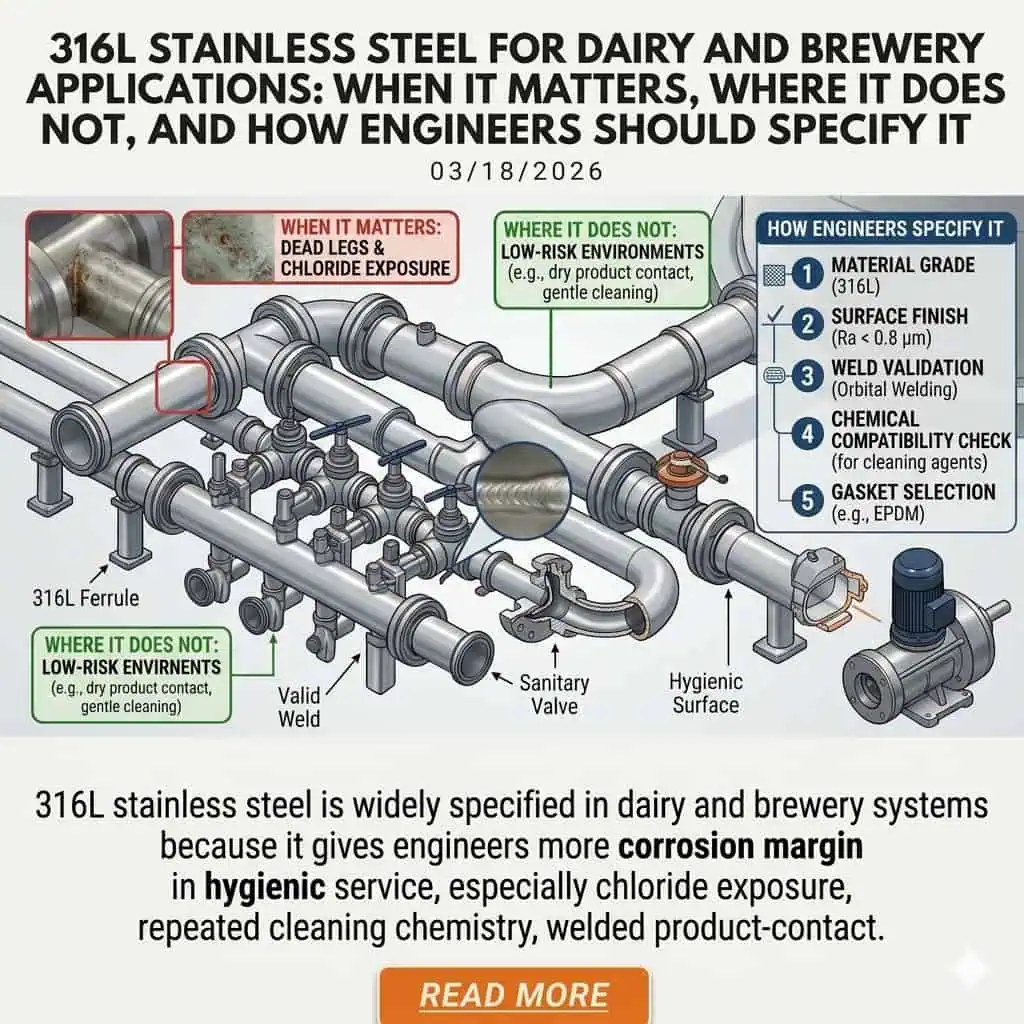
316L stainless steel is widely specified in dairy and brewery systems because it gives engineers more corrosion margin in hygienic service, especially where chloride exposure, repeated cleaning chemistry, welded product-contact assemblies, and higher sanitation consequence overlap. That does not mean 316L is mandatory everywhere. In real dairy and brewery plants, the right material choice depends on the actual product, the cleaning regime, the local geometry, the weld density, and how severe the consequence would be if local corrosion or surface degradation began at a ferrule, weld, valve seat, or sample point.
This is why a good 316L decision is never just a material upgrade decision. It is a hygienic reliability decision. If your process includes brine, aggressive CIP exposure, more demanding beer-contact or dairy-contact zones, repeated hot cleaning, or complex welded manifolds, 316L often deserves closer review. If the service is milder and the hygienic risk is lower, 304 or 304L may still be fully acceptable. This guide explains when 316L really matters in dairy and brewery applications, where it does not, and how engineers should specify it so the material upgrade solves a real problem instead of becoming an expensive distraction.
What Makes 316L Different from 304/304L in Dairy and Brewery Service
Why Molybdenum Matters in Hygienic Stainless Steel
The most important difference between 316L and 304/304L in hygienic service is the added molybdenum. In practical engineering terms, that matters because molybdenum improves resistance to localized corrosion mechanisms such as pitting and crevice corrosion, especially in chloride-containing environments. That is exactly the type of risk that becomes more important around gasket lands, weld-adjacent features, ferrules, sample points, and poorly drained local pockets where residues or cleaning chemistry can concentrate longer than they should.
This is why 316L is often reviewed first for brine systems, salty products, chloride-bearing ingredients, or hygienic lines that see repeated cleaning exposure and have little tolerance for local corrosion. Outokumpu’s corrosion guidance and Nickel Institute selection guidance both point in the same direction: molybdenum improves pitting and crevice corrosion resistance, while low-carbon CrNiMo grades are used where stronger corrosion resistance is needed in more demanding service.
For the dairy and brewery user, the more useful question is not “Is 316L premium?” but “Will extra corrosion margin change reliability at the exact locations where this hygienic line is most vulnerable?”
Why the Low-Carbon “L” Grade Matters in Welded Hygienic Systems
The low-carbon “L” grade matters because dairy and brewery systems are heavily fabricated and heavily welded. Hygienic tubing systems, valve manifolds, sample branches, process skids, tank nozzles, and custom-fabricated assemblies all create weld heat-affected zones that must remain corrosion-resistant and cleanable over time. Nickel Institute guidance on welded fabrication and stainless steel piping guidance note that low-carbon grades such as 316L reduce the risk of sensitization and are preferred where welded stainless piping must retain corrosion resistance in service.
In field terms, low carbon does not eliminate the need for proper purge quality, internal weld profile control, pickling, passivation, or post-fabrication handling discipline. What it does is improve the probability that the weld region will maintain corrosion margin more consistently in demanding hygienic service.
What 316L Improves—and What It Does Not
316L improves corrosion margin. It does not automatically create a hygienic system. It can reduce the likelihood of localized attack in more demanding dairy and brewery service. It can perform better in chloride-bearing environments. It can be a better fit for welded product-contact assemblies that see stronger cleaning exposure. But it does not fix dead legs, poor drainability, rough welds, incorrect gasket selection, or weak CIP geometry.
This is where material decisions need to stay connected to the broader hygienic design logic. If the actual weak point in the line is branch geometry, sample-point stagnation, or repeated low-point retention, changing 304L to 316L may improve corrosion tolerance while leaving the true cleanability problem untouched. That is why this article should sit alongside CIP Design Considerations for Hygienic Piping and Cleaning and Maintenance of Sanitary Piping Systems.
Why Dairy and Brewery Applications Often Specify 316L
Dairy Applications with Higher Corrosion or Hygiene Consequence
Dairy is one of the clearest examples of why 316L sometimes deserves priority. Not every dairy line needs it, but certain dairy services place a much higher demand on corrosion resistance and hygienic stability. Cheese brine systems are the strongest example. USDA’s dairy equipment review guidance states that stainless steel tanks for cheese brine systems and related equipment should be made from 316 series stainless steel. That is not a marketing preference. It is a dairy-specific recognition that salt-bearing service changes the corrosion problem enough to justify a different material baseline.
In broader dairy work, 316L also deserves review in areas with repeated hot CIP exposure, more aggressive acid cleaning, welded product-contact manifolds, high-cleanability zones, or local features where chloride-bearing or protein-bearing residues may concentrate longer if drainability is imperfect.
Brewery Applications Where 316L Deserves Closer Review
Brewery service is more selective. Brewers Association guidance for refillable kegs states that beer-contact surfaces should be made of food-safe AISI 304 or AISI 316 stainless steel. That is an important point because it shows breweries are not dealing with a single mandatory answer. Both grades are used. The engineering decision depends on the actual hygienic risk, cleaning regime, weld density, and corrosion exposure of the zone under review.
316L deserves closer attention in brewery cellar systems, bright beer handling, aggressive cleaning zones, sample assemblies, valve clusters, yeast-related handling areas, and other product-contact circuits where corrosion tolerance and hygienic consequence overlap. Brewers Association’s yeast-handling engineering white paper also notes that dedicated or repurposed tanks for yeast service ideally use 304 or 316L stainless steel, follow 3-A or EHEDG principles, and include CIP and heat-sterilization capability. That combination is important because it shows the material decision is being made together with hygienic design and cleanability, not in isolation.
Why Many Plants Use a Risk-Based 304/316L Split
Many good dairy and brewery projects do not use 316L everywhere. They use it where it changes risk. FORCE Technology’s corrosion paper notes that process plants in these sectors are normally specified as either AISI 304 or AISI 316L. That reflects what engineers actually do in the field: they zone the risk. High-risk product-contact zones, brine-related equipment, more aggressive CIP-exposed assemblies, or heavily welded hygienic manifolds may move to 316L, while milder service zones remain 304/304L.
This is often the best balance between corrosion performance and capital cost. It also makes the specification more credible, because the material upgrade is tied to service severity rather than used as a blanket answer everywhere.

| Zone or Duty | 304/304L Often Acceptable | 316L Deserves Review |
|---|---|---|
| General product-contact tubing | Mild product, moderate cleaning, low chloride exposure | Frequent hot CIP, tighter hygiene consequence, heavier weld density |
| Dairy brine-related service | Usually not preferred | Strongly preferred due to chloride-driven corrosion risk |
| Brewery beer-contact service | Common and often acceptable | Useful where cleaning severity, crevice risk, or local corrosion exposure are higher |
| Sample manifolds / valve clusters | Possible in milder service | Worth evaluating early because local retention and weld density are higher |
When 316L Is the Better Choice in Real Dairy and Brewery Systems
Chloride-Bearing Service
If chlorides are part of the real service environment, 316L deserves early review. This includes cheese brine, salty dairy streams, seasoning liquids, certain brewery cleaning residues, and any hygienic location where chloride-bearing liquids can remain in crevice-prone zones around ferrules, valve seats, sample points, or poorly drained weld details. This is where the molybdenum advantage in 316L becomes practically relevant rather than merely theoretical.
A common field pattern is that the straight tube appears acceptable while local attack starts first at clamp joints, around gasket contact areas, or near weld-adjacent features. That does not mean the whole material choice was wrong. It means the locations with the highest crevice and retention risk are where material margin becomes most visible first.

Repeated Acid, Caustic, or Sanitizer Cleaning
Repeated cleaning exposure can justify 316L even when the product itself is not exceptionally aggressive. Dairy and brewery lines do not live in product service alone. They live in the combined environment of product, rinse water, caustic, acid, sanitizers, heat, and shutdown moisture. If the line sees repeated cleaning cycles, hot washdown, or more aggressive chemistry, the material is being asked to survive the cleaning environment as much as the product environment.
That is also why FDA 21 CFR 117.40 is so relevant here. Food-contact surfaces must be corrosion-resistant and designed to withstand the intended use environment, including cleaning compounds, sanitizing agents, and cleaning procedures. In other words, “the product is mild” is not enough reason by itself to ignore the cleaning regime.
High Weld Density and Complex Hygienic Assemblies
The more welded and fabricated the hygienic assembly becomes, the more carefully 316L should be considered. Sample manifolds, valve clusters, skid fabrication, branch-heavy product-contact systems, and custom dairy or brewery assemblies all multiply the number of weld regions and local detail transitions that need to remain corrosion-resistant and cleanable over time. In those systems, 316L may be justified not because the whole line is highly corrosive, but because the line contains too many welded local features to accept a narrower corrosion margin.
Common engineering example: on a cost-sensitive dairy skid, teams often keep lower-risk tube runs in 304L but move valve blocks, sample branches, and the more welded product-contact manifold sections to 316L. The result is not “mixed quality.” It is a more accurate mapping of material to hygienic risk.
When 304 or 304L May Still Be Fully Acceptable
Mild Product, Moderate Cleaning, Lower Hygienic Consequence
304 or 304L may still be fully acceptable in many dairy and brewery systems where the product is milder, the cleaning environment is more moderate, and the local hygienic consequence is lower. That is especially true in cost-sensitive projects, secondary support systems, or selected product-contact areas where chloride exposure is limited and the service history does not justify the higher alloy.
This is one reason why breweries commonly operate with both 304 and 316 in different contexts rather than treating one grade as universally mandatory.
Why Overspecifying 316L Does Not Automatically Improve Hygiene
Overspecifying 316L does not automatically improve hygienic performance if the weak point in the system is not material-related. A dead leg remains a dead leg in 316L. A rough weld remains a rough weld in 316L. A poorly drained sample point remains difficult to clean in 316L. A damaged gasket does not become chemically correct because the ferrule is molybdenum-bearing stainless.
A common retrofit lesson is that teams upgrade to 316L after repeated ATP or residue concerns, then see only limited improvement because the actual cause was poor local geometry, weld profile, or drainage behavior. That is why material review should stay connected to CIP design and not become a substitute for it.
A Better Engineering Question Than “Which Grade Is Best?”
The better engineering question is not “Which grade is best?” but “Which grade changes the real risk in this exact service?” That phrasing forces the design team to evaluate product chemistry, cleaning exposure, local retention risk, weld density, hygienic consequence, and maintenance reality together. That is how strong material decisions are actually made in dairy and brewery projects.
Surface Finish, Weld Quality, and Passivation: Why 316L Alone Is Not Enough
Surface Finish Is Part of Hygienic Performance
Surface finish is not cosmetic in dairy and brewery service. It is part of the corrosion and cleanability performance of the system. FORCE Technology’s surface specification paper emphasizes that stainless steel surfaces are specified not just by alloy grade, but also by surface condition because that affects both hygienic performance and corrosion behavior. A more corrosion-resistant alloy does not erase the practical importance of a well-controlled product-contact surface.
Weld Defects Reduce Corrosion Tolerance and Compromise Hygiene
Weld defects and poor post-fabrication surface condition reduce the very corrosion tolerance that users expect from 316L. FORCE Technology’s corrosion paper states plainly that defects lower tolerance against corrosion and compromise hygienic requirements. That is one of the most important practical truths in this whole subject. In dairy and brewery systems, the first corrosion or cleanability problem is often not caused by the wrong alloy family. It is caused by the way the alloy was fabricated and finished.
Common field example: a local manifold is correctly upgraded to 316L, but one ferrule-to-tube weld remains heat-tinted and rough. After startup, that weld-adjacent location becomes the first place where residue retention or discoloration appears. The lesson is not that 316L failed. The lesson is that 316L still needs hygienic fabrication discipline.

Passivation and Post-Treatment Should Not Be an Afterthought
Pickling, passivation, contamination control, and post-fabrication handling should not be treated as afterthoughts in dairy and brewery stainless systems. If fabrication contamination or poor post-treatment leaves the surface less corrosion-resistant than intended, the expected advantage of 316L is partly lost before startup. Engineers should treat post-fabrication surface condition as part of the hygienic material specification, not as a separate shop detail.
Research and Industry Examples That Explain Why 316L Is Used
Why Brine Service Pushes Dairy Equipment Toward 316 Series Stainless
Cheese brine service is one of the strongest dairy-specific reasons to specify 316 series stainless steel. USDA dairy equipment guidance is explicit on this point for cheese brine systems and related equipment. This matters because it is not a vague “food grade” recommendation. It is a sector-specific recognition that chloride-rich service changes the corrosion problem enough to justify a different material requirement.
Why Brewery and Dairy Plants Often Win or Lose on Surface Condition
In both brewery and dairy plants, alloy grade is only part of the story. Surface condition often decides whether the system behaves like a hygienic asset or a repeated trouble point. The FORCE Technology papers are particularly valuable here because they focus on exactly what practitioners see in the field: the interaction between grade, surface condition, corrosion behavior, and hygienic requirements in real processing environments.
A Real Engineering Lesson: Better Alloy Does Not Rescue a Poor Hygienic Detail
A better alloy does not rescue a poor hygienic detail. In more than one retrofit scenario, teams upgraded a local product-contact assembly to 316L expecting the repeated issue to disappear. Instead, the line still showed cleaning instability because the actual weak point was a dead pocket, poor drainability, or a local weld / seal problem. This is exactly why 316L should be specified where it changes corrosion risk, while geometry, weld quality, and cleanability are corrected where they are the true root cause.
How Engineers Should Specify 316L for Dairy and Brewery Applications
Specify the Grade Clearly—and Only Where It Matters
Do not write “stainless steel” on a dairy or brewery hygienic drawing and assume the supply chain will interpret it correctly. If 316L is required, specify it clearly for the actual wetted parts that matter: tubing, ferrules, valve bodies, manifolds, sample points, and any local product-contact detail where corrosion or hygienic performance is critical. At the same time, do not extend the upgrade carelessly into every component if the service does not justify it.
Do Not Separate Material Specification from Surface and Fabrication Specification
A strong 316L specification should include more than alloy grade. It should be tied to surface finish expectations, weld acceptance criteria, post-treatment expectations, and documentation where needed. FORCE Technology notes that stainless materials for these sectors are typically delivered with a certificate documenting compliance, which is exactly why grade, finish, and fabrication expectations should be treated as one specification set rather than as disconnected topics.
Check Cleaning Chemistry, Seals, and Geometry at the Same Time
The best 316L decision is made together with chemistry, seal, and geometry review. If the local assembly is exposed to aggressive CIP, poor drainability, weak branch flushing, or a seal material that degrades first, the alloy decision must be read together with the cleanability decision. That is the only way to tell whether 316L is solving the dominant problem or only improving one part of a more complex hygienic risk.
Common Mistakes When Using 316L in Dairy and Brewery Applications
Assuming 316L Means Fully Hygienic
316L improves corrosion margin. It does not guarantee good cleanability, good weld execution, good drainability, or correct hygienic design.
Using 316L Everywhere Without a Risk Review
Over-specification increases cost without necessarily improving the real weak points in the line. A risk-based zoning approach is often more defensible.
Ignoring Welds, Surface Finish, and Passivation
Many early failures in “upgraded” systems are actually fabrication or surface-condition problems rather than wrong-alloy problems.
Overlooking Gasket and Seal Compatibility
A stronger metal does not protect a hygienic joint from the wrong elastomer, poor compression recovery, odor retention, or repeated assembly damage.
Treating Corrosion Margin as a Substitute for Good CIP Design
If the line is hard to clean because of geometry, weak branch flow, or local liquid retention, 316L may improve tolerance without fixing the actual hygiene problem.
Practical Selection Checklist: Is 316L Worth It for This Dairy or Brewery Application?

Use 316L if the application includes
- Cheese brine or other chloride-bearing dairy service
- Salty ingredients or retained chloride exposure in local hygienic zones
- Frequent acid, caustic, sanitizer, or hot cleaning cycles
- High weld density in product-contact manifolds or skids
- Higher hygienic consequence if localized corrosion begins
- Critical ferrules, valve bodies, sample points, or crevice-prone wetted assemblies
304 or 304L may still be enough if the application includes
- Milder product chemistry
- More moderate cleaning conditions
- Lower chloride exposure
- Lower hygienic consequence in that particular zone
- A cost-sensitive project where a risk-based split is more efficient
Questions to Answer Before Final Material Approval
- What exactly is the product chemistry, including salt and residue behavior?
- What cleaning compounds, temperatures, and frequencies will the assembly really see?
- Where are the most crevice-prone and welded local features?
- Would 316L change the corrosion risk in those locations materially?
- Is the dominant problem material-related, or is it really geometry, weld finish, or maintenance control?
- Which zones deserve 316L first if the project is cost-sensitive?

Conclusion: 316L Is a Better Engineering Choice Only When the Service Actually Demands It
316L is a better engineering choice only when the dairy or brewery service actually demands the extra corrosion margin it provides. It becomes more valuable where chloride-bearing exposure, more severe cleaning, higher weld density, and greater hygienic consequence overlap. In milder zones, 304 or 304L may still be fully valid.
The strongest specifications in dairy and brewery work do not ask only whether 316L is “better.” They ask whether 316L changes the real hygienic reliability of the exact local assembly under review. For the broader hygienic design picture, connect this article with CIP Design Considerations for Hygienic Piping, Tri-Clamp Fittings in Brewing Systems, Cleaning and Maintenance of Sanitary Piping Systems, How to Select Hygienic Fittings for Food Processing, and Sanitary vs Industrial Pipe Fittings.
FAQ
Is 316L always required for dairy applications?
No. 316L is not automatically required for every dairy system, but it deserves strong consideration in higher-risk dairy service such as cheese brine, aggressive cleaning environments, or product-contact assemblies where localized corrosion would create a bigger hygienic consequence.
Do breweries really need 316L stainless steel?
Sometimes, but not always. Many brewery systems use 304 successfully, and Brewers Association guidance for beer-contact surfaces allows either AISI 304 or AISI 316 stainless steel. The better decision depends on cleaning severity, local corrosion risk, weld density, and hygienic consequence in the exact zone under review.
What is the difference between 304L and 316L in hygienic service?
The most practical difference is corrosion margin. 316L contains molybdenum and low carbon, which improve resistance to localized corrosion such as pitting and crevice attack and make it a better fit for more corrosive or heavily welded hygienic service.
Why is 316L often recommended for brine or chloride-bearing service?
Because chlorides increase the risk of pitting and crevice corrosion. The molybdenum in 316L improves resistance in those environments, which is why USDA dairy guidance specifically points to 316 series stainless steel for cheese brine systems.
Does 316L eliminate the need for good weld quality and CIP design?
No. 316L improves corrosion resistance, but it does not correct rough welds, poor drainability, dead legs, bad gasket selection, or weak CIP geometry. Those still need to be designed and fabricated correctly.
Where should I prioritize 316L first in a cost-sensitive project?
Start with the highest-risk wetted zones. In dairy and brewery systems, that usually means brine-related service, sample points, valve manifolds, welded product-contact assemblies, and hygienic zones that see harsher cleaning or have a higher consequence if local corrosion begins.

