







OEM-Sechskant-Schweißmutter-Hersteller · Auswahl für kundenspezifische und spezielle geführte Konstruktionen
Spezielle Sechskant-Schweißmuttern: Kundenangepasst für Hochdrehmoment-Blechmontagen
Gestützt auf 30 Jahre Kaltstauchtechnik, fertigen wir kundenspezifische und spezielle Sechskant-Schweißmuttern, die für einwandfreies automatisches Projektionsschweißen konzipiert sind. Wir wissen, dass in Hochvolumen-OEM-Umgebungen eine Schweißmutter drei Dinge bieten muss: identisches Projektionsschmelzen, spritzerfreie Gewinde und kohlenstoffarme Metallurgie, um spröde Verbindungen zu vermeiden. Unsere Sechskant-Schweißmuttern garantieren maximale Drehmoment- und Ausziehfestigkeit für Anwendungen in der Automobilindustrie, HLK und Schwermaschinen.
Fähigkeiten: Kundenspezifische OEM-Zeichnungen · Nicht standardmäßige Führungshöhen · Modifizierte DIN 929 / ISO 21670-Äquivalente
Muttertypen: Mit Führung (selbstzentrierend) · Flache Basis (ohne Führung) · 3-Projektion · 6-Projektion
Güteklassen/Materialien: C1010/C1015 Niedrigkohlenstoffstahl (schweißoptimiert) · 304/316 Edelstahl
Oberflächen: Blank/Unbehandelt (Empfohlen zum Schweißen) · Leichtes Rostschutzöl · Kupferbeschichtung
Dokumente: EN 10204 3.1 · PPAP Stufe 3 · Wärme-/Los-Rückverfolgbarkeit · Schweißbarkeitsberichte
Arten von Sechskant-Schweißmuttern
 Spezialmuttern
Spezialmuttern
Schweißmuttern Serie
Sicherungsmuttern Serie
Einsätze & Nietreihen
Möbel & Spezialteile

Sechskant-Schweißmutter (Runde Basis)

Sechskant-Schweißmutter mit Pilot

Sechskant-Schweißmutter mit Ansatz (DIN 929-Ausführung)
Warum unsere Spezial- und kundenspezifischen Sechskant-Schweißmuttern wählen?
Konzipiert für nicht standardisierte Bleche: Standard-Schweißmuttern vom Regal versagen oft bei ultradünnen oder besonders dicken Blechen. Wir spezialisieren uns auf die Anpassung von Ansatzhöhen und Projektionsvolumen, um perfekt auf Ihre spezifische Materialstärke abzustimmen, Ansatzüberstände zu vermeiden und bündige Montagen zu gewährleisten.
100% Konsistente Projektionshöhen: Wir halten kundenspezifische Projektionstoleranzen streng auf ±0,05 mm. Bei automatisiertem Widerstandsschweißen führen ungleichmäßige Projektionen zu lokalen Kaltverschweißungen. Unsere strenge Maßkontrolle sorgt für gleichmäßigen Stromfluss an allen Punkten und garantiert jedes Mal eine strukturell solide Schmelze.
Spritzerfreie Innengewinde: 30 Jahre Fehlerbehebung haben uns gelehrt, dass das Nachschneiden von Gewinden eine enorme Ressourcenverschwendung für OEMs darstellt. Wir optimieren den Ansatzfase und Gewindesenkung über Standardvorgaben hinaus, um den Austritt von geschmolzenem Metall physikalisch zu blockieren und die Gewindeintegrität ohne Nachbearbeitung zu erhalten.
Strenge metallurgische Kontrolle mit niedrigem Kohlenstoffgehalt: Wir verwenden ausschließlich C1010/C1015-Stahl mit niedrigem Kohlenstoffgehalt. Die Verwendung von Stahlschrott mit höherem Kohlenstoffgehalt führt bei schneller Abkühlung zur Martensitbildung, was spröde Schweißnähte verursacht, die unter dem endgültigen Bolzendrehmoment brechen. Unser Material garantiert eine zähe, stoßfeste Verbindung.
Automatisierte Zuführerkompatibilität: Ob Sie eine kundenspezifische Flachbasis-Konstruktion oder ein überdimensioniertes Sechskantprofil benötigen, unser Kaltumformprozess gewährleistet fehlerfreie Geometrie und gratfreie Kanten, um ein Verklemmen in Hochgeschwindigkeits-Vibrationszuführern und robotergesteuerten Pick-and-Place-Schweißzellen zu verhindern.
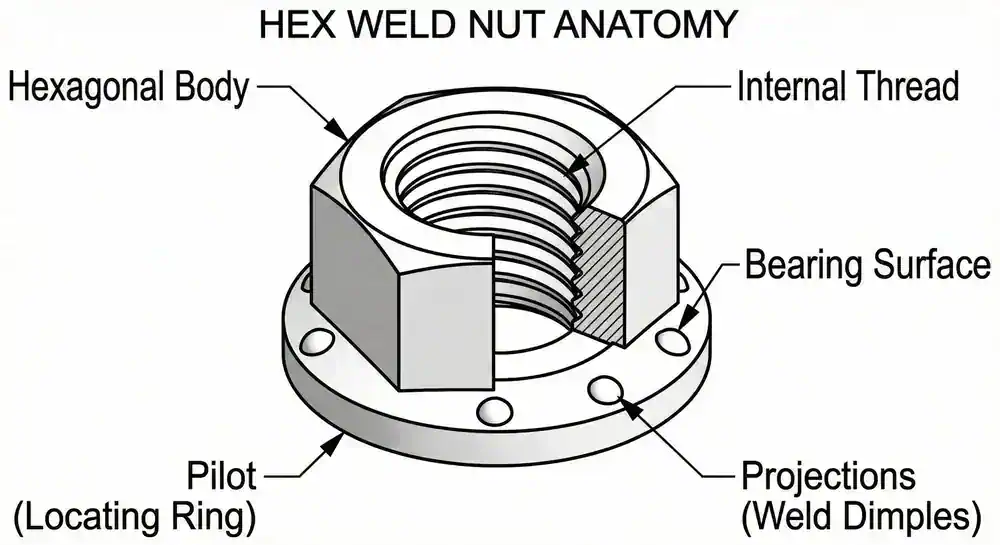
Was ist eine Sechskant-Schweißmutter?
Eine Sechskant-Schweißmutter ist ein spezialisierter kaltgeformter Befestiger, der durch Widerstandsprojektionsschweißen dauerhaft mit Blech verschmolzen wird. Sie schafft einen robusten, hochdrehmomentfähigen Innengewindeanschluss in geschlossenen, eingeschlossenen oder unzugänglichen Montagebereichen, wo eine Standardmutter und ein Schraubenschlüssel nicht erreichen können.
Schlüsselanatomie & Merkmale:
Projektionen: Konstruierte Vertiefungen auf der Basis, die den Schweißstrom konzentrieren, um schnell zu schmelzen und tief mit dem Trägerblech zu verschmelzen.
Pilot (Zentrierring): Ein kreisförmiger Führungsring, der in ein vorgebohrtes Loch eingreift, um perfekte Konzentrizität zu gewährleisten und die Innengewinde vor geschmolzenem Spritzer zu schützen.
Auflagefläche: Die flache Fläche, die nach dem Schweißen bündig mit dem Blech absitzt, um die Klemmkräfte gleichmäßig zu verteilen.
Enthaltene Normen & Konfigurationsleitfaden
In diesem Bereich von Schweißmuttern enthaltene Normen
| Standard | Muttertyp | Typischer industrieller Anwendungsfall |
| DIN 929 | Sechskant-Schweißmutter mit Ansatz & 3 Vorsprüngen | Universeller Standard für Automotive BIW (Body-in-White) und Blechgehäuse. |
| ISO 21670 | Sechskant-Schweißmutter mit Flansch | Dünnblechanwendungen, die eine größere Auflagefläche erfordern, um ein Durchziehen der Mutter zu verhindern. |
| JIS B 1195 | Japanische Norm-Sechskantschweißmutter | Spezifiziert für asiatische Automobil-Unterbaugruppen und Werkzeuge für Unterhaltungselektronik. |
| Kundenspezifische OEM | Modifizierte Führungshöhen oder Geometrien | Nicht standardisierte Blechdicken oder proprietäre automatisierte Zuführsysteme. |
Technischer Leitfaden: Geführte vs. flache Basis-Konfigurationen
Faustregel für Experten: Geben Sie immer eine geführte Mutter (wie DIN 929) an, wenn Ihr Blech vorgebohrt ist. Die Führung reduziert drastisch die Montagezeiten durch Selbstpositionierung und schützt die Gewinde vor Spritzern. Verwenden Sie nur flache Schweißmuttern, wenn das Bohren eines Lochs im Grundmaterial unmöglich ist und Sie präzise externe Kupferschweißvorrichtungen zur Ausrichtung der Mutter haben.
| Faktor | Geführt (DIN 929-Stil) | Flache Basis (ohne Führung) |
| Montagegeschwindigkeit | Extrem schnell (Selbstzentrierung im Loch) | Langsamer (Benötigt kundenspezifische Ausrichtungsvorrichtungen) |
| Gewindeschutz | Ausgezeichnet (Pilot fungiert als physischer Schutz) | Schlecht (Spritzer können leicht in die unteren Gewinde eindringen) |
| Scherfestigkeit | Überlegen (Pilot teilt die laterale Scherlast) | Standard (Verlässt sich vollständig auf die 3 Schweißnähte) |
| Werkstoffvorbereitung des Trägers | Erfordert genau vorgebohrtes Loch | Erfordert eine flache, ungelochte Montagefläche |
Spezifikation, Materialien & Rückverfolgbarkeit der Qualität
Spezifikation einer Schweißmutter (RFQ-Checkliste)
Norm: DIN, ISO, JIS oder Anhängen einer benutzerdefinierten CAD-Zeichnung.
Gewindegröße & Steigung: z.B., M8 x 1,25.
Trägerblechdicke: Kritisch. Wir müssen die Führungshöhe an Ihre Blechdicke anpassen, um zu verhindern, dass der Führungssatz hervorsteht und die Gegenkomponente beeinträchtigt.
Material: Niedriglegierter Stahl (Empfohlen) oder Edelstahl (304/316).
Beenden: Unbehandelt/Blank ist für die strukturelle Integrität zwingend erforderlich.
EAU (Geschätzter Jahresverbrauch): Für die volumenbasierte Produktionsplanung.
Materialien & Oberflächenbeschichtungen (Die 30-jährige Expertenwarnung)
Niedriglegierter Stahl (C1010/1015): Das ultimative Material für Schweißbarkeit, um thermische Rissbildung zu verhindern.
Edelstahl (A2/A4): Für spezialisierte nicht-magnetische oder hochkorrosive Umgebungen.
Die Beschichtungsregel: Niemals verzinkte Muttern schweißen. Zink verdampft bei 907°C (deutlich unter dem Schmelzpunkt von Stahl von ~1400°C). Diese Verdampfung verursacht schwere Schweißporosität (Gasblasen), hochspröde Verbindungen und setzt giftiges “Zinkfröstel”-Gas in Ihrer Anlage frei. Bestellen Sie immer Blank/Unbehandelt oder Leicht geölt für die Schweißstufe und galvanisieren oder E-beschichten Sie die gesamte Baugruppe danach brachen das Schweißen abgeschlossen ist.
Qualität, Prüfung & Rückverfolgbarkeit
Eingehende Materialkontrolle: Spektrometerverifizierung des Kohlenstoffäquivalents (CE) von Rohdraht.
In-Prozess-Prüfungen: 100% optische Sortierung auf Gewindevorhandensein, Pilotenkonzentrizität und ±0,05mm Projektionshöhengleichmäßigkeit.
Mechanische Verifizierung: Zerstörungsfreie Ausstoßprüfung, Drehmoment-Bruchprüfung und Makroätzung zur Schweißnahtdurchdringungsprüfung auf Anfrage.
Dokumentation: Vollständige EN 10204 3.1 Materialzertifikate und PPAP Level 3 Dokumentation für Tier-1 Lieferanten verfügbar.
Häufige Anwendungen
Automobilkarosserie (BIW) & Fahrgestell: Wird umfassend in hydraulisch geformten Rohren und geschlossenen Fahrgestellunterrahmen zur Befestigung von Sicherheitsgurtankern, Sitzschienen und Aufhängungskomponenten eingesetzt, wo hochdrehmomentfeste Blindgewinde erforderlich sind.
HLK & Industriegehäuse: Bietet dauerhafte, vibrationsbeständige Innengewinde an schweren Blechgehäusen zur Montage von Kompressoren, Serverrack-Schienen und schweren elektrischen Schaltanlagen.
Landwirtschafts- & Schwerbaumaschinen: Direkt auf Stahlblechkonstruktionen von Traktoren und Baggern geschweißt, um unzerstörbare Ankerpunkte zu schaffen, die starken Feldvibrationen und hohen Scherlasten standhalten.
Weiße Ware & Geräteherstellung: Wird über hochgeschwindigkeitsautomatische Vibrationsschüsseln direkt in Stanz- und Schweißpressen eingespeist, um Waschmaschinentrommeln und Kühlschrankchassis schnell zu montieren.
Verwandter Blog
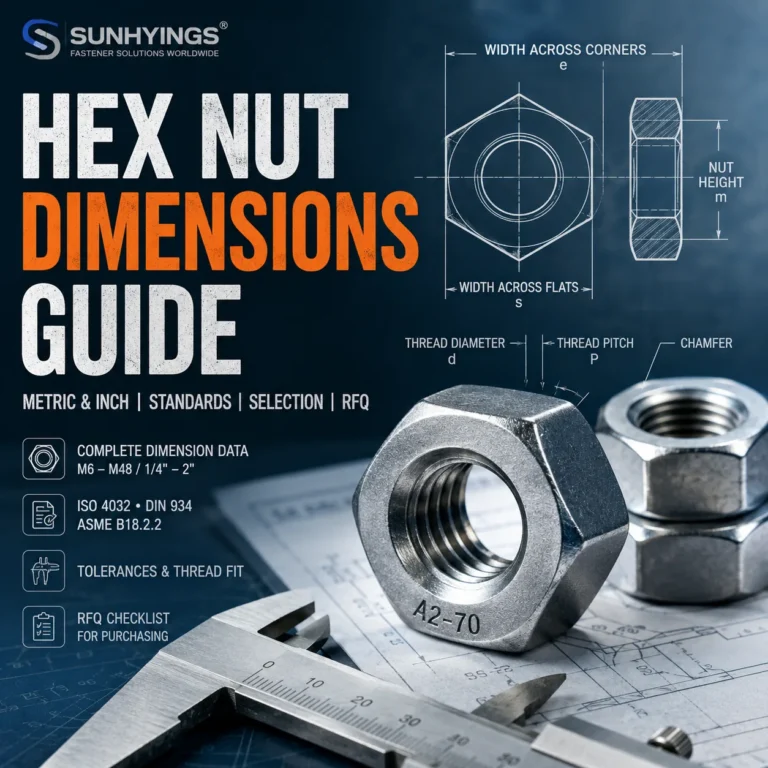
Sechskantmutter-Maßleitfaden: Metrische und Zollgrößentabellen, ISO-, DIN- und ASME-Normen
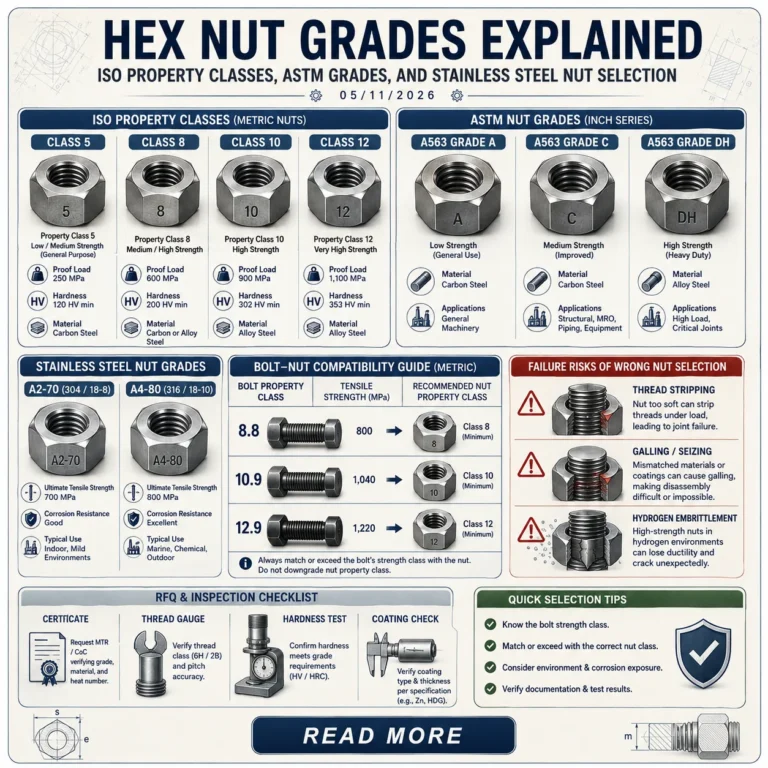
Sechskantmuttern-Klassen erklärt: Eigenschaftsklassen, ASTM-Güten, Schraubenkompatibilität und Ausfallrisiken

DIN 934 vs ISO 4032 vs ASME B18.2.2 Sechskantmuttern: Hauptunterschiede, Austauschbarkeit & Kaufratgeber
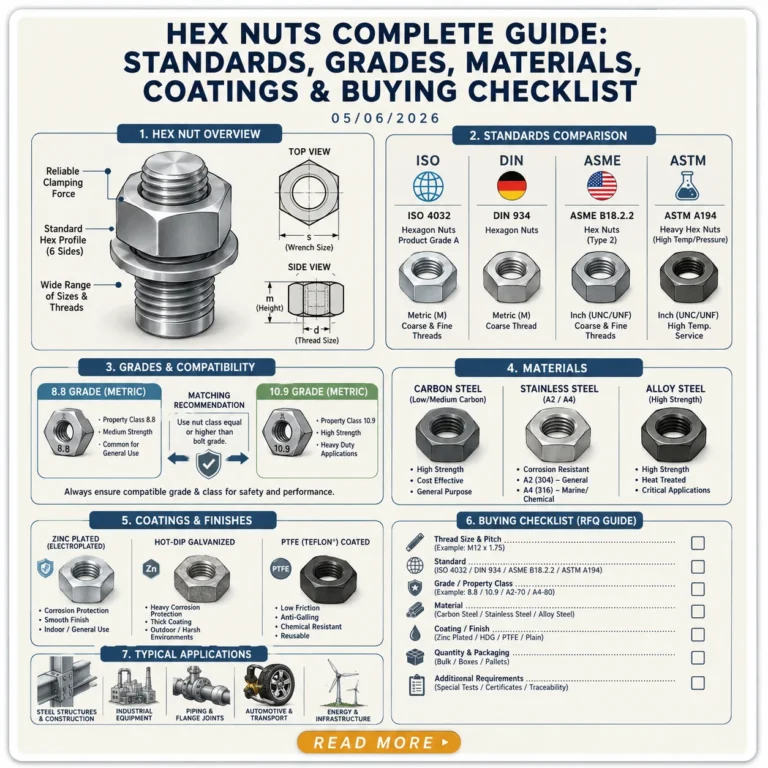
Sechskantmuttern Komplettleitfaden: Normen, Güten, Werkstoffe, Beschichtungen, Drehmoment & Einkaufscheckliste
FAQ
Warum brechen unsere Schweißmuttern ab, wenn der letzte Bolzen angezogen wird?
Dies ist ein klassisches Symptom entweder für falsches Material oder inkonsistente Projektionshöhen. Wenn die Mutter aus Stahl mit einem Kohlenstoffgehalt über 0,20% hergestellt ist, führt schnelles Abkühlen zu einer spröden martensitischen Struktur. Alternativ, wenn eine der drei Projektionen kürzer als die anderen ist, erfolgt nur eine teilweise Verschmelzung. Wir lösen dies, indem wir strikt C1010-Stahl verwenden und 100% unserer Projektionen vor dem Versand optisch sortieren.
Wie verhindern wir, dass Schweißspritzer (Auswurf) die Innengewinde beschädigen?
Zuerst stellen Sie sicher, dass Sie eine DIN 929 geführte Mutter verwenden; der Führungsansatz blockiert physikalisch das Austreten von Schmelze. Zweitens überprüfen Sie Ihre Schweißereinstellungen – zu hoher Strom oder zu kurze “Quetschzeiten” führen dazu, dass geschmolzenes Metall explodiert anstatt gleichmäßig zu schmelzen. Schließlich kontrollieren Sie die Ausrichtung der Elektrode; ungleichmäßiger Klemmdruck verursacht, dass geschmolzenes Metall seitlich direkt in die Gewinde schießt.
Wie bestimme ich die korrekten Schweißparameter (Strom/Zeit/Druck)?
Die Parameter hängen vollständig von Ihrer Blechdicke, dem Material und der Muttern-Größe ab. Als Basis für eine M6-Mutter auf 1,5 mm Weichstahl benötigen Sie typischerweise etwa 10-14 kA Strom, 10-15 Zyklen Schweißzeit und 2,5-3,5 kN Elektrodenkraft. Wir stellen detaillierte Basisparameter-Tabellen mit allen Großbestellungen zur Verfügung, um Ihre Einrichtungszeit durch Versuch und Irrtum zu minimieren.
Können wir einfach Standard-Sechskantmuttern für Schweißarbeiten verwenden, anstatt spezifische Schweißmuttern?
Absolut nicht. Standardmuttern weisen keine Schweißvorsprünge auf. Ohne Vorsprünge verteilt sich der Schweißstrom über die gesamte flache Basis der Mutter, anstatt sich auf spezifische Hochwiderstandspunkte zu konzentrieren. Dies führt zu einer schwachen, oberflächlichen Haftung anstelle einer tiefen Materialverschmelzung. Die Verbindung wird Druck- und Drehmomenttests sofort nicht bestehen.