







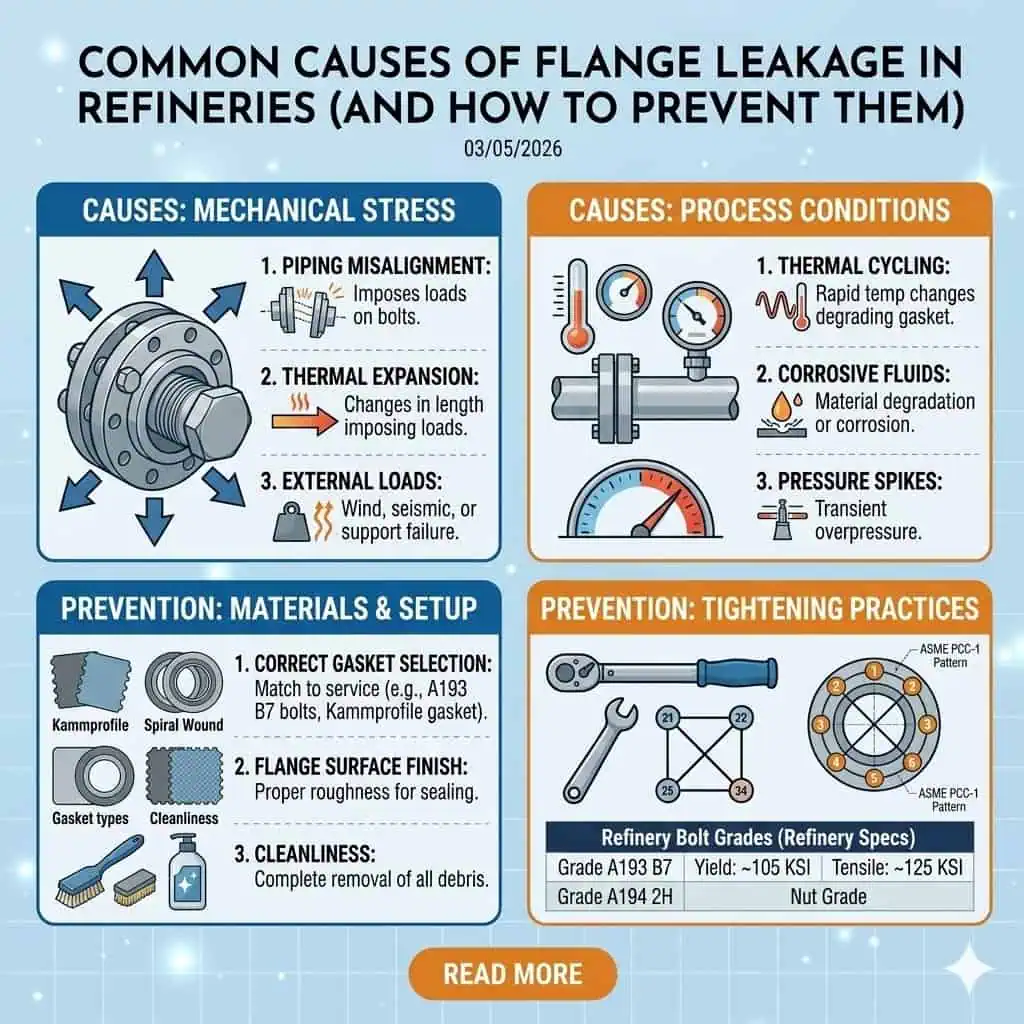
Was verursacht Flanschleckagen in Raffinerien? Die häufigsten Ursachen sind falsche Dichtungsauswahl, ungleichmäßige Bolzenvorlast, Flanschfehlausrichtung, beschädigte Flanschflächen, Vibration, Rohrbelastung, Korrosion und schlechte Wartungsnachverfolgbarkeit. Im Raffineriebetrieb entstehen Flanschleckagen selten durch einen einzigen Fehler allein. Eine Verbindung kann den Hydrotest überstehen und trotzdem nach dem Start lecken, weil Dichtung, Bolzen, Flanschflächen, Ausrichtung und Betriebslasten nie als ein System kontrolliert wurden.
Direkte Antwort: Die meisten Flanschleckagen in Raffinerien beginnen mit Montagefehlern, aber wiederholte oder schwer zu stoppende Leckagen beinhalten oft eine zweite Schicht von Ursachen wie thermische Zyklen, externe Rohrbelastung, Vibration in der Nähe von Pumpen, korrosiven Betrieb oder undokumentierte Dichtungs- und Materialersetzungen während Stillstandsarbeiten.
- Falsches Dichtungsmaterial, falsche Dicke, falsche Größe oder Flanschflächenkompatibilität
- Ungleichmäßiges Bolzenanziehen und niedrige oder instabile Vorlast
- Flanschfehlausrichtung oder Verwendung von Bolzen zum Ziehen von Rohrleitungen in Position
- Zerkratzte, korrodierte, verschmutzte oder rückstandsbeladene Dichtflächen
- Vibration, Düsenbelastungen, schlechte Stützanordnung oder thermische Bewegung
- Korrosion, Erosion und betriebsbedingte Verschlechterung
- Fehlende MTR-, PMI-, Drehmoment- oder Verbindungshistorie-Aufzeichnungen nach der Wartung
Für Raffinerieteams ist das praktische Ziel nicht nur, das sichtbare Leck zu stoppen. Das Ziel ist es, die dominierende Flanschleckursache, zu identifizieren, die Systemebenenbeiträge, zu korrigieren und zu verhindern, dass dieselbe Verbindung beim nächsten Anfahren wieder leckt.
Was verursacht Flanschlecks in Raffinerien?
Raffinerie-Flanschleckage beginnt normalerweise an einem von sechs Orten: Dichtungswahl, Schraubenvorspannung, Flanschausrichtung, Flächenzustand, externe Belastung oder betriebsbedingter Abbau. Das Leck wird schwerer zu lösen, wenn die Dokumentation schwach ist, weil Teams nicht mehr wissen, welche Dichtung verwendet wurde, wie die Verbindung angezogen wurde oder ob Materialsubstitution während der letzten Stilllegung stattfand.
| Häufige Ursachen für Flanschleckagen | Warum es zu Leckagen führt | Typische Erstprüfung |
|---|---|---|
| Falsche Dichtungsauswahl | Die Dichtung kann den Dichtungsdruck unter tatsächlichen Medien-, Temperatur-, Druck- oder Flanschflächenbedingungen nicht aufrechterhalten | Überprüfen Sie, ob Dichtungstyp, Material, Dicke, Größe und Flanschfläche übereinstimmen |
| Ungleichmäßige Vorspannung der Schrauben | Ungleichmäßige Kompression entlastet die Dichtung und öffnet Leckagewege | Überprüfen Sie Anziehreihenfolge, Schmierzustand und Montageprotokoll |
| Flanschfehlausrichtung | Bolzen tragen Ausrichtlast anstelle von Dichtungssitzlast | Prüfen Sie den Flanschspalt, Bolzenlochpassung, Rohrleitungsspannung und Lagerungszustand |
| Beschädigte oder verschmutzte Flanschfläche | Kratzer, Rost, Rückstände oder Schmutz unterbrechen den Dichtkontakt | Prüfen Sie den Dichtungsstreifen vor dem Wiederzusammenbau |
| Vibration und Rohrleitungsspannung | Externe Last verändert die Bolzenspannung und verzerrt die Verbindung während des Betriebs | Prüfen Sie Lagerungen, nahegelegene rotierende Ausrüstung und Vibrationshistorie |
| Korrosion oder Materialverwechslung | Falsches Material oder abgenutzte Komponenten verlieren die Integrität im Betrieb | Überprüfung von MTR, PMI, Kennzeichnungen und Betriebsverträglichkeit |
Wie Dichtungsprobleme Flanschleckagen verursachen
Ungeeignete Dichtungsauswahl ist eine der häufigsten Ursachen für Flanschleckagen in Raffinerien. Eine Dichtung kann dimensionell korrekt aussehen und trotzdem versagen, wenn das Material nicht mit der Betriebschemie, Temperaturbereich, Druckklasse, Flanschfläche oder Kompressionsanforderungen übereinstimmt. Dies ist besonders häufig nach Stillstandsarbeiten der Fall, wenn visuell ähnliche Dichtungstypen ohne technische Überprüfung ersetzt werden.
In der Raffineriepraxis zeigt sich Dichtungsversagen oft in einem dieser Muster:
- Leckage beginnt nach dem Anfahren, weil sich die Dichtung unter Wärme entspannt und die Vorspannung abfällt
- Leckage tritt in sauren, feuchten oder chemisch aggressiven Betriebsbedingungen auf, weil das Dichtungsmaterial unverträglich ist
- Leckage wiederholt sich nach jedem Turnaround, weil der gleiche nicht zugelassene Ersatz weiterhin eingebaut wird
- Leckage zeigt sich nur unter Zyklusbedingungen, weil die ausgewählte Dichtung sich unter thermischer Bewegung nicht erholen kann
Vor der Installation sollten Teams die Dichtung anhand des Verbindungsdesigns überprüfen, nicht nur anhand der Flanschgröße. Dazu gehören Betriebsmedium, Betriebs- und Störungstemperatur, Druck, Flächenart und genehmigte Wartungsliste. Wenn Sie Ersatzpraktiken überprüfen, finden Sie weitere Informationen in diesem verwandten Leitfaden zu Dichtungsauswahl und Betriebskompatibilität für Flansche ist eine nützliche Gegenprüfung.
Praxisfall: Ein Leck beim Anfahren einer Raffinerie an einer heißen Kohlenwasserstoffleitung wurde auf eine Dichtung zurückgeführt, die zwar den Flanschabmessungen entsprach, aber nicht der zugelassenen Materialgüte für thermische Zyklen. Die Verbindung hielt bei statischen Prüfungen dicht, begann jedoch zu lecken, sobald Temperaturausgleich und Vorspannungsrelaxation eintraten.
Wie Vorspannungsverlust an Bolzen zu Flanschlecks führt
Viele Flanschlecks in Raffinerien sind Vorspannungsprobleme, keine “Drehmomentprobleme”.” Ein Flansch kann lecken, selbst wenn der aufgezeichnete Drehmomentwert korrekt erscheint, da Drehmoment nur ein indirekter Weg ist, um Bolzenspannung zu erzeugen. Schmierzustand, Reibungsstreuung, Einbettung, thermische Setzung und Vibration beeinflussen alle, wie viel tatsächliche Klemmkraft nach dem Anfahren verbleibt.
- Ungleichmäßiges Anziehen erzeugt lokalisierte Niedriglastzonen um die Dichtung herum
- Übermäßiges Anziehen kann die Dichtung beschädigen und die Relaxation beschleunigen
- Unteranziehen lässt von Anfang an zu wenig Sitzspannung
- Unterschiedliche Schmierzustände zwischen den Bolzen erzeugen Vorspannungsstreuung selbst bei gleichem Drehmoment
- Thermische Zyklen und Vibrationen können die effektive Schraubenvorspannung nach dem Anfahren verringern.
Kritische Raffinerieverbindungen sollten mit gestaffeltem Anziehen, einer definierten Reihenfolge, kalibrierten Werkzeugen und Verifizierungsschritten montiert werden. Wo Verfahren es erfordern, können fortschrittliche Schraubmethoden oder hydraulisches Spannen die Konsistenz bei großen oder hochkritischen Verbindungen verbessern. Für verwandte Montagekontrolle, siehe diesen Flanschmontageleitfaden für dichtheitsintegrität ohne Leckagen.
Praktische Erinnerung: Wenn ein Flansch nach dem Anfahren leckt, schauen Sie nicht nur auf die endgültige Drehmomentzahl. Überprüfen Sie die Vorspannungsbeibehaltung, die Konsistenz des Schmiermittels, das Dichtungskompressionsmuster und ob Betriebslasten die Verbindung nach der Montage verändert haben.
Können Fehlausrichtung und Rohrspannung Flanschleckagen verursachen?
Ja. Flanschfehlausrichtung und externe Rohrleitungslasten sind Hauptursachen für wiederkehrende Leckagen. Wenn ein Rohrstück mit Schrauben in Position gezogen wird, wird ein Teil der Schraubenlast durch Biegung und erzwungenen Einbau verbraucht, anstatt für die Dichtungskompression. Die Verbindung mag geschlossen aussehen, aber die Vorspannung wird bereits zur Bekämpfung der Fehlausrichtung verwendet. Sobald die Leitung sich erwärmt, vibriert oder bewegt, entlastet die Dichtung lokal und die Leckage beginnt.
- Winkelfehlausrichtung verursacht ungleichmäßige Flächenbelastung
- Parallele Verschiebung erzeugt ungleichmäßige Dichtungssitzung
- Unzureichende Halterungen übertragen Rohrleitungsspannungen auf den Flansch.
- Pumpen- oder Kompressorschwingungen beschleunigen den Vorspannungsverlust.
- Düsenbelastung kann die Verbindung verformen, selbst wenn der Flansch selbst korrekt ist.
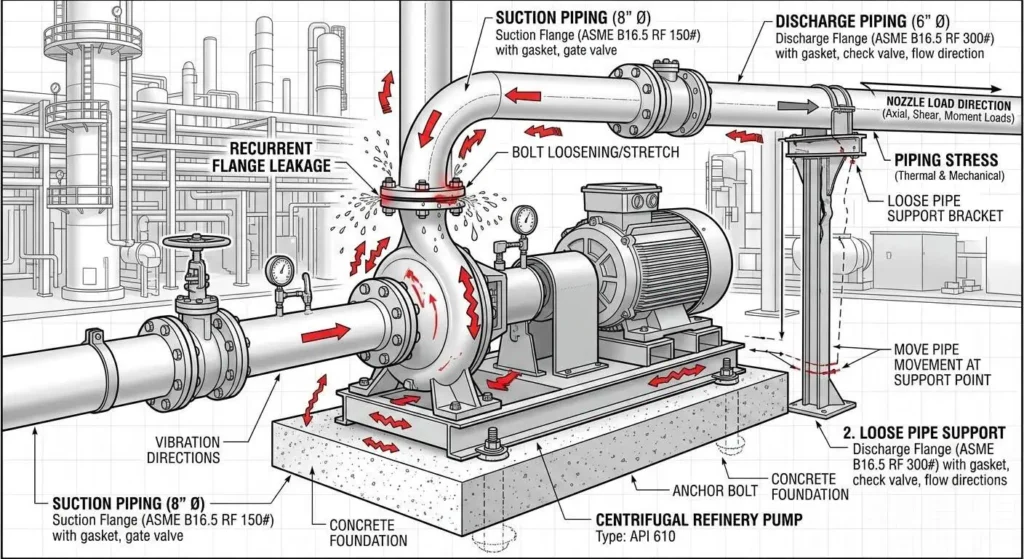
Praxisfall: Ein Pumpensaugflansch leckte wiederholt trotz mehrfacher Dichtungswechsel. Die tatsächliche Ursache war unzureichende Halterungssteifigkeit und Schwingungen. Nachdem die Halterungsbedingungen und die Rohrleitungsausrichtung korrigiert wurden, hörte der Flansch auf zu lecken.
Wie beschädigte Flanschflächen Leckagen verursachen
Eine beschädigte Flanschfläche kann sofortige Leckwege erzeugen, selbst wenn die Dichtung und die Schraubenbelastung korrekt sind. Kratzer, Korrosionsgrübchen, alte Dichtungsrückstände, Überspritzungen, Schweißspritzer, Rost oder Schmutz unterbrechen den Kontaktbereich und verhindern eine gleichmäßige Abdichtung. In Raffinerieumgebungen führen Abschaltarbeiten und Lagerbedingungen oft zu Flanschflächenschäden, lange bevor die Verbindung wieder zusammengebaut wird.
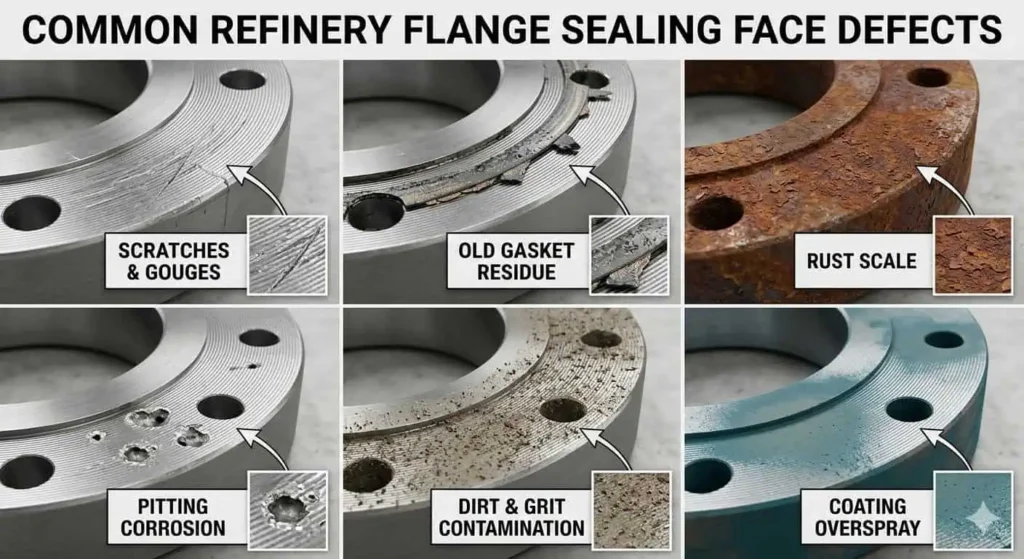
- Alte Dichtungsrückstände erzeugen hohe Stellen und ungleichmäßige Kompression.
- Radiale Kratzer können zu direkten Leckagekanälen werden
- Korrosionsgrübchen verringern die tatsächliche Kontaktfläche im Dichtungsband
- Verschmutzte Flächen verhindern eine stabile Dichtungslagerung bereits beim ersten Anzugsvorgang
Wenn Ihr Team nach der Wartung wiederholt Leckagen feststellt, inspizieren Sie immer den Dichtungsband, bevor Sie davon ausgehen, dass die neue Dichtung fehlerhaft ist. Für umfassendere Präventionspraktiken siehe häufige Flanschleckageursachen und vorbeugende Maßnahmen.
Wie Korrosion und Materialverwechslung Leckagen verursachen
Korrosion und Rückverfolgbarkeitsfehler verwandeln oft eine kleine Flanschleckage in ein wiederkehrendes Stillstandsproblem. In Raffinerieanlagen kann Korrosion die Flanschfläche, die Schrauben oder die Dichtungsumgebung angreifen. Gleichzeitig können Wartungsarbeiten falsche Materialien einführen, wenn Wareneingangskontrollen und Rückverfolgbarkeitskontrollen schwach sind.
- Falsches Flansch- oder Schraubenmaterial kann im Betrieb schneller korrodieren als erwartet
- Falsches Dichtungsmaterial kann aushärten, quellen, verspröden oder chemisch abbauen
- Fehlende MTR- oder PMI-Aufzeichnungen verlangsamen die Ursachenanalyse und machen sie weniger zuverlässig
- Materialersatz während der Stillstandsarbeiten kann ohne ordnungsgemäße Markierungsprüfungen unbemerkt bleiben
Kritische Verbindungen sollten durch Wärmelot-Nachverfolgbarkeit, klare Markierungen und Materialverifizierungsaufzeichnungen abgesichert werden, wo erforderlich. Eine nützliche Begleitseite hier ist wie man Flanschmarkierungen und Nachverfolgbarkeitsinformationen liest.
Warum Flanschleckagen nach Inbetriebnahme oder Stillstand wiederkehren
Flanschleckagen wiederholen sich oft nach der Inbetriebnahme, weil die ursprüngliche Reparatur nur das sichtbare Symptom behoben hat. Teams ersetzen die Dichtung, ziehen die Bolzen nach oder wechseln eine Komponente, aber die zugrunde liegenden Ursachen bleiben bestehen: Fehlausrichtung, Vibration, thermischer Vorspannungsverlust, beschädigte Flächen oder unzureichende Dokumentation dessen, was zuletzt installiert wurde.
- Die Aufheizung bei der Inbetriebnahme verändert die Flanschausrichtung und die Vorspannungsbeibehaltung
- Dichtungseinbettung und Setzung verringern die Klemmkraft nach dem anfänglichen Betrieb
- Druck durch den Stillstandszeitplan kann zu Ersatz und unvollständigen Endprüfungen führen
- Schwache Leckage-Historie ermöglicht die Wiederholung desselben Fehlers an derselben Verbindung
| Beobachtete Leckage-Zeitpunkte | Typisches Ursachenmuster | Beste erste Überprüfung |
|---|---|---|
| Leckage tritt kurz nach dem Start auf | Vorspannungsverlust, Dichtungszentrierfehler, thermische Setzung | Montageprotokoll, Dichtungstyp, Anziehreihenfolge, Schmierungszustand |
| Leckage kehrt nach jedem Turnaround zurück | Falsche Austauschpraxis, schlechte Flächenvorbereitung, ungelöste Fehlausrichtung | Verbindungshistorie-Log, verwendete Teile, Flächeninspektionsstandard |
| Leckage wächst mit Vibration oder Durchflussänderung | Externe Rohrleitungslast oder Stützungsproblem | Unterstützungsaufbau, Ausrichtung, Vibrationsentwicklung |
| Leck zeigt sich langsam in korrosivem Betrieb | Materialinkompatibilität, Korrosion oder Flanschflächendamage-Fortschritt | Materialaufzeichnungen, Betriebschemie, Inspektionshistorie |
Wie man ein Flanschleck behebt
Beginnen Sie mit Leckmuster und Betriebskontext
Der schnellste Weg, ein Flanschleck zu beheben, ist das Erfassen des Leckmusters, bevor die Verbindung gestört wird. Notieren Sie, ob das Leck Sickerung, Tropfen, Dampf, nur Flecken, intermittierend bei Temperaturänderung oder im Zusammenhang mit Gerätevibrationen ist. Erfassen Sie die Verbindungskennung, den Betrieb, den Startstatus, die jüngste Wartung und alle bekannten Unterstützungs- oder Ausrichtungsprobleme.
Wichtig: Dieser Artikel ist eine technische Anleitung zur Fehlerbehebung, keine Live-Arbeitsanweisung. Befolgen Sie immer Raffinerie-Isolations-, Genehmigungs-, Gasprüf-, mechanische Integritäts- und Notfallverfahren vor Inspektion, Lockerung, Anziehen oder Zerlegung.
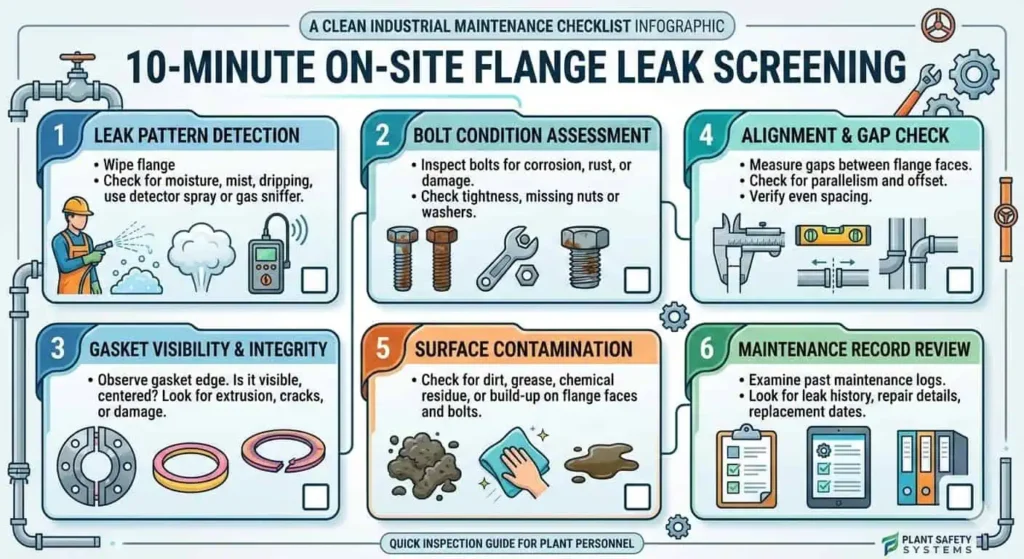
10-Minuten Checkliste für Vor-Ort-Prüfungen
| Schritt | Was zu prüfen ist | Warum es wichtig ist |
|---|---|---|
| 1 | Leckmuster und -ort | Hilft bei der Unterscheidung von Dichtungsflächen-, Bolzen-, schweißnahen und vibrationsbedingten Lecks |
| 2 | Bolzenzustand und sichtbare Belastungshinweise | Korrosion, lockere Hardware, Unterlegscheibenposition, fehlende Kontrollmarkierungen können Vorspannprobleme anzeigen |
| 3 | Dichtungshinweise, falls sichtbar | Dezentrierte Platzierung oder Ausquetschen deutet auf Zentrierungs- oder Kompressionsprobleme hin |
| 4 | Ausrichtungs- und Stützungszustand | Flächenspaltvariation, Düsenbelastung, lockere Stützen und Vibration verursachen oft wiederkehrende Lecks |
| 5 | Oberflächenkontaminationsnachweis | Rost, Rückstände, Schmutz, Überspray oder alte Dichtungsmaterialien erklären oft Anlaufleckagen |
| 6 | Kürzliche Wartung und Dokumentation | Fehlende Drehmoment-, Dichtungs-, MTR- oder PMI-Aufzeichnungen erhöhen das Risiko von Ersatz und wiederholten Ausfällen |
Was nach Isolierung oder Abschaltung zu prüfen ist
Die Bestätigung der Ursache sollte auf physischen Beweisen basieren, nicht auf Erinnerung. Nachdem das System sicher isoliert ist, prüfen Sie Dichtungskompressionsspuren, Flanschflächenzustand, Bolzen- und Schraubengewinde sowie Unterlegscheiben, Trägerzustand und nahegelegene Schweißzonen, falls zutreffend. Fotografieren Sie die Verbindung vor der Reinigung, um Beweise für Rückstandsübertragung, ungleichmäßige Kompression oder Leckagerichtung nicht zu verlieren.
- Prüfen Sie das Dichtungskompressionsmuster auf ungleichmäßige Belastung oder exzentrische Sitzung
- Untersuchen Sie Flanschflächen auf Kratzer, Lochfraß, Korrosion oder verbleibende Dichtungsmaterialien
- Überprüfen Sie Bolzen, Stifte, Muttern und Unterlegscheiben auf Korrosion, Fressen oder Hinweise auf ungleichmäßige Schmierung
- Bestätigen Sie die Materialidentität und Dokumentation, wenn Ersatz vermutet wird
- Vergleichen Sie die Ergebnisse mit der vorherigen Leckhistorie für dieselbe Verbindungs-ID
Was bei der Fehlersuche an einem Flanschleck zu vermeiden ist
- Gehen Sie nicht davon aus, dass jedes Leck nur ein Dichtungsproblem ist
- Verwenden Sie keine Bolzen, um Rohrleitungen in Ausrichtung zu zwingen
- Ersetzen Sie Dichtungsmaterialien nicht nur nach Aussehen oder Größe
- Überspringen Sie nicht die Dokumentation von Verbindungs-ID, Montagemethode und verwendeten Materialien
- Beschädigen Sie die Dichtfläche nicht beim Reinigen
- Ignorieren Sie Vibrationen, Abstützung oder Rohrleitungslasten an wiederkehrenden Leckstellen nicht
Wie Flanschlecks in Raffinerien verhindert werden können
Korrekte Auswahl in der Design- und Beschaffungsphase
Die Leckvermeidung beginnt lange bevor der Flansch montiert wird. Ingenieure und Einkäufer sollten Flanschtyp, Klasse, Dichtfläche, Material, Dichtungskompatibilität, Verschraubung und Betriebsumgebung bestätigen, bevor Teile zur Baustelle freigegeben werden. Eine korrekte Flanschgröße reicht nicht aus, wenn die Auslegungsgrundlage der Verbindung falsch ist.
- Flanschtyp und Dichtfläche an die Betriebsschwere und Wartungsstrategie anpassen
- Dichtungskompatibilität mit Medium, Druck und Temperatur überprüfen
- Verschraubungsgüte und Montageanforderungen bestätigen
- Materialaufzeichnungen, Kennzeichnungen und Rückverfolgbarkeit vor der Installation überprüfen
Für Eingangsprüfung und Lieferantenbewertung kann diese Seite zu Qualitätskontrollprüfungen für Flansche helfen, die Beschaffungskontrolle zu verschärfen.
Installationsqualitätskontrolle und Montagedisziplin
Strenge Montagedisziplin ist der schnellste praktische Weg, um Flanschleckagen zu reduzieren. Reinigen Sie die Dichtflächen, überprüfen Sie die Dichtung, zentrieren Sie sie korrekt, richten Sie die Flansche vor dem Beladen der Schrauben aus und verwenden Sie gestuftes Anziehen mit kalibrierten Werkzeugen. Für kritische Verbindungen erfassen Sie die Montagemethode und das Verifizierungsergebnis nach Verbindungs-ID.
- Prüfen und reinigen Sie die Dichtfläche vor der Montage
- Bestätigen Sie Typ, Größe und Anwendungsbereich der Dichtung
- Zentrieren Sie die Dichtung vor dem endgültigen Anziehen
- Überprüfen Sie die Ausrichtung vor dem Anziehen
- Verwenden Sie gestuftes Anziehen und eine kontrollierte Reihenfolge
- Protokollieren Sie die Verbindungs-ID, Methode, Datum und kritische Beobachtungen
Inspektion, Wartung und Leckageverlauf-Verfolgung
Wiederholte Lecks hören in der Regel nur auf, wenn der Verbindungsverlauf verfolgt wird. Raffinerieteams sollten leckanfällige Verbindungen nach ID erfassen, Startbeobachtungen aufzeichnen, wiederkehrende Orte vergleichen und jedes Ereignis mit den eingebauten Teilen und der verwendeten Montagemethode verknüpfen. Dies macht die Turnaround-Planung intelligenter und die Ursachenanalyse schneller.
- Verfolgen Sie wiederkehrende Leckstellen nach Verbindungs-ID
- Überprüfen Sie Leckagetrends nach Stillständen beim Start
- Überprüfen Sie Stützen und Vibration an wiederholt undichten Verbindungen
- Halten Sie MTR-, PMI-, Dichtungs- und Montageaufzeichnungen mit der Verbindung verknüpft
Lieferantenqualität und Rückverfolgbarkeitskontrollen
Lieferantenqualität ist wichtig, weil Untersuchungen zu Leckagen in Raffinerien oft in einer Dokumentationslücke enden. Käufer sollten Lieferantenqualitätssysteme, Materialrückverfolgbarkeit, Produktkennzeichnungen und Prüfaufzeichnungen vor der Installation überprüfen. Zertifizierte und rückverfolgbare Produkte reduzieren Unsicherheiten, insbesondere bei Verbindungen mit hohen Konsequenzen.
| Checklistenelement | Warum es wichtig ist |
|---|---|
| Lieferantenqualitätssystem | Bestätigt kontrollierte Fertigung und Dokumentationspraxis |
| MTR-Überprüfung | Überprüft chemische und mechanische Eigenschaften gemäß der Spezifikation |
| Chargenrückverfolgbarkeit | Verknüpft das installierte Bauteil mit Aufzeichnungen für Audits und Schadensanalysen |
| PMI oder zusätzliche Prüfungen, falls erforderlich | Reduziert das Risiko von Materialverwechslungen in kritischen Anwendungen |
| Montageaufzeichnung nach Verbindungs-ID | Unterstützt die Diagnose von wiederkehrenden Schäden nach Inbetriebnahme oder Wartung |
Wenn Ihr Team die Identität von Komponenten und QA-Aufzeichnungen überprüft, passen diese internen Referenzen auch natürlich in den Arbeitsablauf: Flanschmarkierungen und Rückverfolgbarkeit und Flanschbaugruppe für Nullleckage.
Technische Normen und Referenzen
Projektspezifikationen und Standortverfahren bleiben die maßgeblichen Dokumente. Die folgenden Normen sind häufig relevant bei der Auswahl, Montage, Inspektion oder Fehlerbehebung von Flanschverbindungen in Raffinerien:
- ASME PCC-1 — Anleitung zur Montage von verschraubten Flanschverbindungen
- ASME B16.5 — Rohrflansche und Flanschverbindungen
- ASME B16.47 — Großdurchmesser-Stahlflansche
- API 570 — Rohrleitungsprüfkodex
- EPA LDAR-Leitfaden — Leckerkennungs- und Reparaturkontext für emissionsempfindliche Anlagen
Wichtig: Diese Seite ist ein technischer Inhaltsleitfaden. Sie ersetzt nicht Ihre Raffinerie-Arbeitsanweisung, Permit-to-Work-Regeln, Isolationsverfahren, Schraubungsstandard oder Projektspezifikation.
FAQ
Was verursacht Flanschleckagen nach der Inbetriebnahme?
Die meisten Flanschleckagen nach Inbetriebnahme werden durch Vorspannungsverlust, Dichtungssitzprobleme, Fehlausrichtung oder ungelöste externe Lasten verursacht. Eine Verbindung kann während der Montage gut aussehen, aber nach thermischer Ausdehnung, Vibration oder Dichtungseinbettung, die die effektive Dichtspannung reduziert, zu lecken beginnen.
Kann Flanschfehlausrichtung Leckagen verursachen?
Ja. Flanschfehlausrichtung ist eine Hauptursache für Raffinerie-Flanschleckagen. Wenn Schrauben verwendet werden, um Flansche in Position zu ziehen, geht ein Teil der Schraubenlast für die Ausrichtungskorrektur verloren. Das reduziert die Dichtungskompression und erzeugt lokale Leckpfade während des Betriebs.
Warum scheinen sich Flanschschrauben nach dem Anfahren zu lockern?
Die Vorspannung von Bolzen kann nach dem Anfahren aufgrund von Einbettung, thermischer Zyklisierung, Vibration und streuender Vorspannung durch Schmierung abfallen. Was wie “lockere Schrauben” aussieht, ist oft eher ein Problem der Vorspannungsbeibehaltung als ein einfaches Drehmomentproblem.
Kann eine beschädigte Flanschfläche Leckagen verursachen?
Ja. Kratzer, Lochfraß, Korrosion, Schmutz und alte Dichtungsrückstände können alle zu Flanschleckagen führen. Selbst eine korrekte Dichtung und korrekte Schraubenbelastung können versagen, wenn die Dichtfläche im Dichtungskontaktband beschädigt oder verunreinigt ist.
Welche Dichtungsfehler verursachen Flanschleckagen?
Die häufigsten Dichtungsfehler sind falsches Material, falsche Oberflächenkompatibilität, falsche Größe, dezentrierte Installation und unzulässiger Ersatz bei Stillstand. In Raffinerieanwendungen zeigen sich diese Fehler oft als Leckagen nach dem Anfahren oder unter Temperaturzyklen.
Kann Vibration zu Leckagen an Raffinerieflanschen führen?
Ja. Vibration kann die Dichtung entlasten, die Verbindung verschieben und die Bolzenvorspannung im Laufe der Zeit reduzieren. Wiederholte Leckagen in der Nähe von Pumpen, Kompressoren und schlecht abgestützten Leitungen sollten immer eine Überprüfung von Vibration und Abstützung auslösen.
Sollte eine undichte Flanschverbindung im Betrieb nachgezogen werden?
Gehen Sie nicht davon aus, dass ein Nachziehen im Betrieb sicher oder erlaubt ist. Unter Druck stehende oder gefährliche Raffineriesysteme müssen Standortverfahren, technische Überprüfung, Isolationsanforderungen und Notfallregeln befolgen. Viele Leckagen erfordern einen kontrollierten Stillstand und Ursachenkorrektur statt weiterem Anziehen.
Welche Aufzeichnungen sollten für die Rückverfolgbarkeit von Flanschen geführt werden?
Mindestens MTRs, Kennzeichnungen oder Wärmelot-Nachverfolgbarkeitsaufzeichnungen, PMI-Aufzeichnungen wo erforderlich, Dichtungskennzeichnung und Montageaufzeichnungen, die mit der Verbindungs-ID verknüpft sind, aufbewahren. Diese Aufzeichnungen machen Fehleruntersuchungen und die Verhinderung von Wiederholungslecks viel schneller und zuverlässiger.
Was verursacht Flanschleckagen in Raffinerien? Die häufigsten Ursachen sind falsche Dichtungsauswahl, ungleichmäßige Bolzenvorlast, Flanschfehlausrichtung, beschädigte Flanschflächen, Vibration, Rohrbelastung, Korrosion und schlechte Wartungsnachverfolgbarkeit. Im Raffineriebetrieb entstehen Flanschleckagen selten durch einen einzigen Fehler allein. Eine Verbindung kann den Hydrotest überstehen und trotzdem nach dem Start lecken, weil Dichtung, Bolzen, Flanschflächen, Ausrichtung und Betriebslasten nie als ein System kontrolliert wurden.
Direkte Antwort: Die meisten Flanschleckagen in Raffinerien beginnen mit Montagefehlern, aber wiederholte oder schwer zu stoppende Leckagen beinhalten oft eine zweite Schicht von Ursachen wie thermische Zyklen, externe Rohrbelastung, Vibration in der Nähe von Pumpen, korrosiven Betrieb oder undokumentierte Dichtungs- und Materialersetzungen während Stillstandsarbeiten.
- Falsches Dichtungsmaterial, falsche Dicke, falsche Größe oder Flanschflächenkompatibilität
- Ungleichmäßiges Bolzenanziehen und niedrige oder instabile Vorlast
- Flanschfehlausrichtung oder Verwendung von Bolzen zum Ziehen von Rohrleitungen in Position
- Zerkratzte, korrodierte, verschmutzte oder rückstandsbeladene Dichtflächen
- Vibration, Düsenbelastungen, schlechte Stützanordnung oder thermische Bewegung
- Korrosion, Erosion und betriebsbedingte Verschlechterung
- Fehlende MTR-, PMI-, Drehmoment- oder Verbindungshistorie-Aufzeichnungen nach der Wartung
Für Raffinerieteams ist das praktische Ziel nicht nur, das sichtbare Leck zu stoppen. Das Ziel ist es, die dominierende Flanschleckursache, zu identifizieren, die Systemebenenbeiträge, zu korrigieren und zu verhindern, dass dieselbe Verbindung beim nächsten Anfahren wieder leckt.
Was verursacht Flanschlecks in Raffinerien?
Raffinerie-Flanschleckage beginnt normalerweise an einem von sechs Orten: Dichtungswahl, Schraubenvorspannung, Flanschausrichtung, Flächenzustand, externe Belastung oder betriebsbedingter Abbau. Das Leck wird schwerer zu lösen, wenn die Dokumentation schwach ist, weil Teams nicht mehr wissen, welche Dichtung verwendet wurde, wie die Verbindung angezogen wurde oder ob Materialsubstitution während der letzten Stilllegung stattfand.
| Häufige Ursachen für Flanschleckagen | Warum es zu Leckagen führt | Typische Erstprüfung |
|---|---|---|
| Falsche Dichtungsauswahl | Die Dichtung kann den Dichtungsdruck unter tatsächlichen Medien-, Temperatur-, Druck- oder Flanschflächenbedingungen nicht aufrechterhalten | Überprüfen Sie, ob Dichtungstyp, Material, Dicke, Größe und Flanschfläche übereinstimmen |
| Ungleichmäßige Vorspannung der Schrauben | Ungleichmäßige Kompression entlastet die Dichtung und öffnet Leckagewege | Überprüfen Sie Anziehreihenfolge, Schmierzustand und Montageprotokoll |
| Flanschfehlausrichtung | Bolzen tragen Ausrichtlast anstelle von Dichtungssitzlast | Prüfen Sie den Flanschspalt, Bolzenlochpassung, Rohrleitungsspannung und Lagerungszustand |
| Beschädigte oder verschmutzte Flanschfläche | Kratzer, Rost, Rückstände oder Schmutz unterbrechen den Dichtkontakt | Prüfen Sie den Dichtungsstreifen vor dem Wiederzusammenbau |
| Vibration und Rohrleitungsspannung | Externe Last verändert die Bolzenspannung und verzerrt die Verbindung während des Betriebs | Prüfen Sie Lagerungen, nahegelegene rotierende Ausrüstung und Vibrationshistorie |
| Korrosion oder Materialverwechslung | Falsches Material oder abgenutzte Komponenten verlieren die Integrität im Betrieb | Überprüfung von MTR, PMI, Kennzeichnungen und Betriebsverträglichkeit |
Wie Dichtungsprobleme Flanschleckagen verursachen
Ungeeignete Dichtungsauswahl ist eine der häufigsten Ursachen für Flanschleckagen in Raffinerien. Eine Dichtung kann dimensionell korrekt aussehen und trotzdem versagen, wenn das Material nicht mit der Betriebschemie, Temperaturbereich, Druckklasse, Flanschfläche oder Kompressionsanforderungen übereinstimmt. Dies ist besonders häufig nach Stillstandsarbeiten der Fall, wenn visuell ähnliche Dichtungstypen ohne technische Überprüfung ersetzt werden.
In der Raffineriepraxis zeigt sich Dichtungsversagen oft in einem dieser Muster:
- Leckage beginnt nach dem Anfahren, weil sich die Dichtung unter Wärme entspannt und die Vorspannung abfällt
- Leckage tritt in sauren, feuchten oder chemisch aggressiven Betriebsbedingungen auf, weil das Dichtungsmaterial unverträglich ist
- Leckage wiederholt sich nach jedem Turnaround, weil der gleiche nicht zugelassene Ersatz weiterhin eingebaut wird
- Leckage zeigt sich nur unter Zyklusbedingungen, weil die ausgewählte Dichtung sich unter thermischer Bewegung nicht erholen kann
Vor der Installation sollten Teams die Dichtung anhand des Verbindungsdesigns überprüfen, nicht nur anhand der Flanschgröße. Dazu gehören Betriebsmedium, Betriebs- und Störungstemperatur, Druck, Flächenart und genehmigte Wartungsliste. Wenn Sie Ersatzpraktiken überprüfen, finden Sie weitere Informationen in diesem verwandten Leitfaden zu Dichtungsauswahl und Betriebskompatibilität für Flansche ist eine nützliche Gegenprüfung.
Praxisfall: Ein Leck beim Anfahren einer Raffinerie an einer heißen Kohlenwasserstoffleitung wurde auf eine Dichtung zurückgeführt, die zwar den Flanschabmessungen entsprach, aber nicht der zugelassenen Materialgüte für thermische Zyklen. Die Verbindung hielt bei statischen Prüfungen dicht, begann jedoch zu lecken, sobald Temperaturausgleich und Vorspannungsrelaxation eintraten.
Wie Vorspannungsverlust an Bolzen zu Flanschlecks führt
Viele Flanschlecks in Raffinerien sind Vorspannungsprobleme, keine “Drehmomentprobleme”.” Ein Flansch kann lecken, selbst wenn der aufgezeichnete Drehmomentwert korrekt erscheint, da Drehmoment nur ein indirekter Weg ist, um Bolzenspannung zu erzeugen. Schmierzustand, Reibungsstreuung, Einbettung, thermische Setzung und Vibration beeinflussen alle, wie viel tatsächliche Klemmkraft nach dem Anfahren verbleibt.
- Ungleichmäßiges Anziehen erzeugt lokalisierte Niedriglastzonen um die Dichtung herum
- Übermäßiges Anziehen kann die Dichtung beschädigen und die Relaxation beschleunigen
- Unteranziehen lässt von Anfang an zu wenig Sitzspannung
- Unterschiedliche Schmierzustände zwischen den Bolzen erzeugen Vorspannungsstreuung selbst bei gleichem Drehmoment
- Thermische Zyklen und Vibrationen können die effektive Schraubenvorspannung nach dem Anfahren verringern.
Kritische Raffinerieverbindungen sollten mit gestaffeltem Anziehen, einer definierten Reihenfolge, kalibrierten Werkzeugen und Verifizierungsschritten montiert werden. Wo Verfahren es erfordern, können fortschrittliche Schraubmethoden oder hydraulisches Spannen die Konsistenz bei großen oder hochkritischen Verbindungen verbessern. Für verwandte Montagekontrolle, siehe diesen Flanschmontageleitfaden für dichtheitsintegrität ohne Leckagen.
Praktische Erinnerung: Wenn ein Flansch nach dem Anfahren leckt, schauen Sie nicht nur auf die endgültige Drehmomentzahl. Überprüfen Sie die Vorspannungsbeibehaltung, die Konsistenz des Schmiermittels, das Dichtungskompressionsmuster und ob Betriebslasten die Verbindung nach der Montage verändert haben.
Können Fehlausrichtung und Rohrspannung Flanschleckagen verursachen?
Ja. Flanschfehlausrichtung und externe Rohrleitungslasten sind Hauptursachen für wiederkehrende Leckagen. Wenn ein Rohrstück mit Schrauben in Position gezogen wird, wird ein Teil der Schraubenlast durch Biegung und erzwungenen Einbau verbraucht, anstatt für die Dichtungskompression. Die Verbindung mag geschlossen aussehen, aber die Vorspannung wird bereits zur Bekämpfung der Fehlausrichtung verwendet. Sobald die Leitung sich erwärmt, vibriert oder bewegt, entlastet die Dichtung lokal und die Leckage beginnt.
- Winkelfehlausrichtung verursacht ungleichmäßige Flächenbelastung
- Parallele Verschiebung erzeugt ungleichmäßige Dichtungssitzung
- Unzureichende Halterungen übertragen Rohrleitungsspannungen auf den Flansch.
- Pumpen- oder Kompressorschwingungen beschleunigen den Vorspannungsverlust.
- Düsenbelastung kann die Verbindung verformen, selbst wenn der Flansch selbst korrekt ist.
Praxisfall: Ein Pumpensaugflansch leckte wiederholt trotz mehrfacher Dichtungswechsel. Die tatsächliche Ursache war unzureichende Halterungssteifigkeit und Schwingungen. Nachdem die Halterungsbedingungen und die Rohrleitungsausrichtung korrigiert wurden, hörte der Flansch auf zu lecken.
Wie beschädigte Flanschflächen Leckagen verursachen
Eine beschädigte Flanschfläche kann sofortige Leckwege erzeugen, selbst wenn die Dichtung und die Schraubenbelastung korrekt sind. Kratzer, Korrosionsgrübchen, alte Dichtungsrückstände, Überspritzungen, Schweißspritzer, Rost oder Schmutz unterbrechen den Kontaktbereich und verhindern eine gleichmäßige Abdichtung. In Raffinerieumgebungen führen Abschaltarbeiten und Lagerbedingungen oft zu Flanschflächenschäden, lange bevor die Verbindung wieder zusammengebaut wird.
- Alte Dichtungsrückstände erzeugen hohe Stellen und ungleichmäßige Kompression.
- Radiale Kratzer können zu direkten Leckagekanälen werden
- Korrosionsgrübchen verringern die tatsächliche Kontaktfläche im Dichtungsband
- Verschmutzte Flächen verhindern eine stabile Dichtungslagerung bereits beim ersten Anzugsvorgang
Wenn Ihr Team nach der Wartung wiederholt Leckagen feststellt, inspizieren Sie immer den Dichtungsband, bevor Sie davon ausgehen, dass die neue Dichtung fehlerhaft ist. Für umfassendere Präventionspraktiken siehe häufige Flanschleckageursachen und vorbeugende Maßnahmen.
Wie Korrosion und Materialverwechslung Leckagen verursachen
Korrosion und Rückverfolgbarkeitsfehler verwandeln oft eine kleine Flanschleckage in ein wiederkehrendes Stillstandsproblem. In Raffinerieanlagen kann Korrosion die Flanschfläche, die Schrauben oder die Dichtungsumgebung angreifen. Gleichzeitig können Wartungsarbeiten falsche Materialien einführen, wenn Wareneingangskontrollen und Rückverfolgbarkeitskontrollen schwach sind.
- Falsches Flansch- oder Schraubenmaterial kann im Betrieb schneller korrodieren als erwartet
- Falsches Dichtungsmaterial kann aushärten, quellen, verspröden oder chemisch abbauen
- Fehlende MTR- oder PMI-Aufzeichnungen verlangsamen die Ursachenanalyse und machen sie weniger zuverlässig
- Materialersatz während der Stillstandsarbeiten kann ohne ordnungsgemäße Markierungsprüfungen unbemerkt bleiben
Kritische Verbindungen sollten durch Wärmelot-Nachverfolgbarkeit, klare Markierungen und Materialverifizierungsaufzeichnungen abgesichert werden, wo erforderlich. Eine nützliche Begleitseite hier ist wie man Flanschmarkierungen und Nachverfolgbarkeitsinformationen liest.
Warum Flanschleckagen nach Inbetriebnahme oder Stillstand wiederkehren
Flanschleckagen wiederholen sich oft nach der Inbetriebnahme, weil die ursprüngliche Reparatur nur das sichtbare Symptom behoben hat. Teams ersetzen die Dichtung, ziehen die Bolzen nach oder wechseln eine Komponente, aber die zugrunde liegenden Ursachen bleiben bestehen: Fehlausrichtung, Vibration, thermischer Vorspannungsverlust, beschädigte Flächen oder unzureichende Dokumentation dessen, was zuletzt installiert wurde.
- Die Aufheizung bei der Inbetriebnahme verändert die Flanschausrichtung und die Vorspannungsbeibehaltung
- Dichtungseinbettung und Setzung verringern die Klemmkraft nach dem anfänglichen Betrieb
- Druck durch den Stillstandszeitplan kann zu Ersatz und unvollständigen Endprüfungen führen
- Schwache Leckage-Historie ermöglicht die Wiederholung desselben Fehlers an derselben Verbindung
| Beobachtete Leckage-Zeitpunkte | Typisches Ursachenmuster | Beste erste Überprüfung |
|---|---|---|
| Leckage tritt kurz nach dem Start auf | Vorspannungsverlust, Dichtungszentrierfehler, thermische Setzung | Montageprotokoll, Dichtungstyp, Anziehreihenfolge, Schmierungszustand |
| Leckage kehrt nach jedem Turnaround zurück | Falsche Austauschpraxis, schlechte Flächenvorbereitung, ungelöste Fehlausrichtung | Verbindungshistorie-Log, verwendete Teile, Flächeninspektionsstandard |
| Leckage wächst mit Vibration oder Durchflussänderung | Externe Rohrleitungslast oder Stützungsproblem | Unterstützungsaufbau, Ausrichtung, Vibrationsentwicklung |
| Leck zeigt sich langsam in korrosivem Betrieb | Materialinkompatibilität, Korrosion oder Flanschflächendamage-Fortschritt | Materialaufzeichnungen, Betriebschemie, Inspektionshistorie |
Wie man ein Flanschleck behebt
Beginnen Sie mit Leckmuster und Betriebskontext
Der schnellste Weg, ein Flanschleck zu beheben, ist das Erfassen des Leckmusters, bevor die Verbindung gestört wird. Notieren Sie, ob das Leck Sickerung, Tropfen, Dampf, nur Flecken, intermittierend bei Temperaturänderung oder im Zusammenhang mit Gerätevibrationen ist. Erfassen Sie die Verbindungskennung, den Betrieb, den Startstatus, die jüngste Wartung und alle bekannten Unterstützungs- oder Ausrichtungsprobleme.
Wichtig: Dieser Artikel ist eine technische Anleitung zur Fehlerbehebung, keine Live-Arbeitsanweisung. Befolgen Sie immer Raffinerie-Isolations-, Genehmigungs-, Gasprüf-, mechanische Integritäts- und Notfallverfahren vor Inspektion, Lockerung, Anziehen oder Zerlegung.
10-Minuten Checkliste für Vor-Ort-Prüfungen
| Schritt | Was zu prüfen ist | Warum es wichtig ist |
|---|---|---|
| 1 | Leckmuster und -ort | Hilft bei der Unterscheidung von Dichtungsflächen-, Bolzen-, schweißnahen und vibrationsbedingten Lecks |
| 2 | Bolzenzustand und sichtbare Belastungshinweise | Korrosion, lockere Hardware, Unterlegscheibenposition, fehlende Kontrollmarkierungen können Vorspannprobleme anzeigen |
| 3 | Dichtungshinweise, falls sichtbar | Dezentrierte Platzierung oder Ausquetschen deutet auf Zentrierungs- oder Kompressionsprobleme hin |
| 4 | Ausrichtungs- und Stützungszustand | Flächenspaltvariation, Düsenbelastung, lockere Stützen und Vibration verursachen oft wiederkehrende Lecks |
| 5 | Oberflächenkontaminationsnachweis | Rost, Rückstände, Schmutz, Überspray oder alte Dichtungsmaterialien erklären oft Anlaufleckagen |
| 6 | Kürzliche Wartung und Dokumentation | Fehlende Drehmoment-, Dichtungs-, MTR- oder PMI-Aufzeichnungen erhöhen das Risiko von Ersatz und wiederholten Ausfällen |
Was nach Isolierung oder Abschaltung zu prüfen ist
Die Bestätigung der Ursache sollte auf physischen Beweisen basieren, nicht auf Erinnerung. Nachdem das System sicher isoliert ist, prüfen Sie Dichtungskompressionsspuren, Flanschflächenzustand, Bolzen- und Schraubengewinde sowie Unterlegscheiben, Trägerzustand und nahegelegene Schweißzonen, falls zutreffend. Fotografieren Sie die Verbindung vor der Reinigung, um Beweise für Rückstandsübertragung, ungleichmäßige Kompression oder Leckagerichtung nicht zu verlieren.
- Prüfen Sie das Dichtungskompressionsmuster auf ungleichmäßige Belastung oder exzentrische Sitzung
- Untersuchen Sie Flanschflächen auf Kratzer, Lochfraß, Korrosion oder verbleibende Dichtungsmaterialien
- Überprüfen Sie Bolzen, Stifte, Muttern und Unterlegscheiben auf Korrosion, Fressen oder Hinweise auf ungleichmäßige Schmierung
- Bestätigen Sie die Materialidentität und Dokumentation, wenn Ersatz vermutet wird
- Vergleichen Sie die Ergebnisse mit der vorherigen Leckhistorie für dieselbe Verbindungs-ID
Was bei der Fehlersuche an einem Flanschleck zu vermeiden ist
- Gehen Sie nicht davon aus, dass jedes Leck nur ein Dichtungsproblem ist
- Verwenden Sie keine Bolzen, um Rohrleitungen in Ausrichtung zu zwingen
- Ersetzen Sie Dichtungsmaterialien nicht nur nach Aussehen oder Größe
- Überspringen Sie nicht die Dokumentation von Verbindungs-ID, Montagemethode und verwendeten Materialien
- Beschädigen Sie die Dichtfläche nicht beim Reinigen
- Ignorieren Sie Vibrationen, Abstützung oder Rohrleitungslasten an wiederkehrenden Leckstellen nicht
Wie Flanschlecks in Raffinerien verhindert werden können
Korrekte Auswahl in der Design- und Beschaffungsphase
Die Leckvermeidung beginnt lange bevor der Flansch montiert wird. Ingenieure und Einkäufer sollten Flanschtyp, Klasse, Dichtfläche, Material, Dichtungskompatibilität, Verschraubung und Betriebsumgebung bestätigen, bevor Teile zur Baustelle freigegeben werden. Eine korrekte Flanschgröße reicht nicht aus, wenn die Auslegungsgrundlage der Verbindung falsch ist.
- Flanschtyp und Dichtfläche an die Betriebsschwere und Wartungsstrategie anpassen
- Dichtungskompatibilität mit Medium, Druck und Temperatur überprüfen
- Verschraubungsgüte und Montageanforderungen bestätigen
- Materialaufzeichnungen, Kennzeichnungen und Rückverfolgbarkeit vor der Installation überprüfen
Für Eingangsprüfung und Lieferantenbewertung kann diese Seite zu Qualitätskontrollprüfungen für Flansche helfen, die Beschaffungskontrolle zu verschärfen.
Installationsqualitätskontrolle und Montagedisziplin
Strenge Montagedisziplin ist der schnellste praktische Weg, um Flanschleckagen zu reduzieren. Reinigen Sie die Dichtflächen, überprüfen Sie die Dichtung, zentrieren Sie sie korrekt, richten Sie die Flansche vor dem Beladen der Schrauben aus und verwenden Sie gestuftes Anziehen mit kalibrierten Werkzeugen. Für kritische Verbindungen erfassen Sie die Montagemethode und das Verifizierungsergebnis nach Verbindungs-ID.
- Prüfen und reinigen Sie die Dichtfläche vor der Montage
- Bestätigen Sie Typ, Größe und Anwendungsbereich der Dichtung
- Zentrieren Sie die Dichtung vor dem endgültigen Anziehen
- Überprüfen Sie die Ausrichtung vor dem Anziehen
- Verwenden Sie gestuftes Anziehen und eine kontrollierte Reihenfolge
- Protokollieren Sie die Verbindungs-ID, Methode, Datum und kritische Beobachtungen
Inspektion, Wartung und Leckageverlauf-Verfolgung
Wiederholte Lecks hören in der Regel nur auf, wenn der Verbindungsverlauf verfolgt wird. Raffinerieteams sollten leckanfällige Verbindungen nach ID erfassen, Startbeobachtungen aufzeichnen, wiederkehrende Orte vergleichen und jedes Ereignis mit den eingebauten Teilen und der verwendeten Montagemethode verknüpfen. Dies macht die Turnaround-Planung intelligenter und die Ursachenanalyse schneller.
- Verfolgen Sie wiederkehrende Leckstellen nach Verbindungs-ID
- Überprüfen Sie Leckagetrends nach Stillständen beim Start
- Überprüfen Sie Stützen und Vibration an wiederholt undichten Verbindungen
- Halten Sie MTR-, PMI-, Dichtungs- und Montageaufzeichnungen mit der Verbindung verknüpft
Lieferantenqualität und Rückverfolgbarkeitskontrollen
Lieferantenqualität ist wichtig, weil Untersuchungen zu Leckagen in Raffinerien oft in einer Dokumentationslücke enden. Käufer sollten Lieferantenqualitätssysteme, Materialrückverfolgbarkeit, Produktkennzeichnungen und Prüfaufzeichnungen vor der Installation überprüfen. Zertifizierte und rückverfolgbare Produkte reduzieren Unsicherheiten, insbesondere bei Verbindungen mit hohen Konsequenzen.
| Checklistenelement | Warum es wichtig ist |
|---|---|
| Lieferantenqualitätssystem | Bestätigt kontrollierte Fertigung und Dokumentationspraxis |
| MTR-Überprüfung | Überprüft chemische und mechanische Eigenschaften gemäß der Spezifikation |
| Chargenrückverfolgbarkeit | Verknüpft das installierte Bauteil mit Aufzeichnungen für Audits und Schadensanalysen |
| PMI oder zusätzliche Prüfungen, falls erforderlich | Reduziert das Risiko von Materialverwechslungen in kritischen Anwendungen |
| Montageaufzeichnung nach Verbindungs-ID | Unterstützt die Diagnose von wiederkehrenden Schäden nach Inbetriebnahme oder Wartung |
Wenn Ihr Team die Identität von Komponenten und QA-Aufzeichnungen überprüft, passen diese internen Referenzen auch natürlich in den Arbeitsablauf: Flanschmarkierungen und Rückverfolgbarkeit und Flanschbaugruppe für Nullleckage.
Technische Normen und Referenzen
Projektspezifikationen und Standortverfahren bleiben die maßgeblichen Dokumente. Die folgenden Normen sind häufig relevant bei der Auswahl, Montage, Inspektion oder Fehlerbehebung von Flanschverbindungen in Raffinerien:
- ASME PCC-1 — Anleitung zur Montage von verschraubten Flanschverbindungen
- ASME B16.5 — Rohrflansche und Flanschverbindungen
- ASME B16.47 — Großdurchmesser-Stahlflansche
- API 570 — Rohrleitungsprüfkodex
- EPA LDAR-Leitfaden — Leckerkennungs- und Reparaturkontext für emissionsempfindliche Anlagen
Wichtig: Diese Seite ist ein technischer Inhaltsleitfaden. Sie ersetzt nicht Ihre Raffinerie-Arbeitsanweisung, Permit-to-Work-Regeln, Isolationsverfahren, Schraubungsstandard oder Projektspezifikation.
FAQ
Was verursacht Flanschleckagen nach der Inbetriebnahme?
Die meisten Flanschleckagen nach Inbetriebnahme werden durch Vorspannungsverlust, Dichtungssitzprobleme, Fehlausrichtung oder ungelöste externe Lasten verursacht. Eine Verbindung kann während der Montage gut aussehen, aber nach thermischer Ausdehnung, Vibration oder Dichtungseinbettung, die die effektive Dichtspannung reduziert, zu lecken beginnen.
Kann Flanschfehlausrichtung Leckagen verursachen?
Ja. Flanschfehlausrichtung ist eine Hauptursache für Raffinerie-Flanschleckagen. Wenn Schrauben verwendet werden, um Flansche in Position zu ziehen, geht ein Teil der Schraubenlast für die Ausrichtungskorrektur verloren. Das reduziert die Dichtungskompression und erzeugt lokale Leckpfade während des Betriebs.
Warum scheinen sich Flanschschrauben nach dem Anfahren zu lockern?
Die Vorspannung von Bolzen kann nach dem Anfahren aufgrund von Einbettung, thermischer Zyklisierung, Vibration und streuender Vorspannung durch Schmierung abfallen. Was wie “lockere Schrauben” aussieht, ist oft eher ein Problem der Vorspannungsbeibehaltung als ein einfaches Drehmomentproblem.
Kann eine beschädigte Flanschfläche Leckagen verursachen?
Ja. Kratzer, Lochfraß, Korrosion, Schmutz und alte Dichtungsrückstände können alle zu Flanschleckagen führen. Selbst eine korrekte Dichtung und korrekte Schraubenbelastung können versagen, wenn die Dichtfläche im Dichtungskontaktband beschädigt oder verunreinigt ist.
Welche Dichtungsfehler verursachen Flanschleckagen?
Die häufigsten Dichtungsfehler sind falsches Material, falsche Oberflächenkompatibilität, falsche Größe, dezentrierte Installation und unzulässiger Ersatz bei Stillstand. In Raffinerieanwendungen zeigen sich diese Fehler oft als Leckagen nach dem Anfahren oder unter Temperaturzyklen.
Kann Vibration zu Leckagen an Raffinerieflanschen führen?
Ja. Vibration kann die Dichtung entlasten, die Verbindung verschieben und die Bolzenvorspannung im Laufe der Zeit reduzieren. Wiederholte Leckagen in der Nähe von Pumpen, Kompressoren und schlecht abgestützten Leitungen sollten immer eine Überprüfung von Vibration und Abstützung auslösen.
Sollte eine undichte Flanschverbindung im Betrieb nachgezogen werden?
Gehen Sie nicht davon aus, dass ein Nachziehen im Betrieb sicher oder erlaubt ist. Unter Druck stehende oder gefährliche Raffineriesysteme müssen Standortverfahren, technische Überprüfung, Isolationsanforderungen und Notfallregeln befolgen. Viele Leckagen erfordern einen kontrollierten Stillstand und Ursachenkorrektur statt weiterem Anziehen.
Welche Aufzeichnungen sollten für die Rückverfolgbarkeit von Flanschen geführt werden?
Mindestens MTRs, Kennzeichnungen oder Wärmelot-Nachverfolgbarkeitsaufzeichnungen, PMI-Aufzeichnungen wo erforderlich, Dichtungskennzeichnung und Montageaufzeichnungen, die mit der Verbindungs-ID verknüpft sind, aufbewahren. Diese Aufzeichnungen machen Fehleruntersuchungen und die Verhinderung von Wiederholungslecks viel schneller und zuverlässiger.



