Liste de vérification pour dessin d'écrou personnalisé
Liste de contrôle du dessin technique pour écrous personnalisés : filetage, tolérance, matériau, revêtement et finition
Un dessin d'écrou personnalisé est plus qu'un simple fichier de forme. C'est la base technique pour la demande de prix, l'étude de fabricabilité, l'échantillonnage, l'inspection, le revêtement, les tests fonctionnels et l'approbation de production.
Si le dessin ne définit pas clairement le filetage, la tolérance, le matériau, le revêtement, la finition, la fonction et le périmètre d'inspection, le fournisseur peut proposer un processus incorrect, fabriquer un échantillon non approuvable ou inspecter des caractéristiques qui ne sont pas réellement critiques pour l'assemblage.
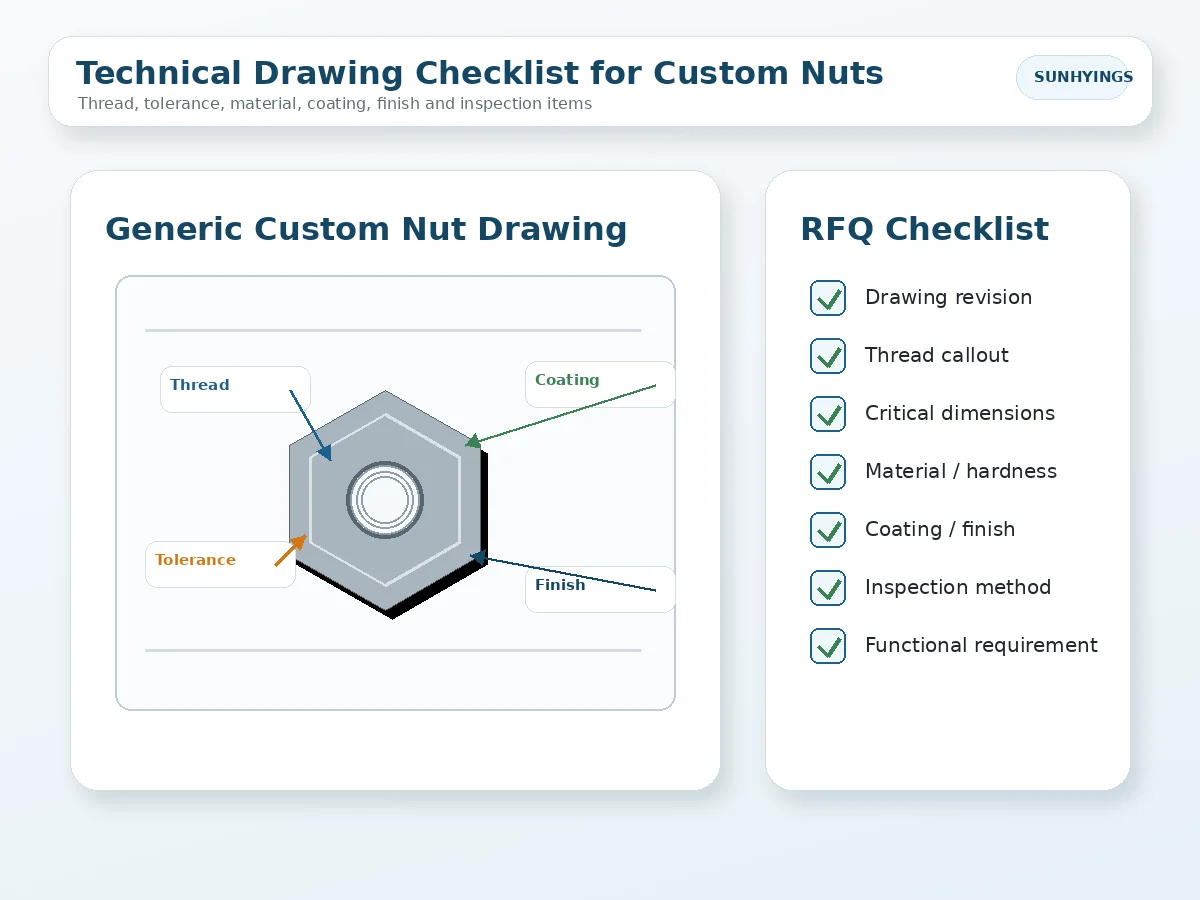
Un dessin d'écrou personnalisé complet doit définir le filetage, la tolérance, le matériau, le revêtement, la finition, l'inspection et les exigences fonctionnelles avant la RFQ.
Illustration d'ingénierie conceptuelle uniquement ; ne correspond pas à un dessin client réel ni à un document de production approuvé.
Réponse rapide : que doit inclure un dessin technique d'écrou personnalisé ?
Un dessin technique d'écrou personnalisé utile doit inclure la dernière révision du dessin, le numéro de pièce, la taille du filetage, le pas, la tolérance du filetage, les dimensions critiques, la tolérance générale, le matériau, la dureté ou la classe de propriété si spécifiée, le traitement thermique si nécessaire, le revêtement, la finition, l'exigence de filetage après revêtement, la méthode d'inspection, l'exigence fonctionnelle et les notes d'approbation.
Le dessin doit également être accompagné d'informations RFQ telles que l'application, l'emplacement d'assemblage, le type de joint, l'état de la pièce d'accouplement, le volume annuel, la quantité d'échantillons, l'emballage et les documents requis. Certaines de ces données peuvent ne pas apparaître directement sur le dessin, mais le fournisseur en a besoin pour examiner le processus d'itinéraire et le risque de production. Pour des catégories de produits plus larges, les acheteurs peuvent également consulter SUNHYINGS écrous spéciaux personnalisés.
La règle la plus sûre est simple : si l'ajustement du filetage, la résistance, le revêtement, le couple, l'extraction, le couple de sortie, le couple prédominant, la méthode d'inspection ou les documents d'approbation sont importants pour l'application, ces exigences doivent être indiquées sur le dessin ou clairement incluses dans le dossier RFQ. Si elles ne sont pas fournies, le fournisseur doit les marquer comme nécessite confirmation au lieu de traiter les hypothèses comme des faits.
Désignation du filetageTolérance critiqueMatériauRevêtement / finitionMéthode d'inspection
Élément du dessin
Pourquoi c'est important
Risque si manquant
Action du fournisseur
Révision du dessin
Contrôle la base technique
Une mauvaise version peut être citée ou produite
Confirmer le dernier dessin avant devis
Désignation du filetage
Contrôle l'ajustement d'assemblage et l'inspection par calibre
Mauvais filetage, pas ou ajustement du revêtement final
Confirmer la taille, le pas, la tolérance et l'état de la jauge
Dimensions critiques
Définit la fonction et le contrôle prioritaire
Mauvais échantillon ou plan de contrôle flou
Séparer les cotes CTQ des cotes générales
Matériau / dureté
Affecte la résistance, la formabilité et l'usinage
Le fournisseur peut supposer un mauvais matériau
Confirmer la nuance de matériau, la classe de propriété ou la dureté si spécifié
Revêtement / finition
Affecte la corrosion, l'apparence et l'ajustement du filetage
Problème d'assemblage après revêtement
Confirmer l'état final après revêtement et les exigences d'inspection
Exigence fonctionnelle
Définit la charge d'épreuve, l'arrachement, le couple de dévissage ou le couple résistant si requis
La forme de la pièce peut passer, mais la fonction peut échouer
Confirmer le type d'assemblage, la pièce d'accouplement et le mode de défaillance
Méthode d'inspection
Aligne l'acceptation du fournisseur et de l'acheteur
Désaccord lors de l'approbation de l'échantillon
Confirmer la jauge, le CMM, le rapport ou la portée des tests fonctionnels si nécessaire
Pourquoi les dessins d'écrous personnalisés échouent lors de la demande de devis ou de l'échantillonnage
Les demandes de devis pour écrous personnalisés échouent souvent pour des raisons simples : le dessin est incomplet, la photo de l'échantillon ne correspond pas au dessin, le revêtement n'est pas spécifié, la tolérance du filetage n'est pas claire, ou l'acheteur et le fournisseur utilisent des révisions de dessin différentes.
Un fournisseur peut généralement chiffrer un écrou standard à partir d'une désignation standard. Un écrou personnalisé est différent. La forme peut inclure une bride, un épaulement, une projection de soudure, une fonction de sertissage, une fonction de verrouillage, un trou latéral, une fente, une face d'appui spéciale ou un filetage non standard. Si ces caractéristiques ne sont pas clairement contrôlées, le fournisseur doit soit poser des questions, faire des hypothèses ou chiffrer avec risque.
Périmètre de devis erroné
Si un dessin montre uniquement la forme extérieure mais ne définit pas le filetage, le matériau, le revêtement, la tolérance ou la quantité, le devis peut exclure l'usinage secondaire, le revêtement, l'inspection spéciale ou les documents requis.
Mauvais itinéraire d'échantillon
Un prototype peut être usiné par CNC, tandis que la production peut nécessiter du refoulage à froid, du taraudage, du revêtement ou d'autres étapes de processus. Si l'itinéraire de l'échantillon diffère de la production, le risque d'approbation doit être maîtrisé.
Mauvais axe d'inspection
Si les dimensions CTQ ne sont pas identifiées, l'inspection peut se concentrer sur des dimensions faciles tout en manquant l'ajustement du filetage, la face d'appui, la projection de soudure, la géométrie de sertissage ou la fonction de verrouillage.
Données de dessin manquantes
Problème possible de demande de devis
Problème possible d'échantillon
Traitement correct
Tolérance de filetage non indiquée
Le fournisseur peut supposer un filetage standard
Désaccord sur le calibre de filetage après échantillonnage
Confirmer la classe de filetage, la méthode de calibrage et l'état du revêtement
Revêtement non spécifié
Le devis peut exclure le traitement de surface
L'ajustement du filetage ou les attentes en matière de corrosion peuvent échouer
Confirmer le type de revêtement, l'état final et le périmètre d'inspection
Matériau non défini
Le fournisseur peut proposer un matériau facile à approvisionner
La résistance, l'aptitude au formage ou l'usinabilité peuvent ne pas correspondre à l'application
Confirmer la nuance de matériau, la norme, la dureté ou la classe de propriété si nécessaire
Fonction d'assemblage non fournie
Le fournisseur peut ne coter que la forme de la pièce
La pièce peut s'adapter visuellement mais ne pas satisfaire aux exigences d'arrachement, de torsion ou de couple résistant
Confirmer le type d'assemblage, la pièce d'accouplement et le mode de défaillance
Exigence de contrôle non claire
Le devis peut ne pas inclure de rapport dimensionnel ou d'essai fonctionnel
L'acheteur et le fournisseur peuvent ne pas s'accorder sur les critères d'acceptation
Confirmer le périmètre du rapport, la méthode de jauge et les exigences de test si nécessaire
Règle de révision du fournisseur
Un dessin d'écrou personnalisé doit être examiné pour la fabricabilité, l'inspection, l'état du revêtement et le risque fonctionnel. Un fichier de dessin seul ne garantit pas que la pièce puisse être produite sans clarification. Lorsque des données manquent, la réponse professionnelle est “ nécessite confirmation ”, et non un remplacement automatique par un matériau, une tolérance ou un revêtement courant.
Révision du dessin, numéro de pièce et cartouche : la base de la demande de devis
Le premier élément d'une liste de contrôle pour un dessin d'écrou personnalisé est le cartouche. Il peut sembler administratif, mais il contrôle la base de la soumission. Si la révision du dessin est erronée, toute discussion ultérieure sur le filetage, la tolérance, le matériau et le revêtement peut être erronée.
Un fournisseur doit savoir quel dessin est en vigueur, si l'échantillon correspond à ce dessin et si le projet concerne un prototype, une approbation d'échantillon, une production ou un remplacement. Ceci est particulièrement important pour écrous spéciaux fabriqués sur plan, où la révision du dessin contrôle la pièce soumise et inspectée.
Numéro de dessin, numéro de pièce et niveau de révision
La demande de devis doit indiquer le numéro de plan, le numéro de pièce et le niveau de révision. Si un acheteur envoie une photo d'échantillon et un ancien plan, le fournisseur doit demander lequel fait foi. Si un plan mis à jour modifie un filetage, une bride, un matériau ou une note de revêtement, le devis doit suivre la révision mise à jour.
Système d'unités, méthode de projection et notes
Le plan doit clairement indiquer le système d'unités, tel que métrique ou pouce, ainsi que toutes les notes générales qui régissent l'interprétation. La tolérance générale, l'état de surface, le contrôle des bavures, le cassage d'arête, les notes d'inspection et les notes spécifiques au client ne doivent pas être ignorés.
Plan par rapport au dossier de demande de devis
Le plan ne contient pas toujours tous les détails commerciaux ou d'application. Le volume annuel, la quantité d'échantillons, l'emballage, le lieu d'assemblage et le périmètre documentaire requis peuvent être fournis dans l'e-mail de demande de devis ou le cahier des charges d'achat. Le fournisseur doit examiner à la fois le plan et le dossier de demande de devis avant de soumissionner.
Liste de contrôle du filetage : taille, pas, classe, engagement et méthode de calibrage
Les informations de filetage sont l'une des parties les plus importantes d'un plan d'écrou personnalisé. Une désignation de filetage ne doit pas être réduite à une simple étiquette comme “ M8 ” ou “ 1/2 pouce ” si le pas, la tolérance, le revêtement ou l'engagement sont importants.
Le fournisseur a besoin de suffisamment de données de filetage pour confirmer la fabricabilité, la méthode d'inspection et l'ajustement après revêtement. Les informations de filetage affectent également le processus de fabrication car un écrou personnalisé peut nécessiter du taraudage, du roulage de filet, du formage de filet, de l'usinage secondaire, une inspection par calibre après revêtement ou des tests fonctionnels selon le plan.
Les caractéristiques filetées sont souvent représentées symboliquement sur les dessins techniques, donc la note de filetage doit fournir les informations nécessaires pour comprendre l'exigence réelle du filetage. Pour une demande de devis d'écrou personnalisé, cela signifie que l'acheteur ne doit pas se fier uniquement au croquis lorsque le pas, l'ajustement, l'engagement ou l'état final du filetage après revêtement sont importants.
La taille du filetage, le pas, la tolérance, l'engagement et les exigences de jauge après revêtement doivent être confirmés avant l'échantillonnage.
Les étiquettes de filetage sont génériques ; les exigences finales du filetage doivent suivre le dessin de l'acheteur et la norme du client.
Taille et pas de filetage
Le dessin doit spécifier la taille nominale du filetage et le pas. Pour les filetages métriques, le pas doit être clair en cas de confusion possible entre le pas gros, fin ou spécial. Pour les filetages en pouces, la série de filetage ou le nombre de filets par pouce doit être clair. Si le pas est manquant, le fournisseur peut supposer une valeur courante qui ne correspond pas au boulon, à la vis ou au goujon d'accouplement.
Classe de tolérance du filetage ou exigence d'ajustement
La tolérance du filetage contrôle l'acceptation par la jauge et l'ajustement de l'assemblage. Si le dessin nécessite une classe de tolérance spécifique, elle doit être indiquée. Si le client a une exigence spéciale d'ajustement du filetage, elle doit être clairement énoncée. Si l'acheteur fournit uniquement un échantillon d'écrou, le fournisseur ne doit pas supposer l'ajustement du filetage avant qu'il ne soit mesuré ou confirmé.
Engagement du filetage et condition du chanfrein
L'engagement du filetage peut affecter la charge d'épreuve, l'arrachement, la résistance au dévissage et la fiabilité de l'assemblage lorsque ces fonctions sont pertinentes. Les conditions de chanfrein et d'entrée peuvent affecter le début de l'assemblage, l'accumulation de revêtement et l'entrée de la jauge. Si la profondeur du filetage, le filetage partiel, le contre-alésage, le chanfrein ou la condition d'entrée sont importants, ils doivent être contrôlés sur le dessin.
Inspection du filetage avant et après revêtement
Le revêtement peut affecter l'ajustement du filetage. Si la pièce est plaquée, revêtue ou traitée après filetage, l'acheteur doit préciser les exigences de filetage après revêtement. Le fournisseur doit savoir si l'écrou final doit passer l'inspection au calibre de filetage après revêtement. Si une inspection avant et après revêtement est requise, la demande de devis doit l'indiquer clairement.
Dimension and Tolerance Checklist: What Must Be Controlled?
A custom nut drawing should separate general dimensions from critical dimensions. Not every dimension has the same functional importance. Some dimensions affect wrench fit, thread engagement, seating, clamp load, weld location, clinching retention or assembly clearance.
Custom nut drawings should distinguish general dimensions from critical-to-quality features that affect assembly and inspection.
Generic dimension callouts only; actual tolerance values must come from the buyer’s drawing.
Across flats, height, flange diameter and bearing surface
Across flats can affect wrench or socket fit. Nut height can affect thread engagement. Flange diameter can affect load distribution. Bearing face condition can affect seating and preload. For basic dimensional language such as thread size, across flats and nut height, buyers can also review the guide des dimensions des écrous hexagonaux.
Critical-to-quality dimensions
Critical-to-quality dimensions should be marked or clearly communicated. These may include thread location, shoulder diameter, flange thickness, side hole location, slot width, pilot diameter, bearing face flatness, projection geometry or clinching feature profile. If a dimension controls assembly, function or inspection acceptance, it should not be hidden under a general tolerance note.
General tolerance vs special tolerance
General tolerance applies when no specific tolerance is shown. Special tolerance should be used only where needed. Overly tight tolerances can increase cost, require secondary operations and restrict manufacturing route. Missing tolerances can create disagreement during inspection. The drawing should make clear which features are process-sensitive and which features are function-sensitive.
GD&T, datum and inspection fixture notes
If position, perpendicularity, flatness, concentricity or parallelism matters to the assembly, the drawing should define the requirement and datum reference. If a special fixture or functional gauge is required, it should be discussed before quotation. A supplier should not guess datum logic from a picture or sample photo.
Material, Hardness and Heat Treatment Checklist
Material should never be guessed from appearance. Two nuts may look similar but require different materials, hardness, heat treatment or traceability. Material selection affects formability, machinability, strength, coating compatibility and cost.
Material grade and standard
The drawing should define the material grade or material standard when required. If the buyer has no confirmed material, the supplier may suggest options, but the final material must be confirmed before production. Material choice also affects whether the nut is better suited for cold forming, machining, heat treatment or secondary operations.
Property class or hardness range when specified
If the nut must meet a property class, hardness range or functional strength requirement, it should be stated. Do not assume a property class only because the nut is used in an automotive or machinery application. The requirement should come from the drawing, customer standard or qualified engineering review.
Heat treatment requirement
Some nuts may require heat treatment. Others may not. If heat treatment is required, the drawing or customer standard should define the requirement and related inspection. Heat treatment can affect hardness, distortion, thread fit and final inspection.
Traceability and material certificate boundary
If material certificate, heat treatment record or lot traceability is required, the buyer should state the scope before quotation. Not every custom nut order requires the same document package. When traceability is required, the supplier should understand the lot control, record retention and packaging separation expectations.
Coating and Finish Checklist: Avoid Post-Plating Thread-Fit Problems
Coating and finish are not only appearance issues. They can affect corrosion resistance, thread fit, torque behavior, friction, assembly, sorting, packaging and customer acceptance.
Coating and finish notes should clarify final thread-fit inspection, corrosion expectations and appearance requirements when specified.
Coating graphics are conceptual; no coating thickness or corrosion performance is implied.
Coating type and finish color
The drawing should specify coating type or finish requirement if the part is not plain. Examples may include zinc plating, zinc-nickel, phosphate, black oxide, passivation or other customer-defined finishes. The exact coating must follow the drawing or customer standard.
Post-plating thread allowance
Internal threads can become tight after coating. If the part must pass a thread gauge after plating or coating, the drawing should state this requirement. The supplier may need to consider thread allowance, process control and final inspection. The drawing should clarify whether the thread requirement applies before coating, after coating or both.
Appearance versus functional finish
A finish may be required for appearance, corrosion, friction, identification or assembly performance. The buyer should clarify whether the finish is mainly visual or functional. A cosmetic finish requirement and a functional corrosion requirement should not be treated as the same thing.
Special process notes when required
Some coatings or high-strength applications may require additional controls when specified by drawing, customer standard or purchase requirement. These may include process notes, baking requirements, corrosion testing, friction control or coating report scope. The supplier should not assume these requirements unless they are provided.
Functional Requirement Checklist: Assembly Location, Joint Type and Failure Mode
A custom nut drawing may show geometry, but the supplier also needs to understand function. The same shape can have different requirements depending on assembly location, joint type, mating part and expected failure mode.
Functional nuts require assembly and joint information, not only shape and dimensions.
Function examples are generic and do not imply fixed test values or universal approval requirements.
Assembly location and joint type
The buyer should explain where the nut is used. Is it installed in a bracket, sheet-metal panel, welded assembly, structural joint, enclosure, seat frame, chassis component, electrical housing or another assembly? The location can affect material, coating, torque, weld retention, clinching behavior and inspection.
Nut function and failure mode
The function should be clear. A weld nut, self-clinching nut, all-metal lock nut, flange nut, spacer nut or special shouldered nut may require different process and testing considerations. The drawing or RFQ should clarify the failure mode that must be avoided, such as thread stripping, pull-out, torque-out, loss of locking function, weld failure, poor clinching retention, seating problem or coating-related thread interference.
Functional test values must come from the buyer requirement
Do not invent torque, preload, pull-out, torque-out, push-out, proof load or prevailing torque values. If the project requires any functional test, the buyer should provide the value, test method, sample size and acceptance condition. If those details are missing, the supplier can only mark the requirement as needing confirmation.
Manufacturing Route Notes: What the Drawing Should Clarify Before Quotation
A custom nut drawing can affect whether the part is cold headed, CNC machined, machined from a formed blank, tapped, thread rolled, drilled, milled, faced, heat treated, coated or sorted.
This article is not a full manufacturing route comparison. The key point here is that the drawing should provide enough information for the supplier to review the route correctly. A drawing does not need to dictate every process step unless the buyer has a validated reason, but it should make functional and inspection requirements clear enough for the supplier to propose a suitable route.
Cold heading, CNC machining or hybrid route cannot be assumed
A simple-looking nut may require secondary machining. A complex-looking nut may be simplified if the function is understood. A prototype may be CNC machined, while production may require cold heading or a hybrid route. The drawing and RFQ should clarify sample stage, production volume and critical features.
Which features may require secondary operations
Side holes, slots, controlled shoulders, bearing faces, special chamfers, pilot diameters or tight local dimensions may require secondary operations. These features should be clearly shown and toleranced. If the drawing does not identify which features are CTQ, the supplier may either over-process the part or miss the feature that actually controls assembly.
Sample route and production route should not be confused
A CNC sample can help with fit checking, but it may not represent a later cold-headed or hybrid production route. If production approval depends on production-intent process, the buyer and supplier should confirm whether another sample run is needed after tooling or process-route confirmation.
Inspection and Quality Document Checklist
Inspection and quality documents should be defined before quotation when they are required. If the buyer expects a dimensional report, material certificate, heat treatment record, coating report, PPAP package or IMDS submission, this requirement should not appear after the price is agreed.
Critical dimensions and inspection method
The drawing should identify critical dimensions and any special inspection method. If a dimension requires a fixture, CMM, optical inspection or functional gauge, the supplier needs to know before quotation. The inspection plan should match the CTQ features, not only the easiest dimensions to measure.
Thread gauge and post-coating gauge
Thread inspection should be defined clearly. If the final coated nut must pass a thread gauge, the drawing or RFQ should say so. If inspection is only before coating, that also changes risk. Thread-critical projects should define whether gauge records or sample inspection data are required.
PPAP and IMDS only when required
PPAP and IMDS should be treated as customer- or program-specific requirements. They should not be assumed for every custom nut order. If PPAP is required, it should align with the engineering design record, specification requirements, approved drawing revision and production-intent route. If IMDS is required, the buyer should define the material data submission scope and timing.
RFQ Checklist: What Buyers Should Send With the Drawing
A good RFQ package helps the supplier quote faster and ask fewer clarification questions. It also reduces sample failure and approval delays. The strongest RFQ package combines the drawing, the application context, the quality-document expectation and the volume plan.
A clear RFQ package should include drawing revision, thread data, material, tolerance, coating, function, volume and required documents.
Checklist image is for RFQ preparation only; document scope must be confirmed by customer requirement.
Saisie de la demande de devis
Required?
Notes
Why It Changes the Quote
Dessin 2D
Strongly recommended
Latest revision controls quotation
Defines dimensions, notes and acceptance baseline
Fichier 3D
Helpful
Supports geometry review but does not replace drawing notes
Helps understand complex features and interference
Sample photo or existing part
Helpful
Clarify if sample differs from drawing
Supports reverse review but cannot replace confirmed requirements
Désignation du filetage
Oui
Size, pitch, tolerance and coating condition
Affects tapping, gauge, coating allowance and assembly fit
Dimensions critiques
Oui
Mark CTQ features
Affects process route and inspection method
Matériau / dureté
Yes if specified
Do not infer
Affects formability, machinability and strength
Traitement thermique
If required
Include inspection requirement
Affects hardness, distortion and record needs
Revêtement / finition
If required
Include post-coating thread condition
Affects thread fit, corrosion expectation and packaging
Assembly / joint data
Yes for functional nuts
Mating part, joint type and failure mode
Affects functional test and process risk review
Quantité d'échantillon
Oui
Affects route and timing
Prototype route may differ from production route
Volume annuel
Oui
Affects tooling and production route
Determines whether tooling or CNC is reasonable
Documents qualité
If required
Dimensional report, certificate, PPAP, IMDS
Affects quote scope, lead time and process evidence
Emballage
If required
Prevents coating damage or mixed lots
Affects labeling, lot separation and surface protection
How SUNHYINGS Reviews a Custom Nut Drawing Before Quotation
SUNHYINGS should review a custom nut drawing by checking completeness, function and production risk before quotation. The goal is not only to copy the drawing, but to understand which features affect manufacturing, inspection and assembly.
Drawing completeness review
The review starts with the latest drawing revision, part number, thread, dimensions, tolerance, material, coating and notes. Missing items should be marked for confirmation before pricing or sampling.
Thread and tolerance risk review
Thread size, pitch, tolerance and coating condition are checked first because they directly affect assembly and inspection. Critical dimensions are separated from general dimensions so that the inspection plan matches functional risk.
Material, coating and finish review
Material, hardness, heat treatment, coating and finish are reviewed against the drawing and application. If requirements are missing, they must be confirmed instead of assumed.
Manufacturing route and secondary operation review
The drawing is reviewed to determine whether the part may need cold heading, CNC machining, tapping, secondary machining, heat treatment, coating, sorting or special inspection. The route depends on drawing, material, tolerance, quantity and approval stage.
Open-question list before sampling
Before sampling, open items should be clarified: latest drawing revision, thread condition, post-coating gauge requirement, material, coating, annual volume, sample quantity, assembly function, required tests, document scope and packaging requirement. This prevents a sample from being made before the acceptance conditions are clear.
Buyers can review SUNHYINGS as a fabricant d'écrous sur mesure before sending drawings, sample photos and technical requirements.
Technical References and Standards Context
The references below are provided as technical context for drawing communication, thread annotation and automotive approval/document expectations. They do not replace the buyer drawing, customer-specific standard, purchase specification or qualified engineering review. For more SUNHYINGS engineering resources, review the guides techniques archive.
Provides context for IMDS as an automotive material data system.
IMDS submission should be treated as a customer or automotive-program requirement, not a default requirement for every custom nut order.
Reference boundary: These sources help explain why thread notes, engineering design records, production approval and material data may matter. They do not define the final acceptance criteria for a specific custom nut. Final requirements must be confirmed from the latest drawing revision, customer standard and purchase agreement.
FAQ
Que doit inclure un dessin technique d'écrou personnalisé ?
Un dessin technique d'écrou personnalisé doit inclure la révision du dessin, le numéro de pièce, la taille du filetage, le pas, la tolérance du filetage, les dimensions critiques, la tolérance générale, le matériau, la dureté ou la classe de propriété si spécifiée, le traitement thermique si requis, le revêtement, la finition, la méthode d'inspection, l'exigence fonctionnelle et les notes d'approbation.
Un modèle 3D suffit-il pour obtenir un devis pour un écrou personnalisé ?
Un modèle 3D est utile, mais il ne suffit généralement pas à lui seul. Le fournisseur a toujours besoin des spécifications de filetage, des tolérances, du matériau, du revêtement, de la finition, des notes d'inspection et de la révision du dessin. Un fichier 3D peut montrer la géométrie, mais il ne définit généralement pas les exigences d'acceptation.
Pourquoi la tolérance du filetage est-elle importante pour les écrous personnalisés ?
La tolérance du filetage affecte l'ajustement lors de l'assemblage, l'inspection par calibre et les performances après revêtement. Si la tolérance du filetage est absente, le fournisseur et l'acheteur peuvent ne pas s'accorder sur l'acceptabilité de la pièce, en particulier après revêtement ou placage.
Le revêtement et la finition doivent-ils être indiqués sur le dessin ?
Oui, si un revêtement ou une finition est requis. Le revêtement peut affecter la résistance à la corrosion, l'apparence, l'ajustement du filetage et le comportement d'assemblage. Le dessin ou la demande de devis doit préciser le type de revêtement, la finition, l'état du filetage après revêtement et toute exigence spécifique du client.
Que se passe-t-il si le dessin n'indique pas les exigences de filetage après revêtement ?
L'écrou peut passer l'inspection du filetage avant revêtement mais devenir trop serré après revêtement. Si la pièce revêtue finale doit passer un calibre de filetage, le dessin ou la demande de devis doit spécifier cette exigence avant la cotation et l'échantillonnage.
Tous les écrous personnalisés nécessitent-ils des documents PPAP ou IMDS ?
Les PPAP et IMDS ne sont requis que lorsque le client, le programme ou les exigences d'achat les spécifient. Ils ne doivent pas être supposés pour chaque commande d'écrou personnalisé. Si nécessaire, l'acheteur doit fournir la portée et le calendrier de soumission.
Que dois-je envoyer si je n'ai pas de plan complet ?
Envoyez une photo d'échantillon, les dimensions approximatives, les informations sur le filetage, le matériau si connu, le besoin de revêtement si connu, la description de l'application, les conditions d'assemblage, la quantité prévue et toute exigence fonctionnelle. Le fournisseur peut commencer un examen préliminaire, mais la production finale nécessite encore des exigences techniques confirmées.
SUNHYINGS peut-il recommander une route de fabrication à partir du dessin ?
SUNHYINGS peut examiner le dessin et les données de la demande de devis pour recommander si l'écrou personnalisé peut nécessiter un refoulage, un usinage CNC, un usinage secondaire, un taraudage, un traitement thermique, un revêtement ou une inspection. La recommandation dépend de la géométrie, du matériau, de la tolérance, de la quantité, de la fonction et des exigences d'approbation.
Related SUNHYINGS Pages
Review related SUNHYINGS pages for custom nut manufacturing, special nut product families, dimension guidance and engineering resources.
This article was prepared for sourcing managers, purchasing engineers, SQE teams, mechanical engineers and fastener engineers preparing custom nut drawings and RFQ data. Final requirements for thread, tolerance, material, hardness, heat treatment, coating, finish, inspection, functional testing, packaging and approval documents must follow the latest drawing revision, customer standard and purchase agreement.
Reviewed scope: drawing revision, thread callout, tolerance risk, CTQ dimensions, material confirmation, coating and post-coating thread fit, functional joint data, manufacturing route notes, inspection records, RFQ completeness and missing-data boundaries.
Standards and limitation note: This article is a practical sourcing and engineering guide. It does not replace the customer drawing, customer-specific requirement, qualified engineering review, formal PPAP submission, IMDS reporting requirement or supplier process approval. Missing drawing data should be treated as needs confirmation, not assumed as fact.