentation and compliance align with the project requirements.
- Butt weld: Best for integrity, smooth bore, and high consequence service when welding/NDT controls are available
- Socket weld: Practical for small-bore high-pressure service where crevice/cyclic risks are acceptable and controlled
- Threaded: Fast assembly for low-risk utility lines and frequent maintenance; verify thread standard and control galling/sealant practice
FAQ
What is the best fitting for high-pressure pipelines?
For high consequence or high integrity pipelines, butt weld is commonly the first choice because it eliminates thread sealing variables and supports robust inspection planning.
Where forged fitting classes are used (small-bore), socket weld can also be appropriate in high-pressure duty when permitted by the piping class. Validate the decision against design code, cyclic/vibration duty, and the NDT/access plan.
How do I ensure a leak-resistant fit in my piping system?
Control the joint variables that actually cause leaks: correct standard, correct assembly/welding practice, and verification.
For threaded joints, verify thread type (NPT vs BSPT/BSPP) and use a consistent sealant/lubricant practice. For welded joints, enforce fit-up tolerances, purge requirements (stainless), and inspection hold points. For all types, require traceable documentation (MTR and inspection records) and confirm dimensions before installation.
Which fitting type works best in corrosive environments?
The best choice depends on the corrosion mechanism; in many corrosion-driven services, reducing crevices and dead zones is as important as alloy grade.
Butt weld often performs well because it can minimize crevice locations and supports inspection. Socket weld introduces a crevice at the socket interface, which can be a risk in chloride/stagnant/deposit-prone service. Threaded joints add sealing uncertainty and crevice locations at the threads; use them only when the service and spec allow.
Can threaded fittings handle frequent maintenance?
Threaded fittings allow easy disassembly for frequent maintenance when the service is low risk.
To keep them reliable, standardize thread type, prevent stainless galling (lubricant/anti-seize where appropriate), and avoid threaded joints in high vibration or severe cyclic conditions unless the piping class explicitly permits it.
How do I choose between butt weld, socket weld, and threaded fittings?
Engineers should match fitting type to system pressure, environment, inspection requirements, and maintenance access.
Use this table for quick reference:
| Fitting Type | Best Use Case | Maintenance | Pressure Rating |
|---|---|---|---|
| Butt Weld | High-integrity pipelines and higher consequence services | Low (cut-out for replacement) | Determined by design code + pipe material/wall; B16.9 is dimensional reference |
| Socket Weld | Small-bore high-pressure utility/instrument applications where permitted | Medium | Class 3000/6000/9000 per ASME B16.11 (verify P-T in spec) |
| Threaded | Low-risk utilities and frequent service/disassembly | High | Class 2000/3000/6000 per ASME B16.11 (verify P-T in spec) |
When should I avoid socket weld fittings?
Avoid socket weld where crevice corrosion, severe cyclic loading, or mandatory volumetric NDT drives the integrity requirement.
Socket weld geometry can trap deposits and create crevices. If the service is chloride-bearing, stagnant, or deposit-prone, butt weld or a connection designed to eliminate crevices is often easier to justify. If the owner spec requires UT/RT coverage of the joint, socket weld is frequently a poor fit.
How do I prevent stainless thread galling on threaded fittings?
Prevent galling by controlling thread condition, assembly speed/torque, and using a suitable lubricant for stainless.
Use clean, undamaged threads; avoid forcing mismatched thread types; and consider a lubricant/anti-seize suitable for stainless and service conditions (example guidance is available from Swagelok lubricants). Reuse should include inspection for thread deformation and seizure marks.