Kurze Antwort – Welche Abmessungen definieren eine Sechskantmutter?

Die Abmessungen einer Sechskantmutter werden definiert durch Gewindedurchmesser, Gewindesteigung oder Gewindegänge pro Zoll, Schlüsselweite, Eckmaß, Mutterhöhe, Fase, Auflagefläche und Gewindetoleranz. Eine Mutter mit der richtigen Gewindegröße kann dennoch bei der Montage versagen, wenn ihre Höhe, Steckschlüsselfreiheit, Beschichtungszugabe oder Maßnorm nicht mit der Zeichnung übereinstimmt. Bei metrischen Muttern prüfen Käufer in der Regel ISO- oder DIN-basierte Abmessungen wie ISO 4032 oder DIN 934. Bei Zollmuttern ist ASME B18.2.2 eine wichtige Maßreferenz. Im B2B-Einkauf ist “M12 Sechskantmutter” oder “1/2 Zoll Mutter” keine vollständige Spezifikation. Eine kontrollierte RFQ sollte Norm, Größe, Steigung, Mutterntyp, Werkstoff, Güte, Beschichtung, Gewindetoleranz, Prüfverfahren und Informationen zur Passschraube enthalten.
Technische Zusammenfassung: Bei den Abmessungen von Sechskantmuttern geht es nicht nur darum, ob die Mutter auf einen Bolzen geschraubt werden kann. Sie bestimmen Schraubenschlüsselpassung, Steckschlüsselfreiheit, Gewindeeingriff, Auflagekontakt, Beschichtungszugabe und Wiederholbarkeit der Montage. Kleine Annahmen zu den Abmessungen können zu Bandstillstand, Überdrehen, Werkzeugkollision, Nacharbeit oder Chargenrückweisung führen.
Die sechs Abmessungen, die Käufer bestätigen müssen
Für die meisten Einkaufs- und Konstruktionsarbeiten müssen die sechs Abmessungen bestätigt werden: Gewindegröße, Steigung, Schlüsselweite, Eckmaß, Mutternhöhe und Gewindetoleranz. Auch Anfasung und Auflagefläche sind wichtig, insbesondere bei automatisierter Montage, Edelstahlbaugruppen und hochvorgespannten Verbindungen mit Schrauben der Festigkeitsklasse 8.8, 10.9 oder 12.9.
| Abmessungsmerkmal | Was es steuert | Mögliche Fehlerquelle |
|---|---|---|
| Gewindedurchmesser | Grundlegende Schrauben-Mutter-Passung | Falsches System oder falsche Nenngröße führt zu Passungsfehlern oder Überdrehen |
| Gewindesteigung / Gänge pro Zoll | Gewindeeingriff und Montagekompatibilität | Grob- und Feingewinde sehen ähnlich aus, beschädigen sich jedoch gegenseitig beim Anziehen |
| Schlüsselweite | Werkzeug-, Stecknuss- und Automatisierungswerkzeugpassung | Werkzeug kann die Mutter in versenkten oder automatisierten Baugruppen nicht erreichen |
| Breite über Ecken | Maximaler Bauraum | Mutter stört Taschenwände, Vorrichtungen oder benachbarte Komponenten |
| Mutterhöhe | Gewindeeingriff, Lastpfad und Streckgrenzenreserve | Unzureichende Höhe kann die eingriffslänge des Gewindes verringern und die Schubspannung erhöhen |
| Gewindetoleranz | Passgenauigkeit und Wiederholbarkeit der Montage | Die Mutter kann von Hand passen, aber die Prüfung mit Grenzlehrdorn/Gewindelehrring nicht bestehen |
Logik der metrischen vs. Zoll-Sechskantmutternabmessungen
Metrische Muttern werden nach Nenndurchmesser und Steigung spezifiziert, z. B. M12 × 1,75. Zollmuttern werden normalerweise nach Durchmesser und Gewindegängen pro Zoll spezifiziert, z. B. 1/2-13 UNC. Diese Systeme sollten nicht gemischt werden. M12 und 1/2 Zoll sind sich ähnlich genug, um einen unerfahrenen Käufer zu verwirren, aber sie sind nicht austauschbar. Sobald eine falsche Mutter mit einem Schraubenschlüssel oder Schlagschrauber gezwungen wird, ist das erste beschädigte Teil normalerweise die Gewindeflanke, nicht der sichtbare Sechskantkörper.
Schnell-Checkliste für Sechskantmutternabmessungen
- Bestätigen Sie das metrische oder Zoll-Gewindesystem.
- Grob- oder Feingewinde bestätigen.
- Maßstandard bestätigen: ISO, DIN, ASME oder Projektzeichnung.
- Mutternart bestätigen: Sechskantmutter, hohe Sechskantmutter, Kronenmutter, Flanschmutter oder Sicherungsmutter.
- Schlüsselweite und Muffenspiel bestätigen.
- Mutternhöhe und Gewindeeingriff bestätigen.
- Beschichtungsdicke und Gewindelehrenprüfung nach Beschichtung bestätigen.
- Festigkeitsklassenkompatibilität mit der Gegenverschraubung bestätigen, insbesondere für 8.8 / 10.9 / 12.9 Verbindungen.
Erklärung der Abmessungen von Sechskantmuttern

Bevor Käufer eine Sechskantmutter-Maßtabelle verwenden, sollten sie verstehen, was jede Spalte bedeutet. Eine Maßtabelle ist nur nützlich, wenn der Käufer weiß, welche Abmessungen die Zeichnung, den Werkzeugzugang, die Vorspannung und die Prüfung beeinflussen.
Gewindedurchmesser
Der Gewindedurchmesser ist die Nenngröße des passenden Bolzens oder Gewindestifts. Bei metrischen Angaben erscheint er als M6, M8, M10, M12 oder ähnlich. Bei Zollangaben erscheint er als 1/4, 3/8, 1/2, 5/8 und ähnlich. Der Gewindedurchmesser ist der Ausgangspunkt, nicht die vollständige Spezifikation. Ein Käufer, der nur nach Durchmesser bestellt, kann die falsche Steigung, Mutternhöhe, Produktklasse oder Beschichtung erhalten.
Gewindesteigung / Gewindegänge pro Zoll
Die metrische Steigung ist der Abstand zwischen benachbarten Gewindespitzen, gemessen in Millimetern. Zollgewindesysteme verwenden Gewindegänge pro Zoll. Dieser Unterschied ist ein Grund, warum metrische und Zollmuttern nicht durch visuelle Beurteilung ersetzt werden können. Eine Mutter kann ein oder zwei Umdrehungen lang passen und dann das Bolzengewinde beschädigen, wenn die Steigung falsch ist. Bei Edelstahl A2-70 oder A4-80 Verbindungselementen kann der Schaden schnell zu Kaltverschweißung führen, wenn die Teile trocken angezogen werden.
Schlüsselweite
Die Schlüsselweite ist der Abstand zwischen zwei gegenüberliegenden Schlüsselflächen der Sechskantmutter. Sie bestimmt die Schraubenschlüsselgröße, den Steckschlüsselsitz und den automatischen Werkzeugeingriff. Bei Wartungsarbeiten kann eine falsche Schlüsselweite die Montage stoppen, selbst wenn das Innengewinde korrekt ist.
Breite über Ecken
Die Eckenweite ist die maximale Außenabmessung der Sechskantmutter. Sie ist wichtig, wenn die Mutter in einer Aussparung, Vertiefung, einem Kanal oder einer Vorrichtung sitzt. Eine Mutter kann zum Schlüssel passen, aber dennoch mit dem umgebenden Teil kollidieren, wenn die Eckenweite ignoriert wird.
Mutterhöhe / -dicke
Die Mutterhöhe beeinflusst den Gewindeeingriff, die Lastverteilung und die Tragfähigkeit. Eine dünnere Sicherungsmutter sollte nicht ohne Weiteres gegen eine normale Sechskantmutter in einer lasttragenden Verbindung ausgetauscht werden. Das Gewinde mag passen, aber die Verbindung hat möglicherweise nicht genügend Eingriffslänge für die vorgesehene Vorspannung. Bei hochfesten Baugruppen erhöht eine unzureichende Höhe die Gewindeschubspannung und kann dazu führen, dass sich die Mutter beim endgültigen Anziehen “weich” anfühlt.
Anfasung und Auflagefläche
Die Anfasung hilft der Mutter, sauber auf das Gegenstück aufzulaufen, und reduziert Kantenbeschädigungen. Die Auflagefläche kontaktiert die Unterlegscheibe oder das zu spannende Teil. Eine schlechte Anfasung kann das Risiko von Überwurfgewinden erhöhen. Eine schlechte Auflageflächenbeschaffenheit kann das Drehmoment-Vorspannungsverhalten beeinflussen, da die Reibung unter der Mutterfläche weniger vorhersagbar wird.
Gewindetoleranz und Lehrenpassung
Die Gewindetoleranz steuert, wie eng das Innengewinde zum passenden Außengewinde passt. Bei Produktionsaufträgen sollte die Gewindepassung mit Grenzlehrringen (Go/No-Go) überprüft werden, insbesondere nach Verzinkung, Feuerverzinkung, Zinklamellenbeschichtung oder PTFE-Beschichtung.
| Begriff | Ingenieurtechnische Bedeutung | Prüfmethode |
|---|---|---|
| Gewindedurchmesser | Nennmaßabstimmung Bolzen-Mutter | Zeichnungsprüfung, Gewindelehre, Passungsprüfung mit Bolzen |
| Steigung / Gänge pro Zoll | Gewindesteigung | Gewindelehre oder Gewindeschablone |
| Schlüsselweite | Schlüssel- und Muffeneingriff | Messschieber, Muffenprobe, Zeichnungsprüfung |
| Breite über Ecken | Maximale Außenhülle | Messschieber- oder Vorrichtungsfreigabeprüfung |
| Mutterhöhe | Gewindeeingriff und Lastpfad | Messschieber, Zeichnungsprüfung |
| Gewindetoleranz | Montage- und Lehrenpassung | Grenzlehrdorn für Gewinde |
Metrische Sechskantmuttern-Abmessungen: Leitfaden für M3 bis M30

Die Abmessungen metrischer Sechskantmuttern beginnen mit der zugehörigen Schraube. Die Mutter muss Nenndurchmesser, Steigung und Norm entsprechen. Im industriellen Einkauf ist der häufigste Fehler die Annahme, dass alle M-Muttern gleichen Durchmessers austauschbar seien.
Gängige metrische Sechskantmuttern-Größen
Zu den gängigen metrischen Sechskantmuttern-Größen gehören M3, M4, M5, M6, M8, M10, M12, M16, M20, M24 und M30. Die genauen Schlüsselweiten, Höhen und Toleranzen hängen von der gewählten Norm, der Produktklasse und dem Mutterntyp ab. Für Fertigungszeichnungen sollten keine Werte aus einer zufälligen Online-Tabelle übernommen werden, ohne die aktuelle Norm oder Kundenzeichnung zu prüfen.
Abmessungen für Grobgewinde vs. Feingewinde
Ein grobes Gewinde ist einfacher zu montieren und toleranter gegenüber Baustellenbedingungen. Ein feines Gewinde kann in manchen Anwendungen eine bessere Einstellung und einen größeren Kerndurchmesser bieten, ist aber empfindlicher gegenüber Schmutz, Gewindebeschädigung und falschen Gegenstücken. In Bestelldokumenten sollte “M12” zu “M12 × 1,75” oder der erforderlichen Feingewindesteigung erweitert werden, wenn die Steigung relevant ist.
Warum M12 × 1,75 nicht dasselbe ist wie M12 × 1,25
M12 × 1,75 und M12 × 1,25 haben denselben Nenndurchmesser, aber unterschiedliche Steigungen. Sie sind nicht austauschbar. Wenn eine Feingewindemutter auf einen Grobgewindebolzen aufgezwungen wird, kann die Baugruppe überdrehen, blockieren oder einen falschen Drehmomentwert anzeigen, bevor die Verbindung die Vorspannung erreicht.
Planungstabelle für metrische Abmessungen
| Metrische Bezeichnung | Käufer muss bestätigen | Warum es wichtig ist |
|---|---|---|
| M6 | Norm, Steigung, Schlüsselweite, Mutternhöhe | Kleine Größen sind empfindlich gegenüber Gewindebeschädigung und Werkzeugzugang |
| M8 | Grob-/Feingewinde, Beschichtung, Gewindelehrenprüfung | Beschichtung kann die Gewindepassung bei Großbestellungen beeinflussen |
| M10 | Mutterntyp, Festigkeitsklasse, Höhe, Schlüsselweite | Übliche Maschinengröße mit häufigen Normsubstitutionen |
| M12 | Steigung, Norm, Schlüsselweite, Beschichtungszugabe | M12 wird bei Wartungsarbeiten oft mit nahen Zollgrößen verwechselt |
| M16 und größer | Mutterhöhe, Prüfkraft, Unterlegscheibenstapel, Beschichtungsprozess | Größere Verbindungen erfordern höhere Vorspannung und verursachen höhere Nacharbeitskosten. |
Dies ist kein Ersatz für eine Maßnorm. Verwenden Sie es als Planungstabelle für RFQ-Anfragen und überprüfen Sie die endgültigen Maße gegen ISO 4032, DIN 934, Kundenzeichnung oder die neueste geltende Norm.
Zoll-Sechskantmuttern-Maße: UNC- und UNF-Größenleitfaden

Zoll-Sechskantmuttern-Maße werden normalerweise durch Nenndurchmesser und Gewindegänge pro Zoll angegeben. Beispielsweise bedeutet 1/2-13 UNC einen Nenndurchmesser von 1/2 Zoll mit 13 Gewindegängen pro Zoll in der Unified Coarse-Gewindereihe.
Gängige Zoll-Sechskantmuttern-Größen
Gängige Zoll-Sechskantmuttern-Größen umfassen 1/4-20 UNC, 5/16-18 UNC, 3/8-16 UNC, 1/2-13 UNC, 5/8-11 UNC und 3/4-10 UNC. Feingewinde-UNF-Versionen können verwendet werden, wenn die Zeichnung dies vorschreibt.
Gewindegänge pro Zoll und Gewindepassung
Gewindegänge pro Zoll steuern die Gewindekompatibilität. Eine 1/2-13 UNC Mutter und eine 1/2-20 UNF Mutter haben denselben Nenndurchmesser, aber unterschiedliche Gewindesteigungen. Die Verwendung der falschen Mutter kann den Bolzen beschädigen, bevor das Montageteam den Fehler bemerkt.
Sechskantmuttern (fertig) vs. Schwere Sechskantmuttern
Sechskantmuttern (fertig) und schwere Sechskantmuttern sind nicht identisch. Schwere Sechskantmuttern haben eine größere Auflagefläche und werden häufig in strukturellen, Ankerstangen- und Schwerlastanwendungen eingesetzt. Ersetzen Sie eine fertige Sechskantmutter nicht durch eine schwere Sechskantmutter, es sei denn, die Zeichnung oder der Ingenieur genehmigt die Änderung.
Planung der Zollmaßtabelle
| Zollangabe | Käufer muss bestätigen | Risiko bei Unvollständigkeit |
|---|---|---|
| 1/4-20 UNC | Mutternart, Material, Oberfläche, ASHE-Maßanforderung | Falsche Art oder Oberfläche kann Montage und Korrosion beeinträchtigen |
| 3/8-16 UNC | UNC/UNF, Schlüsselweite, Beschichtung | Werkzeugfehler oder falsche Gewindereihe |
| 1/2-13 UNC | Fertige Sechskant vs. schwere Sechskant, Güte, Beschichtung | Falscher Muttern-Typ bei Maschinen- oder Stahlbauarbeiten |
| 5/8-11 UNC | Maßnorm und zugehörige Schraubenspezifikation | Falsche Auflagefläche oder Dokumentationsabweichung |
| 3/4-10 UNC | Anforderung schwere Sechskantmutter, ASTM-Güte, HDG-Gewindepassung | Ablehnung vor Ort oder Gewindestörung |
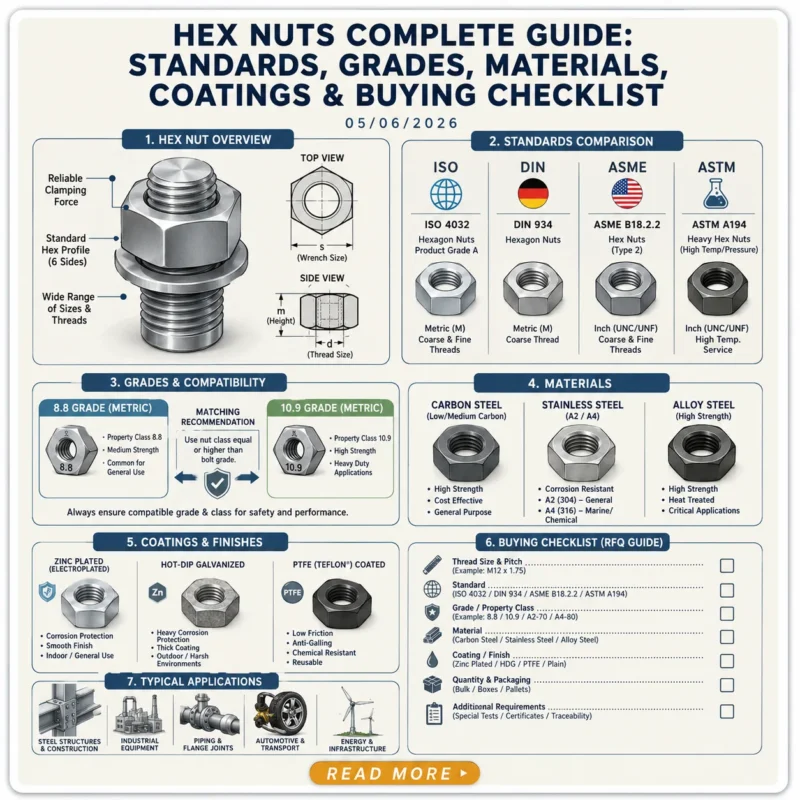
ISO 4032, DIN 934 und ASME B18.2.2 Maßunterschiede

Sechskantmuttern-Abmessungsnormen definieren mehr als nur eine allgemeine Form. Sie legen Größenbereiche, Produktklassen, Schlüsselweite, Mutternhöhe, Fase, Toleranz und das im Gewinde verwendete System fest. Ein Ersatz sollte vor dem Kauf geprüft werden, nicht nachdem die Ware eingetroffen ist.
ISO 4032 Metrische Sechskantmuttern, normale Form
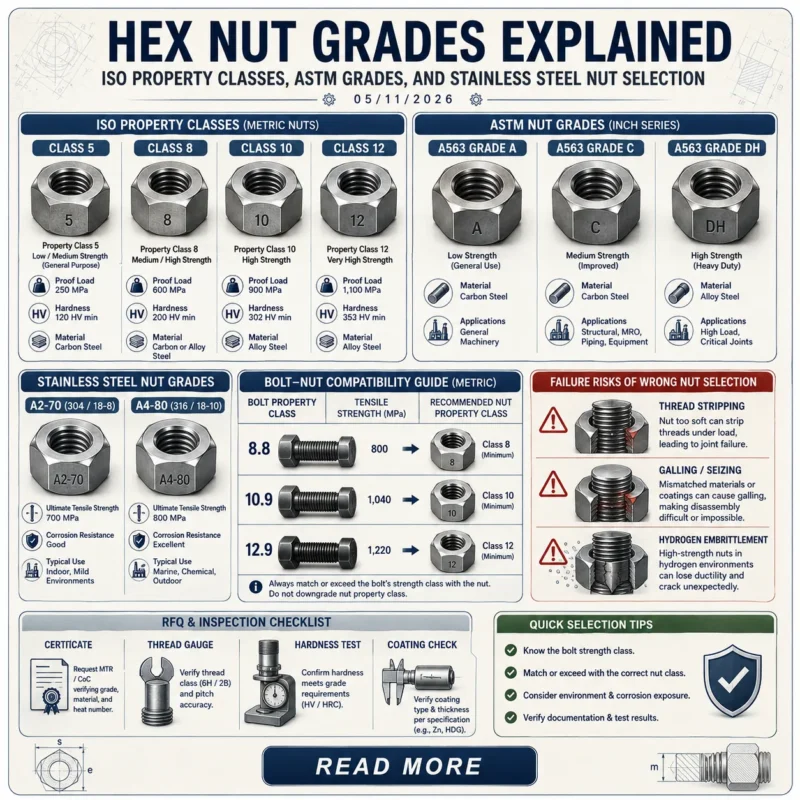
ISO 4032 legt Sechskantmuttern, normale Form, Ausführung 1, aus Stahl und nichtrostendem Stahl mit metrischem Regelgewinde von M5 bis M39 und den Produktklassen A und B fest. Für genaue Maße, Toleranzen und Kennzeichnung ist vor Veröffentlichung oder Produktionsfreigabe die aktuell erworbene ISO-Norm zu prüfen.
DIN 934 Metrische Sechskantmuttern (Legacy)
DIN 934 ist in älteren europäischen Maschinenzeichnungen, Ersatzteillisten und Instandhaltungsbeschaffungen noch weit verbreitet. Viele Lieferanten bieten möglicherweise ISO-Äquivalente an, aber der Käufer sollte Mutternhöhe, Schlüsselweite, Gewindetoleranz, Produktklasse und Montagespielraum prüfen, bevor er einen Ersatz akzeptiert.
ASME B18.2.2 Zoll-Sechskantmuttern
ASME B18.2.2 deckt Muttern für allgemeine Anwendungen ab, einschließlich Maschinenschraubenmuttern sowie Sechskant-, Vierkant-, Sechskantflansch- und Kupplungsmuttern in Zollreihen. Es ist eine Maßreferenz für zöllige Muttern und sollte nicht als metrischer Ersatz behandelt werden.
Wann eine Standardersetzung fehlschlagen kann
Eine Ersetzung kann fehlschlagen, selbst wenn das Gewinde sauber anläuft. Die Schlüsselweite kann abweichen, die Mutter kann zu hoch für den Bauraum sein, die Auflagefläche kann nicht zur Unterlegscheibe passen oder die Beschichtung kann Gewindereibung verursachen. Eine Standardersetzung erfordert eine Zeichnungsprüfung, nicht nur eine Gewindeprobe.
| Standard | Gewindesystem | Typische Anwendung | Ersetzungsrisiko |
|---|---|---|---|
| ISO 4032 | Metrisch | Aktuelle metrische Sechskantmuttern | Produktqualität, Abmessungen und Gewindesteigung müssen überprüft werden |
| DIN 934 | Metrisch | Alte europäische Zeichnungen und Ersatzteile | Gehen Sie nicht von vollständiger Austauschbarkeit aus, ohne die Zeichnungsmaße zu prüfen |
| ASME B18.2.2 | Zoll | US-Zollmuttern | Nicht austauschbar mit metrischen Muttern |
| ASTM A563 | Zoll / projektspezifisch | Strukturelle und mechanische Kohlenstoff-/Legierungsstahlmuttern | Hauptsächlich mechanische und chemische Anforderungen, nicht nur Abmessungen |
Schlüsselweite: Warum die Maulweite wichtig ist
Die Schlüsselweite bestimmt das Werkzeug, das die Mutter greift. In offenen Baugruppen mag dies einfach erscheinen. In vertieften Taschen, Vorrichtungen, automatisierten Montagestationen oder Reparaturarbeiten kann eine Abweichung der Schlüsselweite die Produktion stoppen.
Wie die Schlüsselweite den Steckschlüsselsitz beeinflusst
Ein Steckschlüssel benötigt Spiel um die Mutter. Wenn die Mutter über die Schlüsselweite größer als erwartet ist, passt der Steckschlüssel möglicherweise nicht in die Tasche. Ist sie kleiner, kann der Steckschlüssel die Ecken abrunden oder unter Drehmoment nicht zuverlässig halten. Daher sollte die Schlüsselweite zusammen mit dem Außendurchmesser des Steckschlüssels geprüft werden, nicht nur die Nennmaulweite.
Werkzeugfreiraum in der automatisierten Montage
In der automatisierten Montage muss die Mutter nicht nur zur passenden Schraube passen, sondern auch zum Zuführer, Steckschlüssel, zur Vorrichtung und zum Sensorraum. Eine Mutter, die manuelle Montage besteht, kann bei automatisierter Zuführung versagen, weil die Schlüsselweite oder der Eckmaß außerhalb der Geräteeinstellung liegt.
DIN / ISO Austauschrisiko auf engem Raum
Eingebettetes Feldszenario
Welches Problem ist aufgetreten: Ein Wartungsteam ersetzte alte DIN-Muttern durch ISO-Metrische Muttern während einer Maschinenreparatur. Die Gewinde passten, aber der Steckschlüssel konnte die Mutter in einer vertieften Tasche nicht erreichen.
Warum es passiert ist: Der Käufer prüfte nur die Nenngewindegröße und ignorierte den Werkzeughüllraum.
Eigentliche Systemursache: Schlüsselweite und umgebender Freiraum wurden nicht gegen die Originalzeichnung und den Werkzeugzustand überprüft.
Korrekturmaßnahme: Das Team maß die alte Probe, prüfte die Zeichnung und wählte eine Mutter aus, die sowohl Gewinde- als auch Steckschlüsselfreiheit erfüllte.
Prävention: Bei Ersatzteilen bestätigen Sie vor der Massenbestellung Gewinde, Schlüsselweite, Mutterhöhe und tatsächlichen Werkzeugzugang.
So bestätigen Sie den Werkzeughüllraum vor der Massenbestellung
- Messen Sie die alte Mutterprobe, falls verfügbar.
- Zeichnungsnorm und -revision bestätigen.
- Außendurchmesser der Muffe prüfen, nicht nur die Schlüsselweite.
- Freiraum für Vorrichtung, Tasche und umgebende Komponenten bestätigen.
- Musterbaugruppe vor dem Massenkauf durchführen.
Mutterhöhe und Gewindeeingriff
Die Mutterhöhe beeinflusst, wie viele Innengewinde die Last tragen. Sie wirkt sich auch auf die Tragfähigkeit, die freie Gewindelänge und die Fähigkeit der Verbindung aus, die Vorspannung nach der Montage aufrechtzuerhalten.
Warum die Mutterhöhe die Tragfähigkeit beeinflusst
Eine höhere reguläre Sechskantmutter bietet in der Regel mehr Gewindeeingriff als eine dünne Sicherungsmutter. Das bedeutet nicht, dass jede Verbindung die höchste verfügbare Mutter benötigt, aber die Mutterhöhe muss der Lastanforderung und der Norm entsprechen. Bei hochvorgespannten Verbindungen kann eine unzureichende Mutterhöhe die Scherspannung im Innengewinde erhöhen.
Freie Gewindelänge nach dem Anziehen
Nach dem Anziehen erfordern kritische Verbindungen oft sichtbares Gewinde über der Mutter hinaus, abhängig von der Projektspezifikation. Wenn sich der Unterlegscheibenstapel, die Beschichtungsdicke oder die Teiledicke ändert, kann sich die freie Gewindelänge ändern, selbst wenn die Mutter selbst korrekt ist.
Auswirkungen von Unterlegscheibenstapel und Beschichtungsdicke
Unterlegscheiben, Beschichtungen und Farbschichten beeinflussen alle die Stapelhöhe. Wenn die Stapelhöhe zunimmt, kann der Gewindeeingriff abnehmen. Dies kann übersehen werden, wenn der Einkauf nur die Mutternabmessung prüft und die gesamte Schraubenverbindung ignoriert.
Wann Kontermuttern nicht als lasttragende Muttern geeignet sind
Eingebettetes Feldszenario
Welches Problem ist aufgetreten: Eine dünne Kontermutter wurde anstelle einer regulären Sechskantmutter verwendet, weil die Gewindegröße gleich war.
Warum es passiert ist: Der Einkauf behandelte die Mutternhöhe als Verpackungsdetail anstatt als lastrelevante Abmessung.
Eigentliche Systemursache: Der Gewindeeingriff war für die vorgesehene Vorspannung unzureichend.
Korrekturmaßnahme: Die Verbindung wurde auf die vorgeschriebene Mutterhöhe und Unterlegscheibenanordnung zurückgesetzt.
Prävention: Ersetzen Sie normale Sechskantmuttern nicht durch Sicherungsmuttern, es sei denn, die Zeichnung oder der Ingenieur genehmigt die reduzierte Höhe.
Beschichtung und Gewindepassung: Maße nach Galvanisieren oder Feuerverzinken

Beschichtungen verändern Maße und Reibung. Eine Mutter, die vor der Beschichtung passt, kann nach Verzinken, Feuerverzinken, Zinklamellenbeschichtung oder PTFE-Beschichtung fest sitzen. Bei beschichteten Muttern muss die Maßkontrolle die Gewindeprüfung nach der Beschichtung umfassen.
Verzinkungsschichtdicke und Gewindetoleranz
Kommerzielles Verzinken wird oft in ungefähren Bereichen wie 5–12 μm, angegeben, aber die tatsächliche Anforderung hängt von der Spezifikation, dem Korrosionsziel und der Kundenzeichnung ab. Zu viel Beschichtung kann Gewindereibung verursachen. Zu wenig Beschichtung kann die Korrosionserwartungen nicht erfüllen. Bei hochfesten Stahlverbindungselementen wirft die Galvanisierung auch Fragen zur Wasserstoffversprödung auf, wenn keine Beiz- und Backkontrolle spezifiziert ist.
Stückverzinkte Muttern und Übergroßgewindebohren
Stückverzinkte Verbindungselemente erfordern besondere Aufmerksamkeit, da die Beschichtungsdicke wesentlich größer ist als bei typischen galvanischen Beschichtungen. ISO 10684 enthält Anforderungen an stückverzinkte Gewindeverbindungen und verweist auf maßliche Vorsichtsmaßnahmen für beschichtete Gewinde. Überprüfen Sie vor der Produktion stets die aktuelle Norm und die Projektanforderungen.
Eingebettetes Feldszenario
Welches Problem ist aufgetreten: Stückverzinkte Bolzen und Muttern kamen auf der Baustelle an, aber mehrere Muttern ließen sich nicht frei auf die zugehörigen Bolzen aufschrauben.
Warum es passiert ist: Die RFQ gab eine stückverzinkte Oberfläche vor, aber keine Gewindepassungsprüfung nach der Beschichtung.
Eigentliche Systemursache: Die Beschichtungsdicke veränderte die Gewindetoleranz, und die Muttern wurden weder mit einem Grenzlehrdorn noch unter Berücksichtigung des Zustands der Gegenbolzen geprüft.
Korrekturmaßnahme: Ersatzmuttern wurden mit ordnungsgemäßer Gewindepassungskontrolle nach der Beschichtung geliefert.
Prävention: Für HDG-Verbindungselemente legen Sie in der RFQ die Beschichtungsnorm, das Gewindespiel, die Gewindelehrdornprüfung und die Kompatibilität der Gegenbolzen fest.
PTFE-/Xylan-Beschichtung und Drehmoment-Vorspannungsänderung
PTFE- oder Xylan-Beschichtungen können die Reibung verringern. Eine geringere Reibung kann bei gleichem Drehmoment eine höhere Vorspannung erzeugen. Als vorläufige technische Diskussion können trocken verzinkte Baugruppen mit einem höheren K-Faktor besprochen werden als geschmierte oder reibungsarme beschichtete Baugruppen, aber kritische Verbindungen sollten geprüfte Drehmoment-Vorspannungsdaten anstelle von kopierten Tabellen verwenden. Dies ist nicht nur ein Drehmomentproblem; Beschichtungsdicke und Reibungskontrolle beeinflussen beide das Montageverhalten.
Technische Warnung: Wenn nach dem Wechsel von trocken verzinkt zu PTFE oder einer anderen reibungsarmen Beschichtung das gleiche Drehmoment verwendet wird, kann die Vorspannung steigen. Dies kann den Bolzen, die Unterlegscheibe oder das geklemmte Teil überlasten. Wenn Sie sich über den Reibungskoeffizienten unter Ihrer Beschichtungs- und Schmiersituation nicht sicher sind, fordern Sie eine projektspezifische Drehmomentempfehlung an.
Gut-/Schlecht-Lehrenprüfung nach der Beschichtung
Die Gut-/Schlecht-Lehrenprüfung ist eine der einfachsten Methoden, um Probleme mit beschichteten Gewinden zu vermeiden. Fordern Sie bei B2B-Bestellungen eine Prüfung nach der Beschichtung an, nicht nur an blanken Muttern.
| Beschichtung / Oberfläche | Dimensionsrisiko | Prüfmaßnahme |
|---|---|---|
| Blank / geölt | Korrosion während der Lagerung kann die Gewindepassung beeinträchtigen | Verpackung, Ölung und Lagerbedingungen bestätigen |
| Zinkbeschichtet | Beschichtungsaufbau kann die Gewindetoleranz beeinflussen | Schichtdicke und Gewindelehrenpassung prüfen |
| Feuerverzinkt | Gewindeeingriff ohne ausreichendes Spiel | Übermaßgewindebohren und Gut-/Ausschuss-Lehrenprüfung bestätigen |
| Zinklamelle | Grundbeschichtung und Decklack können Passung und Reibung beeinflussen | Systemdicke und Reibungsanforderung bestätigen |
| PTFE / Xylan | Niedrige Reibung verändert das Drehmoment-Vorspannungsverhalten | Beschichtungsdicke und K-Faktor-Daten bei Bedarf bestätigen |
So lesen Sie eine Maßtabelle für Sechskantmuttern
Eine Maßtabelle für Sechskantmuttern sollte entsprechend der Funktion gelesen werden. Ingenieure konzentrieren sich auf Passung, Lastpfad und Montageumfang. Der Einkauf konzentriert sich auf Norm, Größe und Vollständigkeit der Anfrage. Prüfer konzentrieren sich auf messbare Maße und Akzeptanzkriterien.
Welche Spalten sind für die Technik wichtig?
Die Technik sollte Gewindegröße, Steigung, Mutternhöhe, Auflagefläche, Gewindeeingriff, Schlüsselweite und ob die Norm mit der Zeichnung übereinstimmt, prüfen. Bei hochvorgespannten Verbindungen müssen die Maße zusammen mit Mutternfestigkeitsklasse, Härte der Unterlegscheibe und Schraubenfestigkeitsklasse betrachtet werden.
Welche Spalten sind für den Einkauf wichtig?
Der Einkauf sollte Norm, Größe, Steigung, Mutternart, Werkstoff, Festigkeitsklasse, Beschichtung, Menge, Verpackung und Zertifikatsanforderung prüfen. Ein Lieferant kann nicht genau anbieten, wenn die Anfrage nur “M12-Muttern” sagt.”
Welche Spalten sind für die Prüfung wichtig?
Die Prüfung sollte die Passung des Gewindelehrdorns, die Schlüsselweite, die Mutternhöhe, die Beschichtungsdicke, visuelle Fehler, die Werkstoffkennzeichnung (sofern zutreffend) und die Chargenrückverfolgbarkeit umfassen. Bei beschichteten Muttern ist die Prüfung nach der Beschichtung wichtiger als die Messung des unbeschichteten Teils allein.
Häufige Fehler beim Lesen von Größentabellen
- Gleichzeitige Verwendung von metrischen und Zoll-Tabellen.
- Ablesen der Nenngröße als Schlüsselweite.
- Ignorieren der Steigung, weil der Durchmesser korrekt erscheint.
- Annahme, dass DIN und ISO ohne Überprüfung der Zeichnung austauschbar sind.
- Verwendung einer Tabelle für unbeschichtete Muttern für beschichtete Muttern ohne Bestätigung der Gewindepassung.
- Ignorieren der Mutternhöhe beim Ersetzen von normalen Sechskantmuttern durch Kronenmuttern.
Checkliste für Sechskantmutter-Maßanfragen bei B2B-Bestellungen

Eine klare Anfrage reduziert Fehlangebote, Musteränderungen, Prüfungsstreitigkeiten und Produktionsverzögerungen. Sechskantmutter-Abmessungen sollten so spezifiziert werden, dass sie von Technik, Einkauf und Prüfung gleichermaßen verstanden werden.
Korrektes RFQ-Format für metrische Sechskantmuttern
ISO 4032 M12 × 1,75 Klasse 8 Sechskantmutter, Kohlenstoffstahl, verzinkt Cr3+, Gewindetoleranz 6H, Schlüsselweite und Mutternhöhe nach ISO 4032, Go/No-Go-Gewindelehrenprüfung nach Beschichtung, verpackt mit Chargenrückverfolgbarkeit.
Korrektes RFQ-Format für Zoll-Sechskantmuttern
ASME B18.2.2 fertigbearbeitete Sechskantmutter, 1/2-13 UNC, Kohlenstoffstahl, verzinkt, mit Gewindelehrenprüfung, Materialzertifikat, Beschichtungsbericht und Karton-/Palettenkennzeichnung nach Chargennummer.
Zeichnungs- und Musterbestätigung
Bei Wartungs- oder Ersatzbestellungen kann ein Muster falsche Annahmen verhindern. Alte Maschinen können DIN-, ISO-, JIS-, GB- und Zollbefestigungselemente aus verschiedenen Reparaturperioden enthalten. Ein Foto der Zeichnung und ein gemessenes Muster können die Durchlaufzeit mehr verkürzen als wiederholte E-Mail-Klärungen.
Prüfpunkte vor Versand
| RFQ / Prüfpunkt | Warum es wichtig ist |
|---|---|
| Norm- und Zeichnungsrevision | Kontrolliert Maßbasis und Substitutionsgenehmigung |
| Gewindegröße und -steigung | Verhindert metrische/Zoll- und Grob-/Feingewindefehler |
| Schlüsselweite | Bestätigt Werkzeugpassung |
| Mutterhöhe | Bestätigt Gewindeeingriff und Verbindungsauslegung |
| Anforderung an Beschichtung und Schichtdicke | Steuert Korrosion, Gewindepassung und Drehmoment-Vorspannverhalten |
| Grenzlehrdorn-Prüfung des Gewindes | Bestätigt Montagepassung nach Fertigung und Beschichtung |
| Verpackung und Chargenrückverfolgbarkeit | Reduziert Sortier-, Misch- und Qualitätsstreitrisiko |
Häufige Fehler bei Sechskantmuttern-Abmessungen und wie man sie vermeidet
Die meisten Maßprobleme entstehen durch unvollständige Spezifikation, nicht durch schwierige Fertigung. Die Mutter ist klein, aber eine falsche Abmessung kann eine gesamte Montagestation zum Stillstand bringen.
Mischen von M12 und 1/2-13 UNC
Eingebettetes Feldszenario
Welches Problem ist aufgetreten: Ein Instandhaltungseinkäufer bestellte M12-Muttern für Geräte, die tatsächlich 1/2-13 UNC-Bolzen verwendeten.
Warum es passiert ist: Die alte Mutter sah bei Sichtprüfung M12 ähnlich, und es wurde keine Gewindelehre verwendet.
Eigentliche Systemursache: Metrischer Nenndurchmesser und zölliger Nenndurchmesser wurden verwechselt, und Steigung/Gänge pro Zoll wurden nicht überprüft.
Korrekturmaßnahme: Das Team überprüfte den passenden Bolzen mit Gewindelehren und aktualisierte die Ersatzteilliste.
Prävention: Identifizieren Sie das Gewindesystem niemals mit bloßem Auge. Verwenden Sie Gewindelehren oder bestätigte Zeichnungen, bevor Sie bestellen.
Ignorieren der Feingewindesteigung
Eine Feingewindemutter kann auf einen Grobgewindebolzen aufgeschraubt werden, blockiert jedoch schnell oder beschädigt das Gewinde. Geben Sie bei metrischen Bestellungen immer die Steigung und bei Zollbestellungen die Gänge pro Zoll (TPI) an.
Annahme, dass DIN 934 und ISO 4032 immer identisch sind
DIN 934 und ISO 4032 mögen in vielen Einkaufssituationen ähnlich aussehen, aber der Austausch sollte dennoch anhand der Zeichnung überprüft werden, insbesondere in engen Werkzeugräumen oder kontrollierten Baugruppen.
Das richtige Gewinde, aber die falsche Mutternhöhe wählen
Die Mutternhöhe beeinflusst den Gewindeeingriff. Eine dünnere Mutter kann die Tragfähigkeit verringern und die freie Gewindelänge verändern. Dies kann die Qualitätsabnahme beeinträchtigen, selbst wenn das Gewinde passt.
Ignorieren der Beschichtungsdicke
Die Beschichtungsdicke beeinflusst sowohl die Gewindepassung als auch die Reibung. Eine Mutter, die vor der Beschichtung passt, kann nach der Beschichtung die Lehrenprüfung nicht bestehen. Dies ist häufig bei Zinkbeschichtung, Feuerverzinkung und reibungsarmen Beschichtungen der Fall, wenn der Prozess nicht spezifiziert ist.
| Fehler | Was passiert | Vorbeugung |
|---|---|---|
| Bestellung nur nach Nennmaß | Falsche Steigung, Norm oder Mutternform kann geliefert werden | Norm, Steigung, Typ, Werkstoff, Güte und Oberfläche angeben |
| Mischen von metrischen und Zollgewinden | Überdrehen und beschädigte Schrauben | Gewindelehren und Zeichnungsprüfung verwenden |
| Schlüsselweite ignorieren | Stecknuss oder Schraubenschlüssel passt nicht | Werkzeugaufnahme vor Großbestellung prüfen |
| Verwendung von Kontermuttern als normale Muttern | Unzureichender Gewindeeingriff | Verwenden Sie die angegebene Mutterhöhe, es sei denn, die Technik genehmigt eine Änderung |
| Ignorieren der Beschichtungsdicke | Gewindeschlepp oder Lehrenausfall | Gewindepassung nach Beschichtung prüfen |
| Annahme von Standardäquivalenz | Montage- oder Prüfungsfehlanpassung | Vor dem Austausch die Norm ISO / DIN / ASME prüfen |
Projektprüfung CTA
Sie sind sich nicht sicher, ob Ihre Sechskantmutter-Abmessungen mit der Zeichnung oder der Passschraube übereinstimmen? Senden Sie uns Ihre Zeichnung, Ihr Muster, Ihre Gewindegröße, Norm, Beschichtung und Montagebedingungen. Unser Verbindungselemente-Entwicklungsteam kann vor der Großbestellung die Maßkompatibilität, Muffenfreiheit, Beschichtungszugabe, Drehmoment-Vorspann-Risiko und Prüfanforderungen prüfen.
Sie können mit unserem beginnen Anfrageseite oder das breitere prüfen vollständigen Leitfaden für Sechskantmuttern vor der Erstellung Ihrer RFQ.
FAQ zu Sechskantmutter-Abmessungen
Was sind die Hauptabmessungen einer Sechskantmutter?
Die Hauptabmessungen einer Sechskantmutter umfassen Gewindedurchmesser, Gewindesteigung oder Gewindegänge pro Zoll, Schlüsselweite, Eckmaß, Mutternhöhe, Fase, Auflagefläche und Gewindetoleranz.
Wie messe ich die Größe einer Sechskantmutter?
Ermitteln Sie zunächst das Gewindesystem und die Nenngewindegröße. Messen Sie dann die Schlüsselweite, den Eckmaß und die Mutternhöhe mit einem Messschieber. Verwenden Sie eine Gewindesteigungslehre oder eine Grenzlehre, um Steigung und Gewindepassung zu bestätigen.
Was ist die Schlüsselweite einer Sechskantmutter?
Die Schlüsselweite ist der Abstand zwischen zwei gegenüberliegenden Schlüsselflächen der Sechskantmutter. Sie bestimmt die Schraubenschlüsselgröße, die Passung für Steckschlüsseleinsätze und die Kompatibilität mit automatisierten Montagewerkzeugen.
Sind die Abmessungen von DIN 934 und ISO 4032 identisch?
DIN 934 und ISO 4032 können in manchen Beschaffungssituationen als ähnlich behandelt werden, sollten aber nicht ohne Prüfung der Zeichnung, Mutternhöhe, Schlüsselweite, Gewindetoleranz und Produktanforderung als identisch angenommen werden.
Was ist der Unterschied zwischen metrischen und zölligen Sechskantmuttern-Abmessungen?
Metrische Muttern verwenden Nenndurchmesser und Steigung in Millimetern, z. B. M12 × 1,75. Zoll-Muttern verwenden Nenndurchmesser und Gewindegänge pro Zoll, z. B. 1/2-13 UNC. Die beiden Systeme sind nicht austauschbar.
Verändert die Beschichtung die Abmessungen von Sechskantmuttern?
Ja. Verzinkung, Feuerverzinkung, Zinklamellen- und PTFE-Beschichtungen können die Gewindepassung, Beschichtungsdicke und Reibung beeinflussen. Bei beschichteten Muttern ist die Gewindepassung nach der Beschichtung mit geeigneten Lehren zu prüfen.
Welche Abmessungen sollte ich in eine Anfrage für Sechskantmuttern aufnehmen?
Norm, Gewindegröße, Steigung, Mutterntyp, Schlüsselweite (falls kritisch), Mutternhöhe (falls kritisch), Werkstoff, Festigkeitsklasse, Beschichtung, Gewindetoleranz, Prüfanforderung und Informationen zur Passschraube angeben.
Autor / Technische Prüfung
Dieser Artikel ist aus der Perspektive der Verbindungselementtechnik für Ingenieure, Einkaufsleiter, OEM-Käufer, Händler und Wartungsteams verfasst. Er konzentriert sich auf Sechskantmutternabmessungen, Gewindesysteme, Schlüsselweite, Mutternhöhe, Beschichtungszugabe, Gewindelehrenprüfung, Normsubstitutionsrisiko und B2B-Anfragenkontrolle. Für sicherheitsrelevante, strukturelle, hochvorgespannte oder korrosionskritische Baugruppen die endgültigen Abmessungen vor der Produktion anhand der aktuell gekauften Norm und der Projektzeichnung überprüfen.
Normenhinweis — vor Veröffentlichung prüfen: Relevante Referenzen für die technische Prüfung umfassen ISO 4032 für metrische Sechskant-Regelmuttern, DIN 934 für alte metrische Sechskantmutternzeichnungen, ASME B18.2.2 für zöllige Muttern, ISO 10684 für feuerverzinkte Gewindeverbindungselemente und ASTM A563 für Kohlenstoff- und legierte Stahlmuttern, bei denen mechanische Anforderungen festgelegt sind. Immer die produktionskritischen Abmessungen anhand der aktuell gekauften Norm und der Kundenzeichnung überprüfen.