Kurze Antwort – Was bedeuten Sechskantmuttern-Klassen?

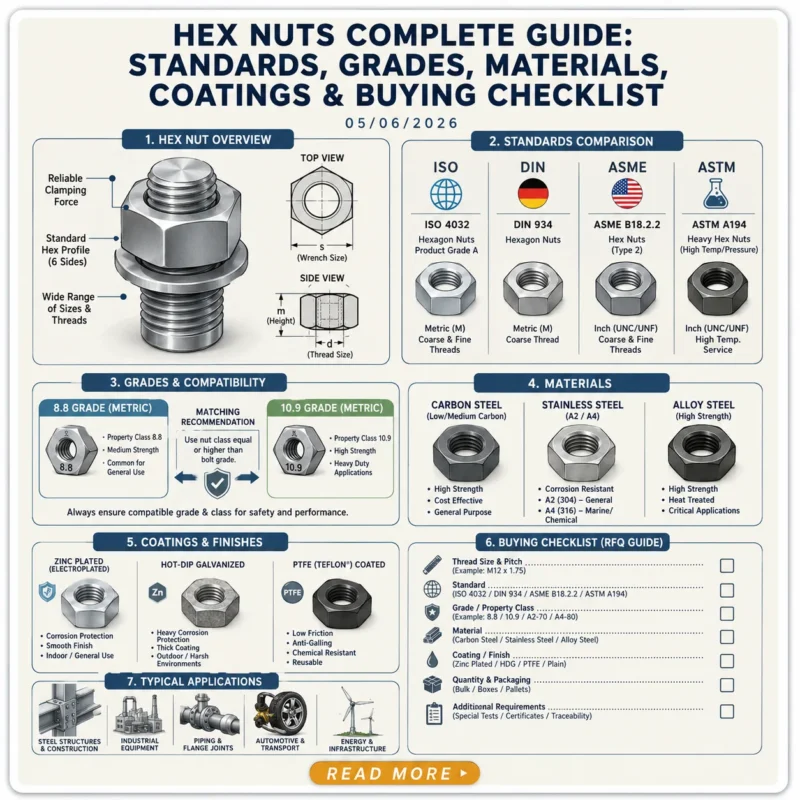
Sechskantmuttern-Klassen definieren, ob eine Mutter die Schraubenvorspannung sicher aufnehmen kann, ohne dass es zu Gewindeausriss, Versagen der Prüfkraft, bleibender Verformung, Fressen oder Lockerung der Verbindung kommt. In metrischen Systemen werden Stahlmuttern normalerweise durch ISO-Festigkeitsklassen wie Klasse 8, Klasse 10 und Klasse 12. spezifiziert. In Zollsystemen werden Kohlenstoff- und legierte Stahlmuttern oft unter ASTM-Klassen wie ASTM A563 Klasse A, C, DH oder DH3. spezifiziert. Edelstahlmuttern verwenden korrosionsbeständige Klassensysteme wie A2-70 und A4-80. Für den B2B-Einkauf reicht die Größe allein nicht aus. Eine korrekte RFQ sollte die Norm, Gewindegröße, Steigung, Mutternklasse oder Festigkeitsklasse, Material, Beschichtung, Prüfanforderung, Gegenstück-Schraubenklasse und Arbeitsumgebung angeben.
Technische Zusammenfassung: Eine Sechskantmutter hält eine Verbindung nicht durch ihre Form. Sie überträgt die Klemmkraft über das eingreifende Innengewinde. Ist die Mutterngüte zu niedrig, können die Gewindeflanken bereits vor Erreichen der Vorspannkraft des Bolzens abscheren. Bei falscher Beschichtung, Schmierung oder Werkstoffpaarung kann die Verbindung festfressen, reißen, sich lockern oder die Eingangskontrolle nicht bestehen.
Die Güte der Sechskantmutter bestimmt die Prüfkraft, nicht nur die Größe
Die Güte einer Sechskantmutter gibt dem Ingenieur an, ob die Mutter die vorgesehene Last des passenden Bolzens oder Gewindestabs tragen kann. Eine Mutter kann den richtigen Durchmesser, die richtige Steigung, Fase und Schlüsselweite haben, aber dennoch zu schwach für die Verbindung sein. Deshalb kann eine Mutter niedriger Güte problemlos auf einen hochfesten Bolzen aufgeschraubt werden und dann beim endgültigen Anziehen ausreißen.
Warum das wichtig ist: Die falsche Mutterngüte beeinflusst mehr als nur die Festigkeit. Sie kann zu erhöhtem Montageaufwand, Chargenrückweisungen, Beschädigung der Passbolzen, Produktionsverzögerungen und verstecktem Vorspannungsverlust im Betrieb führen.
Eigenschaftsklasse vs. ASTM-Güte vs. Edelstahlgüte
Metrische Stahlmuttern verwenden normalerweise ISO-Eigenschaftsklassen. Zöllige Kohlenstoff- und legierte Stahlmuttern verwenden oft ASTM-Güten. Edelstahlmuttern verwenden korrosionsbeständige Befestigungsgütesysteme wie A2 und A4 mit Festigkeitsklassen wie 70 oder 80. Diese Systeme sind in Anfragen nicht austauschbar. Ein Begriff wie “Güte 8 Mutter” kann je nachdem, ob der Käufer die metrische ISO-Sprache oder die zöllige Befestigungssprache verwendet, unterschiedliche Bedeutungen haben.
Schnelle Schraube-Mutter-Kompatibilitätstabelle
| Passende Schraube / Gewindebolzen | Übliche passende Mutter | Hauptrisiko bei falscher Wahl |
|---|---|---|
| Metrischer 4.8 / 5.8 Bolzen | Mutter der Klasse 5 oder 6 | Niedrige Klemmkraft bei Verwendung außerhalb von Leichtlastanwendungen |
| Metrische Schraube 8.8 | Mutter der Festigkeitsklasse 8 | Gewindeausriss, wenn die Mutter schwächer als erforderlich ist |
| Metrischer Bolzen 10.9 | Mutter der Festigkeitsklasse 10 | Versagen der Prüfkraft, Vorspannungsverlust oder Beschädigung des Innengewindes |
| Metrischer Bolzen 12.9 | Mutter der Festigkeitsklasse 12 oder technisch freigegebene Mutter | Hohe Vorspannungsstreuung, Sprödbruchrisiko, Beschichtungsempfindlichkeit |
| A2-70 Edelstahlschraube | A2 Edelstahlmutter | Kaltverschweißung bei Trockenmontage oder zu schnellem Anziehen |
| A4-80 Edelstahlschraube | A4 Edelstahlmutter | Kaltverschweißung, höhere Kosten und Streuung der Vorspannkraft bei unkontrollierter Schmierung |
| ASTM-Strukturschraube oder Ankerstange | ASTM A563 Güte gemäß Projektvorgaben | Falsche Festigkeitsklasse kann zu Ablehnung oder strukturellem Verbindungsrisiko führen. |
Diese Tabelle ist ein praktischer Auswahlleitfaden. Die endgültige Auswahl muss der Projektzeichnung, der gekauften Norm und der Anwendungsanforderung folgen.
Warum die Festigkeitsklasse von Sechskantmuttern in Schraubenverbindungen wichtig ist
Die Festigkeitsklasse der Sechskantmutter ist wichtig, weil die Mutter die Schraubenvorspannung über ihr Innengewinde übertragen muss, ohne nachzugeben, auszureißen oder die Klemmkraft zu verlieren. In einer Schraubenverbindung klemmt die Vorspannung die Teile zusammen. Wenn die Mutter diese Last nicht tragen kann, kann sich die Verbindung lösen, lecken, vibrieren, ihre Ausrichtung verlieren oder unter zyklischer Belastung versagen.
Vorspannung, Klemmkraft und Gewindeeingriff
Wenn eine Schraube angezogen wird, dehnt sie sich leicht. Diese Dehnung erzeugt Vorspannung, und die Vorspannung erzeugt Klemmkraft. Die Mutter trägt diese Last durch den Gewindeeingriff. Die Flanken des Innengewindes erfahren Scherspannung. Wenn das Mutternmaterial, die Höhe, die Härte, die Steigungsgenauigkeit oder die Festigkeitsklasse unzureichend sind, können die eingreifenden Gewinde abscheren, bevor die Schraube die vorgesehene Vorspannung erreicht.
Warum das wichtig ist: Niedrige Vorspannung ermöglicht Bewegung zwischen verspannten Teilen. Bewegung erhöht Reibkorrosion, Ermüdungsbelastung, Vibrationslockerung und Verschleiß. Bei der OEM-Produktion wird dies zu Gewährleistungskosten. Für Wartungsteams bedeutet es wiederholte Ausfallzeiten und verlorenes Vertrauen in die Ersatzteilcharge.
Was passiert, wenn die Mutternfestigkeitsklasse zu niedrig ist
Eine Mutter mit niedriger Festigkeitsklasse auf einem hochfesten Bolzen kann bei der manuellen Montage akzeptabel erscheinen. Das Problem tritt beim endgültigen Anziehen auf. Der Drehmomentschlüssel dreht sich möglicherweise weiter, aber die Klemmkraft steigt nicht. Nach dem Lösen können die Innengewinde der Mutter ausgerissen, abgeflacht oder herausgezogen aussehen.
- Die Mutter kann versagen, bevor der Bolzen die Vorspannung erreicht.
- Die Verbindung kann die Sichtprüfung bestehen, sich aber später lockern.
- Der Bolzen kann beschuldigt werden, auch wenn die Mutterprüfkraft das eigentliche Problem war.
- Montageteams können Zeit damit verschwenden, Drehmomentwerkzeuge zu wechseln, anstatt die Spezifikation zu korrigieren.
- Nacharbeit kann Bolzen, Unterlegscheiben, beschichtete Oberflächen und Produktionspläne beschädigen.
Warum eine stärkere Mutter nicht immer die richtige Antwort ist
Eine Mutter höherer Festigkeitsklasse ist nicht automatisch eine bessere Verbindung. Wenn das Grundmaterial weich ist, können sich eine härtere Mutter und Unterlegscheibe in das verbundene Teil einbetten. Wenn die Reibung der Beschichtung nicht kontrolliert wird, kann eine hochfeste Baugruppe über- oder unterzogen werden. Wenn Edelstahl trocken montiert wird, verhindert eine höhere Festigkeit nicht das Fressen oder Kaltverschweißen.
Technische Warnung: Behandeln Sie die Verbindung als System: Schraubenfestigkeitsklasse, Mutterfestigkeitsklasse, Härte der Unterlegscheibe, Gewindesteigung, Auflagefläche, Beschichtung, Schmierung, Anzugswerkzeug und Arbeitslast. Eine isoliert gewählte Mutterfestigkeitsklasse kann den Versagenspunkt in die Schraube, Unterlegscheibe, das Grundmaterial oder die Beschichtung verlagern.
ISO-Metrische Sechskantmuttern – Festigkeitsklassen erklärt
Metrische Sechskantmuttern werden üblicherweise nach ISO-Festigkeitsklassen spezifiziert. ISO 898-2 legt die mechanischen und physikalischen Eigenschaften von Stahlmuttern aus unlegiertem oder legiertem Stahl fest, die bei Umgebungstemperatur geprüft werden. Sie gilt für ISO-metrische Gewinde, einschließlich Regelgewinde M5 bis M39 und Feingewinde M8×1 bis M39×3. Die endgültigen Anforderungen an Prüfkraft, Härte, Kennzeichnung und Maße müssen vor der Produktion anhand der gekauften aktuellen Norm überprüft werden.
Sechskantmuttern der Klassen 5 und 6
Muttern der Klassen 5 und 6 werden für Verbindungen mit geringerer Festigkeit verwendet, bei denen keine hohe Vorspannung erforderlich ist. Sie eignen sich je nach Gegenstückbolzen und Betriebslast für leichte Halterungen, allgemeine Beschläge, Abdeckungen, leichte Möbelbeschläge und unkritische Verbindungen.
Was kann schiefgehen: Wenn Muttern der Klasse 5 oder 6 in einen Behälter für 8.8- oder 10.9-Bolzenverbindungen gelangen, kann es beim endgültigen Anziehen zu Gewindeüberlastung kommen. Die Kosten sind nicht der Mutternpreis, sondern Nacharbeit, Ausfallzeiten, beschädigte Gegenstückbolzen und Vertrauensverlust in die Chargenkontrolle.
Sechskantmuttern der Klasse 8
Muttern der Klasse 8 werden häufig mit metrischen 8.8-Schrauben in Maschinenrahmen, Konsolen, Gerätebasen und allgemeinen Industrieanschlüssen kombiniert. Bei vielen B2B-Bestellungen ist Klasse 8 die erste ernsthafte Stufe, bei der die Eigenschaftsklasse klar in der RFQ angegeben werden muss und nicht vom Lieferanten angenommen werden darf.
Bestellhinweis: “M12 verzinkte Mutter” ist unvollständig. Eine kontrollierte RFQ sollte ISO 4032 M12 × 1,75 Klasse 8, lauten, dann Material, Beschichtung, Gewindetoleranz, Prüfung und Verpackungsanforderungen hinzufügen.
Sechskantmuttern Klasse 10
Muttern der Klasse 10 werden häufig mit 10.9-Schrauben verwendet, wenn eine höhere Vorspannung erforderlich ist. Diese Verbindungen sind empfindlicher gegenüber Beschichtungsreibung, Härte der Unterlegscheibe, Gewindezustand und Montagemethode. Eine Mutter der Klasse 10 kann in der Praxis dennoch versagen, wenn die Beschichtungsdicke einen Gewindewiderstand erzeugt oder wenn das endgültige Anziehen mit einem unkontrollierten Schlagschrauber erfolgt.
Sechskantmuttern Klasse 12
Muttern der Klasse 12 werden für hochfeste Verbindungen verwendet, bei denen die passende Schraube und die Konstruktion der Verbindung eine höhere Tragfähigkeit erfordern. Diese Baugruppen erfordern eine technische Überprüfung, da Drehmomentstreuung, Schmierung, Oberflächenhärte, Ermüdungsbelastung und Beschichtungsprozesskontrolle wichtiger werden. Bei 12.9-Schraubenbaugruppen sollte die Auswahl der Mutter nicht der Einkaufsgewohnheit überlassen werden.
ISO 898-2 Anforderungen an Prüfkraft und Härte
Die Prüfkraft ist eine der wichtigsten Eigenschaften von Muttern. Sie prüft, ob die Mutter eine bestimmte Last ohne Gewindeversagen oder bleibende Verformung tragen kann. Die Härte wird ebenfalls kontrolliert, da sie den Werkstoffzustand und das Ansprechen auf die Wärmebehandlung widerspiegelt.
| Metrische Mutterklasse | Passende Schraube | Typische Anwendung | Technisches Risiko zu beachten |
|---|---|---|---|
| Klasse 5 / Klasse 6 | 4.8 / 5.8 Schrauben | Leichte Montageeinheiten | Niedrige Klemmkraft bei Verwendung an stärkeren Schrauben |
| Klasse 8 | 8.8 Schrauben | Maschinengestelle, Anlagen, allgemeine Industrieverschraubungen | Falsche Beschichtung, beschädigte Steigung oder schlechter Gewindeeingriff können die Vorspannung beeinträchtigen |
| Klasse 10 | 10.9 Schrauben | Hochfeste Maschinenverbindungen | Prüfkraft, Härte, Beschichtungsreibung und Wasserstoffrisiko müssen kontrolliert werden |
| Klasse 12 | 12.9 Schrauben oder technische Verbindungen | Hochbelastete Präzisionsbaugruppen | Montagekontrolle und Reibungsstreuung werden kritisch |
Diese Tabelle dient als Auswahlreferenz. Überprüfen Sie vor der Produktion stets die genauen Eigenschaftsanforderungen gemäß ISO 898-2 und der Projektzeichnung.
ASTM Sechskantmuttern – Güteklassen erklärt
ASTM-Mutterngüten sind in Zoll-Befestigungssystemen, strukturellen Verschraubungen, Ankerstangen, Druckanwendungen und nordamerikanischen Projektspezifikationen üblich. ASME B18.2.2 kann die Abmessungen von Zollmuttern definieren, aber die mechanische Güte wird oft separat durch ASTM-Normen festgelegt.
ASTM A563 Kohlenstoff- und legierte Stahlmutterngüten
ASTM A563/A563M legt chemische und mechanische Anforderungen für Kohlenstoff- und legierte Stahlmuttern fest, die für allgemeine strukturelle und mechanische Anwendungen an Schrauben, Bolzen und anderen außengewindeten Teilen verwendet werden. Es umfasst Anforderungen wie Härte, Prüfkraft, chemische Zusammensetzung und mechanische Eigenschaften. Für Bau-, Baustahl- und Ankeranwendungen sollte die Projektspezifikation die genaue ASTM-Güte vorgeben.
| ASTM A563 Güte | Übliche Verwendungsrichtung | Käufer sollte bestätigen |
|---|---|---|
| Güte A | Allgemeine Verwendung für strukturelle oder mechanische Zwecke mit geringerer Festigkeit | Passende Schraubenqualität, Beschichtung, Mutternart und Projektabnahme |
| Güte C | Anwendungen mit höherer Festigkeit je nach Spezifikation | Härte, Prüfkraft und Projektfreigabe |
| Güte DH | Schwere strukturelle Verschraubungen und Anwendungen mit hoher Belastung | Anforderung an schwere Sechskantmuttern, Beschichtung, Härte und Zertifizierung |
| Güte DH3 | Verwitterungsstahl-Anwendungen, wo spezifiziert | Anforderung an atmosphärische Korrosion und Zeichnungsvermerk |
ASTM A194 Muttern für Hochtemperatur- und Hochdruckanwendungen
ASTM A194/A194M umfasst eine Vielzahl von Muttern aus Kohlenstoffstahl, legiertem Stahl, martensitischem Edelstahl und austenitischem Edelstahl, die für Hochdruck- oder Hochtemperaturanwendungen oder beides bestimmt sind. Es ist relevant für Flanschverschraubungen, Druckgeräte, Rohrleitungssysteme und petrochemische Anwendungen.
Warum das wichtig ist: Druck- und Temperaturbeanspruchung kann die Sicherheitsmarge verändern. Eine falsche Güte kann die Baustellenabnahme, die Prüffreigabe und die Lieferzeit beeinträchtigen, da die Charge bei der Dokumentenprüfung zurückgewiesen werden kann, selbst wenn die Gewindegröße korrekt ist.
ASTM F594 Edelstahlmuttern Güten
ASTM F594 deckt Edelstahlmuttern ab von 0,25 bis 1,50 Zoll. Nenndurchmesser in mehreren gängigen Edelstahllegierungsgruppen für Anwendungen, die allgemeine Korrosionsbeständigkeit erfordern. Es ist hauptsächlich für Zoll-Edelstahlmuttern-Spezifikationen relevant. Die Auswahl der Edelstahlgüte sollte Legierungsgruppe, Korrosionsumgebung, Fressneigung, Spezifikation des Gegenstücks und Anforderungen an die Streckgrenze berücksichtigen.
Schwerlast-Sechskantmuttern vs. Sechskantmuttern (fertig bearbeitet)
Schwerlast-Sechskantmuttern haben eine größere Schlüsselweite und eine größere Auflagefläche als fertig bearbeitete Sechskantmuttern. Bei strukturellen Verschraubungen und Ankerbaugruppen werden häufig Schwerlast-Sechskantmuttern benötigt. Eine fertig bearbeitete Sechskantmutter kann das richtige Gewinde, aber nicht die richtige Auflagefläche, Projektabnahme oder Streckgrenzenanforderung aufweisen.
Technische Warnung: Verwenden Sie keine ASME-Maßsprache als Ersatz für ASTM-Güteanforderungen. Eine Mutter kann maßlich korrekt und mechanisch falsch sein.
Kompatibilität von Schraube und Mutter: Welche Mutterngüte sollten Sie verwenden?

Die Kompatibilität von Schraube und Mutter ist der Hauptgrund, warum Käufer nach Sechskantmutter-Festigkeitsklassen suchen. Die Mutter muss stark genug für die Schraubenvorspannung sein, aber auch zum Gewindesystem, Werkstoff, Beschichtung, Unterlegscheibenzustand und Montageverfahren passen.
Welche Mutterfestigkeitsklasse für 8.8-Schrauben?
Bei den meisten metrischen Stahlverbindungen werden 8.8-Schrauben üblicherweise mit Muttern der Klasse 8 kombiniert. Die Verbindung sollte dennoch auf Härte der Unterlegscheibe, Beschichtung, Schmierung, Gewindeeingriff und Anzugsverfahren geprüft werden. Wenn eine weiche Unterlegscheibe oder ein weicher Grundwerkstoff nach dem Anziehen nachgibt, kann die Klemmkraft selbst bei korrekter Schrauben- und Mutterfestigkeitsklasse abfallen.
Welche Mutterfestigkeitsklasse für 10.9-Schrauben?
Für 10.9-Schrauben werden üblicherweise Muttern der Klasse 10 verwendet. Wird eine Mutter niedrigerer Festigkeitsklasse geliefert, können die Muttergewinde ausreißen, bevor die gewünschte Vorspannung erreicht ist. Der Fehler kann wie ein Montageproblem aussehen, aber die Ursache ist oft eine fehlende Festigkeitsklasse in der Anfrage oder Stückliste.
Eingebettetes Feldszenario
Welches Problem ist aufgetreten: Ein Geräterahmen verwendete 10.9-Schrauben, aber bei der Endmontage wurden Muttern niedrigerer Güte aus gemischtem Bestand eingebaut. Mehrere Muttern rissen innen aus, bevor die angestrebte Klemmkraft erreicht wurde.
Warum es passiert ist: Die Einkaufsabteilung spezifizierte Größe und Oberfläche, aber nicht Klasse 10-Muttern.
Eigentliche Systemursache: Die Tragfähigkeit der Mutter war niedriger als die Vorspannung, die die 10.9-Schraubenverbindung erforderte.
Korrekturmaßnahme: Die Stückliste wurde überarbeitet und enthält nun ISO-Norm, Größe, Steigung, Klasse 10, Werkstoff, Beschichtung und Prüfanforderung.
Prävention: Mutternbestand nach Eigenschaftsklasse trennen und bei jeder Anfrage für hochfeste Verbindungselemente eine Güte-/Klassenbestätigung verlangen.
Welche Mutterngüte für 12.9-Schrauben?
12.9-Schraubenverbindungen erfordern eine technische Überprüfung. Klasse 12-Muttern können erforderlich sein, aber die Verbindung sollte auch auf Reibungsstreuung, Beschichtungsrisiko, Härte der Unterlegscheibe, Ermüdungsbelastung und Anzugsverfahren überprüft werden. Diese Verbindungen sollten nicht ohne Validierung auf generische Drehmomentwerte angewiesen sein.
Passende Edelstahl-Schrauben und Muttern A2-70 und A4-80
ISO 3506-2 Behandelt die mechanischen und physikalischen Eigenschaften von korrosionsbeständigen Edelstahlmuttern mit festgelegten Güten und Eigenschaftsklassen. A2-70- und A4-80-Edelstahlverbindungen werden hauptsächlich aufgrund ihrer Korrosionsbeständigkeit ausgewählt, nicht für maximale Vorspannung. A2 wird üblicherweise mit Edelstahl vom Typ 304 assoziiert, während A4 üblicherweise mit Edelstahl vom Typ 316 assoziiert wird. Edelstahlbefestigungselemente neigen eher zum Fressen als Kohlenstoffstahlbefestigungselemente, insbesondere bei trockener, schneller Montage.
Kompatibilität von Zollschrauben und ASTM-Muttern
Für Zollsysteme übersetzen Sie metrische Eigenschaftsklassen nicht direkt in ASTM-Güten. Bestätigen Sie die Projektzeichnung, die ASTM-Schraubenspezifikation, den Mutterntyp, die Beschichtungsanforderung und die Anforderung an das Prüfzertifikat. Für strukturelle oder Verankerungsanwendungen werden ASTM A563-Güten häufig durch Projektdokumente vorgegeben.
Prüfkraft, Härte und Gewindeüberlastung

Prüfkraft und Härte sind zentral für die Leistungsfähigkeit der Mutterngüte. Eine Mutter kann richtig aussehen, richtig messen und dennoch versagen, wenn ihre Prüfkraft nicht zur passenden Schraube passt oder die Wärmebehandlung schlecht kontrolliert ist.
Was ist die Prüfkraft?
Die Prüfkraft ist die festgelegte Belastung, der eine Mutter ohne Gewindeausriss oder bleibende Verformung unter den relevanten Normprüfbedingungen standhalten muss. In realen Baugruppen gibt die Prüfkraft dem Ingenieur die Sicherheit, dass die Mutter die vorgesehene Vorspannung aufnehmen kann.
Warum das wichtig ist: Die Prüfkraft liegt näher am tatsächlichen Versagensmodus der Mutter als eine allgemeine Beschreibung wie “stark” oder “schwerlast”. Wenn die Prüfkraft falsch ist, kann das Anziehen Zeit und Drehmoment verschwenden, ohne eine zuverlässige Klemmkraft zu erzeugen.
Warum das Innengewinde der Mutter vor dem Schraubenbruch ausreißt
Das Gewinde der Mutter reißt aus, wenn die Scherfestigkeit des Innengewindes geringer ist als die durch das Anziehen aufgebrachte Last. Dies kann durch niedrige Festigkeitsklasse, unzureichende Mutterhöhe, falsches Material, schlechte Wärmebehandlung, falsche Steigung, übermäßiges Drehmoment, beschädigte Fase oder schlechten Gewindeeingriff verursacht werden.
Härtebereich und Wärmebehandlungskontrolle
Die Härte hilft zu bestätigen, ob das Material und die Wärmebehandlung im erwarteten Bereich liegen. Eine zu weiche Mutter kann sich verformen oder ausreißen. Eine zu harte oder schlecht verarbeitete Mutter kann je nach Material und Prozess Sprödigkeit oder beschichtungsbedingte Rissbildung verursachen. Legierte Stahlmuttern wie 35CrMo, 40Cr oder SCM435-Äquivalente benötigen eine strengere Wärmebehandlungskontrolle, wenn sie in hochvorgespannten Verbindungen verwendet werden.
Häufige Anzeichen von Gewindeausriss während der Montage
| Montagezeichen | Wahrscheinliche Bedeutung | Was zu prüfen ist |
|---|---|---|
| Drehmomentschlüssel dreht weiter, aber Klemmkraft baut sich nicht auf | Innengewinde könnten abscheren | Mutterngüte, Prüfkraft, Gewindeeingriff |
| Gewinde sehen nach dem Entfernen abgeflacht aus | Gewindeausriss oder Materialverformung | Härte, Werkstoff, Steigung und Überdrehmoment |
| Mutter fühlt sich beim endgültigen Anziehen weich an | Niedrige Härte oder falsche Güte | Wärmebehandlungsprotokoll und Härteprüfung |
| Mutter passt von Hand, versagt aber unter Drehmoment | Geometrie ist korrekt, aber Festigkeit unzureichend | Festigkeitsklasse und zugehörige Schraubengüte |
| Gut-/Ausschusslehre versagt nach Beschichtung | Gewindepassung durch Beschichtungsdicke beeinträchtigt | Beschichtungsdicke und Prüfung nach der Beschichtung |
Typische Versagensszenarien von Sechskantmuttern nach Festigkeitsklasse

Die meisten Versagensfälle von Sechskantmuttern nach Festigkeitsklasse lassen sich auf eine Diskrepanz zwischen Belastung, Werkstoff, Beschichtung und Montageverfahren zurückführen. Die Mutter wird oft als kleines Teil beschuldigt, aber die eigentliche Ursache ist meist eine unvollständige Spezifikation oder ein unkontrollierter Montageprozess.
Niedrigfeste Mutter auf hochfestem Bolzen
Dies ist der klassische Fall von Gewindeüberlastung. Die Mutter passt auf den Bolzen, aber ihre Prüfkraft ist nicht hoch genug für die vorgesehene Vorspannung. Die unmittelbaren Kosten sind Nacharbeit. Das größere Risiko ist die Qualitätsgefährdung, wenn einige Verbindungen das Werk mit zu geringer Vorspannung verlassen.
Fressen und Kaltverschweißen von Edelstahl
Edelstahlmuttern können fressen, wenn Edelstahlgewinde unter Druck gleiten. Fressen ist kein normaler Anzugswiderstand. Es ist eine lokale Kaltverschweißung zwischen Gewindeoberflächen. Sobald Fressen einsetzt, verschlimmert mehr Drehmoment den Schaden meist.
Eingebettetes Feldszenario
Welches Problem ist aufgetreten: Eine 316-Edelstahlschraube und eine 316-Edelstahl-Sechskantmutter blockierten vor dem endgültigen Anzugsmoment.
Warum es passiert ist: Die Teile wurden trocken mit einem Elektrowerkzeug montiert.
Eigentliche Systemursache: Edelstahl-auf-Edelstahl-Kontakt, hohe Lagerpressung und hohe Montagegeschwindigkeit führten zu Kaltverschweißung und Fressen.
Korrekturmaßnahme: Beschädigte Teile wurden ersetzt, Trennmittel wurde hinzugefügt und die endgültige Anzugsgeschwindigkeit wurde reduziert.
Prävention: Verwenden Sie saubere Gewinde, Trennmittel, kontrollierte Geschwindigkeit und kalibriertes endgültiges Anziehen für A2/A4-Edelstahlbaugruppen.
Wasserstoffversprödung nach Galvanisierung
Hochfeste Stahlmuttern können empfindlich auf Wasserstoffversprödung reagieren, wenn Beizen und Galvanisieren schlecht kontrolliert werden. ASTM F1941/F1941M behandelt galvanische Überzüge auf Gewindebefestigungselementen und enthält Vorsichtsmaßnahmen zur Handhabung des Risikos der Wasserstoffversprödung und zur Entspannung bei hochfesten und oberflächengehärteten Befestigungselementen.
Eingebettetes Feldszenario
Welches Problem ist aufgetreten: Hochfeste galvanisierte Muttern zeigten nach dem Anziehen verzögerte Rissbildung.
Warum es passiert ist: Die Teile wurden nach der Wärmebehandlung beschichtet, und die Wasserstoffentfernungsdokumentation war unvollständig.
Eigentliche Systemursache: Während der Oberflächenbearbeitung eingebrachter Wasserstoff blieb im hochfesten Stahl unter Spannung zurück.
Korrekturmaßnahme: Der Käufer forderte Prozessaufzeichnungen, Backbestätigung wo zutreffend und Prüflastprobenahme.
Prävention: Für hochfeste Muttern verwenden Sie qualifizierte Beschichtungslieferanten, spezifizieren Sie Wasserstoffversprödungsentlastung wo erforderlich, und erwägen Sie Zinkflocken-Beschichtung, wenn das Wasserstoffrisiko inakzeptabel ist.
Ermüdungsbruch durch unzureichende Vorspannung
Ermüdungsbruch wird nicht immer durch geringe Materialfestigkeit verursacht. Wenn die Vorspannung zu niedrig ist, können äußere zyklische Lasten stärker auf die Schrauben-Mutter-Verbindung einwirken. Schlechte Vorspannung kann durch falsche Mutterngüte, weiche Auflageflächen, falschen K-Faktor, beschädigte Gewinde oder inkonsistentes Anziehen verursacht werden.
Vibrationslockerung durch falsche Verbindungskonstruktion
Vibrationslockerung kann auftreten, wenn die Verbindung Klemmkraft verliert oder wenn Querbewegungen zwischen geklemmten Teilen auftreten. Eine höhere Mutterngüte allein löst dies möglicherweise nicht. Die Lösung kann korrekte Vorspannung, gehärtete Unterlegscheiben, Gewindesicherungsmethode, Flanschmutternkonstruktion, selbstsichernde Muttern aus Vollmaterial oder eine Neukonstruktion der Verbindung erfordern.
| Ausfallszenario | Wahrscheinliche Ursache | Vorbeugung |
|---|---|---|
| Gewindeausriss | Mutterngüte zu niedrig, unzureichender Eingriff, falsche Steigung | Mutterngüte an Bolzengüte anpassen und Prüflast überprüfen |
| Edelstahl-Kaltverschweißung | Trockenes Edelstahl-auf-Edelstahl-Anziehen | Trennmittel verwenden und Montagegeschwindigkeit reduzieren |
| Verzögerte Rissbildung | Wasserstoffversprödung nach Galvanisierung | Kontrollieren des Beschichtungsprozesses und der Entspannungsanforderungen |
| Schwingungslockerung | Unzureichende Vorspannung oder schlechte Sicherungsmethode | Überprüfen von Vorspannung, Scheibenhärte und Sicherungsstrategie |
| Drehmomentstreuung | Beschichtungs-, Schmierungs- oder Oberflächenvariation | K-Faktor definieren oder Drehmoment-Vorspannungsdaten validieren |
Einfluss von Werkstoff und Beschichtung auf die Leistungsfähigkeit von Sechskantmuttern

Werkstoff und Beschichtung können die Leistungsfähigkeit einer Mutter in der Montage verändern. Die Festigkeitsklasse definiert die mechanischen Eigenschaften unter Standardbedingungen, aber Korrosion, Reibung, Beschichtungsdicke, Wasserstoffrisiko und Montagemethode entscheiden, ob die Verbindung im Einsatz funktioniert.
Kohlenstoffstahl-Muttern
Kohlenstoffstahl-Muttern sind kostengünstig und werden häufig im allgemeinen Maschinenbau und Bauwesen eingesetzt. Ihre Korrosionsbeständigkeit hängt in der Regel von der Oberflächenbehandlung ab. Ohne Beschichtung oder Ölschutz kann Korrosion den Gewindesitz, das Drehmomentstreuung und die Demontage beeinträchtigen.
Legierte Stahl-Muttern
Legierte Stahl-Muttern werden für höherfeste Verbindungen ausgewählt, bei denen das Ansprechverhalten auf die Wärmebehandlung und die Prüfkraft wichtig sind. Diese Muttern erfordern eine kontrollierte Wärmebehandlung, Härteprüfung, Entkohlungsüberwachung und Prozesskontrolle der Beschichtung. Typische Werkstofffamilien können 35CrMo, 40Cr, SCM435 oder gleichwertige legierte Stähle umfassen, abhängig von regionalen Normen und Kundenspezifikationen.
304 / A2 Edelstahlmuttern
304 / A2 Edelstahlmuttern werden für allgemeine Korrosionsbeständigkeit in Innenräumen und milden Außenbedingungen eingesetzt. Sie sind keine universelle Lösung für maritime oder chloridreiche Umgebungen. Das Risiko von Kaltverschweißung (Galling) muss bei der Montage berücksichtigt werden, insbesondere bei Kombinationen aus Edelstahlschraube und Edelstahlmutter.
316 / A4 Edelstahlmuttern
316 / A4 Edelstahlmuttern bieten eine bessere Chloridbeständigkeit als 304 / A2 und werden häufig für maritime, küstennahe, Abwasser- und chemische Umgebungen gewählt. Der Nachteil sind höhere Kosten und die gleiche Notwendigkeit einer installationsseitigen Kontrolle zur Vermeidung von Kaltverschweißung.
Verzinkung, Zinklamellenbeschichtung, Feuerverzinkung und PTFE-Beschichtungen
Galvanische Verzinkung ist üblich für kostenempfindliche Innenanwendungen und leichte Korrosionsbelastung. Handelsübliche Verzinkung wird oft in ungefähren Bereichen wie 5–12 μm, spezifiziert, aber die erforderliche Schichtdicke und der Korrosionstest müssen in der Anfrage definiert werden. Feuerverzinkung bietet stärkeren Außenkorrosionsschutz, kann aber Gewindepassungsprobleme verursachen, wenn das Mutterngewindeschneiden und die Prüfung nicht kontrolliert werden. Zinklamellenbeschichtungen werden oft für hochfeste Verbindungselemente in Betracht gezogen, bei denen das Risiko einer Wasserstoffversprödung besteht. PTFE-Beschichtungen verringern die Reibung und können bei gleichem Drehmoment die Vorspannung erhöhen.
Eingebettetes Feldszenario
Welches Problem ist aufgetreten: Feuerverzinkte Muttern ließen sich auf einer Baustelle nicht frei auf feuerverzinkte Schrauben aufdrehen.
Warum es passiert ist: Die Beschichtungsanforderung wurde festgelegt, aber das Gewindeaufmaß und die Prüfung der Schichtdicke nach der Beschichtung wurden nicht spezifiziert.
Eigentliche Systemursache: Die Zinkschichtdicke veränderte die Gewindepassung, und die Muttern wurden nicht mit dem zugehörigen Bolzenzustand überprüft.
Korrekturmaßnahme: Ersatzmuttern wurden mit ordnungsgemäßer Gewindepassungsprüfung geliefert.
Prävention: Für feuerverzinkte Verbindungselemente sind Beschichtung, Gewindeaufmaß, Grenzlehrringprüfung und Kompatibilität mit dem zugehörigen Bolzen anzugeben.
Schichtdicke, K-Faktor und Wasserstoffversprödungsrisiko
Die Beschichtung verändert die Reibung. Die Reibung verändert die Vorspannung. Eine reibungsarme Beschichtung wie PTFE kann bei gleichem Drehmoment eine höhere Vorspannung erzeugen als trockene Zinkbeschichtung. Galvanisieren auf hochfestem Stahl kann bei schwachen Prozesskontrollen ein Wasserstoffversprödungsrisiko darstellen.
| Montage-/Endzustand | Typischer K-Faktor-Diskussionsbereich | Leistungsrisiko der Güte | RFQ-Hinweis |
|---|---|---|---|
| Trockener blanker Stahl | Ca. 0,20–0,30 | Hohe Streuung durch Oberflächenzustand und Rost | Ölung und Lagerschutz festlegen |
| Trocken verzinkt | Ca. 0,18–0,25 | Wasserstoffrisiko bei hochfestem Stahl bei schlecht kontrollierter Beschichtung | Beschichtungsdicke und ggf. Entlastung angeben |
| Leicht geschmiert | Ca. 0,12–0,18 | Gleiches Drehmoment kann höhere Vorspannung erzeugen | Trockene Drehmomentwerte nicht übernehmen |
| Zinkflocken mit kontrollierter Deckschicht | Lieferantenspezifisch | Reibung muss dennoch kontrolliert werden | Deckbeschichtung und Reibungszustand definieren |
| Feuerverzinkt | Projektspezifisch | Gewindepassungsübermaß | Gewindeprüfung nach Beschichtung erforderlich |
| PTFE / Xylan-Beschichtung | Oft niedriger als Trockenzinkwerte | Höhere Vorspannung bei gleichem Drehmoment, wenn nicht neu berechnet | K-Faktor oder Drehmoment-Vorspannungsdaten bestätigen |
K-Faktor-Bereiche dienen nur der vorläufigen technischen Diskussion. Kritische Verbindungen sollten geprüfte Drehmoment-Vorspannungsdaten unter den tatsächlichen Beschichtungs-, Unterlegscheiben-, Schmierungs- und Werkzeugbedingungen verwenden.
Vergleichstabelle für Sechskantmuttern
Die folgende Tabelle dient als praktischer Vergleich für Einkauf und technische Diskussion. Sie ersetzt nicht die aktuell gekaufte Norm oder die Projektzeichnung.
| Mutternfestigkeitsklasse | Gewindesystem | Passende Schraube | Typische Anwendung | Hauptrisiko |
|---|---|---|---|---|
| Klasse 5 / Klasse 6 | Metrisch | 4.8 / 5.8 Schrauben | Leichte Halterungen und allgemeine Beschläge | Geringe Vorspannkapazität bei Verwendung mit stärkeren Schrauben |
| Klasse 8 | Metrisch | 8.8 Schrauben | Maschinen, Rahmen, Ausrüstung | Falsche Beschichtung oder Gewindeschäden beeinträchtigen das Anziehen |
| Klasse 10 | Metrisch | 10.9 Schrauben | Hochfeste Maschinenverbindungen | Prüfkraft, Härte und Wasserstoffrisiko müssen kontrolliert werden |
| Klasse 12 | Metrisch | 12.9 Schrauben oder technische Verbindungen | Hochbelastbare Präzisionsverbindungen | Montage und Reibungskontrolle sind entscheidend |
| ASTM A563 Grade A | Zoll / projektspezifisch | Projektspezifische Schrauben mit niedriger/mittlerer Festigkeit | Allgemeine strukturelle oder mechanische Verwendung | Falsche Paarung oder fehlende Güte in der Anfrage |
| ASTM A563 Güte DH | Zoll / projektspezifisch | Strukturschrauben / Ankerbaugruppen, falls spezifiziert | Schwere strukturelle Verschraubung | Gütefehler oder falscher Mutternstil |
| ASTM A194 Betriebsmuttern | Zoll / metrisch je nach Bestellung | Druck- oder Hochtemperatur-Verschraubungssysteme | Flansche, Rohrleitungen, Druckgeräte | Falscher Ersatz kann die Dokumentenprüfung zum Scheitern bringen |
| ASTM F594 Edelstahlmuttern | Zoll | Edelstahlschrauben / -bolzen, wo vorgeschrieben | Allgemeiner korrosionsbeständiger Einsatz | Falsche Legierungsgruppe oder Fressrisiko |
| A2-70 | Edelstahl metrisch | A2 Edelstahlschrauben | Allgemeine Edelstahlbaugruppen | Kaltverschweißung bei Trockenmontage |
| A4-80 | Edelstahl metrisch | A4 Edelstahlschrauben | Meeres-, Küsten- und Chemieumgebungen | Kaltverschweißung, Kosten und Vorspannstreuung |
So spezifizieren Sie Sechskantmuttern-Güten in Anfragen

Eine gute RFQ beseitigt Annahmen. Sie teilt dem Lieferanten die Maßnorm, Gewindegröße, Steigung, Festigkeitsklasse, Werkstoff, Beschichtung, Prüfanforderung und Einsatzumgebung mit. Dies reduziert Fehlangebote, Verzögerungen bei Mustern, Chargenrückweisungen und Montageprobleme vor Ort.
Korrektes RFQ-Format für ISO-Metrische Muttern
ISO 4032 M12 × 1,75 Klasse 8 Sechskantmutter, Kohlenstoffstahl, verzinkt Cr3+, Gewindetoleranz 6H, mit Materialzertifikat, Härteprüfbericht und Grenzlehrdorn-Prüfung.
Korrektes RFQ-Format für ASTM-Zollmuttern
ASTM A563 Grade DH schwere Sechskantmutter, 3/4-10 UNC, feuerverzinkt, mit Beschichtungsbericht, Härteprüfung und Chargenrückverfolgbarkeit.
Häufige RFQ-Fehler
- Nur “M12 Mutter” ohne Steigung oder Festigkeitsklasse.
- Verwendung von “Grade 8”, wenn das Projekt eigentlich metrische Klasse 8 benötigt.
- Spezifikation von Edelstahl ohne A2/A4, ASTM F594-Gruppe oder Werkstoffgüte.
- Anforderung von Feuerverzinkung ohne Gewindepassungsprüfung.
- Ignorieren der Gegenstück-Schraubengüte.
- Kopieren einer generischen Drehmomenttabelle ohne Überprüfung von Beschichtung und Schmierung.
- Anforderung von hochfesten galvanisierten Muttern ohne Nachfrage zur Wasserstoffversprödungskontrolle.
Lieferantenfragen vor der Großbestellung
| Lieferantenfrage | Warum es wichtig ist |
|---|---|
| Welche Schraubengüte oder Gewindestangen-Spezifikation wird verwendet? | Bestätigt Kompatibilität mit der Prüflast der Mutter |
| Ist die Baugruppe trocken oder geschmiert? | Beeinflusst K-Faktor und endgültige Vorspannung |
| Welche Beschichtung ist erforderlich? | Beeinflusst Korrosion, Passung der Gewinde, Reibung und Wasserstoffrisiko |
| Ist eine Prüflast- oder Härteprüfung erforderlich? | Steuert die mechanische Abnahme |
| Ist eine Chargenrückverfolgbarkeit erforderlich? | Unterstützt Qualitätskontrolle und Kundenprüfung |
| Wird die Mutter in strukturellen, druck- oder sicherheitsrelevanten Anwendungen eingesetzt? | Kann spezifische ASTM- oder Projektdokumente erfordern |
| Wird die Mutter mit Edelstahlschrauben montiert? | Löst eine Prüfung auf Fressen und eine Überprüfung der Anti-Seize-Maßnahmen aus |
CTA: Wenn Sie nicht sicher sind, ob die Mutterprüflast mit Ihrer Schraubenvorspannung übereinstimmt, senden Sie vor der Massenbestellung Ihre Zeichnung, Schraubengüte, Gewindegröße, Beschichtung, Unterlegscheibenzustand und Anwendungsumgebung an unser Verbindungselement-Team zur Kompatibilitätsprüfung.
Prüfliste für Sechskantmuttern-Güten
Die Wareneingangsprüfung sollte bestätigen, dass die gelieferten Muttern der Anfrage und der vorgesehenen Verbindung entsprechen. Die Prüfung ist nicht nur visuell; Güte, Gewindepassung, Härte, Prüflast, Beschichtung und Dokumentation können die Leistung beeinflussen.
Kennzeichnung der Güteklasse und Sichtprüfung
Prüfen Sie die Güteklassenkennzeichnung, soweit vorhanden, auf Oberflächenfehler, Beschichtungsabdeckung, Verformung, Rost, Grate, Fasenqualität und Verpackungsetiketten. Fehlende Kennzeichnung ist nicht immer ein Ausschlusskriterium, abhängig von Norm und Größe, muss jedoch der Bestellanforderung entsprechen.
Gewindelehrenprüfung
Verwenden Sie Grenzlehrdorne (Go/No-Go), um die Gewindepassung zu bestätigen, insbesondere nach dem Plattieren oder Verzinken. Bei feuerverzinkten Muttern ist die Lehrenprüfung eine praktische Methode, um Verzögerungen bei der Montage vor Ort zu vermeiden.
Prüfung der Grenzlast und Härteprüfung
Fordern Sie für kritische Chargen Prüfberichte zur Grenzlast und Härte gemäß der geforderten Norm an. Diese Prüfungen helfen zu bestätigen, dass das Material und die Wärmebehandlung für die angegebene Güteklasse geeignet sind.
Anforderung an Beschichtungsdicke und Salzsprühtest
Wenn Korrosionsbeständigkeit wichtig ist, legen Sie die Beschichtungsdicke, die Anforderungen an den Salzsprühtest und die Akzeptanzkriterien fest. “Zinkbeschichtet” allein reicht für kontrollierte B2B-Einkäufe nicht aus. Für elektrolytisch verzinkte Systeme:, ASTM F1941/F1941M oder ASTM B633 kann je nach Teil und Kundenanforderung relevant sein.
Chargenrückverfolgbarkeit und Materialzertifikat
Bei OEM-, Struktur-, Druckgeräte- oder Exportaufträgen helfen Chargenrückverfolgbarkeit und Materialzertifikate, die Bearbeitungszeit bei später auftretenden Qualitätsproblemen zu verkürzen. Eine schlechte Dokumentation kann die Durchlaufzeit verlängern, selbst wenn das Teil selbst korrekt ist.
| Prüfpunkt | Erforderlich für kritische Aufträge? | Warum es wichtig ist |
|---|---|---|
| Bestätigung von Norm und Güte | Ja | Verhindert Versand falscher Güte |
| Gewindelehrenprüfung | Ja | Bestätigt Gewindepassung und Beschichtungszugabe |
| Härteprüfbericht | Häufig | Überprüft Wärmebehandlung und Gütekonstanz |
| Prüflastbericht | Für hochbelastete oder spezifizierte Aufträge | Bestätigt Belastbarkeit |
| Schichtdickenbericht | Wenn Beschichtung vorgeschrieben ist | Kontrolliert Korrosion und Gewindestörungen |
| Aufzeichnung zur Wasserstoffversprödungsentlastung | Für hochfeste galvanisierte Teile, falls erforderlich | Reduziert Risiko von verzögerter Rissbildung |
| Chargennummer und MTC | Für OEM-/Export-/Konstruktionsaufträge | Unterstützt Rückverfolgbarkeit und Qualitätsaudit |
| Verpackungsetikett und Chargentrennung | Ja | Verhindert Vermischung von Klasse 8 / Klasse 10 / ASTM-Qualitäten |
Projektprüfung CTA
Nicht sicher, ob Ihre Schraubenvorspannung die Mutter-Mindestprüfkraft überschreitet? Senden Sie uns Ihre Zeichnung, Schraubenqualität, Gewindegröße, Material, Beschichtung, Unterlegscheibenzustand und Anwendungsumgebung. Unser Team für Verbindungselemente kann vor der Massenbestellung die Kompatibilität der Mutterqualität, Beschichtungsrisiko, Gewindepassung, Fressrisiko und Prüfanforderungen prüfen.
Sie können mit unserem beginnen Anfrageseite oder das breitere prüfen vollständigen Leitfaden für Sechskantmuttern vor der Erstellung Ihrer RFQ.
FAQ zu Sechskantmuttern-Güten
Welche Muttergüte sollte ich mit 8.8 Schrauben verwenden?
Bei den meisten metrischen Stahlbaugruppen wird eine 8.8-Schraube üblicherweise mit einer Mutter der Klasse 8 kombiniert. Bei kritischen Verbindungen sollten auch die Tragfähigkeit, die Härte der Unterlegscheibe, die Beschichtung, die Schmierung, der Gewindeeingriff und die Anzugsmethode überprüft werden.
Können Muttern der Klasse 8 mit Schrauben der Festigkeitsklasse 10.9 verwendet werden?
Muttern der Klasse 8 sind im Allgemeinen nicht die bevorzugte Kombination für 10.9-Schrauben, wenn eine vollständige Vorspannung erforderlich ist. Eine Mutter der Klasse 10 wird üblicherweise verwendet, aber die endgültige Entscheidung sollte gemäß der Zeichnung, der Verbindungskonstruktion und der geltenden Norm getroffen werden.
Was ist der Unterschied zwischen Muttern der Klasse 8 und der Güte 8?
Klasse 8 bezieht sich normalerweise auf eine metrische ISO-Eigenschaftsklasse. Güte 8 wird häufig im Zusammenhang mit Zoll-Verbindungselementen verwendet, aber die genaue Bedeutung hängt von der Norm ab. Behandeln Sie Klasse 8 und Güte 8 nicht als austauschbar, ohne das Normsystem zu bestätigen.
Was bedeutet A2-70 bei Edelstahlmuttern?
A2 bezeichnet eine Edelstahlgruppe, die üblicherweise mit rostfreiem Stahl vom Typ 304 assoziiert wird, und 70 bezieht sich auf die Festigkeitsklasse. A2-70 Muttern werden für allgemeine Edelstahlanwendungen verwendet, erfordern jedoch während der Montage eine Kontrolle der Kaltverschweißung.
Warum reißen die Gewinde von Sechskantmuttern beim Anziehen aus?
Gewinde versagen, wenn die Tragfähigkeit des Innengewindes geringer ist als die aufgebrachte Anzugslast. Häufige Ursachen sind falsche Mutterngüte, geringe Tragfähigkeit, unzureichender Gewindeeingriff, falsche Steigung, übermäßiges Drehmoment, beschädigte Gewinde oder schlechte Wärmebehandlung.
Haben verzinkte hochfeste Muttern ein Risiko der Wasserstoffversprödung?
Hochfeste galvanisch beschichtete Muttern können ein Risiko für Wasserstoffversprödung darstellen, wenn die Prozesse der Beizung, Beschichtung und Entspannung nicht kontrolliert werden. Geben Sie bei kritischen Bestellungen die relevante Beschichtungsnorm, Prozessaufzeichnungen, Entspannungsanforderung und Prüfanforderung an.
Welche Informationen sollte ich in eine Anfrage für Sechskantmuttern (Güteklasse) aufnehmen?
Geben Sie Norm, Größe, Steigung, Güte oder Eigenschaftsklasse, Werkstoff, Beschichtung, Menge, Zertifikatsanforderung, Prüfanforderung, Verpackung, Chargenrückverfolgbarkeit, Anwendung und die Güte der zugehörigen Schraube an.