







 Schritt für Schritt misst")
Um die Abmessungen von Sechskantschrauben korrekt zu messen, überprüfen Sie drei Dinge in einer festen Reihenfolge: Schraubenlänge (unter dem Kopf), Gewinde-Außendurchmesser und Gewindesteigung (metrische Steigung oder imperiale TPI). Das ist keine “Werkstatt-Trivia”. Eine falsche Steigung (z. B. M10×1,5 vs. M10×1,25) kann die ersten beiden Gewindegänge in Sekunden zerstören. Die Verwechslung von Gewindedurchmesser mit Kopfschlüsselgröße (WAF) führt zu falschen Teilen auf der Bestellung, Werkzeugfehlanpassung vor Ort und Nacharbeit.
- Länge steuert den Griff (Stapelung) und die Gewindeeingriffslänge.
- Durchmesser steuert den Sitz im Loch/der Mutter und die Zugspannungsfläche.
- Steigung/TPI steuert die Kompatibilität mit der Mutter oder dem Gewindebohrloch – dies ist die Hauptursache für Kreuzgewinde und “passt nicht”-Rücksendungen.
Im Folgenden sind die häufigsten Messfehler aufgeführt, die bei Feldrücksendungen und Eingangsinspektionsausscheidungen auftreten. Verwenden Sie ein sauberes Teil, messen Sie zweimal und behandeln Sie Beschichtungen (Zink, Feuerverzinkung, PTFE) als kontrollierte Variable – Beschichtungen verändern den effektiven Durchmesser und können die Gewindepassung beeinflussen.
| Häufige Messfehler bei der Bestellung von Sechskantschrauben |
|---|
| Messen über Schmutz, Ablagerungen, Graten oder beschädigten Gewinden (falscher Durchmesser-/Steigungsablesung). |
| Zu viel Kraft mit Messschiebern ausüben (Federung der Backen und “Schrumpfung” der Ablesung). |
| Halten der Messschieber in einem Winkel (Kosinusfehler) statt rechtwinklig zur Achse. |
| Das Überprüfen der Steigung ohne Lehre (Raten von “M10” ohne Bestätigung von 1,5 vs. 1,25). |
Wenn Sie Bolzen für die Beschaffung oder Reparaturarbeiten messen, verwenden Sie digitale Messschieber + eine Gewindesteigungslehre. Wenn Sie für eine kritische Montage (Druckausrüstung, Rotationsgerätegestell, strukturelle Verbindung) messen, fügen Sie Eingangskontrollenhinzu: Kennzeichnungen, Gewindezustand und (falls erforderlich) Rückverfolgbarkeitsdokumente.
Wesentliche Messtechnik-Werkzeuge für Befestigungselemente

Warum digitale Messschieber für den Durchmesser obligatorisch sind (im Vergleich zu Maßbändern)
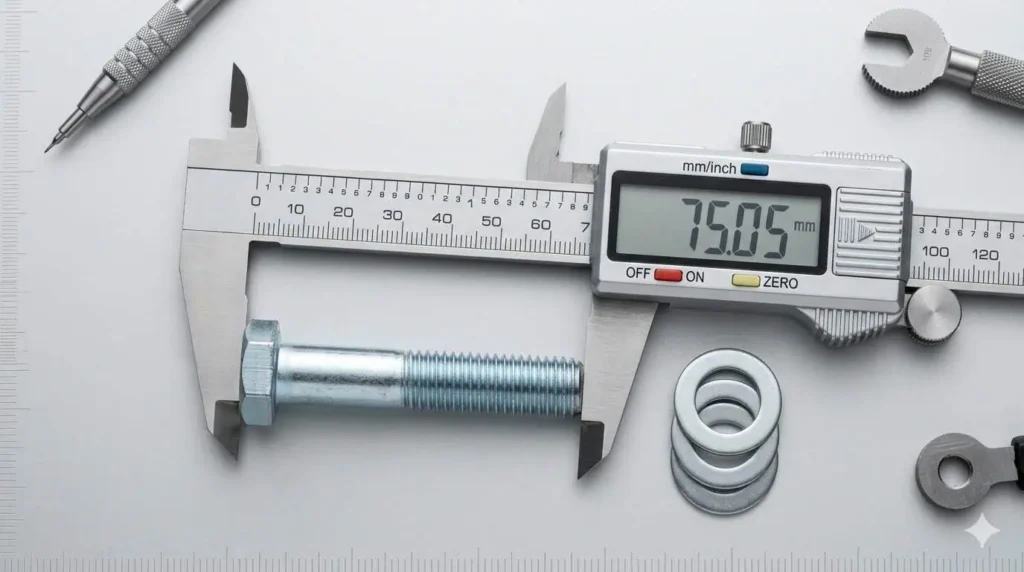
Digitale Messschieber sind das Basisinstrument zur Messung des Sechskantbolzendurchmessers, da sie wiederholbare Messwerte für den Gewinde-Außendurchmesser und den Schaft liefern.
Bandmaße und Lineale sind für “ungefähre Länge” geeignet, aber sie sind nicht zuverlässig für Durchmesser- und Gewindedetails. Wenn Sie einen Bolzen an eine Mutter oder ein Gewindeloch anpassen möchten, benötigen Sie ein Werkzeug, das kleine Unterschiede auflösen und Parallaxenfehler vermeiden kann.
- Verwenden Sie Messschieber für den Gewinde-Außendurchmesser (OD) zur Bestimmung der Nennmaße (M10, M12, 1/2″, usw.).
- Messschieber zur Überprüfung verwenden WAF (Kopf über Flächen) bei begrenztem Werkzeugzugang.
- Bei beschichteten Befestigungselementen an mehreren Stellen messen, um Beschichtungsaufbau oder Beschädigung zu erkennen (eine häufige Ursache für engen Gewindesitz).
Technische Warnung: Eine “korrekte” Bolzengröße kann dennoch beim Zusammenbau versagen, wenn der Bolzen beschichtet ist und die passende Mutter nicht für diese Beschichtung ausgelegt ist. Heißverzinkte Gewinde sind in einigen Normen absichtlich überdimensional (Sitzänderungen sind kein Fehler – sie sind eine Anforderung).
Die folgende Tabelle fasst zusammen, warum digitale Messschieber Ablesefehler reduzieren im Vergleich zu analogen Werkzeugen:
| Merkmal | Digitale Messschieber | Analoge Werkzeuge |
|---|---|---|
| Anzeigetyp | Direkte numerische Anzeige | Manuelle Interpretation |
| Parallaxefehler | Eliminiert | Allgemein |
| Messwiederholbarkeit | Höher | Bedienungsabhängig |
| Datenprotokollierung | Möglich (modellabhängig) | Nicht praktikabel |
| Feldeinsatz | Schnelle Überprüfung | Langsamer und weniger konsistent |
Verwendung von Gewindesteigungsmessern (metrische und zöllige Blätter)
Gewindesteigungsmesser sind unerlässlich zur Identifizierung des Gewindesystems und der Steigung an einer Sechskantschraube.
Ein Steigungsmessblatt muss sauber in die Gewindeform einsitzen – kein Wackeln, kein Lichtspalt. Dies ist der schnellste Weg, um zu bestätigen, ob Sie metrisch grob gegenüber metrisch fein, oder UNC vs UNF, halten, bevor Sie mit der Montage beginnen.
- Verwenden Sie das Messgerät, um die metrische Steigung (mm) oder Gänge pro Zoll (TPI)zu bestätigen – nicht raten.
- Überprüfen Sie die Gewindeformqualität: gewalzt gegenüber geschnitten, beschädigte Gewindespitzen, abgeflachte Gewindegrund (diese verfälschen die Messwerte).
- Wenn die Schraube verschmutzt ist, reinigen Sie die ersten 3–5 Gewindegänge. Schmutz verändert das “Gefühl” und führt zu falschen Übereinstimmungen.
Tipp: Wenn das Messgerät “fast passt”, bedeutet dies normalerweise, dass Sie eine Steigungsstufe daneben liegen. Stoppen und überprüfen – das Erzwingen einer nahen Übereinstimmung ist der Beginn von Kreuzgewinden.
Standardshinweis (Passung ist entscheidend): Metrische Gewindetoleranzen und Passungen werden üblicherweise mit dem ISO 965-System gesteuert (z. B. 6g / 6H). Wenn Sie messen, um die Austauschbarkeit zwischen Lieferanten zu bestätigen, müssen Sie die Passungsklasse berücksichtigen – nicht nur die Nennmaße.
Messlänge: Der Standard “Unter dem Kopf”
Die Regel der Auflagefläche: Warum die Einbeziehung des Kopfes ein kritischer Fehler ist
Messen Sie die Länge einer Sechskantschraube immer von der Auflagefläche unter dem Kopf bis zum Ende der Schraube.
Der Kopf ist nicht Teil des geklemmten Stapels. Die Auflagefläche ist der Punkt, an dem die Klemmkraft in die Verbindung eintritt. Die Einbeziehung des Kopfes ist der schnellste Weg, die falsche Länge zu bestellen und die Gewindeeingriffslänge zu verlieren (oder ein Anschlagen in einem Gewindeloch zu verursachen).
Praktische Überprüfung: Wenn Ihre Schraube “sich fest anfühlt”, aber die Verbindung sich noch bewegt, überprüfen Sie, ob die Schraube nicht im Loch anschlägt und dass Sie nach dem Einbau von Unterlegscheiben und Auslauf tatsächlich nutzbaren Gewindeeingriff haben.
 bis zum Ende messen")
Schritt-für-Schritt-Messanleitung (Von unter dem Kopf bis zum stumpfen Ende)
Verwenden Sie dieses Verfahren unter dem Kopf (dies ist die “bestellbare Länge” für Sechskantschrauben):
- Reinigen Sie die Auflagefläche und die ersten Gewindegänge (entfernen Sie Grat und angesammelten Schmutz).
- Setzen Sie den Messschieber-Referenzpunkt auf die flache Auflagefläche unter dem Kopf.
- Messen Sie gerade bis zum Bolzenende (folgen Sie nicht den Fasen oder abgerundeten Spitzen).
- Notieren Sie den Wert und vergleichen Sie ihn mit der nächstgelegenen Standardlänge, die in Ihrer Zeichnung/Bestellung verwendet wird.
Praktische Fehler, die Stillstand verursachen:
- Messen “über den Kopf” und Bestellen von Bolzen, die in Gewindebohrungen anstoßen.
- Ignorieren der Unterlegscheibendicke und des Gewindeauslaufs (Verlust der nutzbaren Eingriffslänge).
- Bestellen der richtigen Länge, aber falscher Steigung, dann Beschädigung der Gewindebohrung während erzwungener Montage.
Mini-Fallstudie (Problem → Analyse → Lösung):
Problem: Ein Wartungsteam ersetzte Bolzen an einer Pumpenbasis, dann lockerte sich die Verbindung während der Vibration.
Analyse: Die Bolzen waren zu lang und stießen in den Gewindebohrungen an; das “feste” Gefühl war eine falsche Vorspannung.
Korrektur: Länge basierend auf der Messung unter dem Kopf neu ausgewählt + Gewindeeingriffstiefe überprüft; Drehmoment-/Vorspannungsprüfungsschritt im Arbeitspaket hinzugefügt.
Ausnahmebehandlung: Senkschrauben (Gesamtlänge) vs. Sechskantschrauben
Gesamtlänge für Senkschrauben messen, aber Länge unter dem Kopf für Sechskantschrauben verwenden.
Senkköpfe sitzen im Material und werden Teil der effektiven Länge. Sechskantköpfe sitzen über der Oberfläche, daher kontrolliert nur die Schaftlänge unter dem Kopf den Sitz und Eingriff.
| Befestigungselementtyp | Wo die Länge zu messen ist |
|---|---|
| Sechskantschraube | Unter dem Kopf (Auflagefläche) bis zum Ende |
| Senkschraube | Gesamtlänge, einschließlich des Kopfes |
Für Beschaffungskonsistenz definieren Sie den maßgeblichen Standard und das Passsystem in Ihrer Bestellung (DIN/ISO/ANSI). Wenn Sie Lieferanten mischen oder beschichtete Hardware verwenden, stimmen Sie Gewindetoleranzen (Passung) und Dokumentation ab, um “misst richtig, lässt sich aber nicht montieren”-Fehler zu vermeiden.
Messung von Durchmesser vs. Schlüsselweite (SW)
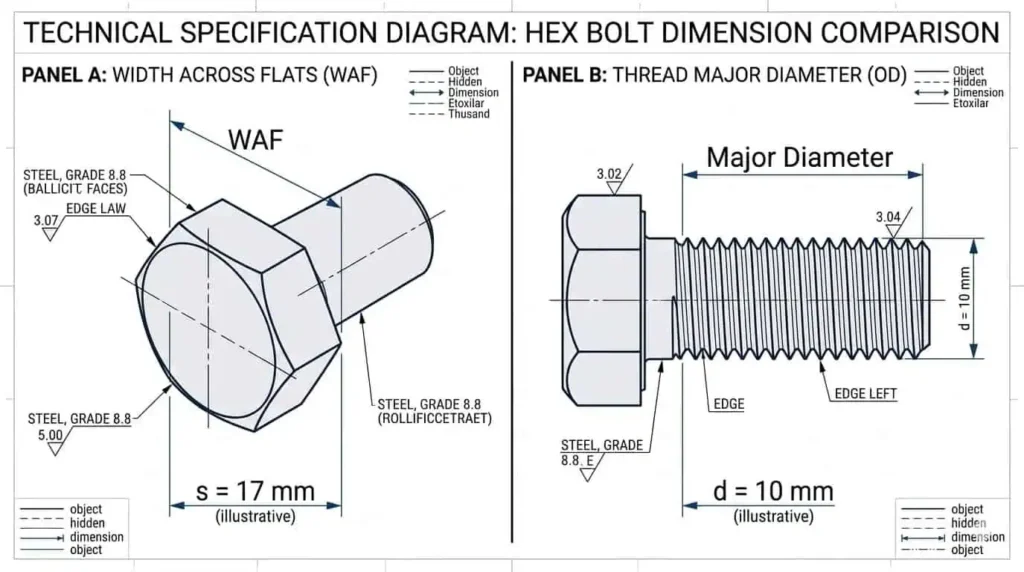
Der häufigste Fehler: Verwechslung von Schlüsselweite (SW) mit Gewindedurchmesser
Der häufigste Bestellfehler ist die Verwechslung von Kopfschlüsselweite (WAF) mit Gewindedurchmesser.
WAF gibt Ihnen die Steck-/Schlüsselgröße an. Gewindedurchmesser gibt Ihnen die Schraubengröße an (M10, M12, 1/2“). Die Vermischung der beiden führt zum klassischen Fehler: ”Der Schlüssel passt auf den Kopf, aber die Schraube passt nicht in die Mutter."
- Gewindedurchmesser = Kompatibilität mit Mutter/Gewindebohrung + Festigkeitsbasis (Zugspannungsfläche).
- WAF = Werkzeugpassung + Freigabebeschränkungen in engen Baugruppen.
- Breite über Ecken = minimaler Freiraum (wichtig in Vertiefungen).
Umrechnungsfalle: In gemischten Flotten verwechseln Techniker oft M10 mit 3/8″ weil sie “ähnlich aussehen”. Sie sind weder durch Steigung noch Durchmesser austauschbar—jedes Mal mit Messschieber und Steigungslehre überprüfen.
Messung des Außendurchmessers (OD) am Gewinde
Messen Sie den Gewinde-Außendurchmesser (OD) über die äußersten Gewindespitzen mit einem Messschieber.
Nehmen Sie mindestens zwei Messungen: nahe dem ersten nutzbaren Gewinde und in der Mitte. Wenn der Bolzen abgenutzt ist, täuschen die ersten Gewinde—messen Sie dort, wo die Gewinde intakt sind.
Technische Warnung: Beschichtungen verändern den Außendurchmesser. Elektroverzinktes Zink ist relativ dünn; Feuerverzinkung ist viel dicker und erfordert oft eine andere Mutterpassung. Wenn der Außendurchmesser “übermaßig” erscheint, bestätigen Sie, ob der Bolzen verzinkt ist und ob die passende Mutter für diesen Zustand spezifiziert ist.
Die folgende Tabelle klärt, was jede Dimension bei Beschaffung und Montagekontrolle bedeutet:
| Messart | Was es steuert |
|---|---|
| Außendurchmesser (OD) | Nennmaßidentifikation und grundlegende Kompatibilitätsprüfung |
| Schlüsselweite (SW) | Werkzeugauswahl und Freiraumplanung |
| Breite über Ecken | Mindestfreiraumhülle in Taschen/Aussparungen |
| Kopfhöhe | Kopffreiraum; Werkzeugzugang und Sitz |
| Gewindelänge / Auslauf | Nutzbare Einbindung nach Unterlegscheiben und Stapelung |
| Maximale / Minimale Grenzwerte | Toleranzgrenzen für Austauschbarkeit (Passsystem ist entscheidend) |
| Referenzabmessungen | Nur informativ; nicht immer akzeptanzkontrolliert |
Standard-Referenztabelle: Kopfgrößen vs. Nenndurchmesser (Durch maßgebende Norm überprüfen)
Kopfabmessungen (einschließlich WAF) werden durch den maßgebenden Befestigungsnormensatz (DIN/ISO/ANSI/ASME) definiert.
Wenn Ihre Standortwerkzeuge festgelegt sind (z.B. Offshore-Werkzeugkontrolle), behandeln Sie WAF als Akzeptanzanforderung. Gehen Sie nicht davon aus, dass “ISO” und “DIN” für jeden Durchmesser immer die gleichen Schraubenschlüsselgrößen haben.
| Nennmaß (Zoll) | Vollkörperdurchmesser (E) | Schlüsselweite (F) | Breite über Ecken (G) | Kopfhöhe (H) | Radius der Ausrundung (R) | Gewindelänge (LT) |
|---|---|---|---|---|---|---|
| 1/4″ | 0.260 | 0.237 | 7/16″ | 0.438 | 0.425 | 0.505 |
| 5/16″ | 0.324 | 0.298 | 1/2″ | 0.500 | 0.484 | 0.577 |
| 3/8″ | 0.388 | 0.360 | 9/16″ | 0.562 | 0.544 | 0.650 |
| 1/2″ | 0.515 | 0.482 | 3/4″ | 0.750 | 0.725 | 0.866 |
| 1″ | 1.022 | 0.976 | 1-1/2″ | 1.500 | 1.450 | 1.732 |
| 2″ | 2.039 | 1.964 | 3″ | 3.000 | 2.9000 | 3.464 |
")
Praktischer Tipp: Wenn ein Bolzen “passt”, aber die Stecknuss nicht, haben Sie wahrscheinlich ein Standard-Mix-Problem (DIN vs ISO vs ANSI) oder einen Lieferanten, der eine veraltete Schraubenschlüsselgröße verwendet. Überprüfen Sie den WAF bei der Wareneingangskontrolle, wenn die Montagewerkzeuge eingeschränkt sind.
Bestimmung von Gewindesteigung und Anzahl (TPI)
Metrische Steigung (Abstand in mm) vs. Zoll-TPI (Gewindegänge pro Zoll)
Metrische Gewindesteigung wird als Abstand zwischen Gewindespitzen in Millimetern gemessen; Zollgewinde werden durch TPI (Gewindegänge pro Zoll) identifiziert.
Bevor Sie bestellen, bestätigen Sie, ob das System metrisch oder Zoll ist. Dann bestätigen Sie, ob es grob oder fein ist. Zwei Bolzen können den gleichen Durchmesser haben und dennoch durch die Steigung inkompatibel sein.
- Metrisches Beispiel: M10×1,5 (grob) vs M10×1,25 (fein).
- Zollbeispiel: 1/2–13 (UNC) vs 1/2–20 (UNF).
- Montagerealität: Eine “nahezu passende” Verbindung wird von Hand für 1–2 Umdrehungen starten, dann blockieren. So werden Gewinde ausgerissen.

Die folgende Tabelle listet gängige TPI-Werte und zugehörige Geometriebegriffe auf, die in technischen Berechnungen (Spannungsfläche, Flankendurchmesser) verwendet werden. Sie dient als nützliche Referenz, wenn Sie einen Bolzen überprüfen, den Sie ursprünglich nicht spezifiziert haben:
Die folgende Tabelle zeigt Häufige Gewindesteigungswerte für Sechskantschrauben, die im Bauwesen und in der Fertigung verwendet werden:
| Nennmaß und Gewindegänge pro Zoll. | Grundlegender Flankendurchmesser. | Querschnitt am Kerndurchmesser. | Zugspannungsfläche |
|---|---|---|---|
| 3⁄8 – 16 | 0.3344 | 0.0678 | 0.0775 |
| 7⁄16 – 14 | 0.3911 | 0.0933 | 0.1063 |
| 1⁄2 – 13 | 0.4500 | 0.1257 | 0.1419 |
| 9⁄16 – 12 | 0.5084 | 0.162 | 0.182 |
| 5⁄8 – 11 | 0.5660 | 0.202 | 0.226 |
| 3⁄4 – 10 | 0.6850 | 0.302 | 0.334 |
| 7⁄8 – 9 | 0.8028 | 0.419 | 0.462 |
| 1 – 8 | 0.9188 | 0.551 | 0.606 |
| 11⁄4 – 7 | 1.1572 | 0.890 | 0.969 |
")
Tipp: Wenn Ihre Anlage sowohl metrische als auch zöllige Hardware verwendet, halten Sie Gewindelehren für beide Systeme im Werkzeuglager bereit. Fehler durch gemischte Gewinde sind einer der häufigsten, aber wertlosesten Ausfälle in der Instandhaltungsarbeit.
So verwenden Sie eine Gewindelehre, um grobe und feine Gewinde zu identifizieren
Eine Gewindelehre ist der schnellste Weg, um die Steigung/TPI zu bestätigen und ein Kreuzgewinde zu verhindern.
Passen Sie das Lehrenblatt an das Gewinde an, bis es perfekt sitzt. Wenn es wackelt oder Lücken zeigt, ist es die falsche Steigung. Wenn keine Lehre verfügbar ist, können Sie die Gewinde über eine feste Länge zählen (1 Zoll für TPI), aber diese Methode ist langsamer und fehleranfälliger.
Schritte zur Messung der Gewindesteigung oder TPI an einer Sechskantschraube:
- Wählen Sie ein Gewindelehrenblatt und legen Sie es an die Gewinde des Bolzens an.
- Bestätigen Sie den vollständigen Zahneingriff ohne Lücken.
- Wenn keine Lehre verfügbar ist: Markieren Sie einen 1-Zoll-Bereich und zählen Sie die Spitzen (TPI), oder messen Sie den Abstand über 10 Gewinde und teilen Sie (metrische Steigungsschätzung).
Große Gewinde tolerieren Schmutz und Beschädigungen besser und sind im Bauwesen üblich. Feine Gewinde bieten höhere Widerstandsfähigkeit gegen Vibrationslockerung in einigen Baugruppen und ermöglichen eine feinere Vorspannungsanpassung, sind aber weniger tolerant gegenüber Beschädigungen. Verwenden Sie das Gewindesystem, für das die Ausrüstung ausgelegt ist – “verbessern Sie nicht auf fein”, ohne die passende Mutter/Gewindebohrer und die Zeichnung zu bestätigen.
Mini-Fallstudie (Problem → Analyse → Lösung):
Problem: Eine Gestellbaugruppe klemmte während der Installation; die Mannschaft zwang den Bolzen und beschädigte die Mutter.
Analyse: Der Durchmesser war korrekt, aber die Steigung war falsch (Feingewindebolzen in Grobgewindemutter).
Fix: Implementierte einen “Durchmesser + Steigung”-Verifizierungsschritt mit einer Steigungslehre bei der Wareneingangsprüfung; fügte die Steigung zur Bestellposition hinzu.
Gewinde lassen sich auch in Familien einteilen wie grob (UNC) und fein (UNF). Die Kenntnis der Familie verhindert falsche Ersatzteile. Überprüfen Sie immer den Durchmesser, die Steigung/TPI und das Gewindesystem vor der Bestellung.
Zusammenfassung: Das 3-Schritte-Verifizierungsprotokoll
Verwenden Sie dieses 3-stufige Verifizierungsprotokoll vor der Bestellung – so vermeiden erfahrene Wartungs- und Beschaffungsteams wiederholte Fehler.
Es ist schnell genug für den Einsatz vor Ort und strukturiert genug für auditgesteuerte Beschaffung.
- Messen Sie die Länge (unter dem Kopf):
Beziehen Sie sich auf die Auflagefläche unter dem Kopf. Messen Sie bis zum Ende. Berücksichtigen Sie Unterlegscheiben und die Eintauchtiefe. - Überprüfen Sie den Durchmesser (Außendurchmesser):
Messen Sie über intakte Gewindespitzen. Bestätigen Sie die Nenngröße. Verwechseln Sie WAF nicht mit dem Durchmesser. - Gewindesteigung / TPI ermitteln:
Verwenden Sie einen Gewindesteigungslehre. Bestätigen Sie grob vs. fein. Erst dann auf die Mutter oder das Gewindeloch abstimmen.
Schnellreferenztabelle: Wo messen (Länge, Durchmesser, Steigung)
| Parameter | Üblicher Bereich (typisch) | Wo messen | Warum es wichtig ist |
|---|---|---|---|
| Länge | Variiert je nach Norm und Anwendung | Unter dem Kopf (Auflagefläche) bis zum Ende | Steuert Passung, Eingriff und Bodenrisiko |
| Durchmesser | Variiert je nach Norm und Anwendung | Über den Gewinde-Außendurchmesser (Haupt-OD) | Steuert Kompatibilität und Festigkeitsbasis |
| Gewindesteigung | Grob- vs. Feinsysteme | Lehrenabgleich (oder TPI-Zählung) | Verhindert Kreuzgewinde und falsche Teile |
| Kopfbreite (WAF) | Normdefiniert | Über Flächen am Sechskantkopf | Steuert Werkzeugpassung und Spiel |
CTA für kontrollierte Projekte: Wenn Sie die erforderliche Vorspannmethode oder Reibungsbedingungen (Mutterfaktor / K-Wert) nicht kennen, raten Sie nicht das Drehmoment. Fordern Sie eine verbindungsspezifische Drehmoment-/Vorspanntabelle an oder konsultieren Sie einen Ingenieur – falsche Vorspannung ist der Grund, warum Verbindungen sich lockern, lecken oder Ermüdungsrisse bilden.
Das korrekte Messen einer Sechskantschraube schützt die Montagezuverlässigkeit.
In Fabriken und Wartungswerkstätten erledigen drei Schritte den Job jedes Mal: Messen Sie den Durchmesser mit Messschiebern, messen Sie die Länge unter dem Kopf und überprüfen Sie die Steigung mit einer Lehre. Wenn Sie standardmäßige oder kundenspezifische Befestigungselemente mit kontrollierter Dokumentation benötigen, Sunhy Befestigungselemente Unterstützung der Chargenverfolgung und Maßprüfung, falls durch die Projekt-QA erforderlich.
Vor dem Kauf: Bestätigen Sie die Norm (DIN/ISO/ANSI), Größe, Steigung/TPI, Festigkeitsklasse (für Stahlbolzen) oder Edelstahlklasse, Beschichtung und alle erforderlichen Rückverfolgbarkeitsdokumente.
FAQ
Wie misst man die Länge einer Sechskantschraube korrekt?
Messen Sie von unter dem Kopf (Auflagefläche) bis zum Ende des Bolzens.
Den Kopf nicht einbeziehen. Dies ist die bestellbare Länge für Sechskantschrauben und steuert den Eingriff und das Risiko des Anschlagens in Gewindebohrungen.
Welches Werkzeug liefert die genaueste Messung des Schraubendurchmessers?
Ein digitaler Messschieber ist das richtige Werkzeug für Durchmesserprüfungen.
Messen Sie über intakte Gewindespitzen (Außendurchmesser). Wenn der Bolzen beschichtet oder beschädigt ist, messen Sie an mehreren Stellen und prüfen Sie gegen das vorgesehene Passsystem.
Warum verkeilen sich Edelstahlschrauben manchmal (Fressen) während der Montage?
Edelstahlgewinde können bei hoher Reibung und Geschwindigkeit fressen, insbesondere ohne Schmierung.
Verwenden Sie ein zugelassenes Anti-Fressmittel, wo das Verfahren es erlaubt, vermeiden Sie trockene Hochgeschwindigkeitsinstallation und wenden Sie kontrolliertes Anziehen an. Wenn Fressen wiederholt auftritt, überprüfen Sie Edelstahlgrad/Klasse und die Montagemethode gemeinsam.
Warum ist es wichtig, Schraubenschlüsselgröße nicht mit Bolzendurchmesser zu verwechseln?
WAF (Schlüsselweite) und Gewindedurchmesser sind unterschiedliche Maße.
WAF steuert die Werkzeugpassung. Der Durchmesser steuert Kompatibilität und Festigkeit. Ihre Verwechslung führt dazu, dass die “falsche Bolzengröße” bestellt wird, selbst wenn der Kopf richtig aussieht.
Was sollte jemand tun, bevor er Sechskantschrauben bestellt?
Länge, Durchmesser und Steigung prüfen – dann Norm, Festigkeitsklasse und Beschichtung bestätigen.
Wenn Sie unsicher über Passungsart oder Gewindetoleranzen sind, beginnen Sie mit den technischen Leitfäden und Messreferenzen hier: Technische Leitfäden. Für kritische Baugruppen erfordern Sie Prüfprotokolle und Rückverfolgbarkeitsdokumentation in der Bestellung.