The main difference between SS pipe fittings and SS tube fittings is the sizing system they are built around—and that directly changes where they belong in real piping work. Pipe fittings are usually selected for NPS and Schedule-based process piping. Tube fittings are usually selected for true OD and wall thickness-based tubing systems. In the field, the most common failure mode is not “bad stainless,” but a mismatch: ordering a tube fitting by OD when the line is actually NPS pipe, or ordering a pipe fitting when the line is OD-controlled tubing.
One-minute decision rule: if the line is specified by NPS + Schedule, start with pipe fittings. If the line is specified by true OD + wall thickness, start with tube fittings. If the system also includes an instrument port, analyzer panel, hygienic line, or tubing run, verify whether you need a pipe-to-tube adapter instead of trying to force a direct substitution.
- Pipe fittings are typically selected for process piping and utility lines where code-based pressure-temperature design governs.
- Tube fittings are typically selected for instrumentation, laboratory, medical, pneumatic/hydraulic controls, and sanitary systems where OD tolerance and repeatable sealing matter.
- Correct fitting choice affects pressure capability, leak risk, inspection acceptance, and maintenance time.
- If you want a practical shortcut: decide the system first, then lock sizing and connection method before purchasing.
Engineering review note: In practical troubleshooting, many leakage and rework cases come from using the wrong sizing logic rather than from stainless grade alone. That is why the first question should be “pipe system or tube system?” before anyone confirms material grade, thread type, or fitting style.
Reviewed for engineering clarity: sizing basis, connection type, field assembly risk, and common purchasing errors are addressed here from a piping and instrumentation selection perspective.
| Feature | SS Pipe Fittings | SS Tube Fittings |
| System Basis | Process pipe run, utility line, equipment piping | Instrumentation, sanitary, laboratory, precision tubing |
| Dimension Focus | NPS + Schedule | True OD + Wall Thickness |
| Typical Connection | Threaded, socket-weld, butt-weld, flanged | Compression, flare, face seal, hygienic clamp |
| Sealing Principle | Thread interference, weld integrity, or gasket compression | Ferrule bite, flare seat, face seal, or clamp gasket |
| Tolerance Focus | Pipe series compatibility and wall schedule | Tube OD accuracy, roundness, and surface finish |
| Best Fit | High-pressure process and utility piping | Instrumentation, sanitary, compact precision routing |
Key Differences Overview
Purpose and Application
The difference between pipe fittings and tube fittings is not just shape, but design basis: code-governed piping vs OD-controlled tubing systems.
If your system is a process line carrying steam, water, oil, gas, chemicals, or utility media, you usually design around NPS/Schedule and the applicable piping code. In practice, the fitting family commonly aligns with established dimensional standards such as ASME B16.9 for factory-made wrought buttwelding fittings and ASME B16.11 for forged threaded and socket-weld fittings. That matters because inspectors and maintenance teams check dimensional compatibility, weld prep, thread form, and marking—not catalog language.
If your system is instrumentation or sanitary tubing, the system language changes. You select tubing by true OD and wall thickness, and you select fittings that can seal reliably on that OD with repeatable assembly and controlled tube preparation. That is why tube fittings dominate in analyzer houses, sampling systems, laboratories, medical equipment, pneumatic circuits, and hygienic process skids.
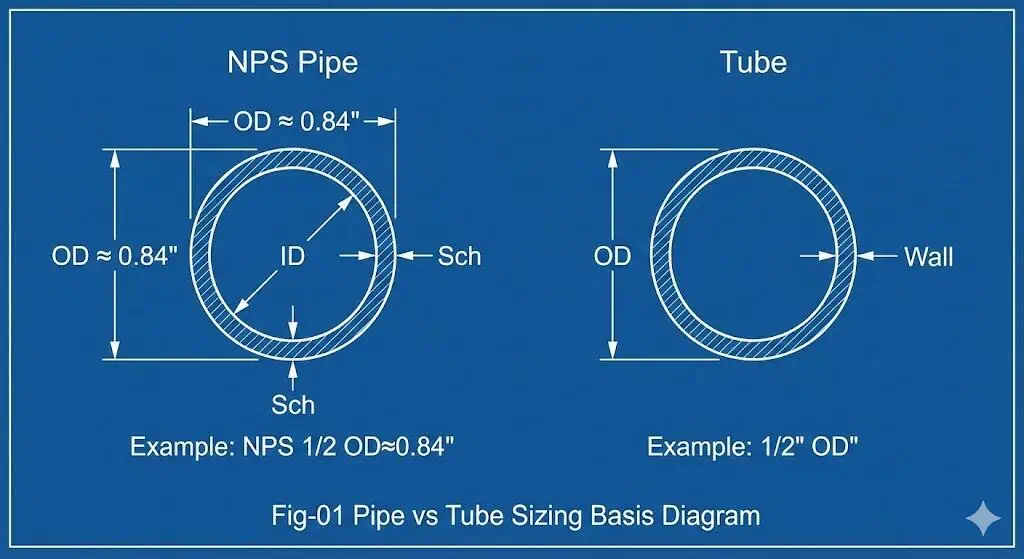
Field example #1: A maintenance team orders “1/2 inch” compression tube fittings for what they believe is a “1/2 inch line.” On arrival, they discover the line is actually 1/2″ NPS pipe, which has an OD of about 0.84 inches, not 0.50 inches. The compression components will not fit, and the correct fix is not forcing assembly but converting with the right pipe-to-tube adapter or re-specifying the proper NPS-threaded fitting set.
- Oil & gas and chemical plants rely heavily on pipe fittings for higher pressure and code inspection regimes.
- Pharmaceutical and food systems often use sanitary tubing assemblies where cleanability and surface finish are critical.
- Water treatment, coastal utilities, and chloride-bearing services often push material selection beyond basic 304.
When choosing between these fitting families, define pressure/temperature, media, cleanliness requirement, and whether the joint must be serviceable or permanent.
Shape and Design
Pipe fittings and tube fittings differ in wall section, end preparation, and sealing mechanism—and that changes failure modes.
Pipe fittings usually present as thicker-section components with end types that tolerate welding and higher mechanical loading. Common connections include threaded ends, socket-weld ends, butt-weld ends, and flanged joints. Sealing is handled by thread interference plus sealant, weld integrity, or gasket compression.
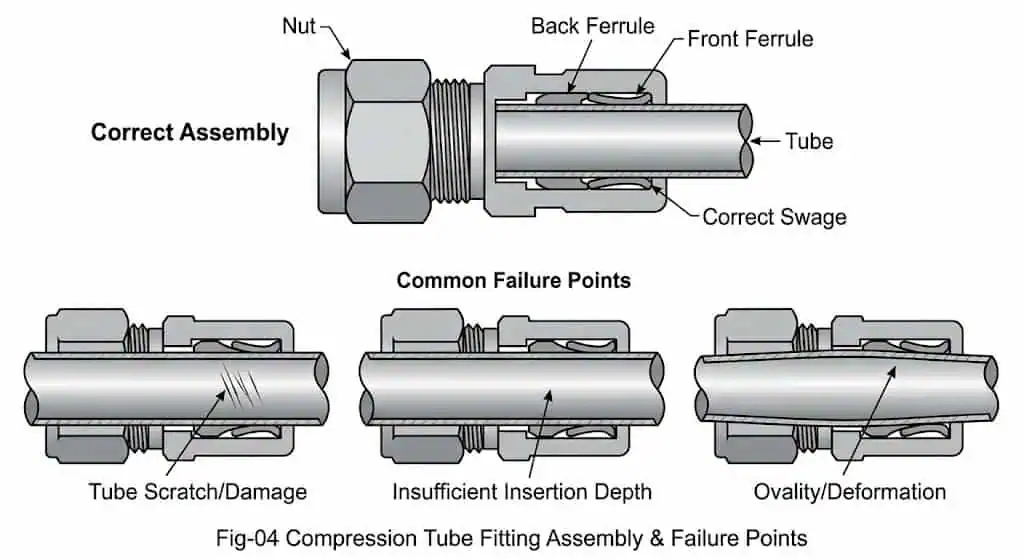
Tube fittings are built around controlled tube OD. The joint depends on tube cut squareness, roundness, surface condition, proper insertion, and correct make-up turns. In the field, tube fitting leaks are often traced to tube ovality, scratches, poor deburring, or incorrect remake practice, not to stainless grade alone. See our internal guide on tube fitting installation procedure if you are troubleshooting recurring leaks.
Field example #2: A technician cuts tubing with a worn cutter wheel, leaving a raised burr and slight out-of-round condition. The fitting assembles, but a seep appears during pneumatic test. Re-cutting square, deburring correctly, and confirming insertion depth resolves the leak without replacing the whole fitting.
| Feature | Pipe Fittings | Tube Fittings |
|---|---|---|
| Wall Section | Typically thicker section, schedule-governed | Often thinner section, OD controlled |
| End Preparation | Threads, bevels, socket ends, flange faces | Compression, flare, face-seal, clamp geometries |
| Sealing Principle | Thread seal, weld integrity, or gasket compression | Ferrule grip/seal, flare seat, face seal, or clamp gasket |
| Best Fit | High-pressure process and utility piping | Instrumentation, sanitary, compact precision routing |
Match the fitting design to how the system will actually be installed, inspected, and maintained. A strong fitting chosen on the wrong sizing basis is still the wrong fitting.
Pipe vs Tube Sizing: Why NPS is not OD
Pipe Sizing (SS Pipe Fittings)

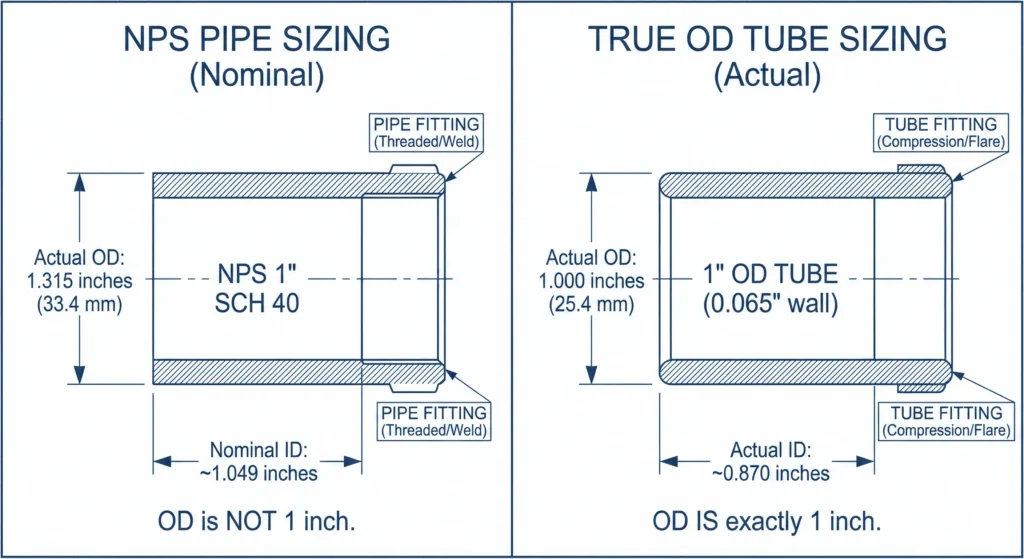
SS pipe fittings are sized by NPS and Schedule, so the named size does not equal the measured OD or ID. This is where many purchasing mistakes begin.
In process piping, the pipe OD is standardized by NPS tables. For example, NPS 4 has an OD of 4.5 inches (114.3 mm), not 4.0 inches. Wall thickness then changes by schedule such as Sch 10, Sch 40, or Sch 80, which directly affects pressure capability, weld prep, and sometimes inspection acceptance.
Practical shop-floor check: if the line is called “4-inch pipe,” verify the OD with calipers. If it reads approximately 4.5 inches, you are in NPS pipe territory and must order by NPS + Schedule, not by “4-inch OD tube.”
- Confirm whether the system is NPS pipe or true-OD tube before ordering.
- Confirm end type: NPT vs BSP, socket-weld vs butt-weld, or flange type if applicable.
- Confirm schedule or wall requirement based on pressure-temperature design.
- Verify the fitting family standard, such as ASME B16.9 or ASME B16.11.
Helpful internal references: compare connection styles with our guide to BSP vs NPT stainless fittings.
Tube Sizing (SS Tube Fittings)
SS tube fittings are sized by true OD and wall thickness, because sealing depends on the tube OD being correct and consistent.
For tubing, OD is the primary dimension. Wall thickness is specified directly in inch or mm, and sometimes by gauge systems in certain markets. The engineering takeaway is simple: if the fitting says 1/4-inch OD, the tube must actually be 1/4-inch OD, not “close enough.”
| Measurement Type | Description |
|---|---|
| Outside Diameter (OD) | The true outside diameter used to select the fitting and create the seal. |
| Inside Diameter (ID) | Calculated from OD minus wall thickness; affects flow but usually does not define fitting size. |
| Wall Thickness (WT) | Drives pressure capability, stiffness, and vibration resistance. |
| Common Tubing Specs | General service tubing often references ASTM A269; sanitary tubing often references ASTM A270. |
Field example #3: In an analyzer cabinet, slightly undersized tube OD can assemble tightly but still fail a helium leak test. That is why tubing spec, OD tolerance, and mill traceability matter more in instrumentation than in general utility piping.
Why Sizing Matters
Accurate sizing prevents leaks, rework, and unsafe joints under pressure. Mixing pipe and tube sizing is a frequent cause of commissioning delays.
- Pipe fittings use NPS + Schedule; the named size is nominal.
- Tube fittings use true OD + wall; the named size is literal.
- A 1/2-inch pipe fitting is not the same as a 1/2-inch tube fitting.
- For threaded systems, thread standard such as NPT or BSP must be confirmed before ordering.
Ordering tip: write the size in a two-part format. Example: “NPS 1/2 Sch40, NPT” for pipe service or “1/2-inch OD × 0.065-inch wall” for tubing. If you cannot describe the line that way, the spec is still incomplete.
Shapes and Sizes
Pipe Fitting Shapes
SS pipe fittings come in familiar shapes, but each one exists to solve a routing or equipment-connection problem under code and maintenance constraints.
- Elbows: change direction; radius and wall schedule can affect pressure drop and erosion control.
- Tees: create branch connections; branch reinforcement may matter in higher stress lines.
- Reducers: transition between sizes; specify concentric or eccentric based on drainage and venting needs. See internal examples of stainless reducers.
- Couplings and unions: straight connections; threaded versions require thread standard control and sealing practice.
- Flange-related connections: equipment interfaces where face type, bolt grade, and gasket style affect leakage risk.
- Caps and plugs: end closures; always specify whether the end is threaded, socket, or weld cap.
If you are buying by catalog name alone, you may miss critical details. A reducer is not really specified until the ends, schedule, standard, and material grade are clear.
Tube Fitting Shapes
SS tube fittings also come in elbows, tees, adapters, couplings, and caps, but the engineering focus is repeatable sealing on OD-controlled tubing.
- Elbows and tees: compact routing in panels and skids.
- Couplings and unions: serviceability where repeated disassembly matters.
- Adapters: common when connecting tubing to NPT or BSP instrument ports.
- Caps and plugs: commissioning, flushing, maintenance isolation, and test preparation.
Field example #4: A tube-to-thread adapter is selected as “1/4 inch” without confirming whether the port is NPT or BSP. Assembly feels tight, but the joint leaks at test pressure. The real fix is thread-standard verification, not more tape or more torque.
Size Variations
Size control affects compatibility, pressure capability, and inspection acceptance.
| Dimension Type | Importance in System Design |
|---|---|
| Outside Diameter (OD) | Critical for tube sealing; standardized by NPS tables for pipe. |
| Inside Diameter (ID) | Affects velocity, pressure drop, and cleaning effectiveness. |
| Wall Thickness | Directly impacts pressure capability and, for pipe, weld procedure selection. |
Accurate measurement requires the right tools: calipers for OD, wall gauges for thickness, and thread gauges for port verification. “Ruler estimates” are a repeat source of wrong orders.
Manufacturing Processes
Pipe Fitting Production
SS pipe fittings are generally forming-, forging-, or fabrication-driven components followed by machining, heat treatment, and inspection. Real performance depends on dimensional consistency, end prep quality, material traceability, and inspection discipline.
| Step | Description |
|---|---|
| 1 | Select raw material by grade, size, and heat lot. |
| 2 | Form, forge, or fabricate the fitting body. |
| 3 | Heat treat as required for corrosion resistance and mechanical properties. |
| 4 | Machine bevels, threads, sockets, or sealing surfaces. |
| 5 | Inspect dimensions, marking, and traceability. |
| 6 | Protect end surfaces and prepare documentation for release. |
For higher-criticality projects, request documentation such as heat number traceability, MTCs, and any specified NDE or PMI requirements before release.
Tube Fitting Production
Tube fittings are generally more machining- and tolerance-driven than pipe fittings because sealing depends on controlled ferrule, seat, cone, or face-seal geometry.
- Tighter dimensional inspection is usually required for sealing surfaces and ferrule geometry.
- Surface finish matters more in sanitary and high-purity service.
- Assembly reliability often depends as much on tube prep as on fitting manufacture.
| Aspect | Tube Fittings | Pipe Fittings |
|---|---|---|
| Tolerance Focus | Higher, because geometry directly affects sealing | Moderate, with more focus on fit-up, schedule, and end prep |
| Surface Finish Sensitivity | Higher in hygienic and precision service | Service-dependent, often less critical than weld or thread preparation |
| Serviceability | Often designed for maintenance and disassembly | Often welded, threaded, or gasketed process joints |
Seamless vs. Welded
Seamless vs welded is not a marketing checkbox. It is a service decision based on pressure, fatigue, corrosion risk, inspection requirements, and project specification.
Seamless components remove one potential discontinuity and may be preferred in higher cyclic or higher-criticality service. Welded products can offer availability and cost advantages when the specification permits. The right choice depends on the actual service, quality control level, and acceptance criteria.
Expert view: “Seamless” alone is not a guarantee of reliability. In many field failures, installation quality, wrong sizing, or thread mismatch causes trouble long before seam-related metallurgy becomes the controlling factor.
Material Uses & Suitability
Pipe Fitting Materials
Select pipe fitting materials based on corrosion risk, temperature, and fabrication method, not just grade popularity. For many general environments, 304 or 304L may be suitable. For chloride-bearing environments or more aggressive media, 316 or 316L is more commonly evaluated. Duplex or higher alloys may be considered where pitting, crevice corrosion, or stress corrosion cracking becomes a design concern.
| Grade | Practical Properties | Typical Fit |
|---|---|---|
| 304 | General corrosion resistance and good formability | Utilities and mild media |
| 304L | Lower carbon helps reduce sensitization risk after welding | Welded assemblies where post-weld corrosion behavior matters |
| 316 / 316L | Better resistance in chloride-bearing service than 304 series | Coastal plants, brackish water, and more aggressive chemical duty |
Where chloride, naturally occurring waters, or crevice conditions matter, it is useful to cross-check corrosion guidance from the Nickel Institute.
For pipe product families, projects may also reference material specifications such as ASTM A403 for stainless buttwelding fittings and ASTM A312 for stainless pipe, depending on scope and specification.
Tube Fitting Materials
Tube fitting materials must match both the corrosion environment and the sealing expectation. In severe environments, higher-alloy stainless or nickel alloys may be considered, but selection must still be tied to the actual media, temperature, cleaning chemistry, and maintenance practice.
| Alloy Family | Typical Rationale |
|---|---|
| 316 / 316L | Common starting point for tubing systems where chloride resistance matters more than with 304 |
| Duplex grades | Considered when chloride resistance needs increase further |
| Nickel alloys | Considered in more severe corrosive media when stainless limits are exceeded |
Environmental Suitability
Stainless systems perform well over long service life when grade, finish, installation, and sealing details are matched to the environment. Corrosion failures still happen when chloride exposure, stagnant crevices, thread mismatch, or poor installation practice is ignored.
- Durability can reduce lifecycle maintenance when the correct grade and surface condition are chosen.
- Recyclability supports sustainability targets.
- Real service life often depends on installation details, crevice control, and sealing system quality.
How to Choose Correctly Before Ordering
Practical Selection Checklist
Before ordering SS pipe fittings or SS tube fittings, confirm the system language first, then confirm the connection family.
- Is the line specified by NPS + Schedule or by true OD + wall thickness?
- What is the end type: NPT, BSP, socket-weld, butt-weld, compression, flare, face seal, or clamp?
- What is the material grade and corrosion expectation?
- Does the joint need to be serviceable or permanent?
- Are there project requirements for MTCs, PMI, NDE, leak test, or cleanability?
Common Selection Mistakes
- Ordering tube fittings for an NPS pipe line because the nominal size sounds similar
- Ignoring thread standard differences such as NPT vs BSP
- Using 304 by habit where chloride-bearing service suggests 316 or 316L review
- Treating adapters as interchangeable without verifying both sides of the connection
- Skipping tube prep quality checks and then blaming the fitting for the leak
Field note: the right fitting is not simply the one that “threads on” or “looks close.” It is the one that matches the sizing basis, end preparation, sealing mechanism, service medium, and maintenance plan together.
If you are comparing related connection topics, continue with our internal guides to BSP vs NPT threads, tube fitting installation, and our product pages for stainless steel pipe fittings and instrumentation fittings & valves.
FAQ
What is the difference between SS pipe fittings and SS tube fittings?
SS pipe fittings are usually sized by NPS and Schedule, while SS tube fittings are usually sized by true OD and wall thickness.
Pipe fittings are typically used in process piping and utility systems. Tube fittings are typically used in instrumentation, sanitary, and precision tubing systems where OD accuracy is critical for sealing.
Is a 1/2-inch pipe fitting the same as a 1/2-inch tube fitting?
No.
A 1/2-inch NPS pipe has an actual OD of about 0.84 inches, while a 1/2-inch tube has an OD of exactly 0.50 inches. They are not interchangeable.
Can I connect a pipe fitting directly to a tube fitting?
Only if you use the correct adapter designed for both sizing systems and the correct thread standard.
Pipe fittings often rely on tapered threads such as NPT or BSP or on weld/gasket systems, while tube fittings rely on ferrules, flare seats, or other OD-based sealing designs.
Why do tube fittings leak after assembly or reassembly?
Common causes include poor tube prep, incorrect insertion, wrong make-up turns, scratches, burrs, and out-of-round tubing.
In many cases, the problem is installation quality rather than the stainless material itself.
What standards should I check before buying SS fittings?
Check three layers:
the material specification, the dimensional or fitting-family standard, and the connection standard where applicable. Examples include ASME B16.9, ASME B16.11, ASME B1.20.1, ASTM A269, ASTM A270, ASTM A403, and ASTM A312 depending on the fitting family and application.



