








Pour lire les marquages de brides, commencez par la “ chaîne d’identité ” estampillée sur la bride : marque du fabricant → norme de référence → taille → classe de pression → désignation du matériau → numéro de coulée/lot. Cette séquence vous permet de vérifier (1) que la bride appartient au bon système dimensionnel (ASME “ NPS/Class ” vs EN “ DN/PN ”), et (2) qu’elle peut être retracée jusqu’à la coulée correcte sur le rapport d’essai d’usine (MTR) ou le certificat d’inspection EN 10204 avant que la bride ne soit jamais montée. Les marquages sont importants car ils garantissent la traçabilité, la sécurité et la conformité ; ils révèlent aussi les erreurs de terrain les plus courantes tôt—assemblages mixtes de normes, matériau incorrect, ou documentation ne correspondant pas à la pièce physique.
| Exigence | Description |
|---|---|
| Nom ou marque du fabricant | Identification permanente du producteur (premier contrôle à la réception et avant l’installation) |
| Standard | Référence de norme estampillée sur la pièce (par exemple, EN 1092-1 pour les brides DN/PN, ou ASME B16.5 pour les brides NPS/Class) |
| Numéro de type de bride | Identification spécifique du type de bride (EN “ Type ”/“ Forme ” ou désignation de projet) |
| DN | Désignation du diamètre nominal utilisée dans les systèmes EN (ne pas le traiter comme un diamètre extérieur mesuré) |
| Désignation PN | Désignation de pression nominale utilisée dans les systèmes EN (vérifier les limites à la température selon la spécification du projet) |
| Classe de matériau | Désignation du matériau (grade ASTM/EN) qui doit correspondre au certificat et à l'environnement de service |
| Numéro de coulée | Identification unique qui relie la bride à la coulée/fusion d'origine pour la traçabilité |
Que sont les marquages de brides
Définition et objectif
Les marquages de brides sont un ensemble de symboles, de chiffres et de codes estampillés ou gravés sur une bride pour identifier ses caractéristiques essentielles. En pratique, les marquages doivent permettre de répondre rapidement à trois questions d'ingénierie : “ Quel est le système dimensionnel ? ” “ De quoi est-elle faite ? ” et “ Puis-je la retracer jusqu'à la coulée et au certificat corrects ? ” Les normes et systèmes de marquage tels que MSS SP-25 existent pour que les inspecteurs puissent identifier de manière cohérente le fabricant, la désignation de pression, les matériaux de construction et toute limitation spéciale.
Un jeu typique de marquages de bride comprend :
- Identification ou logo du fabricant (qui l'a produit, et qui est responsable de la traçabilité du lot).
- Désignation du matériau (par exemple, nuance ASTM A182 pour les brides en acier inoxydable) et tout état de traitement thermique requis.
- Identification de la face / interface d'étanchéité selon les exigences de la norme ou du cahier des charges du projet (par exemple, RF/RTJ ou face “Forme” EN).
- Référence à la norme (par exemple, ASME B16.5 ou EN 1092-1) pour éviter de mélanger les schémas de perçage ou les systèmes de pression nominale.
- Désignation de la taille de tuyau (NPS pour les systèmes ASME, DN pour les systèmes EN) et toute exigence d'épaisseur/schedule applicable au type de bride.
- Désignation de la pression nominale (système portable “Class” ASME ou désignation “PN” EN) qui doit être vérifiée à la température de conception.
- Numéro de lot ou de coulée qui doit correspondre au certificat MTR / d'inspection avant installation.
Ces marquages permettent aux ingénieurs et inspecteurs de vérifier que chaque bride répond à la norme requise et au bon de commande. Sur le terrain, la plus grande valeur des marquages n'est pas “l'identification pour elle-même” — c'est d'empêcher l'installation d'une pièce incorrecte. Si les marquages ne concordent pas avec le certificat, traitez la bride comme non conforme jusqu'à ce que l'incohérence soit résolue.
Importance pour la sécurité et la conformité
Les marquages de brides protègent l'intégrité du joint car ils empêchent les incompatibilités évitables avant le boulonnage. Les marquages fournissent des informations critiques sur les spécifications telles que le matériau, la désignation de pression et la référence normative. Ces détails servent à vérifier : (1) que le joint et le boulonnage sont compatibles avec le système de surface, et (2) que la bride appartient à la même famille normative que le composant d'accouplement.
- Les marquages de brides garantissent la compatibilité avec d'autres composants en révélant les différences “ DN/PN vs NPS/Class ” et de perçage avant l'assemblage.
- Ils soutiennent la conformité en reliant la pièce physique aux normes et à la documentation requises par le projet (certificats de matériaux, certificats d'inspection et exigences du bon de commande).
- Une identification correcte réduit le risque de défaillances en évitant l'installation d'un matériau inapproprié (par exemple, de l'acier 304 utilisé là où un risque de corrosion par piqûres au chlorure exige de l'acier 316/duplex).
- Les marquages permettent la traçabilité pour les audits, la maintenance et les rappels—surtout lorsque le numéro de coulée est systématiquement reporté dans les dossiers.
Réalité terrain : la plupart des incidents liés aux brides et au “ marquage ” commencent par des problèmes logistiques—lots mélangés, documents échangés ou marquages masqués par le revêtement. Si vous ne résolvez pas ces problèmes à la réception, vous êtes contraint de les dépanner plus tard sous pression, lors de la mise en service ou après une fuite.
Fiche de repérage des brides (En bref)
Les marquages des brides fournissent des informations essentielles pour une identification et une traçabilité rapides. Les inspecteurs utilisent les marquages pour confirmer que la pièce correspond au bon de commande, puis vérifient que le certificat correspond au numéro de coulée estampillé. Utilisez la fiche ci-dessous comme un décodeur “ d’atelier ” — puis validez par rapport aux tableaux de la norme applicable et à vos documents de projet.
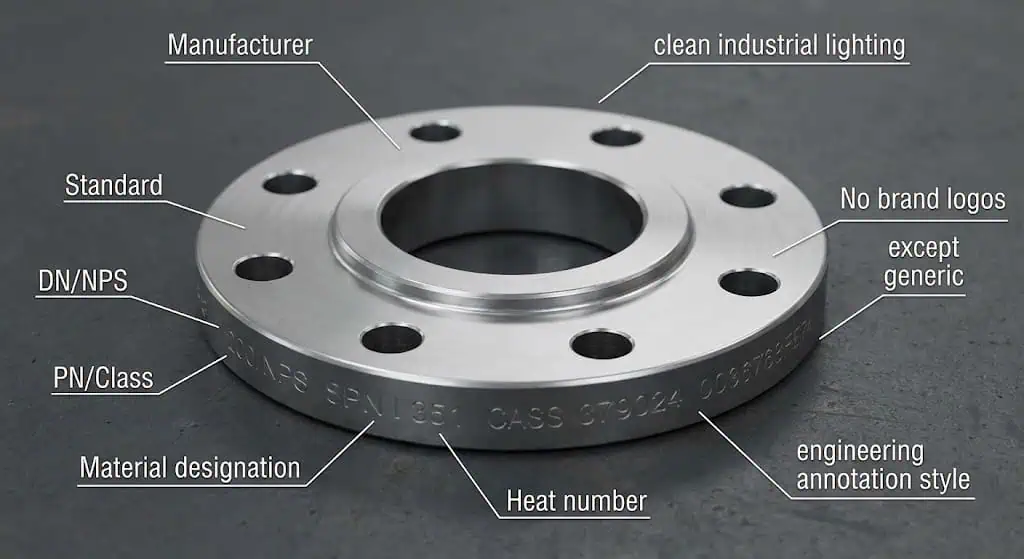
Tableau : Identifiant / Signification / Exemple / Certificat correspondant
| Identifiant | Signification | Exemple | Certificat correspondant |
|---|---|---|---|
| Fabricant | Nom ou logo du producteur | SUNHY | Rapport d’essai d’usine (MTR) / certificat d’inspection (lie producteur + coulée) |
| DN (diamètre nominal) | Désignation de taille nominale utilisée dans les systèmes EN | DN100 | Bon de commande + rapport d'inspection dimensionnelle (et référencé sur les certificats) |
| PN (pression nominale) | Désignation de pression nominale utilisée dans les systèmes EN | PN16 | Bon de commande + rapport d'inspection (vérifier la classe à la température selon la spécification) |
| CLASS (classe ASME) | Désignation de classe pression-température utilisée dans les systèmes ASME | Classe 150 | Bon de commande + référence standard ; vérifier selon les tables pression-température ASME |
| Grade de matériau | Spécification/grade de matériau régissant la chimie et les propriétés | ASTM A182 F316/316L | Certificat de matériau / MTR (composition chimique + propriétés mécaniques liées à la coulée) |
| Référence normative | Famille de normes dimensionnelles et de marquage | EN 1092-1 / ASME B16.5 | Lot de certificats + spécification de projet (ne pas mélanger les familles de normes) |
| Numéro de coulée | Identifiant unique de coulée/fusion pour la traçabilité | HN12345 | Certificat d'inspection MTR / EN 10204 (doit correspondre exactement au poinçon) |
| Symbole de traitement thermique | Indique la condition de traitement thermique spécifiée si nécessaire | SA (recuit de mise en solution) | Enregistrement de traitement thermique (lorsque requis par la spécification du matériau/la spécification du projet) |
Astuce : Toujours recouper le numéro de coulée et la désignation du matériau avec le dossier de certificat avant de libérer la bride pour la fabrication ou l'installation. Si vous ne pouvez pas les réconcilier, mettez la pièce en quarantaine et remontez l'information.
Les marquages courants sur les brides incluent DN, PN, CLASS, désignation du matériau, référence de norme et numéro de coulée. Ce qui importe n'est pas de reconnaître le code—c'est de prouver que le code correspond aux documents qui contrôlent votre risque.
- DN (Diamètre Nominal) : identifie la famille de taille nominale EN ; confirmez la compatibilité du perçage et de l'accouplement avant l'assemblage.
- PN (Pression Nominale) : identifie la famille de pression nominale EN ; vérifiez les limites de température selon la norme/spécification applicable.
- CLASS : une désignation de cote ASME ; ne traitez pas “ Class 150 ” comme un seul nombre de psi—la capacité de pression change avec la température et le groupe de matériau.
- Grade du Matériau : confirmez le format exact de spécification/grade utilisé pour le projet (par exemple, “ A182 F316/316L ” plutôt que “ 316 ” générique).
- Référence de Norme : prouve si la bride est de la famille EN ou ASME ; cela évite les incompatibilités de trous de boulons et les assemblages “ presque adaptés ”.
- Numéro de Coulée : est l'ancre de traçabilité ; s'il est manquant, peu clair ou incohérent, vous ne pouvez pas compléter la traçabilité.
- Symbole de traitement thermique : aide à confirmer l'état (par exemple, acier inoxydable mis en solution et recuit) lorsque requis par la spécification.
Exemple d'interprétation de marquage de bride :
Une bride marquée “ SUNHY DN100 PN16 ASTM A182 F316/316L EN1092-1 HN12345 ” signifie que la bride a été produite par Sunhy, a un diamètre nominal DN100 et une désignation de pression nominale PN16 dans le système EN, est forgée selon ASTM A182 en nuance 316/316L, est conforme à la famille dimensionnelle EN 1092-1, et doit être traçable jusqu'à la coulée HN12345 sur le dossier de certificat d'inspection/fiche de contrôle.
Comment lire les marquages de brides
Identification du fabricant
Réponse directe : Identification du fabricant est le premier marquage à vérifier lorsque vous lisez les marquages de brides, car il établit la responsabilité et la traçabilité.
- Recherchez le nom ou la marque du fabricant estampillé sur la bride (le style du logo doit être cohérent dans le lot).
- Ce marquage confirme l'origine et soutient la traçabilité ; il doit correspondre au nom du fournisseur indiqué sur le dossier de certificat.
- Les inspecteurs comparent la marque du fabricant sur la bride avec la documentation (bon de commande, bordereau d'expédition et certificat MTR/inspection).
- Si la marque du fabricant est manquante, incohérente ou semble “ re-marquée ”, traitez la bride comme non conforme jusqu'à vérification.
| Étape | Ce que vous faites |
|---|---|
| Documentation | Faites correspondre le bon de commande, le bordereau d'expédition et le dossier de certificats aux numéros de coulée estampillés sur les brides |
| Inspection visuelle | Confirmez que les marquages sont lisibles (non recouverts par le revêtement) et vérifiez les dommages au niveau de la face d'étanchéité et des trous de boulons |
| Vérification de la quantité | Comptez les articles par taille/classe et confirmez que les lots mélangés sont séparés avant stockage |
| Inspection détaillée | Vérifiez que la famille de normes (EN vs ASME), l'exigence de face et la désignation du matériau correspondent à la commande |
| Rapport | Consigner tout écart (photo + n° de coulée) et mettre en quarantaine les pièces jusqu'à décision |
Classe de matériau et code ASTM
Réponse directe : La désignation du matériau et la spécification de matériau ASTM (ou EN) indiquent la métallurgie que vous installez—et elles doivent correspondre au certificat et à l'environnement de service.
- Trouvez la désignation du matériau, comme “ ASTM A182 F316/316L ”, sur les marquages de la bride, puis confirmez que le même format apparaît sur le certificat d'essai de matériau (MTR).
- Ces marquages indiquent la spécification de matériau régissant (chimie + exigences mécaniques) et réduisent le risque d'installation de classe mixte.
- Lorsque le service est sensible à la corrosion, la classe n'est pas un détail administratif—elle influence le risque de corrosion par piqûres/par corrosion sous contrainte et le coût de maintenance à long terme.
| Code ASTM | Grade de matériau | Signification |
|---|---|---|
| ASTM A105 | Acier au Carbone | Courant pour les brides en acier au carbone ; vérifiez les exigences de résilience lorsque le service à basse température s'applique. |
| ASTM A182 | Acier inoxydable / acier allié | Brides en acier inoxydable et allié avec chimie/propriétés mécaniques définies ; les nuances courantes incluent F304/L et F316/L (confirmer le format exact de la nuance “ F ”). |
| ASTM A350 | Acier faiblement allié | Utilisé là où des exigences de résilience aux entailles/basses températures s'appliquent ; confirmer la classe/la nuance sur le certificat d'essai de matériau et le cahier des charges du projet. |
Dimension et Épaisseur
Réponse directe : Les marquages de dimension identifient la famille de diamètre nominal de tuyau (DN ou NPS), et ils doivent correspondre à la famille de norme de la bride d'accouplement et au perçage.
- Vérifier la présence du DN (système EN) ou du NPS (système ASME) estampillé sur la bride ; ne pas supposer que DN et NPS sont interchangeables.
- Confirmer que la famille de marquage correspond aux plans du projet et à la norme du composant d'accouplement (EN vs ASME).
- Lorsque l'épaisseur/le schedule est pertinent pour la conception de la bride (par exemple, certains détails d'extrémité soudée), vérifier le schedule requis sur les plans et le type de bride.
| Élément | Importance |
|---|---|
| Épaisseur nominale du tuyau | Contrôle l'ajustement pour les conceptions d'extrémité soudée et assure l'intégrité du joint lorsque la conception nécessite une cohérence du schedule. |
| Plage de pression et diamètre | Détermine si la famille de brides (DN/PN ou NPS/Class) est correcte pour les pièces d'accouplement et l'usage prévu. |
- La vérification de la famille de taille évite les incohérences de trous de boulons, les défauts d'ajustement des joints et les retouches lors de l'installation.
- La taille et la classe de pression doivent être validées ensemble ; une “ bonne taille ” avec une “ mauvaise famille de classe ” est un mode de défaillance courant sur le terrain.
Pression nominale
Réponse directe : Les marquages de classe de pression indiquent la désignation de classe (PN ou Class) utilisée par la famille de normes régissant, et vous devez vérifier la pression admissible à la température de conception.
- Recherchez les codes tels que PN (EN) ou CLASS (ASME) sur les marquages des brides ; traitez-les comme des “ familles de normes ”, pas comme des étiquettes de résistance génériques.
- Les classes de pression ASME courantes incluent 150, 300, 400, 600, 900, 1500 et 2500 (la disponibilité dépend du NPS et des tableaux de normes).
- Les inspecteurs utilisent ces marquages pour vérifier que la bride répond aux exigences du système, puis vérifient la capacité pression-température à l'aide des tableaux de la norme régissant.
- La Famille de normes ASME B16.5 définit les cadres de classe de pression et les règles dimensionnelles pour les brides de gamme NPS ; la sélection doit toujours tenir compte de la température et du groupe de matériaux.
- Les désignations supérieures supportent généralement des charges plus élevées, mais uniquement lorsque le groupe de matériau approprié, la température, la stratégie de boulonnage et de joint sont appliqués.
- Les pressions nominales doivent être considérées comme faisant partie de la conception complète de l'assemblage (surface de joint, joint, boulonnage et méthode de montage), et non comme un marquage isolé.
Référence normative
Réponse directe : Les marquages de référence standard indiquent à quelle famille dimensionnelle/ de pression nominale appartient la bride—c'est le moyen le plus rapide d'éviter les assemblages mixtes de normes.
- Trouvez le code de norme, tel que EN 1092-1 ou ASME B16.5, estampillé sur la bride.
- Ces marquages confirment la famille dimensionnelle utilisée pour le perçage, les conventions de surface de joint et la désignation de pression nominale ; ils ne sont pas interchangeables entre les familles.
- Les inspecteurs vérifient que la référence standard correspond aux spécifications du projet et à la norme de la bride/équipement d'accouplement.
| Standard | Description de l'application |
|---|---|
| ANSI/ASME | Définit les familles NPS/Classe, le perçage, les conventions de surface de joint et les règles dimensionnelles largement utilisées dans les industries de procédés. |
| DIN | Historiquement une normalisation allemande ; en pratique, de nombreux projets font référence aux familles EN 1092-1 PN/DN avec perçage métrique. |
| EN | EN 1092-1 s'applique aux brides circulaires en acier utilisant les familles DN/PN ; confirmez le perçage PN/DN et les “Formes” de surface de joint selon la spécification. |
| API | Utilisé là où les normes d'équipement pétrolier et gazier s'appliquent ; vérifiez le périmètre du projet ainsi que les règles de documentation et de traçabilité requises. |
- ASME B16.5: Famille dimensionnelle et de marquage ASME de base pour les brides de gamme NPS (ne supposez pas la compatibilité avec le perçage EN).
- EN 1092-1 : Famille dimensionnelle EN de base pour les brides DN/PN (vérifiez le perçage et la série PN par rapport au composant d'accouplement).
Numéro de coulée ou de lot
Réponse directe : Les marquages de numéro de coulée ou de lot fournissent le lien de traçabilité entre la bride que vous avez en main et le dossier de certificats archivé.
- Recherchez un numéro de coulée unique ou un code de lot estampillé sur la bride ; il doit être lisible après manipulation et avant revêtement.
- Ce marquage relie la bride à sa coulée de production et à la fusion d'origine ; il doit correspondre exactement au certificat (aucun chiffre manquant, aucun caractère transposé).
- Les inspecteurs utilisent le numéro de coulée pour retracer la bride jusqu'aux résultats chimiques/mécaniques sur le MTR et aux registres d'inspection au niveau du lot.
- Les numéros de coulée permettent une disposition ciblée en cas de non-conformité ou de rappel ; sans numéro de coulée, votre traçabilité devient une supposition.
- Le contrôle au niveau du lot permet également la ségrégation par taille/classe/matériau afin que les lots mélangés ne migrent pas dans la fabrication.
- Ces identifiants garantissent la vérification de la qualité, la traçabilité et la conformité tout au long de la chaîne d'approvisionnement.
Astuce : Avant l'installation, effectuez une vérification à deux personnes : l'une lit le numéro de coulée sur la bride, l'autre le lit sur le certificat MTR/d'inspection. S'ils diffèrent, arrêtez.
Pour lire les marquages de bride, suivez ces étapes pour chaque marquage :
- Identifiez le nom ou la marque du fabricant et confirmez qu'il correspond à l'identité du fournisseur dans vos documents.
- Vérifiez la désignation du matériau et le format de spécification du matériau (ASTM/EN) et comparez-les avec le certificat MTR.
- Confirmez la famille de taille (DN vs NPS) et la compatibilité du perçage avec la bride/équipement d'accouplement.
- Vérifiez la désignation de pression nominale (PN ou Class) et validez la pression admissible à la température de conception.
- Assurez-vous que la référence standard correspond aux normes du projet et à la famille de normes du composant d'accouplement.
- Localisez le numéro de coulée ou de lot et faites-le correspondre exactement au dossier de certificat.
- Enregistrez la vérification (photo + numéro de coulée) pour l'auditabilité avant de libérer pour l'installation.
En suivant ces étapes, les inspecteurs et ingénieurs peuvent lire les marquages de brides avec précision et maintenir la traçabilité de la réception jusqu'au boulonnage.
Traçabilité des brides expliquée
Rôle des marquages dans la traçabilité
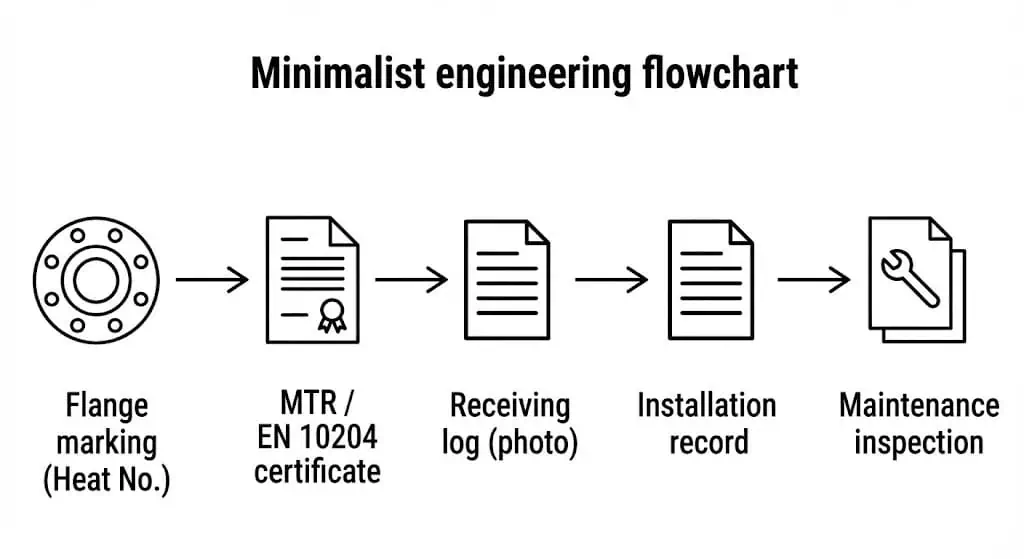
Marquages sur une bride créent le “pointeur” physique vers les enregistrements qui prouvent l'origine, le matériau et la conformité. Dans un système de traçabilité contrôlé, le numéro de coulée estampillé sur la bride est l'ancre qui relie la pièce aux résultats d'essais des matériaux, aux registres d'inspection et à la documentation de libération. Sans cette ancre, vous pouvez stocker la paperasse—mais vous ne pouvez pas prouver qu'elle appartient à la bride que vous avez installée.
Un processus de traçabilité typique comprend plusieurs étapes clés :
- La marque du fabricant identifie l'entreprise responsable de la production de la bride et garantit la responsabilité.
- La désignation du matériau relie la pièce aux propriétés chimiques/mécaniques enregistrées sur le certificat MTR/d'inspection.
- Le numéro de coulée relie la bride à la fusion/coulée d'origine et au dossier de certificats stocké pour le projet.
- La désignation NPS/DN et de classe (Class/PN) confirme que la bride appartient à la famille dimensionnelle correcte pour le composant d'accouplement.
- L'identification de la face/caractéristique facilite la sélection du joint et la méthode d'assemblage (dépendante du projet, mais critique pour l'étanchéité).
- Lorsque requis par le risque du projet, des identifiants uniques en série améliorent la traçabilité pour les assemblages critiques en sécurité et les audits.
- Les marquages spéciaux confirment que le processus d'inspection et de conformité a été appliqué et documenté.
Note : La traçabilité n'est complète que lorsque les marquages, certificats et enregistrements de réception/installation sont tous réconciliés. Si un élément manque (par exemple, un numéro de coulée illisible), la chaîne est rompue.
Les marquages soutiennent l'inspection et la maintenance en cours car ils permettent aux équipes de relier les constats d'inspection à une coulée et un dossier de certificats spécifiques. Dans les projets modernes, l'étiquetage numérique (QR/série) peut accélérer la récupération des enregistrements, mais le marquage physique reste important—les étiquettes peuvent être retirées ou remplacées, tandis qu'une marque contrôlée sur la bride demeure.
Exemples pratiques de traçabilité
Un système structuré de traçabilité des brides prévient les incidents de sécurité et protège le planning en détectant les risques de pièces erronées à la réception. Les exemples ci-dessous reflètent des réalités courantes sur le terrain : lots mélangés, documents échangés et incompatibilités de familles de normes qui sont faciles à manquer lorsque les équipes sont sous pression temporelle.
Le tableau suivant met en évidence les résultats pratiques des contrôles de traçabilité :
| Description des preuves | Impact sur la sécurité/conformité |
|---|---|
| Le numéro de coulée sur la bride correspond au dossier de certificat MTR/inspection stocké pour le projet. | Permet une traçabilité vérifiable et une disposition ciblée si une non-conformité est découverte. |
| Le dossier de certificat existe, mais le numéro de coulée sur la bride est manquant/illisible après revêtement ou sablage. | La chaîne de traçabilité est rompue ; la bride ne doit pas être installée tant que son identité n'est pas rétablie ou remplacée. |
| La référence de norme indique une famille EN d'un côté et une famille ASME de l'autre (lot mélangé). | Risque élevé d'incompatibilité des trous de boulons, de mauvaise adaptation du joint et d'assemblage forcé ; isoler et revérifier avant le montage. |
Les protocoles de traçabilité de Sunhy incluent :
- Le marquage de chaque bride avec un numéro de coulée unique et la marque du fabricant, puis le maintien de ces identifiants cohérents dans les documents.
- La tenue de registres de lots, incluant les certificats MTR/d'inspection et les résultats d'inspection dimensionnelle/visuelle pour la commande.
- La prise en charge de la récupération des enregistrements afin que les inspecteurs puissent réconcilier les marquages avec les documents avant l'installation.
Ce niveau de traçabilité réduit les retouches : si une incohérence est détectée, les équipes peuvent isoler uniquement la coulée/le lot concerné au lieu d'arrêter toute la ligne. Il facilite également la maintenance à long terme car vous pouvez relier un problème d'assemblage à une coulée, un certificat et un enregistrement d'installation spécifiques.
Astuce : À la réception, prenez une photo nette du jeu de marquage (incluant le numéro de coulée) et archivez-la avec le dossier de certificats. Cette simple habitude résout de nombreux problèmes d'audit et de litige ultérieurs.
Liste de contrôle pour l'inspection par l'acheteur
Une liste de contrôle pour l'inspection par l'acheteur complète aide à vérifier la précision du marquage des brides et protège la traçabilité. La réception est l'étape où vous pouvez stopper le risque de pièce incorrecte au coût le plus bas—avant la fabrication, avant l'installation et avant l'essai de pression.
Le tableau suivant résume les points clés à vérifier lors de l'inspection :
| Point de contrôle | Description |
|---|---|
| Méthodes de marquage | Confirmer que les marquages sont permanents et lisibles (estampage, poinçonnage ou laser) et resteront lisibles après les processus de manutention/revêtement normaux. |
| Conformité | Vérifier que la famille de normes sur la bride (ASME vs EN) correspond à celle de la commande d'achat et de la famille de normes du composant d'accouplement. |
| Marquage de réparation | Vérifier tout indicateur de réparation/retouche requis par le plan de contrôle qualité du projet ; confirmer l'existence d'une documentation pour toute non-conformité traitée. |
| Lisibilité | S'assurer que tous les marquages (surtout le numéro de coulée) peuvent être lus sans deviner ; si peu clairs, mettre en quarantaine et demander une résolution avant la libération. |
Les acheteurs doivent également suivre ces étapes lors de l'inspection :
- Comparez toutes les marquages sur la bride avec le bon de commande et le dossier de certificats ; vérifiez que la famille de taille et la famille de pression correspondent à la commande.
- Vérifiez que le numéro de coulée est directement lié au certificat MTR/inspection ; traitez toute incohérence comme un point d'arrêt de travail.
- Vérifiez que la désignation du matériau et la référence de norme correspondent aux spécifications du projet avant de libérer pour installation.
Astuce : Si les marquages sont difficiles à lire, nettoyez la zone (sans enlever de matière), puis photographiez l'estampage sous un éclairage oblique. Si vous ne pouvez toujours pas lire le numéro de coulée avec confiance, n'installez pas la bride.
Un processus d'inspection minutieux réduit les erreurs d'installation et garantit la sécurité à long terme. En pratique, cette liste de contrôle prévient les deux conséquences les plus coûteuses : la reprise pendant l'ajustage et le dépannage après une fuite lors de la mise en service.
Problèmes courants et comment les gérer
Marquages manquants/illisibles
Les marquages manquants ou illisibles ne sont pas un problème “ cosmétique ” — ils bloquent la traçabilité et peuvent arrêter l'installation. Les inspecteurs observent généralement trois causes racines : marquages perdus par corrosion/abrasion, marquages recouverts par un revêtement, ou marquages jamais appliqués de manière cohérente. Le tableau ci-dessous montre les problèmes courants sur site :
| Type de problème | Description |
|---|---|
| Usure ou perte des marquages | Les marquages s'estompent en raison de la corrosion, du grenaillage ou de l'abrasion ; vérifiez la lisibilité à la réception et avant le revêtement/l'installation. |
| Interprétation erronée | Différentes normes utilisent différentes conventions (DN/PN vs NPS/Class) ; une mauvaise interprétation conduit à l'installation de pièces incorrectes. |
| Marquages incomplets | Des identifiants critiques (notamment le numéro de coulée ou la référence de norme) sont manquants ; vous ne pouvez pas compléter la traçabilité sans eux. |
Exemple sur site : un lot de brides est arrivé lisible, mais après grenaillage + primaire, le numéro de coulée est devenu illisible. L'équipe n'a pas pu rapprocher les certificats avec les pièces physiques lors du boulonnage, donc la ligne a été arrêtée, les brides ont été mises en quarantaine et des pièces de remplacement ont été nécessaires. La prévention est simple : vérifiez la lisibilité à la réception, photographiez les marquages et protégez la zone de marquage pendant le revêtement lorsque le plan de contrôle qualité le permet.
Risque de normes mélangées

L'utilisation de brides provenant de familles de normes mélangées provoque un désalignement des trous de boulons et des assemblages en “ ajustement forcé ” qui endommagent les faces et les joints. Le risque de mélange de normes survient généralement lors du stockage et de la logistique – des brides DN/PN stockées à côté de brides NPS/Class de taille approximative similaire, puis sélectionnées sous pression de planning. Pour l'éviter, les inspecteurs doivent :
- Vérifier tous les marquages pour les références normatives (EN 1092-1 vs ASME B16.5) et séparer physiquement le stock par famille de normes.
- Associer chaque bride à la famille de normes requise par le projet avant qu'elle n'atteinte le front de travail.
- Séparer les brides par norme pendant le stockage, le kitting et l'installation ; ne pas se fier à la “ similitude visuelle ”.”
Exemple sur site : Une bride DN100 PN16 a été confondue avec une bride NPS 4 Class 150 lors du kitting car elles sont souvent considérées comme “ suffisamment proches ”. La bride ne s'alignait pas sur le cercle de perçage ; une retouche a suivi, et la face a été endommagée par des essais d'assemblage répétés. Les marquages auraient empêché la tentative.
Avertissement sur les certificats contrefaits/faux
Les certificats contrefaits ou non concordants constituent un mode de défaillance réel dans les chaînes d'approvisionnement à plusieurs niveaux. Le contrôle pratique n'est pas la “ confiance ” mais la vérification : le numéro de coulée et la désignation du matériau sur la bride doivent correspondre au dossier de certificat, et le type de certificat doit répondre aux exigences du projet. L'absence de vérification peut entraîner des conséquences graves :
- Un mauvais matériau ou une mauvaise coulée peut être installé, créant des risques de corrosion, de fissuration ou de résistance qui peuvent ne pas apparaître avant la mise en service.
- Les temps d'arrêt et les impacts sur le planning augmentent lorsque les pièces doivent être mises en quarantaine tardivement (après fabrication ou pendant la mise en service).
- Une sécurité compromise met en danger le personnel et les équipements, en particulier dans les services dangereux ou à haute énergie.
Exemple sur site : De nombreux brides “ 316 ” sont arrivées avec des certificats indiquant 316, mais un contrôle PMI a signalé une composition chimique incompatible avec la teneur en 316/Mo. Le numéro de coulée sur la bride ne correspondait pas au certificat. Le lot a été rejeté avant installation—exactement le résultat souhaité d'un système de traçabilité.
Conseil : Vérifiez les marquages et les certificats à la réception, puis revérifiez le numéro de coulée et la famille de normes à l'installation. Deux points de contrôle détectent la plupart des défaillances.
Technologies de Marquage des Brides
Estampage et Gravure
L'estampage, le poinçonnage par points et le marquage laser sont utilisés pour créer une identification qui reste lisible tout au long de la vie de la bride. Votre préoccupation technique est la durabilité dans l'environnement réel : exposition à la corrosion, dommages de manutention, revêtement et nettoyage. Les fabricants choisissent une méthode en fonction de la permanence requise, de la lisibilité et du contrôle de production.
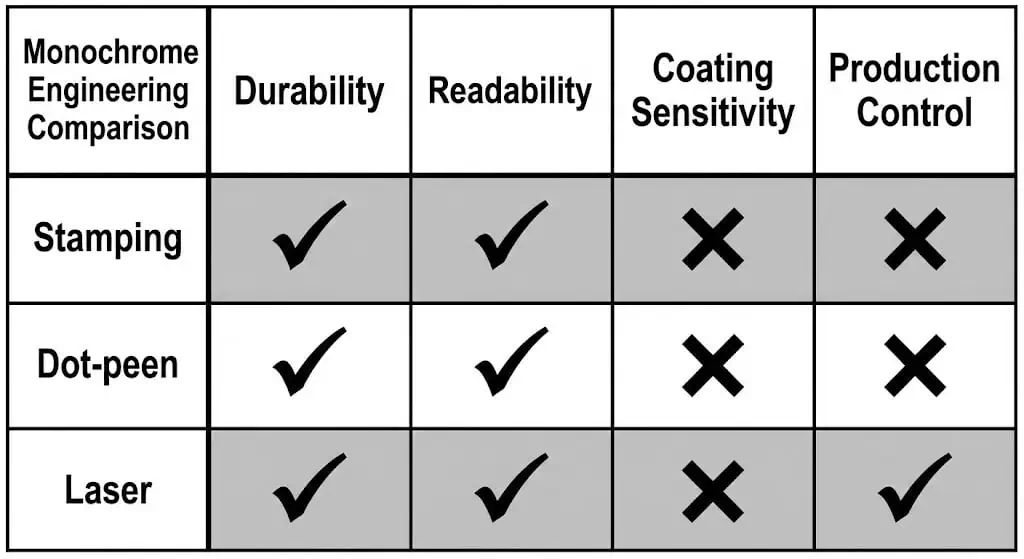
Le tableau ci-dessous compare les options courantes de technologie de marquage des brides:
| Méthode de Marquage | Avantages | Inconvénients |
|---|---|---|
| Gravure manuelle | Investissement minimal, marquage flexible | Lent, intensif en main-d'œuvre, profondeur inconstante |
| Estampage avec matrices | Marques profondes et permanentes, faible coût par marque | Options de caractères limitées, peut déformer les zones fines si mal appliqué |
| Marquage par pointage | Marques durables, adaptées aux environnements sévères, rapide pour le texte | Bruit, et lisibilité dépend de la densité des points et de l'état de surface |
| Marquage au laser | Haute vitesse et précision, constant, prend en charge les codes Data-Matrix/QR | Investissement initial plus élevé, nécessite des contrôles de sécurité |
Le marquage par poinçonnage et laser est largement utilisé pour la cohérence et la lisibilité sur les brides en acier inoxydable. Pour l'inspection, la “ meilleure ” méthode est celle qui reste lisible après vos processus réels de manutention et de revêtement.
Progrès des méthodes de marquage
Le marquage moderne intègre des identifiants (série/QR) pour accélérer la récupération des enregistrements et décourager la contrefaçon. Les fabricants peuvent appliquer des identifiants uniques tôt dans la fabrication, permettant de lier les résultats d'inspection et les enregistrements de certificats à la pièce pendant qu'elle est encore sous garde contrôlée.
Les progrès clés incluent :
- Identifiants uniques et numéros de série appliqués tôt dans la fabrication pour une traçabilité contrôlée et une ségrégation des lots.
- Codes-barres et codes QR intégrés sur chaque bride, liés aux bases de données de traçabilité.
- Intégration des systèmes numériques pour surveiller la qualité du marquage et les données de production en temps réel.
Attentes du système de marquage dépendent toujours des normes applicables et du plan de contrôle qualité du projet. Les fonctionnalités numériques aident, mais elles ne remplacent pas l'ensemble de marquage de base (fabricant, famille de normes, taille/classe, désignation du matériau, numéro de coulée) qui assure la traçabilité sur le terrain.
Conseil : Si votre projet repose sur des identifiants numériques, vérifiez la base de données et le processus de récupération avant l'arrivée des pièces sur site. Un code QR inaccessible n'est pas de la traçabilité.
Un marquage précis des brides et une traçabilité fiable protègent la sécurité, facilitent les audits et réduisent les retouches. Les inspecteurs lisent les marquages en vérifiant le fabricant, la désignation du matériau, la famille de tailles, la famille de classes, la référence normative et le numéro de coulée, puis en les rapprochant avec les certificats et les enregistrements.
| Aspect | Contribution à la sécurité et à la conformité |
|---|---|
| Vérification de la compatibilité | Empêche les assemblages de normes mixtes et les incohérences de trous de boulons avant le montage |
| Identification du matériau | Confirme l'intention chimique/mécanique grâce à la désignation correcte du matériau et au lien avec le certificat |
| Conformité aux normes | Prend en charge la sélection par famille de normes (EN vs ASME) et l'auditabilité |
| Traçabilité et maintenance | Permet des décisions ciblées de disposition et de maintenance basées sur les enregistrements |
Bonnes pratiques pour vérifier les marquages des brides incluent :
- Séparer l'inventaire par famille de normes, famille de dimensions et désignation du matériau
- Photographier les ensembles de marquage (y compris le numéro de coulée) et les classer avec le dossier de certificats
- Vérifier le numéro de coulée et la désignation du matériau à la réception et à nouveau lors de l'installation
Une vérification appropriée lors de l'approvisionnement et de l'installation prévient les échecs de traçabilité les plus courants.
FAQ
Que signifient les chiffres et les lettres sur une bride ?
Ils identifient la famille de normes de la bride, la désignation de dimension/classe, la désignation du matériau et l'ID de traçabilité.
- Marque du fabricant (qui l'a produit)
- Désignation du matériau (spécification + nuance, liée à la composition chimique/propriétés mécaniques)
- Famille de taille (DN ou NPS)
- Désignation de la pression nominale (PN ou Class)
- Référence normative (famille EN 1092-1 ou ASME B16.5)
- Numéro de coulée/lot (ancre de traçabilité vers le dossier de certificats)
Comment vérifier la traçabilité d'une bride ?
Vérifier que le numéro de coulée estampillé et la désignation du matériau correspondent au dossier de certificats, puis confirmer que la famille normative correspond à la commande.
- Faire correspondre le numéro de coulée sur la bride au dossier de certificats MTR / d'inspection
- Confirmer que la désignation du matériau et la famille normative correspondent au bon de commande et aux plans
- Enregistrer la vérification (photo + numéro de coulée) à la réception et avant l'installation
Pourquoi un marquage correct des brides est-il important ?
Cela empêche l'installation de pièces incorrectes et permet une traçabilité vérifiable pour la sécurité et la conformité.
- Évite les incohérences de perçage de boulons et de joint avant l'assemblage en cas de normes mixtes
- Soutient le contrôle qualité en reliant la pièce physique aux résultats d'essai et aux dossiers d'inspection
- Permet des décisions de maintenance traçables et une disposition ciblée en cas de problèmes détectés
Que doit faire un acheteur si un marquage n'est pas clair ?
Mettre en quarantaine la bride et résoudre l'identité avant l'installation.
- Contacter le fournisseur et demander des éclaircissements avec des preuves (photos de la zone de marquage)
- Demander la documentation de support liée au lot/charge suspecté(e)
- Ne pas installer tant que le numéro de charge, la désignation du matériau et la famille de normes ne sont pas vérifiés
Quelles méthodes de marquage durent le plus longtemps ?
Le marquage profond, le poinçonnage par points et le marquage laser contrôlé peuvent tous être durables s'ils sont appliqués correctement ; la “ meilleure ” méthode est celle qui reste lisible après votre processus de manutention et de revêtement.
| Méthode | Durabilité |
|---|---|
| Marquage au laser | Élevée (cohérente et lisible lorsque l'état de surface est contrôlé) |
| Marquage profond | Élevée (très durable, mais doit éviter la déformation sur les zones minces) |
| Gravure manuelle | Moyenne (dépend de la profondeur, de la cohérence et des conditions d'exposition) |