
Um Flanschmarkierungen zu lesen, beginnen Sie mit der auf dem Flansch gestempelten “Identitätskette”: Herstellerzeichen → maßgebende Norm → Größe → Druckstufe → Werkstoffbezeichnung → Charge-/Wärmenummer. Diese Abfolge ermöglicht es Ihnen, (1) zu bestätigen, dass der Flansch zum richtigen Maßsystem gehört (ASME “NPS/Class” vs. EN “DN/PN”), und (2) ihn vor dem Verschrauben auf die richtige Charge im Prüfzeugnis (MTR) oder EN 10204-Zertifikat zurückverfolgen zu können. Markierungen sind wichtig, da sie Rückverfolgbarkeit, Sicherheit und Konformität unterstützen; sie decken auch die häufigsten Fehler im Feld frühzeitig auf – gemischte Normen in Baugruppen, falsches Material oder Papierkram, der nicht zum physischen Teil passt.
| Anforderung | Beschreibung |
|---|---|
| Name oder Handelsmarke des Herstellers | Dauerhafte Identifikation des Herstellers (erste Prüfung bei Wareneingang und vor der Installation) |
| Standard | Normreferenz auf dem Teil gestempelt (z. B. EN 1092-1 für DN/PN-Flansche oder ASME B16.5 für NPS/Class-Flansche) |
| Flanschtypnummer | Spezifische Identifikation des Flanschtyps (EN “Typ”/“Form” oder Projektbezeichnung) |
| DN | Nenndurchmesserbezeichnung in EN-Systemen (nicht als gemessener Außendurchmesser behandeln) |
| PN-Bezeichnung | Nenndruckbezeichnung, die in EN-Systemen verwendet wird (Grenzwerte bei Temperatur gemäß Projektspezifikation überprüfen) |
| Werkstoffgüte | Werkstoffbezeichnung (ASTM/EN-Güteklasse), die mit dem Zertifikat und dem Betriebsumfeld übereinstimmen muss |
| Schmelzenummer | Eindeutige Kennzeichnung, die den Flansch mit dem ursprünglichen Schmelz-/Schmelzprozess für die Rückverfolgbarkeit verknüpft |
Was sind Flanschkennzeichnungen
Definition und Zweck
Flanschkennzeichnungen sind ein Satz von Symbolen, Zahlen und Codes, die auf einen Flansch gestempelt oder graviert sind, um seine wesentlichen Eigenschaften zu identifizieren. In der Praxis müssen Kennzeichnungen es ermöglichen, drei technische Fragen schnell zu beantworten: “Welches Maßsystem ist das?” “Woraus besteht es?” und “Kann ich es auf die richtige Schmelze und das richtige Zertifikat zurückführen?” Normen und Kennzeichnungssysteme wie MSS SP-25 existieren, damit Inspektoren den Hersteller, die Nennwertbezeichnung, die Konstruktionswerkstoffe und etwaige besondere Einschränkungen konsistent identifizieren können.
Eine typische Kennzeichnung von Flanschen umfasst:
- Herstellerkennzeichnung oder Logo (wer ihn hergestellt hat und wer für die Chargenrückverfolgung verantwortlich ist).
- Materialbezeichnung (z. B. ASTM A182-Güte für Edelstahlflansche) und erforderliche Wärmebehandlungsbedingungen.
- Kennzeichnung der Dichtfläche gemäß geltender Norm oder Projektspezifikation (z. B. RF/RTJ oder EN-Dichtflächen-“Form”).
- Normreferenz (z. B. ASME B16.5 oder EN 1092-1), um Bohrbilder oder Druckstufensysteme nicht zu vermischen.
- Nennweitenbezeichnung (NPS für ASME-Systeme, DN für EN-Systeme) und ggf. Wanddicken-/Schedule-Anforderungen je nach Flanschtyp.
- Druckstufenbezeichnung (ASME-“Class”-System oder EN-“PN”-Bezeichnung), die bei Auslegungstemperatur geprüft werden muss.
- Chargen- oder Schmelzenummer, die vor der Montage mit dem MTR/Prüfzertifikat übereinstimmen muss.
Diese Kennzeichnungen ermöglichen Ingenieuren und Prüfern, zu verifizieren, dass jeder Flansch der geforderten Norm und dem Bestellschein entspricht. Vor Ort liegt der höchste Wert der Kennzeichnungen nicht in der “Identifikation um ihrer selbst willen” – sondern in der Vermeidung von Fehlmontagen. Wenn die Kennzeichnungen nicht mit dem Zertifikat übereinstimmen, behandeln Sie den Flansch als nicht konform, bis die Abweichung geklärt ist.
Bedeutung für Sicherheit und Konformität
Flanschkennzeichnungen schützen die Dichtheit der Verbindung, da sie vermeidbare Fehlanpassungen vor dem Verschrauben verhindern. Kennzeichnungen liefern kritische Informationen zu Spezifikationen wie Material, Nennweiten-/Druckstufenbezeichnung und Normreferenz. Diese Details werden verwendet, um zu bestätigen: (1) Dichtung und Schrauben sind mit dem Flanschsystem kompatibel, und (2) der Flansch gehört zur gleichen Normfamilie wie das Gegenstück.
- Flanschkennzeichnungen gewährleisten Kompatibilität mit anderen Komponenten, indem sie Unterschiede in “DN/PN vs. NPS/Class” und Bohrbildern vor der Montage aufdecken.
- Sie unterstützen die Konformität, indem sie das physische Teil mit den projektspezifisch geforderten Normen und Dokumentationen (MTRs, Prüfzertifikate und Bestellanforderungen) verknüpfen.
- Eine korrekte Identifizierung reduziert das Ausfallrisiko, indem sie die Installation falscher Materialien verhindert (z. B. 304, wo Chlorid-Lochkorrosionsrisiko 316/Duplex erfordert).
- Kennzeichnungen ermöglichen Rückverfolgbarkeit für Audits, Wartung und Rückrufe – insbesondere, wenn die Chargennummer durchgängig in den Aufzeichnungen geführt wird.
Praxis im Feld: Die meisten Flanschvorfälle im Zusammenhang mit “Kennzeichnung” beginnen als logistische Probleme – gemischte Chargen, vertauschte Unterlagen oder durch Beschichtung verdeckte Markierungen. Wenn diese Probleme nicht beim Wareneingang gelöst werden, müssen sie später unter Druck, während der Inbetriebnahme oder nach einem Leck behoben werden.
Flansch-Kennzeichnungs-Cheat-Sheet (Auf einen Blick)
Flansch-Kennzeichnungen liefern wesentliche Informationen zur schnellen Identifizierung und Rückverfolgbarkeit. Prüfer verwenden die Kennzeichnungen, um zu bestätigen, dass das Teil mit der Bestellung übereinstimmt, und verifizieren dann, dass das Zertifikat mit der eingestempelten Chargennummer übereinstimmt. Nutzen Sie das Cheat-Sheet unten als “Werkstatt”-Decoder – und validieren Sie es anschließend anhand der maßgeblichen Normtabellen und Ihrer Projektdokumente.
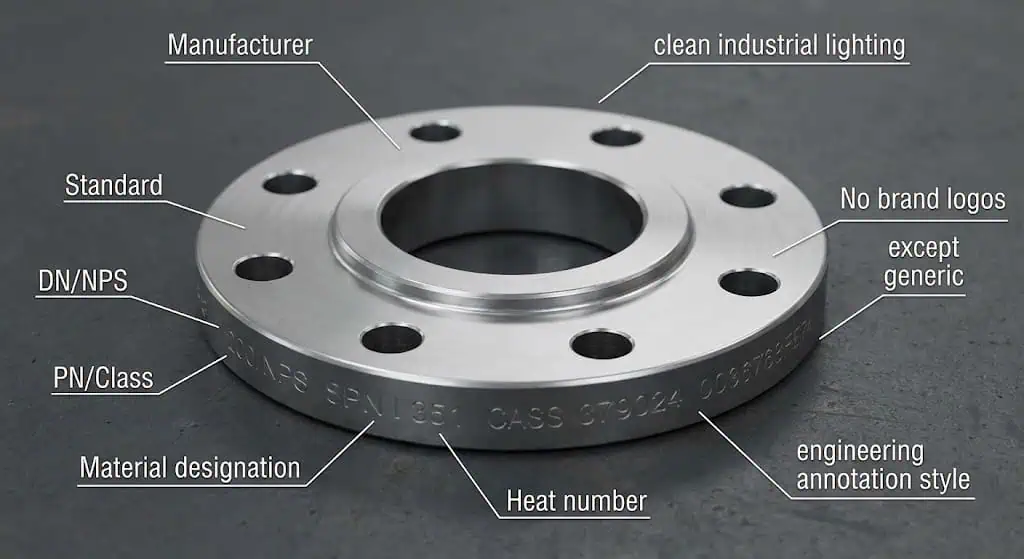
Tabelle: Kennzeichnung / Bedeutung / Beispiel / Zugehöriges Zertifikat
| Kennzeichnung | Bedeutung | Beispiel | Zugehöriges Zertifikat |
|---|---|---|---|
| Hersteller | Name oder Logo des Herstellers | SUNHY | Werkzeugprüfbericht (MTR) / Prüfzertifikat (verknüpft Hersteller + Charge) |
| DN (Nenndurchmesser) | Nennmaßbezeichnung, die in EN-Systemen verwendet wird | DN100 | Bestellung + Maßprüfprotokoll (und in Zertifikatspaketen referenziert) |
| PN (Nenndruck) | Nenndruckbezeichnung, die in EN-Systemen verwendet wird | PN16 | Bestellung + Prüfprotokoll (Bewertung bei Temperatur gemäß Spezifikation verifizieren) |
| CLASS (ASME-Bewertung) | Druck-Temperatur-Bewertungsbezeichnung, die in ASME-Systemen verwendet wird | Klasse 150 | Bestellung + Normreferenz; gemäß ASME-Druck-Temperatur-Tabellen verifizieren |
| Werkstoffgüte | Werkstoffspezifikation/-güte, die Chemie und Eigenschaften regelt | ASTM A182 F316/316L | Materialzertifikat / MTR (Chemie + mechanische Eigenschaften an Charge gebunden) |
| Standardreferenz | Maß- und Kennzeichnungsnormfamilie | EN 1092-1 / ASME B16.5 | Zertifikatpaket + Projektspezifikation (Normfamilien nicht mischen) |
| Chargennummer | Eindeutige Chargen- / Schmelznummer für Rückverfolgbarkeit | HN12345 | MTR / EN 10204 Prüfzertifikat (muss genau mit Stempel übereinstimmen) |
| Wärmebehandlungssymbol | Kennzeichnet den spezifizierten Wärmebehandlungszustand bei Bedarf | SA (Lösungsgeglüht) | Wärmebehandlungsnachweis (falls durch Material- oder Projektspezifikation gefordert) |
Tipp: Stets die Chargennummer und Materialbezeichnung mit dem Zertifikatspaket abgleichen, bevor das Flanschteil zur Fertigung oder Montage freigegeben wird. Bei Unstimmigkeiten das Teil sperren und eskalieren.
Typische Flanschkennzeichnungen umfassen DN, PN, CLASS, Materialbezeichnung, Normenreferenz und Chargennummer. Entscheidend ist nicht, den Code zu erkennen – sondern nachzuweisen, dass der Code mit den Dokumenten übereinstimmt, die Ihr Risiko kontrollieren.
- DN (Nennweite): kennzeichnet die EN-Nennweitenfamilie; Bohrbild- und Passgenauigkeit vor dem Zusammenbau prüfen.
- PN (Nenndruck): kennzeichnet die EN-Nenndruckfamilie; Temperaturgrenzen gemäß der geltenden Norm/Spezifikation verifizieren.
- CLASS: eine ASME-Klassifizierungsbezeichnung; behandeln Sie “Class 150” nicht als einen einzelnen psi-Wert – die Drucktragfähigkeit ändert sich mit Temperatur und Materialgruppe.
- Materialgüte: die exakte Spezifikations-/Güteformatierung für das Projekt bestätigen (z.B. “A182 F316/316L” statt generisch “316”).
- Normenreferenz: beweist, ob der Flansch zur EN- oder ASME-Familie gehört; dies verhindert Bohrbildabweichungen und “fast passende” Montagen.
- Chargennummer: ist der Rückverfolgbarkeitsanker; fehlt sie, ist sie unklar oder inkonsistent, kann die Rückverfolgbarkeit nicht abgeschlossen werden.
- Wärmebehandlungssymbol: hilft, den Zustand zu bestätigen (z. B. lösungsgeglühtes Edelstahl), falls in der Spezifikation gefordert.
Beispiel für die Interpretation von Flanschkennzeichnungen:
Ein Flansch mit der Kennzeichnung “SUNHY DN100 PN16 ASTM A182 F316/316L EN1092-1 HN12345” bedeutet, dass der Flansch von Sunhy hergestellt wurde, einen Nenndurchmesser DN100 und eine PN16-Klassifizierung im EN-System aufweist, nach ASTM A182 in der Güte 316/316L geschmiedet wurde, den Abmessungen nach EN 1092-1 entspricht und auf der MTR/Prüfbescheinigung zur Charge HN12345 rückverfolgbar sein muss.
So lesen Sie Flanschkennzeichnungen
Herstellerkennzeichnung
Direkte Antwort: Herstellerkennzeichnung ist die erste Kennzeichnung, die Sie bei der Lektüre von Flanschkennzeichnungen prüfen sollten, da sie die Verantwortlichkeit und Rückverfolgbarkeit sicherstellt.
- Suchen Sie nach dem Namen oder Markenzeichen des Herstellers auf dem Flansch eingeprägt (das Logo sollte innerhalb der Charge einheitlich sein).
- Diese Kennzeichnung bestätigt die Herkunft und unterstützt die Rückverfolgbarkeit; sie muss mit dem auf der Bescheinigung angegebenen Lieferantennamen übereinstimmen.
- Prüfer vergleichen die Herstellerkennzeichnung auf dem Flansch mit der Dokumentation (Bestellung, Packliste und MTR/Prüfzertifikat).
- Fehlt die Herstellerkennzeichnung, ist sie inkonsistent oder wirkt sie “nachgestempelt”, wird der Flansch als nicht konform behandelt, bis dies verifiziert ist.
| Schritt | Ihre Aufgaben |
|---|---|
| Dokumentation | Stimmen Sie Bestellung, Packliste und Zertifikatspaket mit den auf den Flanschen gestempelten Chargennummern ab. |
| Sichtprüfung | Bestätigen Sie, dass die Kennzeichnungen lesbar sind (nicht unter Beschichtung begraben) und prüfen Sie auf Beschädigungen an der Dichtfläche und den Bolzenlöchern. |
| Mengenprüfung | Zählen Sie die Teile nach Größe/Druckstufe und bestätigen Sie, dass gemischte Chargen vor der Lagerung getrennt sind. |
| Detaillierte Inspektion | Überprüfen Sie, ob Normenfamilie (EN vs. ASME), Anforderung an die Dichtfläche und Werkstoffbezeichnung mit der Bestellung übereinstimmen. |
| Berichterstattung | Dokumentieren Sie jede Abweichung (Foto + Chargennummer) und setzen Sie die Teile in Quarantäne, bis über die Verwendung entschieden wird. |
Werkstoffgüte und ASTM-Code
Direkte Antwort: Werkstoffbezeichnung und die ASTM- (oder EN-) Werkstoffspezifikation zeigen die Metallurgie, die Sie einbauen – und sie müssen mit dem Zertifikat und dem Betriebsumfeld übereinstimmen.
- Finden Sie die Werkstoffbezeichnung, z. B. “ASTM A182 F316/316L”, auf den Flanschkennzeichnungen und bestätigen Sie dann, dass dasselbe Format auf dem MTR erscheint.
- Diese Kennzeichnungen geben die maßgebliche Werkstoffspezifikation (Chemie + mechanische Anforderungen) an und verringern das Risiko einer gemischten Güteklassen-Montage.
- Wenn der Einsatz korrosionsempfindlich ist, ist die Güteklasse keine reine Papierarbeit – sie beeinflusst das Risiko von Lochkorrosion/SCC und die langfristigen Wartungskosten.
| ASTM-Code | Werkstoffgüte | Bedeutung |
|---|---|---|
| ASTM A105 | Kohlenstoffstahl | Häufig für Flansche aus Kohlenstoffstahl; Prüfen Sie die Kerbschlagzähigkeitsanforderungen bei Tieftemperatureinsatz. |
| ASTM A182 | Edelstahl / Legierungsstahl | Flansche aus Edelstahl und Legierungsstahl mit definierter Chemie/mechanischen Eigenschaften; gängige Güteklassen umfassen F304/L und F316/L (genaues “F”-Güteklassenformat bestätigen). |
| ASTM A350 | Niedriglegierter Stahl | Verwendet, wo Kerbschlagzähigkeit/Tieftemperaturanforderungen gelten; Güteklasse/Klasse auf dem MTR und Projektspezifikation bestätigen. |
Größe und Dicke
Direkte Antwort: Größenkennzeichnungen identifizieren die Nennweitenfamilie (DN oder NPS) und müssen mit der Standardfamilie und Bohrung der Gegenflansche übereinstimmen.
- Prüfen Sie, ob DN (EN-System) oder NPS (ASME-System) auf dem Flansch gestempelt sind; gehen Sie nicht davon aus, dass DN und NPS austauschbar sind.
- Bestätigen Sie, dass die Kennzeichnungsfamilie mit den Projektzeichnungen und der Standardfamilie der Gegenkomponente (EN vs ASME) übereinstimmt.
- Wo die Dicke/Schedule für die Flanschkonstruktion relevant ist (z.B. bestimmte Schweißenden-Details), überprüfen Sie den erforderlichen Schedule aus den Zeichnungen und den Flanschtyp.
| Element | Bedeutung |
|---|---|
| Nenndicke des Rohrs | Steuert die Passung für Schweißenden-Konstruktionen und unterstützt die Verbindungsintegrität, wenn die Konstruktion Schedule-Konsistenz erfordert. |
| Druckbereich und Durchmesser | Bestimmt, ob die Flanschfamilie (DN/PN oder NPS/Class) für die Gegenkomponenten und den vorgesehenen Einsatzzweck korrekt ist. |
- Die Überprüfung der Größenfamilie verhindert Bolzenloch-Fehlpassung, Dichtungs-Fehlpassung und Nacharbeit bei der Installation.
- Größe und Nennweite müssen gemeinsam validiert werden; “richtige Größe” mit “falscher Nennweitenfamilie” ist ein häufiger Ausfallmodus im Feld.
Druckstufe
Direkte Antwort: Druckstufenkennzeichnungen geben die nach der maßgebenden Normenfamilie verwendete Nennweitenbezeichnung (PN oder Class) an, und Sie müssen den zulässigen Druck bei Auslegungstemperatur überprüfen.
- Suchen Sie auf den Flanschmarkierungen nach Kennzeichnungen wie PN (EN) oder CLASS (ASME); behandeln Sie diese als “Normenfamilien”, nicht als allgemeine Festigkeitsangaben.
- Gängige ASME-Druckklassen umfassen 150, 300, 400, 600, 900, 1500 und 2500 (Verfügbarkeit hängt von NPS und den Normtabellen ab).
- Prüfer verwenden diese Markierungen, um zu verifizieren, dass der Flansch den Systemanforderungen entspricht, und überprüfen dann die Druck-Temperatur-Fähigkeit anhand der maßgebenden Normtabellen.
- Das Die Normenfamilie ASME B16.5 definiert Druckklassenrahmen und Maßregeln für Flansche im NPS-Bereich; die Auswahl muss dennoch Temperatur und Werkstoffgruppe berücksichtigen.
- Höhere Bezeichnungen unterstützen im Allgemeinen höhere Beanspruchungen, jedoch nur bei korrekter Anwendung der richtigen Werkstoffgruppe, Temperatur, Verschraubung und Dichtungsstrategie.
- Druckstufen müssen als Teil des kompletten Verbindungsdesigns (Dichtfläche, Dichtung, Verschraubung und Montageverfahren) behandelt werden, nicht als eigenständiger Stempel.
Standardreferenz
Direkte Antwort: Normbezugsmarkierungen zeigen Ihnen, zu welcher Maß-/Stufenfamilie der Flansch gehört – dies ist der schnellste Weg, um Mischmontagen aus verschiedenen Normen zu vermeiden.
- Finden Sie den auf dem Flansch gestempelten Normcode, wie z.B. EN 1092-1 oder ASME B16.5.
- Diese Kennzeichnungen bestätigen die für Bohrung, Flanschflächenausführung und Nennweiten-/Druckstufenbezeichnung verwendete Abmessungsfamilie; sie sind nicht zwischen den Familien austauschbar.
- Prüfer stellen sicher, dass die Normreferenz mit den Projektspezifikationen und der Norm des Gegenflansches/der Gegenausrüstung übereinstimmt.
| Standard | Anwendungsbeschreibung |
|---|---|
| ANSI/ASME | Definiert NPS-/Class-Familien, Bohrungs- und Flanschflächenkonventionen sowie Abmessungsregeln, die in der Prozessindustrie weit verbreitet sind. |
| DIN | Historisch deutsche Normung; in der Praxis beziehen sich viele Projekte auf EN 1092-1 PN/DN-Familien mit metrischer Bohrung. |
| EN | EN 1092-1 gilt für runde Stahlflansche mit DN/PN-Familien; PN/DN-Bohrung und Flanschflächen-“Formen” gemäß Spezifikation bestätigen. |
| API | Wird verwendet, wo Öl- und Gasausrüstungsnormen gelten; Projektumfang sowie erforderliche Dokumentations- und Rückverfolgbarkeitsregeln prüfen. |
- ASME B16.5: Kern-ASME-Abmessungs- und Kennzeichnungsfamilie für NPS-Bereichsflansche (Kompatibilität mit EN-Bohrung nicht annehmen).
- EN 1092-1: Kern-EN-Abmessungsfamilie für DN/PN-Flansche (Bohrung und PN-Reihe gegen das Gegenbauteil prüfen).
Schmelze- oder Chargennummer
Direkte Antwort: Schmelze- oder Chargennummernmarkierungen stellen die Rückverfolgbarkeitsverbindung zwischen der Flansch in Ihrer Hand und dem Zertifikatspaket in der Akte her.
- Suchen Sie nach einer eindeutigen Schmelzenummer oder einem Chargencode, der auf den Flansch gestempelt ist; er sollte nach der Handhabung und vor der Beschichtung lesbar sein.
- Diese Markierung verknüpft den Flansch mit seiner Produktionsschmelze und dem ursprünglichen Schmelzvorgang; sie muss genau mit dem Zertifikat übereinstimmen (keine fehlenden Ziffern, keine vertauschten Zeichen).
- Inspektoren verwenden die Schmelzenummer, um den Flansch auf chemische/mechanische Ergebnisse im MTR und auf die Chargenprüfprotokolle zurückzuverfolgen.
- Schmelzenummern ermöglichen eine gezielte Disposition bei einer Nichtkonformität oder Rückruf; ohne Schmelzenummer wird Ihre Rückverfolgbarkeit zur Vermutung.
- Chargenkontrolle unterstützt auch die Trennung nach Größe/Druckstufe/Material, damit gemischte Chargen nicht in die Fertigung gelangen.
- Diese Kennungen unterstützen die Qualitätsprüfung, Verantwortlichkeit und Compliance in der gesamten Lieferkette.
Tipp: Vor der Installation führen Sie eine Zwei-Personen-Verifizierung durch: Eine liest die Schmelzenummer vom Flansch ab, die andere liest sie vom MTR/Prüfzertifikat. Wenn sie abweichen, stoppen Sie.
Um Flanschmarkierungen zu lesen, befolgen Sie diese Schritte für jede Markierung:
- Identifizieren Sie den Herstellernamen oder das Warenzeichen und bestätigen Sie, dass er mit der Lieferantenidentität in Ihren Dokumenten übereinstimmt.
- Überprüfen Sie die Werkstoffbezeichnung und das Werkstoffspezifikationsformat (ASTM/EN) und gleichen Sie es mit dem MTR ab.
- Bestätigen Sie die Größenfamilie (DN vs NPS) und die Bohrungsverträglichkeit mit der Gegenflansch-/Ausrüstung.
- Verifizieren Sie die Druckstufenbezeichnung (PN oder Class) und validieren Sie den zulässigen Druck bei Auslegungstemperatur.
- Stellen Sie sicher, dass die Normreferenz mit den Projektstandards und der Normenfamilie des Gegenbauteils übereinstimmt.
- Lokalisieren Sie die Chargen- oder Wärmenummer und gleichen Sie sie exakt mit dem Zertifikatspaket ab.
- Dokumentieren Sie die Verifizierung (Foto + Wärmenummer) für die Nachvollziehbarkeit, bevor Sie die Freigabe zur Installation erteilen.
Durch Befolgen dieser Schritte können Inspektoren und Ingenieure Flanschmarkierungen genau lesen und die Rückverfolgbarkeit vom Wareneingang bis zum Verschrauben gewährleisten.
Flansch-Rückverfolgbarkeit erklärt
Rolle der Markierungen bei der Rückverfolgbarkeit
Kennzeichnungen an einem Flansch erstellen den physischen “Zeiger” auf Aufzeichnungen, die Herkunft, Material und Konformität nachweisen. In einem kontrollierten Rückverfolgbarkeitssystem ist die auf den Flansch gestempelte Chargennummer der Anker, der das Teil mit Materialprüfergebnissen, Inspektionsprotokollen und Freigabedokumentation verknüpft. Ohne diesen Anker können Sie Papierkram aufbewahren – aber nicht nachweisen, dass er zu dem von Ihnen installierten Flansch gehört.
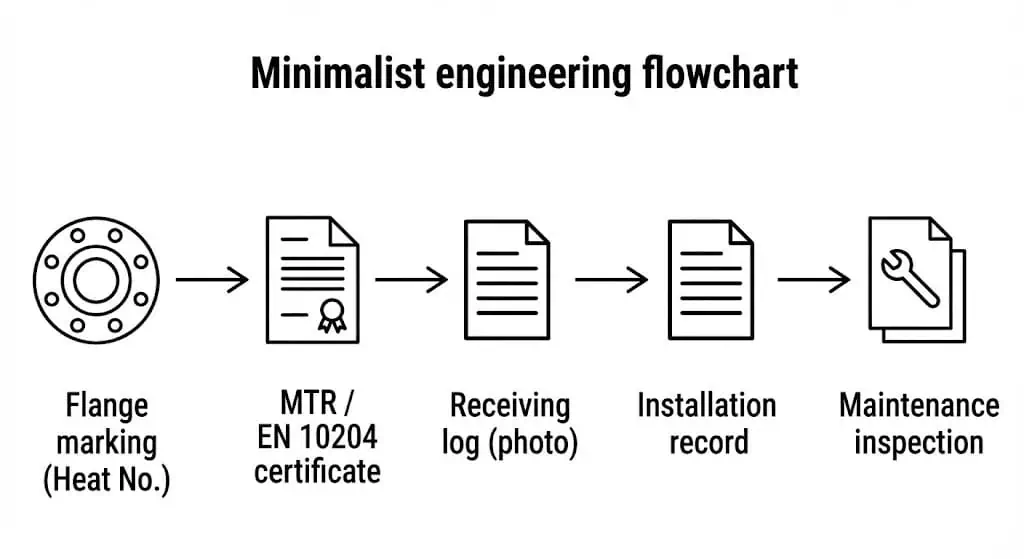
Ein typischer Rückverfolgbarkeitsprozess umfasst mehrere Schlüsselschritte:
- Die Herstellerkennzeichnung identifiziert das Unternehmen, das für die Herstellung des Flansches verantwortlich ist und unterstützt die Rechenschaftspflicht.
- Die Materialbezeichnung verknüpft das Teil mit den auf dem MTR/Inspektionszertifikat aufgezeichneten chemischen/mechanischen Eigenschaften.
- Die Chargennummer verknüpft den Flansch mit dem ursprünglichen Schmelz-/Chargenvorgang und dem für das Projekt gespeicherten Zertifikatspaket.
- Die NPS/DN- und Druckstufenbezeichnung (Class/PN) bestätigt, dass der Flansch zur richtigen Dimensionenfamilie für das Gegenstück gehört.
- Die Dichtfläche-/Merkmalsidentifikation unterstützt die Dichtungsauswahl und die Montagemethode der Verbindung (projektabhängig, aber entscheidend für die Dichtleistung).
- Wo es durch das Projektrisiko erforderlich ist, verbessern eindeutige Serienkennungen die Rückverfolgbarkeit für sicherheitskritische Verbindungen und Audits.
- Spezielle Kennzeichnungen bestätigen, dass der Prüf- und Konformitäts-Workflow angewendet und dokumentiert wurde.
Hinweis: Die Rückverfolgbarkeit ist nur vollständig, wenn die Kennzeichnungen, Zertifikate und Empfangs-/Installationsaufzeichnungen alle übereinstimmen. Fehlt ein Element (z. B. eine unleserliche Chargennummer), ist die Kette unterbrochen.
Kennzeichnungen unterstützen laufende Inspektionen und Wartung, da sie Teams ermöglichen, Inspektionsbefunde auf eine bestimmte Charge und ein Zertifikatspaket zurückzuführen. In modernen Projekten kann digitale Kennzeichnung (QR/Seriennummer) die Abrufgeschwindigkeit von Aufzeichnungen erhöhen, aber die physische Prägung bleibt wichtig – Etiketten können entfernt oder ersetzt werden, während eine kontrollierte Markierung auf dem Flansch bestehen bleibt.
Praktische Beispiele für Rückverfolgbarkeit
Ein strukturiertes Rückverfolgbarkeitssystem für Flansche verhindert Sicherheitsvorfälle und schützt den Zeitplan, indem es Risiken durch falsche Teile beim Wareneingang erkennt. Die folgenden Beispiele spiegeln gängige Feldrealitäten wider: gemischte Chargen, vertauschte Unterlagen und Standardfamilien-Fehlanpassungen, die bei Zeitdruck leicht übersehen werden können.
Die folgende Tabelle hebt praktische Ergebnisse von Rückverfolgbarkeitskontrollen hervor:
| Beschreibung der Evidenz | Auswirkungen auf Sicherheit/Konformität |
|---|---|
| Die Chargennummer auf der Flansche stimmt mit dem für das Projekt gespeicherten MTR-/Prüfzertifikatspaket überein. | Ermöglicht nachvollziehbare Rückverfolgbarkeit und gezielte Disposition bei Feststellung einer Nichtkonformität. |
| Zertifikatspaket existiert, aber die Chargennummer auf der Flansche fehlt oder ist nach Beschichtung oder Strahlen nicht lesbar. | Rückverfolgbarkeitskette bricht; Flansche sollte nicht eingebaut werden, bis die Identität wiederhergestellt oder ersetzt ist. |
| Standardreferenz zeigt EN-Familie auf einer Seite und ASME-Familie auf der anderen (gemischte Charge). | Hohes Risiko für Bolzenlochfehlpassung, Dichtungsfehlpassung und Zwangsmontage; isolieren und vor dem Zusammenbau erneut überprüfen. |
Sunhy's Rückverfolgbarkeitsprotokolle umfassen:
- Jede Flansche mit einer eindeutigen Chargennummer und Herstellerkennzeichnung prägen und diese Kennungen über alle Dokumente hinweg konsistent halten.
- Chargenaufzeichnungen führen, einschließlich MTRs/Prüfzertifikate und dimensionaler/visueller Prüfergebnisse für die Bestellung.
- Unterstützung der Protokollabrufung, damit Prüfer Markierungen vor der Installation mit Dokumenten abgleichen können.
Dieses Maß an Rückverfolgbarkeit reduziert Nacharbeit: Wird eine Abweichung festgestellt, können Teams nur die betroffene Charge isolieren, anstatt die gesamte Linie zu stoppen. Es unterstützt auch die langfristige Instandhaltung, da Sie ein Verbindungsproblem auf eine bestimmte Charge, ein Zertifikat und einen Installationsdatensatz zurückführen können.
Tipp: Nehmen Sie beim Wareneingang ein klares Foto des Markierungssatzes (einschließlich Chargennummer) auf und legen Sie es dem Zertifikatspaket bei. Diese eine Gewohnheit löst später viele Prüfungs- und Streitprobleme.
Prüfliste für den Einkäufer
Eine gründliche Prüfliste für den Einkäufer hilft, die Genauigkeit der Flanschmarkierungen zu überprüfen und die Rückverfolgbarkeit zu schützen. Der Wareneingang ist der Punkt, an dem Sie das Risiko falscher Teile mit den geringsten Kosten stoppen können – vor der Fertigung, vor der Installation und vor dem Drucktest.
Die folgende Tabelle fasst wichtige Punkte zusammen, die während der Prüfung zu überprüfen sind:
| Checklistenelement | Beschreibung |
|---|---|
| Markierungsmethoden | Bestätigen Sie, dass die Kennzeichnungen dauerhaft und lesbar sind (Stempel, Punktprägung oder Laser) und nach normalen Handhabungs-/Beschichtungsprozessen lesbar bleiben. |
| Konformität | Überprüfen Sie, ob die Normenfamilie auf der Flansch (ASME vs. EN) mit der Bestellung und der Normenfamilie des Gegenstücks übereinstimmt. |
| Reparaturkennzeichnung | Prüfen Sie auf erforderliche Reparatur-/Nacharbeitsindikatoren gemäß dem Projekt-QC-Plan; bestätigen Sie, dass für jede entschiedene Abweichung eine Dokumentation vorliegt. |
| Lesbarkeit | Stellen Sie sicher, dass alle Kennzeichnungen (insbesondere die Chargennummer) ohne Raten lesbar sind; bei Unklarheit quarantänisieren und vor Freigabe eine Lösung anfordern. |
Einkäufer sollten diese Schritte während der Inspektion ebenfalls befolgen:
- Vergleichen Sie alle Kennzeichnungen auf der Flansch mit der Bestellung und dem Zertifikatspaket; verifizieren Sie, dass Größenfamilie und Druckstufenfamilie mit der Bestellung übereinstimmen.
- Verifizieren Sie, dass die Chargennummer direkt mit dem MTR/Inspektionszertifikat verknüpft ist; behandeln Sie jede Abweichung als Stopp-Arbeits-Punkt.
- Prüfen Sie, dass Materialbezeichnung und Normenreferenz vor Freigabe zur Montage mit den Projektspezifikationen übereinstimmen.
Tipp: Wenn Markierungen schwer lesbar sind, reinigen Sie den Bereich (ohne Material zu entfernen) und fotografieren Sie dann den Stempel unter schrägem Licht. Wenn Sie die Chargennummer immer noch nicht sicher lesen können, montieren Sie die Flanschverbindung nicht.
Ein sorgfältiger Inspektionsprozess reduziert Montagefehler und unterstützt die langfristige Sicherheit. In der Praxis verhindert diese Checkliste die beiden teuersten Folgen: Nacharbeit während des Zusammenbaus und Fehlersuche nach einem Leck während der Inbetriebnahme.
Häufige Probleme & wie man sie behandelt
Fehlende/unklare Markierungen
Fehlende oder unklare Markierungen sind kein “kosmetisches” Problem – sie blockieren die Rückverfolgbarkeit und können die Montage stoppen. Inspektoren sehen typischerweise drei Hauptursachen: Markierungen, die durch Korrosion/Abrieb verloren gegangen sind, Markierungen, die durch Beschichtung überdeckt sind, oder Markierungen, die nie konsistent angebracht wurden. Die folgende Tabelle zeigt häufige Feldprobleme:
| Problemtyp | Beschreibung |
|---|---|
| Markierungsabnutzung oder -verlust | Markierungen verblassen durch Korrosion, Strahlen oder Abrieb; überprüfen Sie die Lesbarkeit bei Wareneingang und vor Beschichtung/Montage. |
| Fehlinterpretation | Verschiedene Normen verwenden unterschiedliche Konventionen (DN/PN vs. NPS/Class); eine falsche Interpretation führt zur Installation falscher Teile. |
| Unvollständige Kennzeichnungen | Kritische Kennzeichnungen (insbesondere Chargennummer oder Normreferenz) fehlen; ohne sie ist eine vollständige Rückverfolgbarkeit nicht möglich. |
Praxisfall: Eine Charge Flansche traf lesbar ein, aber nach dem Strahlen und Grundieren wurde die Chargennummer unleserlich. Die Mannschaft konnte die Zertifikate während des Verschraubens nicht den physischen Teilen zuordnen, sodass die Leitung gestoppt, die Flansche unter Quarantäne gestellt und Ersatzteile benötigt wurden. Die Prävention ist einfach: Lesbarkeit beim Wareneingang prüfen, Kennzeichnungen fotografieren und den gestempelten Bereich während der Beschichtung schützen, wenn der QS-Plan dies zulässt.
Risiko gemischter Normen

Die Verwendung von Flanschen aus gemischten Normfamilien führt zu Passungsproblemen bei den Schraublöchern und zu “Zwangsanpassungen”, die Dichtflächen und Dichtungen beschädigen. Das Risiko gemischter Normen entsteht meist durch Lagerung und Logistik – DN/PN-Flansche werden neben NPS/Class-Flanschen ähnlicher ungefährer Größe gelagert und dann unter Zeitdruck ausgewählt. Zur Prävention sollten Inspektoren:
- Alle Kennzeichnungen auf Normreferenzen (EN 1092-1 vs. ASME B16.5) überprüfen und das Lager physisch nach Normfamilien trennen.
- Jeden Flansch vor Erreichen der Arbeitsfront mit der für das Projekt erforderlichen Normfamilie abgleichen.
- Flansche nach Norm während Lagerung, Kommissionierung und Montage getrennt halten; nicht auf “visuelle Ähnlichkeit” verlassen.”
Praxisfall: DN100 PN16 wurde bei der Kommissionierung mit NPS 4 Class 150 verwechselt, da sie oft als “nahe genug” behandelt werden. Der Flansch passte nicht auf den Lochkreis; Nacharbeit folgte, und die Dichtfläche wurde durch wiederholte Probenmontage beschädigt. Kennzeichnungen hätten den Versuch verhindert.
Warnung vor gefälschten/falschen Zertifikaten
Gefälschte oder nicht übereinstimmende Zertifikate sind ein reales Versagensrisiko in mehrstufigen Lieferketten. Die praktische Kontrolle ist nicht “Vertrauen”, sondern Verifizierung: Die Chargennummer und Materialbezeichnung auf dem Flansch müssen mit dem Zertifikatspaket übereinstimmen, und der Zertifikatstyp muss den Projektanforderungen entsprechen. Unterlassene Verifizierung kann schwerwiegende Folgen haben:
- Falsches Material oder falsche Charge kann eingebaut werden, was Korrosions-, Riss- oder Festigkeitsrisiken schafft, die erst im Betrieb auftreten können.
- Stillstandszeiten und Terminauswirkungen nehmen zu, wenn Teile spät (nach der Fertigung oder während der Inbetriebnahme) unter Quarantäne gestellt werden müssen.
- Beeinträchtigte Sicherheit gefährdet Personal und Anlagen, insbesondere in gefährlichen oder hoch energetischen Diensten.
Praxisfall: Viele “316”-Flansche trafen mit Zertifikaten ein, die 316 zeigten, aber die PMI-Prüfung ergab eine mit 316/Mo-Gehalt inkonsistente Chemie. Die Chargennummer auf dem Flansch stimmte nicht mit dem Zertifikat überein. Die Charge wurde vor der Installation zurückgewiesen – genau das gewünschte Ergebnis eines Rückverfolgbarkeitssystems.
Tipp: Überprüfen Sie Kennzeichnungen und Zertifikate beim Wareneingang und verifizieren Sie dann erneut die Schmelzenummer und Normenfamilie bei der Installation. Zwei Kontrollpunkte fangen die meisten Fehler ab.
Flansch-Kennzeichnungstechnologien
Stempeln und Gravieren
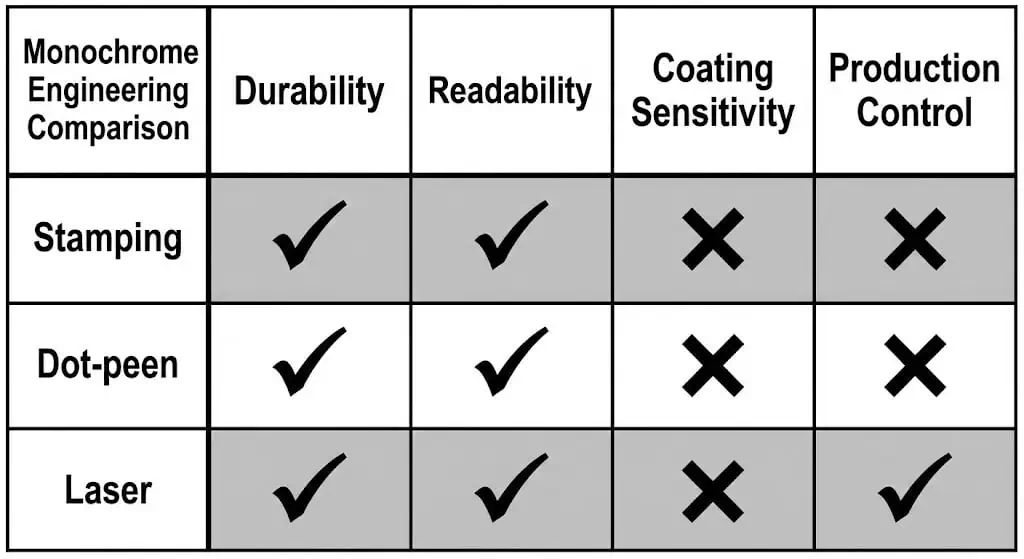
Stempeln, Punktprägen und Lasermarkieren werden verwendet, um eine Kennzeichnung zu erstellen, die während der gesamten Lebensdauer des Flansches lesbar bleibt. Ihre technische Sorge ist die Haltbarkeit in der tatsächlichen Umgebung: Korrosionsbelastung, Handhabungsschäden, Beschichtung und Reinigung. Hersteller wählen eine Methode basierend auf erforderlicher Beständigkeit, Lesbarkeit und Produktionskontrolle.
Die folgende Tabelle vergleicht gängige Optionen für Flansch-Kennzeichnungstechnologien:
| Kennzeichnungsmethode | Vorteile | Kons |
|---|---|---|
| Manuelle Gravur | Minimale Investition, flexible Kennzeichnung | Langsam, arbeitsintensiv, ungleichmäßige Tiefe |
| Prägen mit Formen | Tiefe, dauerhafte Markierungen, niedrige Kosten pro Markierung | Begrenzte Zeichenoptionen, kann dünne Bereiche verziehen, wenn unsachgemäß angewendet |
| Punktstempelmarkierung | Dauerhafte Markierungen, geeignet für raue Umgebungen, schnell für Text | Lärm, und Lesbarkeit hängt von Punktdichte und Oberflächenzustand ab |
| Lasermarkierung | Hohe Geschwindigkeit und Präzision, konsistent, unterstützt Data-Matrix/QR | Höhere Anfangsinvestition, erfordert Sicherheitskontrollen |
Punktstempel- und Lasermarkierung werden häufig für Konsistenz und Lesbarkeit auf Edelstahlflanschen eingesetzt. Für die Inspektion ist die “beste” Methode diejenige, die nach Ihren tatsächlichen Handhabungs- und Beschichtungsprozessen lesbar bleibt.
Fortschritte in Markierungsmethoden
Moderne Kennzeichnung integriert IDs (Serien-/QR-Codes), um die Abrufgeschwindigkeit von Aufzeichnungen zu erhöhen und Fälschungen zu erschweren. Hersteller können eindeutige IDs früh in der Fertigung anbringen, sodass Prüfergebnisse und Zertifikatsaufzeichnungen mit dem Teil verknüpft werden können, während es sich noch unter kontrollierter Verwahrung befindet.
Wichtige Fortschritte umfassen:
- Eindeutige IDs und Seriennummern, die früh in der Fertigung angebracht werden, für kontrollierte Rückverfolgbarkeit und Chargentrennung.
- Barcodes und QR-Codes, die auf jeder Flansche eingebettet sind, die mit Rückverfolgbarkeitsdatenbanken verknüpft sind.
- Integration digitaler Systeme um die Kennzeichnungsqualität und Produktionsdaten in Echtzeit zu überwachen.
Erwartungen an das Kennzeichnungssystem hängen weiterhin von den geltenden Normen und dem Projekt-QC-Plan ab. Digitale Funktionen helfen, ersetzen aber nicht den Kernstempel-Satz (Hersteller, Normfamilie, Größe/Nennweite, Werkstoffbezeichnung, Chargennummer), der die Rückverfolgbarkeit vor Ort unterstützt.
Tipp: Wenn Ihr Projekt auf digitale IDs angewiesen ist, bestätigen Sie die Datenbank und den Abrufprozess, bevor Teile auf der Baustelle eintreffen. Ein QR-Code, auf den niemand zugreifen kann, ist keine Rückverfolgbarkeit.
Genaue Flanschkennzeichnung und Rückverfolgbarkeit schützen die Sicherheit, unterstützen Audits und reduzieren Nacharbeit. Prüfer lesen Kennzeichnungen, indem sie Hersteller, Werkstoffbezeichnung, Größenfamilie, Druckstufenfamilie, Normreferenz und Chargennummer überprüfen – und diese dann mit Zertifikaten und Aufzeichnungen abgleichen.
| Aspekt | Beitrag zu Sicherheit und Compliance |
|---|---|
| Kompatibilitätsprüfung | Verhindert Mischmontagen nach unterschiedlichen Normen und Passungsfehler der Schraublöcher vor dem Zusammenbau |
| Materialidentifikation | Bestätigt die chemische/mechanische Absicht durch die korrekte Werkstoffbezeichnung und Zertifikatsverknüpfung |
| Einhaltung von Normen | Unterstützt die Auswahl der Normenfamilie (EN vs. ASME) und die Auditierbarkeit |
| Rückverfolgbarkeit und Wartung | Ermöglicht gezielte Disposition und aufzeichnungsbasierte Wartungsentscheidungen |
Bewährte Verfahren zur Überprüfung von Flanschkennzeichnungen umfassen:
- Lagerbestand nach Normfamilie, Größenfamilie und Werkstoffbezeichnung trennen
- Kennzeichnungssätze (einschließlich Chargennummer) fotografieren und mit dem Zertifikatspaket ablegen
- Chargennummer und Werkstoffbezeichnung bei Wareneingang und erneut bei der Installation überprüfen
Eine ordnungsgemäße Überprüfung während der Beschaffung und Installation verhindert die häufigsten Rückverfolgbarkeitsfehler.
FAQ
Was bedeuten die Zahlen und Buchstaben auf einem Flansch?
Sie identifizieren die Normfamilie des Flansches, die Größen-/Druckstufenbezeichnung, die Werkstoffbezeichnung und die Rückverfolgbarkeits-ID.
- Herstellerkennzeichnung (wer es hergestellt hat)
- Werkstoffbezeichnung (Spezifikation + Güteklasse, verknüpft mit Chemie/Mechanik)
- Größenfamilie (DN oder NPS)
- Druckstufenbezeichnung (PN oder Class)
- Standardreferenz (EN 1092-1 oder ASME B16.5 Familie)
- Schmelze-/Chargennummer (Rückverfolgbarkeitsanker zum Zertifikatpaket)
Wie kann jemand die Rückverfolgbarkeit von Flanschen überprüfen?
Überprüfen Sie, dass die eingestempelte Schmelzenummer und Materialbezeichnung mit dem Zertifikatpaket übereinstimmen, und bestätigen Sie dann, dass die Standardfamilie mit der Bestellung übereinstimmt.
- Vergleichen Sie die Schmelzenummer auf der Flansche mit dem MTR-/Prüfzertifikatpaket
- Bestätigen Sie, dass Materialbezeichnung und Standardfamilie mit dem Kaufauftrag und den Zeichnungen übereinstimmen
- Dokumentieren Sie die Überprüfung (Foto + Schmelzenummer) bei Wareneingang und vor der Montage
Warum ist eine ordnungsgemäße Flanschkennzeichnung wichtig?
Es verhindert die Montage falscher Teile und ermöglicht nachvollziehbare Rückverfolgbarkeit für Sicherheit und Compliance.
- Stoppt Mischstandard-Bolzenloch-Fehlpassung und Dichtungsfehlanpassung vor der Montage
- Unterstützt die Qualitätskontrolle durch Verknüpfung des physischen Teils mit Prüfergebnissen und Inspektionsaufzeichnungen
- Ermöglicht nachvollziehbare Wartungsentscheidungen und gezielte Disposition, falls Probleme entdeckt werden
Was sollte ein Käufer tun, wenn eine Kennzeichnung unklar ist?
Die Flansche unter Quarantäne stellen und die Identität vor der Installation klären.
- Den Lieferanten kontaktieren und um Klärung mit Nachweisen (Fotos des Stempelbereichs) bitten
- Nach unterstützender Dokumentation fragen, die mit der vermuteten Charge/Charge verknüpft ist
- Nicht installieren, bis Chargennummer, Materialbezeichnung und Normfamilie verifiziert sind
Welche Kennzeichnungsmethoden halten am längsten?
Tiefprägung, Punktmarkierung und kontrollierte Lasermarkierung können alle dauerhaft sein, wenn korrekt angewendet; die “beste” Methode ist diejenige, die nach Ihrem Handhabungs- und Beschichtungsprozess lesbar bleibt.
| Methode | Haltbarkeit |
|---|---|
| Lasermarkierung | Hoch (konsistent und lesbar bei kontrolliertem Oberflächenzustand) |
| Tiefprägung | Hoch (sehr dauerhaft, aber Verformung an dünnen Bereichen vermeiden) |
| Manuelle Gravur | Mittel (hängt von Tiefe, Konsistenz und Umgebungsbedingungen ab) |



