







")
Sie müssen Edelstahlflansche wählen, die den Auslegungsbedingungen Ihres Rohrleitungssystems entsprechen – nicht nur den normalen Betriebsbedingungen. In der Praxis zeigen sich Fehler bei der Flanschauswahl meist als eines von drei Dingen: Sickerstellen nach dem ersten Aufheiz-/Abkühlzyklus, ein fehlgeschlagener Drucktest oder wiederkehrende Leckagen nach Wartungsmontage.
Die richtige Flanschauswahl beeinflusst mehr als Sicherheit und Leistung:
- Sie bestimmt den Montageaufwand (Passung, Schweiß-/ZfP-Zeit, Verschraubungszeit) und das Risiko von Nacharbeit.
- Sie reduziert korrosionsbedingte Wartung, wenn Legierung und Dichtfläche/Dichtung dem tatsächlichen Medium entsprechen.
- Sie hilft, Stillstandszeiten durch Dichtungsausblasen, Schraubenentspannung oder Spaltkorrosion an der Verbindung zu vermeiden.
Ihre Wahl legt den Grundstein für einen sicheren und effizienten Betrieb.
Projektanforderungen für die Flanschauswahl definieren
Bevor Sie Edelstahlflansche auswählen, erfassen Sie die technischen Anforderungen des Projekts so, dass ein Installateur und ein Prüfer sie verifizieren können. Erfassen Sie mindestens: Auslegungsdruck, Auslegungstemperatur, Medienchemie (einschließlich Verunreinigungen), anwendbare Norm (ASME/EN/DIN), Flanschdichtflächentyp, Dichtungstyp und Anforderungen an die Befestigungselemente.
Projektdruck und -temperatur
Direkte Antwort:
Sie müssen die maximalen Auslegungsdruck und maximale Auslegungstemperatur Ihres Systems kennen, einschließlich glaubwürdiger Störungen (thermische Ausreißer, Druckspitzen, Anfahrtransienten).
Der Druckklasse ist keine einzelne “psi-Bewertung”. Gemäß ASME B16.5 hängt der zulässige Druck ab von Temperatur und die Werkstoffgruppe. ab. Mit steigender Temperatur sinkt der zulässige Druck, und der Abfall ist nicht linear. Wenn Ihre Auslegungsgrundlage auf ASME-Prozessrohrleitungsregeln verweist, bestätigen Sie, wie Ihr Projekt die Auslegungsbedingungen definiert (üblicherweise abgestimmt mit ASME B31.3).
Beispiel (nur zur schnellen Referenz): Die Materialgruppenbewertungen von A182 F316 zeigen einen klaren Abwertungstrend mit der Temperatur. Überprüfen Sie stets anhand der aktuellen Ausgabe Ihres erworbenen Standards; diese Tabelle ist eine praktische Momentaufnahme basierend auf einer häufig verwendeten Schnellreferenztabelle, die aus den Materialgruppentabellen von ASME B16.5 abgeleitet ist.
| Temperatur (°F) | Beispiel für Druckbewertung (psig) |
|---|---|
| 100 | 230 |
| 200 | 195 |
| 300 | 175 |
| 400 | 160 |
| 500 | 150 |
Tipp:
Flansche werden nach “Klassen” gemäß ASME B16.5 klassifiziert (z.B. 150, 300, 600). Die Klassenauswahl muss überprüft werden bei Auslegungstemperatur. Wenn Sie die Bewertung nur bei Umgebungstemperatur prüfen, können Sie die Verbindung unter Betriebsbedingungen unbeabsichtigt unterbewerten.
")
Schnellschritte für Druck und Temperatur:
- Dokumentieren Sie den Auslegungsdruck und die Auslegungstemperatur (einschließlich glaubwürdiger Druckspitzen und thermischer Schwankungen).
- Bestätigen Sie den maßgeblichen Flanschstandard (ASME B16.5 / ASME B16.47 / EN/DIN) und die Materialgruppe.
- Überprüfen Sie den zulässigen Druck bei Auslegungstemperatur und wählen Sie dann eine Klasse mit angemessener Marge gemäß den Regeln Ihres Projekts.
Feldbeispiel (Leckage nach Aufheizen):
Eine dampfbeheizte Chemieleitung bestand einen Hydrotest bei Raumtemperatur, entwickelte dann nach der ersten Aufheizphase Leckagen. Die Hauptursache war, dass die Klassenauswahl bei Umgebungstemperatur statt bei Auslegungstemperatur überprüft wurde und die Schraubenbelastung nach thermischer Zyklisierung nachließ. Die Lösung bestand im Upgrade der Klasse und der Wiederzusammenbau gemäß einem kontrollierten Schraubanziehverfahren (musterbasiertes Anziehen, überprüfte Schmierung und Nachziehen, wo zulässig) unter Verwendung von Richtlinien, die mit ASME PCC-1 abgestimmt sind.
Medium und Korrosivität

Direkte Antwort:
Sie müssen die Flanschlegierung und die Dichtungsdetails (Dichtfläche + Dichtung + Schraubverbindung) auf das tatsächliche Medium abstimmen, einschließlich Verunreinigungen wie Chloride, Sulfide, Reinigungschemikalien und Sauerstoffgehalt.
Die Art des Mediums in Ihrer Rohrleitung bestimmt das Korrosionsrisiko an der Flanschverbindung. Ausfälle bei Edelstahlflanschen sind oft lokal (Lochkorrosion/Spaltkorrosion im Dichtungskontaktbereich oder unter Ablagerungen) und nicht gleichmäßiger Wanddickenverlust. Chloridhaltige Medien sind besonders kritisch: Austenitische Güten können in stagnierenden Zonen Loch- oder Spaltkorrosion aufweisen, während Duplex-Güten bei richtiger Spezifikation und Fertigung in vielen Chloridanwendungen verbesserte Beständigkeit bieten können.
Technische Nachweise, die Sie bei der Auswahl nutzen können: die Lochfraßbeständigkeitsäquivalenzzahl (PREN) wird häufig als Screening-Indikator herangezogen (höhere Werte verbessern im Allgemeinen die Lochfraßbeständigkeit). Eine weit verbreitete PREN-Beziehung wird in technischen Richtlinien des Nickel Institute bereitgestellt: PREN-Richtlinien (Nickel Institute).
| Klasse | Zusammensetzung | Vorteile |
|---|---|---|
| 316 / 316L | ~16-18% Chrom, ~10-14% Nickel, ~2-3% Molybdän | Allgemeine Korrosionsbeständigkeit mit verbesserter Loch-/Spaltkorrosionsbeständigkeit gegenüber 304 durch Mo; häufig für chemische und marine-nahe Anwendungen spezifiziert (Risiko hängt weiterhin von Chloridgehalt, Temperatur und Stagnation ab). |
| 2205 (Duplex) | ~22% Chrom, ~5-6% Nickel, ~3% Molybdän | Oft für verbesserte Beständigkeit gegen Loch-/Spaltkorrosion und Spannungsrisskorrosion in vielen Chloridumgebungen verwendet; höhere Festigkeit kann in einigen Konstruktionen die Flanschdicke reduzieren (Standardabmessungen und Beschaffungsanforderungen prüfen). |
| 2507 (Superduplex) | ~25% Chrom, ~6-8% Nickel, ~3,5-4,5% Molybdän, Stickstoff | Für aggressive Chlorid-/Säurebedingungen ausgewählt, bei denen höhere Lochkorrosionsbeständigkeit erforderlich ist; für Fertigungskontrollen und Dokumentation sorgfältig spezifizieren. |
- “Nichtrostend” nicht als einheitliches Material behandeln. Den genauen Werkstoff (und “L”-Qualität bei Schweißversprödungsrisiko) spezifizieren.
- Für chloridhaltige Anwendungen stagnierende Spalten vermeiden: Toträume, Dichtungsüberstände und Niedrigströmungszonen an Blindflanschen können lokalen Angriff beschleunigen.
- Prüfverfahren, die tatsächlich frühe Flanschverbindungsprobleme erkennen, umfassen Sichtprüfungen am Dichtungs-Außendurchmesser/Innendurchmesser, Eindringprüfung für Oberflächenrisse auf bearbeiteten Flächen und Ultraschall-Dickenmessungen um anfällige Spaltstellen (Prüfprogrammanforderungen variieren je nach Branche und Norm).
Hinweis:
Die Auswahl des richtigen Materials geht nicht nur um “Beständigkeit”. Es geht auch um die Fehlerart, die Sie tolerieren können (langsames Sickerleck vs. plötzlicher Ausbruch), wie einfach Sie die Verbindung inspizieren können und ob Reinigung/Chemikalienexposition das Korrosionsbild verändert.
Feldbeispiel (Spaltkorrosion an der Dichtungsband):
Ein 316-Flanschpaar in einer warmen, chloridhaltigen Versorgungsleitung entwickelte innerhalb eines Wartungszyklus Lochfraßlecks am Dichtungskontaktband. Die Hauptursache war eine Kombination aus Stagnation bei geringem Durchfluss, Ablagerungen, die am Dichtungsrand eingeschlossen wurden, und einem Dichtungstyp, der einen engen Spalt erzeugte. Der Präventionsplan war (1) Totstrecken wo möglich eliminieren, (2) auf eine Verbindungskonfiguration und einen Dichtungstyp umstellen, die besser für den Betrieb geeignet sind, und (3) Duplex-Material in Betracht ziehen, wo Chlorid + Temperatur lokalisierte Korrosion zu einem wiederkehrenden Risiko machten.
Flanschdichtflächen-Typen
Direkte Antwort:
Sie müssen eine Flanschdichtfläche wählen, die zu Ihrem Dichtungstyp und der Betriebsschwere (Druck, Temperatur, Zyklen und Leckagetoleranz) passt.
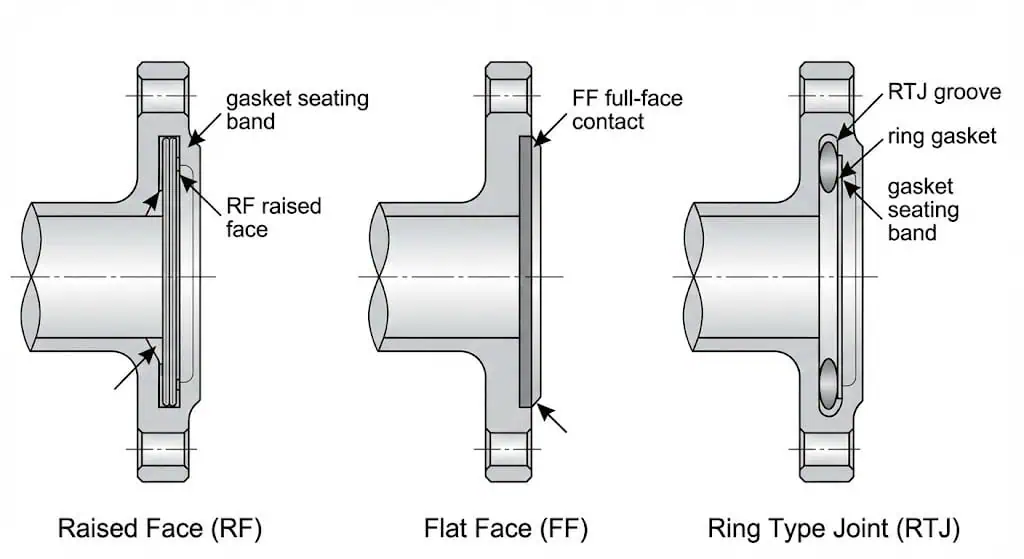
Flanschdichtflächen-Typen beeinflussen direkt das Dichtverhalten und die Wartungswiederholbarkeit. Die drei gängigen Dichtflächen-Typen sind erhabene Dichtfläche (RF), flache Dichtfläche (FF) und Ringverbindungsdichtfläche (RTJ). In der Praxis ist die “beste” Dichtfläche diejenige, die eine stabile Dichtungsspannung liefert, ohne die Dichtung oder die Dichtflächenoberfläche zu beschädigen, und die Sie im Feld konsistent montieren können.
| Flanschtyp | Dichtleistungsmerkmale |
|---|---|
| Erhabene Dichtfläche (RF) | Häufig in Prozessrohrleitungen; konzentriert die Dichtungsspannung auf den erhabenen Bereich. Funktioniert gut mit vielen Dichtungsarten bei korrekter Montage. |
| Flache Dichtfläche (FF) | Vollflächenkontakt; häufig verwendet bei der Verbindung mit Flanschen/Materialien, die von einer vollflächigen Dichtungsunterstützung profitieren (Kompatibilität prüfen – das Mischen von FF und RF kann zu ungleichmäßiger Dichtungskompression führen, wenn nicht korrekt gehandhabt). |
| Ring Type Joint (RTJ) | Metallringdichtung in einer gefrästen Nut; für anspruchsvollere Anwendungen, wenn ein kontrolliertes Metall-auf-Metall-Dichtungssystem erforderlich ist. Erfordert korrekte Nut-/Ring-Passung und sorgfältige Handhabung, um Beschädigungen zu vermeiden. |
- Erhabene Flanschflächen eignen sich für viele Rohrleitungssysteme und können zuverlässig abdichten, wenn Dichtungsauswahl und Schraubenanziehen kontrolliert werden.
- Flache Flanschflächen können bei weniger anspruchsvollen Anwendungen oder spezifischen Geräteschnittstellen geeignet sein – die Verbindungsbedingungen und Dichtungsart bestätigen.
- RTJ-Verbindungen sind unnachgiebig: Ring und Nut müssen passen, Flächen müssen vor Dellen geschützt werden, und die Montagekontrolle ist wichtig.
Tipp:
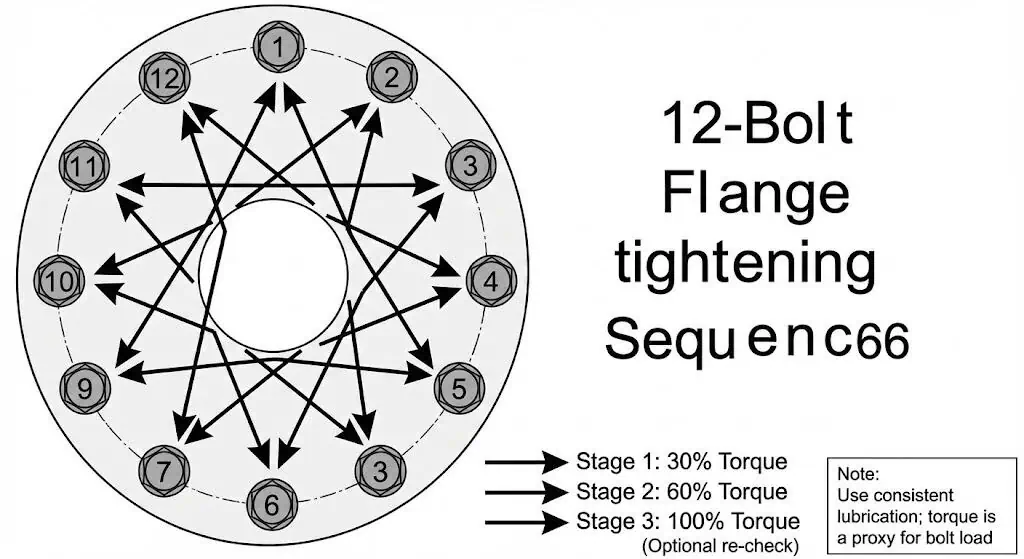
Für wiederholbare Abdichtung die Montage als Teil der “Auswahl” behandeln. Ein kontrollierter Schraubenanziehansatz, abgestimmt mit ASME PCC-1 reduziert Leckagewiederholungen durch Kontrolle der Dichtungssitzung und Streuung der Schraubenlast.
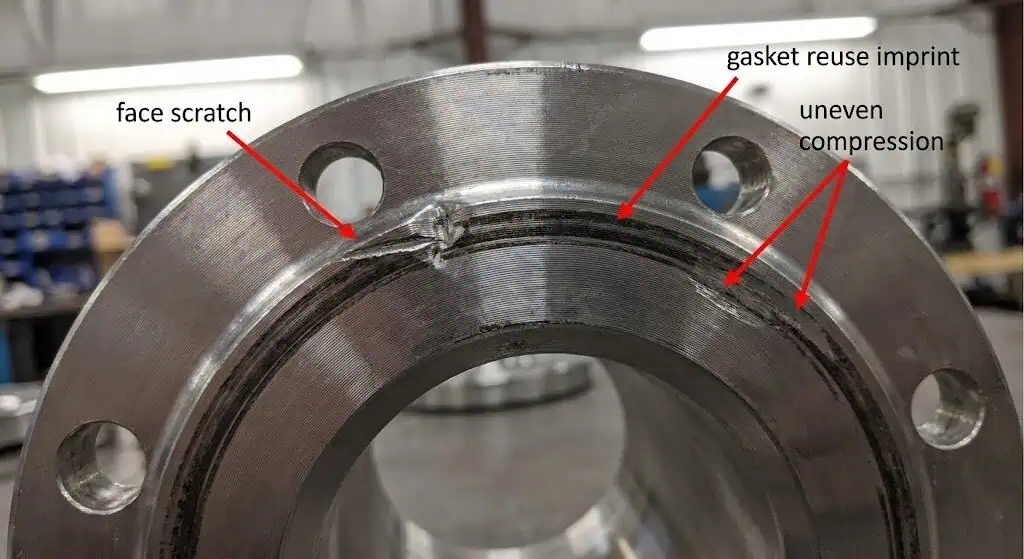
Praxisfall (wiederkehrendes Sickerlecken nach Wartung):
Ein häufiges Muster ist “es dichtete vor der Wartung, dann dichtet es nie wieder”. Die Ursache ist meist Flanschflächenbeschädigung (Kratzer/Dellen), ungleichmäßige Schraubenschmierung oder Wiederverwendung einer Dichtung außerhalb ihres vorgesehenen Einsatzes. Die Korrekturmaßnahmen sind einfach, aber streng: Flächen schützen, Dichtungen ersetzen, Schraubenmaterial/Zustand prüfen, Schmierung standardisieren und in einem kontrollierten Muster mit dokumentierten Schritten anziehen.
Zusammenfassungstabelle: Auswahlfaktoren für Flansche
| Faktor | Was zu prüfen ist | Warum es wichtig ist |
|---|---|---|
| Druck & Temperatur | Auslegungsdruck & Auslegungstemperatur (einschließlich transienter Zustände) | Verhindert Unterbewertung und Leckagen durch thermische Zyklen |
| Medium & Korrosivität | Mediumchemie + Verunreinigungen + Stagnationsrisiko | Verhindert lokale Korrosion an Dichtungs-/Spaltzonen |
| Flanschtyp | Dichtungstyp + Leckagetoleranz + Montagekontrolle | Verbessert die Dichtungs-Wiederholgenauigkeit und reduziert Stillstandszeiten |
Durch sorgfältige Prüfung dieser Faktoren stellen Sie sicher, dass Ihre Flanschauswahl dem Druck, Medium und Dichtungsbedarf Ihres Projekts entspricht. Dieser Schritt bildet die Grundlage für die richtige Auswahl des Flanschtyps, der Größe und der Dokumentation.
Wählen Sie Edelstahl-Flanschtypen
Schweißhalsflansch vs. Aufschiebflansch
Direkte Antwort:
Schweißhalsflansche werden typischerweise für höhere mechanische Anforderungen (Biegung, Vibration, Zyklen) gewählt, während Aufschiebflansche für weniger anspruchsvolle, einfacher zu montierende Versorgungsdienste akzeptabel sein können, wenn dies durch Projektvorschriften erlaubt ist.
Sie müssen den Unterschied in Lastpfad und Prüfbarkeit verstehen, bevor Sie Edelstahlflansche auswählen für Ihr Projekt. Eine Schweißhalsflansch verwendet einen konischen Bund und eine Stumpfschweißverbindung, die Spannungen allmählicher in das Rohr überträgt, und ermöglicht eine höhere Integritätsprüfung (Stumpfschweiß zerstörungsfreie Prüfung, wo erforderlich). Eine Aufschiebflansch verwendet typischerweise Kehlnahtschweißungen und ist einfacher auszurichten und zu montieren, ist jedoch im Allgemeinen weniger tolerant bei hochzyklischer Vibration oder biegeempfindlichen Stellen (Pumpenauslass, Kompressorleitungen, fehlausgerichtete Auflager).
| Flanschtyp | Mechanisches Verhalten (relativ) | Prüfung / QA-Praktikabilität | Beste Anwendungsfälle |
|---|---|---|---|
| Schweißerhals | Besser für Biegemomente, thermische Zyklen und vibrationsempfindliche Verbindungen aufgrund des konischen Bundes + Stumpfschweiß-Lastpfads. | Stumpfschweiß kann gemäß Projektanforderungen für zerstörungsfreie Prüfung untersucht werden; im Allgemeinen für höherkritische Leitungen bevorzugt. | Prozess, höhere Schwere und/oder zyklischer Betrieb, bei dem Leckagerisiko kostspielig ist. |
| Slip-On | Akzeptabel für geringere mechanische Anforderungen; empfindlicher gegenüber Ausrichtung und Kehlnahtqualität bei steigenden Lasten. | Einpassung ist einfacher, aber Schweißqualitätskontrolle und Maßprüfungen bleiben wesentlich. | Versorgungs-/geringkritischer Betrieb, wo durch Spezifikation erlaubt und Spannungsanforderung niedrig ist. |
Tipp:
Wenn Ihr System Vibration, häufige thermische Zyklen oder hohe Biegelasten aufweist, bietet eine Schweißhalsflansch in der Regel eine zuverlässigere Verbindung, da sie Spannungen und Montagevariabilität besser handhabt. Behandeln Sie Flanschtyp als einen mechanische Integrität Wahl, keine “Druckzahl”-Wahl.
Praxisfall (vibrationsbedingtes Leck):
Eine Slip-On-Flansch an einer Pumpenauslass entwickelte trotz wiederholter Dichtungswechsel wiederkehrendes Sickerleck. Die Ursache war zyklische Vibration plus leichte Fehlausrichtung, die die Streuung der Bolzenlast und die Dichtungsspannungsvariation verstärkte. Die dauerhafte Lösung war die Nacharbeit zu einer Schweißhalsflansch, Überprüfung der Abstützung/Ausrichtung und Montage unter Verwendung eines kontrollierten Anziehverfahrens.
Blindflansche, Socket-Weld-Flansche und Gewindeflansche
Direkte Antwort:
Blindflansche isolieren Rohrenden, Socket-Weld-Flansche sind in kleinen Rohrleitungen üblich, wo Kompaktheit wichtig ist, und Gewindeflansche ermöglichen die Montage ohne Schweißen – aber Gewindeverbindungen sind typischerweise auf Bedingungen mit geringer Schwere beschränkt, wo Leckagerisiko akzeptabel ist.
Sie werden mehrere andere Flanschtypen antreffen, wenn Sie Edelstahlflansche wählen. Blindflansche verschließen das Ende einer Rohrleitung oder eines Behälters und werden zur Isolierung, Prüfung und Wartungszugang verwendet. Socket-Weld-Flansche werden an kleinen Rohrleitungen eingesetzt, wo eine kompakte Verbindung gewünscht ist; achten Sie auf Spaltkorrosionsrisiko und Reinigungsanforderungen, weil die Socket-Geometrie Rückstände einfangen kann. Gewindeflansche werden auf das Rohr geschraubt und können nützlich sein, wo Schweißen eingeschränkt ist, aber Gewindefressen und Dichtungsintegrität werden bei Edelstahlbaugruppen zu echten Bedenken, besonders bei Vibration oder Temperaturwechseln.
| Flanschtyp | Anwendungen |
|---|---|
| Blindflansche | Isolationspunkte für Inspektion, Druckprüfung oder zukünftige Anschlüsse; geben Sie Korrosionszuschlag an und berücksichtigen Sie stagnierendes “Totvolumen”-Risiko hinter Blindflanschen. |
| Muffenschweißflansche (SW) | Kleine Rohrleitungen, wo Kompaktheit wichtig ist; überprüfen Sie Reinigungsanforderungen und ob Spaltfalle für Ihr Medium akzeptabel ist. |
| Gewindeflansche | Nicht-Schweiß-Situationen in Anwendungen mit geringer Beanspruchung; vermeiden Sie diese bei Vibration, zyklischer Belastung oder hoher Leckagefolge. |
Hinweis:
Wenn Sie Edelstahlflansche wählen, passen Sie den Flanschtyp an die mechanische Anforderung, Prüfbarkeit und Wartungsrealität an – nicht nur an die einfache Installation.
Anwendungsgerechtigkeit und Kostenüberlegungen
Direkte Antwort:
Balancieren Sie die Anschaffungskosten mit den Kosten des Leckagerisikos: Installationszeit, Prüfanforderungen und wie oft die Verbindung geöffnet und wieder zusammengebaut wird.
Die Flanschauswahl beeinflusst die Gesamtbetriebskosten. Ein “günstigerer” Flanschtyp kann teuer werden, wenn er Nacharbeit, Dichtungsverbrauch oder ungeplante Stillstandszeiten erhöht. Edelstahl kostet in der Regel mehr als Kohlenstoffstahl, kann aber die Lebenszykluskosten in korrosiven Anwendungen senken – wenn Sie die richtige Güteklasse spezifizieren und Spaltkorrosion sowie Montagevariablen kontrollieren.
- Kostentreiber, die Sie quantifizieren können: Schweißstunden, zerstörungsfreie Prüfpunkte, Montagezeit für Befestigungselemente, Dichtungswechselintervalle und leckagebedingte Stillstandszeiten.
- Für Hochrisikoverbindungen ist “wiederholbare Montage” oft die beste Kostenreduzierungsstrategie – verwenden Sie kontrollierte Verfahren und Dokumentation, die mit ASME PCC-1 abgestimmt sind.
- Wenn Sie von Sunhy oder einem Lieferanten beziehen, reduzieren Sie das Beschaffungsrisiko durch Standardisierung Ihrer Bestelldaten (NPS, Klasse/PN, Flanschfläche, Bohrung/Wandstärke, Güteklasse, Wärmebehandlung, Befestigungselemente, Dichtung und erforderliche Zertifikate).
Hinweis:
Die meisten “rätselhaften Leckagen” sind nicht rätselhaft: Sie entstehen aus einer Diskrepanz zwischen Anwendungsbeanspruchung und Verbindungsdesign/Montagekontrolle. Budgetieren Sie für die Verbindung, die Sie konsistent montieren können.
Zusammenfassungstabelle: Gängige Edelstahl-Flanschtypen
| Flanschtyp | Hauptmerkmale | Empfohlene Verwendung |
|---|---|---|
| Schweißerhals | Bester Kraftpfad für Biegung/Vibration/Zyklus; Stumpfschweißung ermöglicht höhere Integritätsprüfung. | Höher beanspruchte Prozessleitungen und zyklischer Betrieb. |
| Slip-On | Einfache Ausrichtung und Montage; Leistung hängt stark von Passung und Schweißqualität ab. | Geringer mechanisch beanspruchter Betrieb, wo zulässig. |
| Blind | Vollständige Isolierung; erzeugt in vielen Anordnungen eine stagnierende Zone hinter dem Blindflansch. | Isolierung für Prüfung/Test; Totraumkorrosionsrisiko bewerten. |
| Muffenschweiß | Kompakte Verbindung für kleine Nennweiten; Sockelgeometrie kann Medien/Rückstände einschließen. | Systeme mit kleinen Nennweiten, wo Spalteinschluss akzeptabel ist. |
| Mit Gewinde | Kein Schweißen; die Dichtungsintegrität des Gewindes ist der begrenzende Faktor. | Anwendungen mit geringer Schwere und geringer Vibration, wo zulässig. |
Durch das Verständnis von Flanschtypen und ihrem Verhalten in realen Installationen können Sie das Leckrisiko reduzieren und Auswahlentscheidungen treffen, die nach Inbetriebnahme und Wartungszyklen standhalten.
Edelstahlgüten und Materialkompatibilität
304 vs 316 vs Duplex-Flansche
Direkte Antwort:
316 (mit Molybdän) und Duplex-Güten bieten typischerweise eine bessere Beständigkeit gegen lokale Korrosion als 304, insbesondere bei Anwesenheit von Chloriden und erhöhter Temperatur.
Wenn Sie Edelstahlflansche wählen, vergleichen Sie die Güten basierend auf dem tatsächlichen Korrosionsmechanismus , den Sie managen: Loch-/Spaltkorrosion, Spannungsrisskorrosion oder allgemeiner Angriff. 304 kann für saubere, chloridarme Umgebungen geeignet sein, ist aber oft eine schlechte Wahl für marine Spritzzonen oder chloridhaltige Prozessmedien. 316/316L verbessert die Lochkorrosionsbeständigkeit durch Mo. Duplex-Legierungen (wie 2205) werden oft gewählt, um die Beständigkeit gegen chloridbezogene lokale Korrosion zu verbessern und das SCC-Risiko in vielen Anwendungen zu reduzieren, aber Fertigungskontrollen und Beschaffungsdokumentation werden wichtiger.
| Edelstahlgüte | Korrosionsbeständigkeit unter marinen/chloridhaltigen Bedingungen (Faustregel) |
|---|---|
| 304 | Höheres Risiko für Lochkorrosion/Teefleckenbildung; im Allgemeinen zu vermeiden, wenn Chloride und Feuchtigkeit dauerhaft vorhanden sind. |
| 316/L | Verbessert gegenüber 304 durch Mo; kann dennoch bei warmen oder hochchloridhaltigen Bedingungen Loch- oder Spaltkorrosion aufweisen. |
| Duplex 2205 | Wird oft für verbesserte Loch-/Spaltkorrosionsbeständigkeit und geringere Spannungsrisskorrosionsanfälligkeit in vielen chloridhaltigen Anwendungen ausgewählt (Eignung für Ihre Chemie und Temperatur prüfen). |
Wenn Ihre Flanschauswahl korrosive Medien betrifft, dokumentieren Sie die Grundlage für die Güteklassenwahl und halten Sie sie nachvollziehbar. Wo die Entscheidung von der lokalen Korrosionsbeständigkeit abhängt, beziehen Sie sich auf PREN-Richtlinien wie die Nickel Institute PREN-Richtlinien, anstatt sich auf Marketingaussagen zu verlassen.
Bedeutung der “L”-Werkstoffe für das Schweißen
Direkte Antwort:
“L”-Werkstoffe (z. B. 316L) verringern das Sensibilisierungsrisiko beim Schweißen und werden üblicherweise verwendet, wenn Sie die Zeit im Sensibilisierungstemperaturbereich nicht kontrollieren können oder keine nachträgliche Lösungsglühung anwenden können.
Die Auswahl des richtigen Flansches für geschweißte Rohrleitungssysteme bedeutet, dass Sie den Kohlenstoffgehalt und die Exposition gegenüber Sensibilisierungstemperaturen berücksichtigen müssen. Richtlinien weisen häufig darauf hin, dass Sensibilisierung im ungefähren Bereich von 450–850°C auftreten kann, abhängig von Güteklasse und thermischer Vorgeschichte; die Verwendung von kohlenstoffarmen (“L”) Güteklassen ist eine Standardpräventionsmaßnahme in vielen geschweißten Konstruktionen. Siehe beispielsweise schweißbezogene Richtlinien wie Nickel Institute Schweißrichtlinien und Edelstahl-Industriereferenzen wie Sensibilisierungsvermeidungsnotizen.
- Kohlenstoffarm reduziert die Anfälligkeit für interkristalline Korrosion nach dem Schweißen in sensibilisierungsanfälligen thermischen Zyklen.
- “L”-Güteklassen sind eine praktische Wahl, wenn eine Wärmebehandlung nach dem Schweißen im Werkmaßstab nicht durchführbar ist.
- Für kritische Verbindungen kombinieren Sie “L”-Güteklassen mit kontrollierter Wärmezufuhr und ordnungsgemäßen Anforderungen an die Reinigung/Passivierung nach dem Schweißen in Ihrer Projektspezifikation.
Wenn ein Lieferant doppelt zertifizierten 316/316L anbietet, behandeln Sie dies als Dokumentationsfrage: Fordern Sie ein MTR an, das zeigt, dass die Schmelzenchemie die “L”-Kohlenstoffgrenze erfüllt, und bestätigen Sie, dass die mechanischen Eigenschaften Ihren Anforderungen entsprechen.
ASTM- und ASME-Normen
Direkte Antwort:
Sie müssen überprüfen, dass der Flansch Material und Flansch Abmessungen/Druckstufen sind gemäß den korrekten Normen für Ihr Projekt und Ihre Region spezifiziert.
Wenn Sie Edelstahlflansche wählen, stammen Abmessungen und Druckstufensystem aus der Flanschnorm, während Materialanforderungen aus der Materialspezifikation kommen. Für geschmiedete Edelstahlflansche ist eine weit verbreitete Materialspezifikation ASTM A182/A182M. Für ASME-Abmessungsnormen deckt ASME B16.5 gängige Größen ab (NPS 1/2 bis 24) und ASME B16.47 deckt Großdurchmesserflansche (NPS 26 bis 60) ab. Wenn Ihr Projekt auf EN/DIN basiert, sollten Beschaffung und Installation mit der verwendeten EN-Flanschnorm übereinstimmen (zum Beispiel listet DIN den Geltungsbereich und die Anforderungen von EN 1092-1 hier auf: DIN EN 1092-1 Übersicht).
| Standard | Beschreibung |
|---|---|
| ASME B16.5 | Abmessungen, Toleranzen, Druck-Temperatur-Stufen, Kennzeichnung und Materialreferenzierung für Flansche (üblicherweise NPS 1/2 bis 24). |
| ASME B16.47 | Großdurchmesser-Stahlflansche (NPS 26 bis 60), einschließlich Druckstufen, Abmessungen und Kennzeichnungs-/Prüfanforderungen. |
Die Auswahl des richtigen Flanschs vermeidet Fehlanpassungen und gewährleistet einen sicheren Betrieb in Ihrer Rohrleitung.
Flanschabmessungen und Normen
Abmessungen und Rohrleitungsdicke
Direkte Antwort:
Sie müssen den Flansch NPS/DN, Bohrungund Dichtfläche auf das Rohr und die Verbindungskonstruktion abstimmen – und dann prüfen, was das Projekt für die Abstimmung der Rohrleitungsdicke und Schweißdetails erfordert.
Die Flanschabmessung hängt vom Außendurchmesser des Rohrs und der Bohrungskonfiguration des Flanschs ab. Bei Schweißhalsflanschen müssen Bohrung und Schweißende zum Außendurchmesser und der Wanddicke des in Ihrer Leitung verwendeten Rohrs passen. Bei Lap-Joint-Konfigurationen bestimmt das Stub-End die Bohrung und die Passung zur Rohrleitungsdicke. Selbst wenn Slip-On-Flansche mehr Spielraum ermöglichen, bestimmen Passgenauigkeit und Schweißqualität weiterhin die Zuverlässigkeit. Wenn Ihr Projekt auf ASME-Abmessungsnormen verweist, beginnen Sie mit den Anforderungen von B16.5/B16.47 und wenden Sie dann die Einschränkungen der Rohrleitungsspezifikation Ihres Projekts an.
| Rohr-Nennweite | Wandstärke | Auswirkung der Auswahl |
|---|---|---|
| 40 | Standard | Gängige Rohrleitungsdicke für Versorgungs-/Prozessanwendungen; bestätigen Sie die Übereinstimmung von Bohrung und Schweißende für Stumpfschweißverbindungen. |
| 80 | Dicker | Höhere Wanddicke; beeinflusst die Schweißvorbereitung, Bohrungspassung und kann Verfügbarkeit/Lieferzeit ändern. |
- Überprüfen Sie, ob die Bohrung des Flansches und die Details der Schweißenden mit dem Außendurchmesser des Rohres und der vorgesehenen Verbindungskonstruktion übereinstimmen.
- Bestätigen Sie die Sitzbreite der Dichtung und die Kompatibilität der Dichtfläche bei der gewählten NPS/Klasse.
- Bei thermischer Ausdehnung, Vibration oder zyklischer Belastung stimmen Sie die Flanschauswahl mit der Spannungs-/Stützauslegung ab.
Schraubenbilder und Normenkompatibilität
Direkte Antwort:
Sie müssen die Verbindung in einem Normensystem (ASME-Klasse oder EN PN) halten, es sei denn, Sie verwenden eine konstruierte Übergangslösung.
Flansche folgen verschiedenen Normen, wie ASME-Klassen-basierten Systemen und EN/DIN PN-basierten Systemen. Diese Normen verwenden unterschiedliche Lochkreisdurchmesser, Lochanzahlen, Dicken und Dichtflächenkonventionen. Wenn Sie Normen mischen, können die Schraubenlöcher nicht ausgerichtet sein oder die Dichtungssitzung unzuverlässig werden. Verwenden Sie ein Normensystem durchgängig oder eine ordnungsgemäß konstruierte Übergangsspule, die für die Nichtübereinstimmung ausgelegt ist.
| Standard | Maßsystem | Schraubenlochbild | Hauptrisiko bei Mischung |
|---|---|---|---|
| ASME (Klasse) | Zoll | Definiert durch Größe/Klasse gemäß ASME-Flanschnorm | Fehlausrichtung + unvorhersehbarer Dichtungssitzdruck |
| EN/DIN (PN) | Metrisch | Definiert durch DN/PN gemäß EN-Flanschnorm | Unterschiedliche Lochkreise/Dicken/Flanschflächenkonventionen |
Tipp:
Standardinkompatibilität ist einer der schnellsten Wege, um “es passt fast”-Nacharbeiten vor Ort zu verursachen. Bestätigen Sie das Standardsystem in der P&ID/Spezifikationsphase und fixieren Sie es in der Stückliste.
Beispiel aus der Praxis (Lochkreisabweichung):
Ein Wartungsteam versuchte, einen EN-PN-Flansch mit einem ASME-Class-Flansch unter Verwendung von “fast passenden” Bolzen zu verbinden. Die Verbindung wurde mit erzwungener Ausrichtung montiert, leckte dann jedoch, weil die Dichtungskompression ungleichmäßig und die Bolzenlastverteilung schlecht war. Die Lösung bestand darin, den Flansch durch den korrekten Standard zu ersetzen und die erzwungene Montage zu verschrotten.
Druckstufen
Direkte Antwort:
Wählen Sie die niedrigste Klasse/PN, die erfüllt Auslegungsdruck bei Auslegungstemperatur mit dem für Ihr Projekt erforderlichen Sicherheitsabstand und dokumentieren Sie die Grundlage.
Druckbewertungen hängen von der Norm und der Materialgruppe ab. Überdimensionierung der Klasse/PN erhöht die Kosten und kann die Schraubenbelastungen und Montageempfindlichkeit erhöhen, aber Unterdimensionierung führt zu Leckagen und Nacharbeit. In ASME-Systemen verwenden Sie ASME B16.5 / ASME B16.47 Druckstufentabellen; in EN/DIN-Systemen bestätigen Sie die PN-Druck-Temperatur-Regeln für die gewählte Flanschwerkstoffgruppe.
| Standard | Größenbereich (Nennweite) | Druckstufensystem |
|---|---|---|
| ASME B16.5 | NPS 1/2 bis 24 | Klasse 150 bis 2500 (temperaturabhängig) |
| ASME B16.47 | NPS 26 bis 60 | Klasse 75 bis 900 (temperaturabhängig) |
Häufige Fehler zu vermeiden:
- Prüfdruckbewertung bei Umgebungstemperatur statt Auslegungstemperatur.
- Druckstöße ignorieren (Anfahrtransienten, thermische Ausdehnung, Wasserschlag).
- Flanschnormen oder Dichtflächensysteme ohne ausgelegten Übergang mischen.
- Annehmen, dass Anziehdrehmoment gleich Schraubenlast ist (Schmierung und K-Faktor-Streuung können erheblich sein).
- Dichtungen wiederverwenden oder ohne kontrolliertes Anziehverfahren (Muster + stufenweises Anziehen) montieren.
Hinweis:
Sorgfältige Flanschdimensionierung und Druckstufenauswahl verbessert die mechanische Integrität und reduziert Wartungsaufwand über die Lebensdauer des Rohrleitungssystems.
Lieferantenqualität und Auswahl von Sunhy-Flanschen
Qualitätszertifizierungen und Prüfungen
Direkte Antwort:
Lieferantenkapazität mit validierbaren Zertifikaten, überprüfbarer Materialrückverfolgbarkeit und Inspektions-/Prüfverfahren gemäß Projektspezifikation verifizieren.
Zertifizierungen sind nur relevant, wenn sie verifizierbar sind. Nach Zertifikatsnummern und Umfang fragen und bestätigen, dass sie für den Herstellungsstandort Ihrer Flansche gelten. Für Managementsysteme sind gängige Referenzen ISO-Normen für Qualität, Umwelt und Arbeitsschutz:
| Zertifizierung / Anforderung | Beschreibung |
|---|---|
| ISO 9001 | Qualitätsmanagementsystem-Rahmen (Geltungsbereich + Standortabdeckung prüfen). |
| ISO 14001 | Umweltmanagementsystem-Rahmen (Geltungsbereich + Standortabdeckung prüfen). |
| ISO 45001 | Arbeitsschutzmanagementsystem-Rahmen (ersetzt OHSAS 18001 in vielen Programmen). |
| PED 2014/68/EU (EU-Projekte) | Regulatorischer Konformitätsrahmen für Druckgeräte, die auf dem EU-Markt in Verkehr gebracht werden (bei Relevanz anwenden). |
Auf technischer Seite Material und Wärmebehandlung an eine anerkannte Spezifikation wie ASTM A182/A182M bei der Verwendung von geschmiedeten Edelstahlflanschen anpassen. Für Edelstahlgüten ist Wärmebehandlung nicht optional – den erforderlichen Zustand (lösungsgeglüht, abgeschreckt usw.) bestätigen und sicherstellen, dass er im MTR und in den Prüfunterlagen dokumentiert ist.
Flanschkennzeichnungen und Dokumentation
Direkte Antwort:
Dokumentation anfordern, die jeden Flansch mit einer Chargennummer, Materialchemie/-mechanik und den genauen Standardanforderungen für Abmessungen und Druckstufen verknüpft.
Eine ordnungsgemäße Dokumentation beweist Qualität und Rückverfolgbarkeit. Fordern Sie mindestens Werkzeugzeugnisse (MTRs) und Prüfzertifikate an, die auf Ihre Kaufanforderungen verweisen. Wenn Ihr Einsatz saure Bedingungen oder H2S-Exposition umfasst, bestätigen Sie, ob Ihr Projekt NACE/ISO-Regeln für saure Dienstmaterialien erfordert, wie z.B. ISO 15156 (Projektanforderungen variieren je nach Branche und Eigentümerspezifikationen). Für EU-Projekte bestätigen Sie den Umfang der PED-Dokumentation, falls zutreffend: Richtlinie 2014/68/EU Text.
Wenn Sie bei Sunhy kaufen, wenden Sie dieselbe Disziplin an: Fordern Sie Rückverfolgbarkeit an, bestätigen Sie die Normkonformität (Abmessungen/Bewertungen) und bewahren Sie die Dokumente als Anhang zum Positionselement in Ihrem Qualitätsnachweispaket auf.
Globaler Support und Kundendienst
Direkte Antwort:
Wählen Sie Lieferanten, die technische Fragen schriftlich beantworten, Dokumentation schnell bereitstellen und die Lösung von Abweichungen ohne Verzögerungen unterstützen können.
Technischer Support ist Teil der Risikokontrolle. Vor dem Kauf bestätigen Sie, dass der Lieferant (1) die erforderlichen Dokumente (MTR, Abmessungsberichte, PMI falls spezifiziert) bereitstellen kann, (2) die Flanschnorm und Dichtflächenanforderungen erfüllt und (3) auf NCR/Qualitätsprobleme mit einem dokumentierten Korrekturmaßnahmenprozess reagiert. Logistik ist ebenfalls wichtig: Die Verpackung muss bearbeitete Flächen schützen und Rückverfolgbarkeitsetiketten während Transport und Lagerung erhalten.
Tipp:
Überprüfen Sie stets die Zuverlässigkeit des Lieferanten, indem Sie die Rückverfolgbarkeit prüfen, Beispieldokumente anfordern und bestätigen, wie Flanschdichtflächen während des Transports geschützt werden. Flanschflächenschäden sind eine häufige Ursache für Leckagen beim Anfahren.
Sie können sichere und zuverlässige Entscheidungen treffen, indem Sie jeden Schritt im Auswahlprozess für Flansche befolgen.
Überprüfen Sie Druck, Temperatur und Materialkompatibilität. Bestätigen Sie Normen, Dichtflächen und Montagekontrolle. Verwenden Sie eine kurze Entscheidungscheckliste, bevor Sie eine Bestellung freigeben:
| Entscheidungspunkt | Beschreibung |
|---|---|
| Auslegungsbedingungen | Auslegungsdruck/-temperatur dokumentiert (einschließlich Stöße und Zyklen) und Klasse/PN bei Auslegungstemperatur geprüft. |
| Normensystem | ASME-Klasse vs. EN/DIN-PN-System festgelegt; keine gemischten Befestigungselement-Muster/Dichtflächenkonventionen. |
| Materialbasis | Güteklasse für Korrosionsmechanismus ausgewählt; Materialspezifikation definiert (z.B., ASTM A182/A182M wo zutreffend). |
| Montagekontrolle | Dichtung + Flanschfläche als System gewählt; Schraubanziehverfahren kontrolliert (verweisen Sie auf ASME PCC-1, wenn angemessen). |
| Dokumentation | MTRs, Kennzeichnung und Prüfprotokolle, die mit der Chargennummer und den Beschaffungsanforderungen verknüpft sind. |
Überprüfen Sie vor der endgültigen Auswahl der Flansche stets die Kompatibilität und Normen. Bei komplexen Projekten halten Sie die Auswahlgrundlage schriftlich fest und besprechen Sie sie mit den Beteiligten aus Rohrleitung/Planung/Wartung, um kostspielige Nacharbeiten zu vermeiden.
FAQ
Was ist der Unterschied zwischen Edelstahlflanschen aus 304 und 316?
316 bietet aufgrund des enthaltenen Molybdäns (Mo) eine verbesserte lokale Korrosionsbeständigkeit.
Sie wählen typischerweise 316/316L, wenn Chloride oder aggressive Chemikalien das Risiko von Loch- oder Spaltkorrosion realistisch machen. 304 kann in sauberen, chloridarmen Umgebungen akzeptabel sein.
- Verwenden Sie 304 für unkritische Anwendungen, bei denen Chloridexposition und Benetzung begrenzt sind.
- Verwenden Sie 316/316L, wenn Sie Chloride, Reinigungschemikalien oder benachbarte marine Benetzung erwarten.
- Für Anwendungen mit höherer Chloridbelastung bewerten Sie Duplex-Stähle anhand dokumentierter Korrosionsgrundlagen (verweisen Sie auf Screening-Konzepte wie PREN-Richtlinien).
| Klasse | Beste Anwendung | Lokale Korrosionsbeständigkeit (relativ) |
|---|---|---|
| 304 | Allgemeine Rohrleitungssysteme in chloridarmen Umgebungen | Mäßig |
| 316 / 316L | Chemische/maritime Anwendungen | Höher als 304 (Mo-haltig) |
Wie wähle ich die richtige Druckstufe für eine Flanschverbindung aus?
Verwenden Sie den Auslegungsdruck und die Auslegungstemperatur und überprüfen Sie dann die zulässige Druckstufe anhand der maßgebenden Normtabellen.
Wählen Sie die Klasse/PN nicht anhand von Umgebungsbewertungen aus. Bestätigen Sie in ASME-Systemen Ihre Auswahl gemäß ASME B16.5 oder ASME B16.47 Tabellen für Ihre Werkstoffgruppe.
- Beginnen Sie mit dem Auslegungsdruck/-temperatur (einschließlich glaubwürdiger Druckspitzen und thermischer Zyklen).
- Bestätigen Sie die Werkstoffgruppe und das Temperaturabminderungsverhalten.
- Wählen Sie die niedrigste Druckstufe, die den Anforderungen mit der projektspezifisch erforderlichen Sicherheitsmarge und dokumentierten Grundlage entspricht.
Kann ich verschiedene Flanschnormen wie ANSI und DIN mischen?
Es wird nicht empfohlen.
Die Vermischung von Normsystemen führt häufig zu Bolzenbildabweichungen und unzuverlässiger Dichtungsauflage. Verwenden Sie ein einheitliches Normsystem durchgängig oder eine fachgerecht ausgelegte Übergangslösung. Für Informationen zum Anwendungsbereich und den Anforderungen von EN-Flanschen siehe DIN EN 1092-1 Übersicht.
Warum benötige ich Werkstoffprüfzeugnisse (MTRs) für meine Flansche?
MTRs belegen die Materialzusammensetzung, mechanischen Eigenschaften und Rückverfolgbarkeit zu einer Schmelzenummer.
Wenn Ihre Bestellung auf eine Materialnorm wie ASTM A182/A182M, verweist, ist der MTR das Dokument, das nachweist, dass der gelieferte Flansch die Normanforderungen erfüllt. Für kritische Anwendungen kombinieren Sie die MTR-Prüfung mit einer positiven Materialidentifikation (PMI), sofern im Projekt gefordert.
Wie kann ich sicherstellen, dass ich die richtige Flansche für mein Projekt erhalte?
Verwenden Sie eine Bestellcheckliste und eine Montagecheckliste – und führen Sie die Aufzeichnungen.
Vor der Bestellung legen Sie die technischen Eingaben fest. Vor der Inbetriebnahme montieren Sie die Verbindung mit einem kontrollierten Verfahren (musterbasiertes Anziehen, überprüfte Schmierung, gestuftes Anziehen), abgestimmt auf Richtlinien wie ASME PCC-1, wenn zutreffend.
- Bestellcheckliste: NPS/DN, Klasse/PN, Dichtfläche, Bohrung/Wandstärke, Güteklasse (z.B. 316L vs. 316), Materialnorm (z.B. ASTM A182), Wärmebehandlungszustand, Schraubennorm, Dichtungstyp, erforderliche Dokumente.
- Montagecheckliste: Zustand der Dichtfläche, korrekte Dichtung, Zustand der Schrauben und Schmierung, Anziehreihenfolge + stufenweises Anziehen, Dichtheitsprüfung nach thermischer Stabilisierung, wo zulässig.



