MSS SP-83 Unions Manufacturer | Class 3000 | NPT/BSPT & Socket Weld | Maintenance-Ready Joint
SUNHY supplies forged MSS SP-83 pipe unions for high-pressure service where fast disassembly is required for maintenance, inspection, or equipment replacement. Unions provide a reliable break-point without cutting and re-welding long pipe runs.
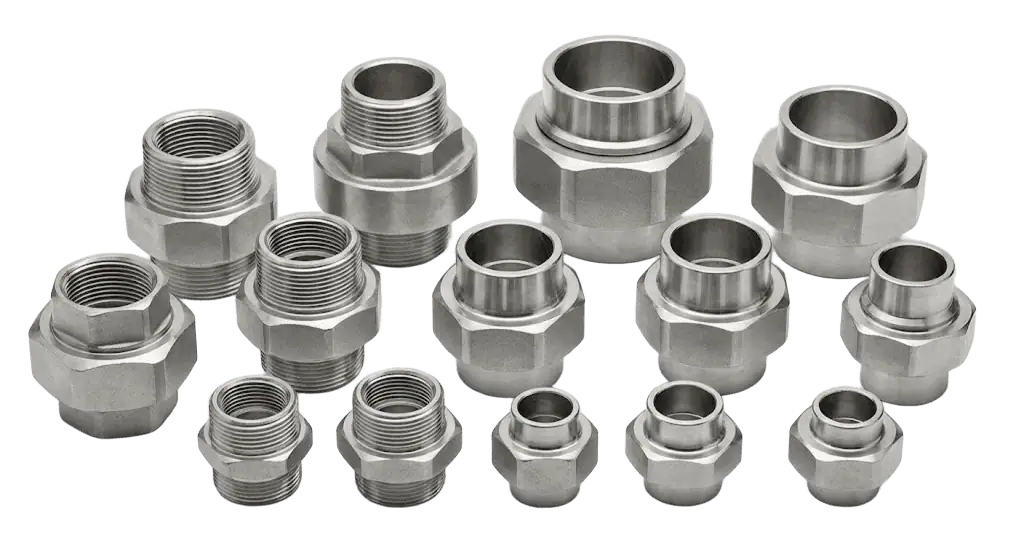
Available in threaded (NPT/BSPT) or socket weld (SW) configurations as specified. Common stainless 304/316L and carbon steel options, with EN 10204 3.1 MTC and inspection level available to match your project requirements.
- Serviceable joint, easy maintenance
- Precision fit, reliable connection
- Standard designs, quick selection
- Traceable markings, heat ID
- Inspection options, per spec
- Docs available, project ready
Specification & Standard
Nominal Size
Commonly 1/4″ – 2″ (other sizes on request)
Connection
Threaded (NPT/BSPT) or Socket Weld (SW), as specified
End Preparation
Beveled ends for butt welding; typical practice per ASME B16.25 (per project WPS)
Standards
MSS SP-83 (per project spec); end connections per applicable standard
Pressure Class
Class 3000 (higher class / rating available as specified)
Union Type
Ground Joint Union / Conical Seat Union (as specified)
Materials
Stainless 304/316L common; carbon steel / alloy options on request
Documentation & Inspection
EN 10204 3.1 MTC; dimensional inspection; PMI for stainless upon request; NDT as specified
MSS SP-83 Unions | Forged Pipe Unions for High-Pressure Service
SUNHY supplies MSS SP-83 unions designed for maintenance-friendly piping. Compared with permanent welded joints, unions allow fast disassembly for inspection, instrument replacement, spool changes, and tight-space repairs— without reworking long pipe runs.
Available as threaded (NPT/BSPT) or socket weld (SW) configurations as specified, with common stainless 304/316L options and project-level documentation for site acceptance.
Key Advantages
- Maintenance-Ready Connection — quick break-and-make design for frequent access points.
- High-Pressure Piping Use — compact forged construction for demanding service conditions.
- Threaded or SW Options — NPT/BSPT threads or socket weld ends as specified on BOM.
- Material Options — 304/316L common; other grades available on request.
- Traceability Support — EN 10204 3.1 MTC available; PMI/NDT per project requirement.
Typical Applications
- Oil & gas skids, chemical processing lines, utilities, and general industrial piping
- Instrument take-offs, pump packages, filter housings, and maintenance sections
MSS SP-83 Union Dimensions | What to Specify on Your RFQ
For procurement and fabrication, union selection is driven by size, pressure class, end connection, and seat/joint type. To avoid mismatches, confirm these items directly on the BOM and project drawing before ordering.
Quick Checklist (Recommended)
- Nominal Size: 1/4"–2" commonly (other sizes on request)
- Pressure Class: Class 3000 (higher rating as specified)
- End Connection: NPT / BSPT or Socket Weld (SW)
- Union Type: Ground Joint / Conical Seat (as specified)
- Material: 304 / 316L common; other grades on request
Dimension Notes (Engineering Use)
- End-to-End and nut/hex clearance should match installation space.
- Seat type affects sealing method and maintenance procedure.
- Final dimensions follow MSS SP-83 and/or the approved project drawing.
Product Assembly | How to Install MSS SP-83 Unions
Correct fit-up and tightening practice are critical for leak performance. Final procedures should follow your project spec and be executed by qualified personnel.
Threaded Union (NPT / BSPT) — Recommended Steps
- Verify spec — confirm size, thread type (NPT/BSPT), pressure class, material, and union type.
- Inspect threads & seat — ensure no dents, burrs, or debris on sealing surfaces.
- Apply sealant — use approved thread sealant/tape per site practice (do not contaminate the seat).
- Align piping — avoid forced alignment; misalignment can cause leakage and galling.
- Tighten correctly — tighten the union nut evenly; do not over-torque beyond your procedure.
- Pressure test — perform leak check per project test plan.
Socket Weld Union (SW) — Recommended Steps
- Confirm WPS — welding procedure and welder qualification per project requirement.
- Fit-up — ensure stable insertion depth and consistent root gap as required by your WPS.
- Tack & weld — control heat input; protect stainless surface condition if applicable.
- Post-weld checks — dimensional verification; NDT/PMI if specified.
QC Options: EN 10204 3.1 MTC available; PMI for stainless upon request; NDT as specified.
Related Products
Butt Weld Tee (Equal / Reducing)
For branch connections in welded piping spools.
Concentric Reducer
Smooth centerline transition for vertical lines and pumps.
Eccentric Reducer
Flat side design to reduce air pockets in horizontal piping.
Butt Weld End Cap
Clean closure for pipe ends—ideal for test spools and headers.
Stub End (Lap Joint)
Common with lap joint flanges for frequent disassembly service.
FAQ
What is an MSS SP-83 Union?
MSS SP-83 is the standard practice developed by the Manufacturers Standardization Society for Class 3000 and Class 6000 pipe unions. It covers carbon and stainless steel unions in Socket Weld (SW) and Threaded (NPT) connections. Unlike standard fittings, MSS SP-83 unions feature a three-piece design with a metal-to-metal “ball-to-cone” seat, allowing for pipe disassembly without cutting, specifically designed for high-pressure and high-temperature industrial applications.
What sizes are MSS SP-83 Unions available in?
MSS SP-83 unions are standardized for nominal pipe sizes (NPS) ranging from 1/8 inch to 3 inches (DN6 to DN80).
Standard Range: 1/8″, 1/4″, 3/8″, 1/2″, 3/4″, 1″, 1-1/4″, 1-1/2″, 2″, 2-1/2″, and 3″.
Reducing Sizes: The standard also covers reducing unions, where the connection ends are of different sizes (e.g., 1″ x 3/4″), though these are less common in stock.
Note: The physical dimensions (length and nut width) increase significantly between Class 3000 and Class 6000 ratings to accommodate higher pressures.
What materials are MSS SP-83 Unions made from?
These unions are forged from materials compatible with ASTM piping standards. The most common materials include:
Carbon Steel: ASTM A105 (Standard) or A105N (Normalized for better low-temperature toughness).
Stainless Steel: ASTM A182 grades such as F304/F304L and F316/F316L for corrosion resistance.
Alloy Steel: ASTM A182 F11 or F22 for high-temperature steam applications.
Nickel Alloys: Alloys like Monel or Inconel for extreme chemical environments.
Selection Tip: Always match the union material to the pipe material (e.g., A105 union for A106 pipe) to prevent galvanic corrosion and ensure uniform thermal expansion.
How are MSS SP-83 Unions installed?
Installation depends on the connection type—Threaded (NPT) or Socket Weld (SW).
For Threaded Connections:
Clean: Ensure threads are free of debris.
Seal: Apply a high-quality pipe dope or PTFE tape to the pipe threads only. Warning: Do not apply sealant to the internal metal-to-metal seating surface of the union.
Tighten: Tighten the nut securely. A “hammer lug” nut design allows for final tightening with a hammer in tight spaces.
For Socket Weld Connections (ASME B31.3 Compliant):
Insert: Insert the pipe fully into the socket.
Withdraw: Mark the pipe and withdraw it 1/16 inch (1.5mm) to create an expansion gap.
Weld: Perform a fillet weld around the hub. This gap prevents the weld from cracking due to thermal expansion during the welding process.
Are MSS SP-83 Unions suitable for high-pressure systems?
Yes, they are specifically designed for high pressure.
Class 3000: Rated for approximately 3000 PSI (Working Pressure) and is used with Schedule 80 (Extra Strong) pipe.
Class 6000: Rated for approximately 6000 PSI and is used with Schedule 160 pipe.
Critical Note: The actual pressure rating decreases as the operating temperature rises. For example, a carbon steel union rated for 3000 PSI at ambient temperature may only be rated for ~2155 PSI at 700°F (370°C). Always consult the pressure-temperature derating charts in the standard before installation.