Single-Sided Fastening Solutions · OEM Rivet Nut Manufacturer
Blind Rivet Nuts: High-Torque Threads for Thin, Single-Access Panels
When you need robust, load-bearing threads in thin-gauge sheet metal, tubing, or extrusions where tapping is impossible and rear access is restricted, standard nuts simply cannot work. Backed by decades of cold-forging excellence, our engineered Blind Rivet Nuts (Threaded Inserts) create secure, permanent threads entirely from one side of the workpiece. Whether your application requires the extreme anti-rotation geometry of our Hex Body designs, the environmental sealing of our Closed End variants, or the reliable bite of our Knurled Body inserts, we deliver uncompromising pull-out resistance for your most critical OEM assemblies.
Configurations: Hex Body, Knurled (Ribbed), Smooth Body, Closed-End.
Head Styles: Flat Head (Large Flange) and Reduced Head (Low Profile).
Materials: Carbon Steel (Zinc/Nickel plated), 304/316 Stainless Steel, Aluminum.
Readiness: Strict Grip Range Tolerance, Localized Annealing, PPAP Level 3 available.
Types of Blind Rivet Nuts
 Special Nuts
Special Nuts
Inserts & Rivet Series
Weld Nuts Series
Furniture & Specialty

Flat Head Closed End Blind Rivet Nut

Flat Head Smooth Body Blind Rivet Nut

Flat Head Knurled (Ribbed) Body Rivet Nut

Hex Body Rivet Nut (Reduced Head)
The Engineering Advantage: The Physics of Blind Installation
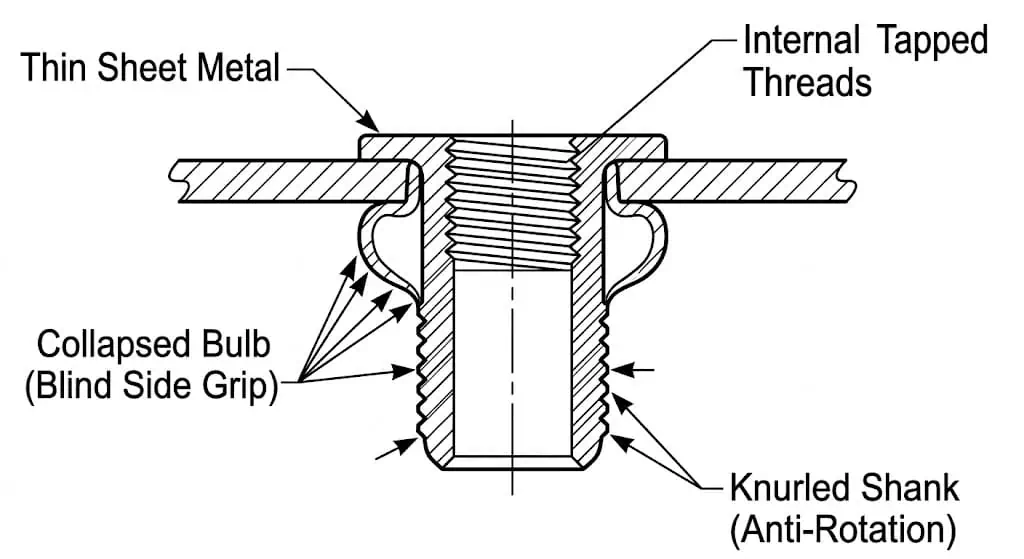
How does a blind rivet nut work? It relies on Controlled Radial Expansion. Using a specialized hydro-pneumatic tool, the internal threads of the nut are pulled upward while the head is held stationary against the panel face. Because the upper portion of the shank (the collapsible wall) is engineered to be thinner and specifically annealed, it buckles and folds outward.
This creates a secondary, permanent mechanical flange on the blind side of the panel. The sheet metal is now tightly sandwiched between the top head and the newly collapsed bulb, creating a structural joint that resists incredible pull-out forces (tension) without ever needing access to the back of the assembly.
What Is A Blind Rivet Nut?
A blind rivet nut is a specialized threaded insert engineered to create permanent, load-bearing threads in thin sheet metal, tubing, or extrusions where traditional tapping is impossible. This fastener can be installed entirely from just one side of the workpiece, making it ideal for “blind” applications where the back of the panel is inaccessible. During installation, the rivet nut’s internal threads are pulled, causing a specifically engineered collapsible zone in the shank to buckle and fold outwardly. This forms a strong secondary mechanical flange, often referred to as a bulb, which tightly sandwiches the host material between itself and the top head of the nut, securing the insert firmly in place and defeating both spin-out and pull-out failures.
Dimensional Reference: Common Metric Specifications
(Note: Every rivet nut has a strict “Grip Range”—the minimum and maximum sheet thickness it can clamp. Using a nut outside its specified grip range will result in catastrophic joint failure.)
| Thread Size | Hole Size | Body Style | Standard Grip Range |
| M4 | 6.00 mm | Knurled / Smooth | 0.5 mm – 2.5 mm |
| M5 | 7.00 mm | Knurled / Hex | 0.5 mm – 3.0 mm |
| M6 | 9.00 mm | Knurled / Hex / Closed | 0.5 mm – 3.0 mm |
| M8 | 11.00 mm | Knurled / Hex / Closed | 1.0 mm – 3.5 mm |
| M10 | 13.00 mm | Knurled / Hex | 1.0 mm – 4.0 mm |
Factory Engineering: Solving OEM Assembly Failures
Pain Point 1: Thread Stripping During Installation
The Cause: If the entire rivet nut is heat-treated to be too hard, it takes immense force to collapse the wall, often causing the installation tool to strip the internal threads before the nut is fully set.
Our Solution: We utilize a highly controlled Localized Induction Annealing process. We only soften the specific “collapsible zone” of the shank, while keeping the internal threads and the head at a higher tensile strength. This guarantees a smooth, predictable collapse with zero thread distortion.
Pain Point 2: Premature Spin-Out in High Vibration
The Cause: Cheap knurled nuts use shallow, poorly defined ribs that act more like cosmetic scratches than structural teeth, failing to grip the sheet metal edges.
Our Solution: Our cold-forging dies are engineered to extrude deep, razor-sharp vertical splines. When our ribbed nuts expand, these deep splines embed aggressively into the host material, dramatically increasing prevailing torque limits.
Industry Application Case Study
Sector: E-Mobility & EV Battery Enclosures
The Challenge: An OEM manufacturing extruded aluminum battery trays for electric vehicles needed to attach heavy mounting brackets. Tapping the 2.5mm aluminum extrusions didn’t provide enough thread engagement, and rear access was impossible due to the sealed battery cells. Standard knurled rivet nuts were allowing moisture to wick down the threads during rain testing, causing battery short circuits.
Our Solution: As a veteran manufacturing partner, we engineered a batch of M8 Flat Head Closed End Blind Rivet Nuts made from 304 Stainless Steel.
The Result: The structural rivet nut provided a massive 15kN pull-out resistance in the thin aluminum. More importantly, the Closed End design completely sealed the penetration point, allowing the battery enclosure to easily pass strict IP67 water immersion tests.




FAQ
Can I use a round knurled rivet nut for extremely high-torque applications?
For extreme torque, round bodies (even knurled ones) are a risk. If your application involves a high-friction prevailing torque lock bolt or extreme dynamic rotational loads, you must punch a hexagonal hole and specify our Hex Body Rivet Nut. The mechanical interference of a hex shape is the only way to guarantee 100% spin-out prevention.
What happens if my sheet metal is thinner than the nut's minimum Grip Range?
The nut will fail to clamp the material. When the collapsible wall folds, it will bottom out before the bulb reaches the back of the sheet metal, leaving the nut loose and rattling in the hole. Always select a rivet nut where your exact panel thickness falls squarely within the specified grip range.
Do I need special tools to install blind rivet nuts?
Yes. While DIY hand-wrenches exist for single repairs, industrial OEM assembly requires a pneumatic or hydro-pneumatic “spin-pull-spin” rivet nut tool. This tool threads onto the nut, pulls back with immense hydraulic force to collapse the bulb, and then instantly spins in reverse to disengage.