Wichtigste Erkenntnisse: Messen von Stumpfschweiß-Fittings
- Identifizieren Sie zuerst die Norm: Bestätigen Sie, ob das Fitting gemäß ASME B16.9, MSS SP-43 oder einer EN 10253-Serienanforderung geliefert wird, bevor Sie die Abmessungen überprüfen.
- Messen Sie den Außendurchmesser (OD), nicht den Innendurchmesser (ID), um die Größe zu bestimmen: Stumpfschweißfittings werden an Rohre durch Außendurchmesser und NPS angepasst, nicht durch Innendurchmesser.
- Mitte-zu-Ende ist die kritische Abmessung für Rohrleitungsstränge: die meisten Montagefehler entstehen durch falsche Abmessungen, nicht durch falschen OD.
- Verwenden Sie die richtigen Werkzeuge: digitale Messschieber für OD und Abmessungen, Mikrometer für Wandstärke sowie Fasen- oder Winkelmesser für die Schweißendvorbereitung.
")
Stahl-Stumpfschweißfittings werden durch Außendurchmesser, Nennrohrgröße, Wandstärke oder Schedule sowie Fitting-Abmessungen wie Mitte-zu-Ende oder Ende-zu-Ende gemessen. Diese Messungen bestimmen, ob das Fitting zum Rohr passt, die Bohrungsausrichtung beibehält und ohne Zwangspassung geschweißt werden kann. Für die meisten werkseitig hergestellten Schmiedestumpfschweißfittings sind Maßanforderungen und Toleranzen definiert in ASME B16.9, definiert, während die Schweißendenschrägvorbereitung in ASME B16.25. Übliche Anforderungen an rostfreie Materialien für WP304/L, WP316/L und ähnliche Güten werden typischerweise spezifiziert gemäß ASTM A403/A403M.
Der schnellste Weg, um Nacharbeiten auf der Baustelle zu vermeiden, besteht darin, drei Dinge vor Beginn der Fertigung zu überprüfen: den korrekten Außendurchmesser (OD) und NPS, die korrekte Wandstärke und die korrekte Abmessung für die tatsächlich gelieferte Fittingserie. Bei Edelstahlsystemen führt ein Fitting, das “fast passt”, meist zu Zwangsausrichtung, Verzug während des Schweißens, zusätzlichem Schleifen oder späteren Reparaturschweißungen.
Aus Sicht der Qualitätssicherung konzentriert sich ein praktischer Wareneingangs- und Einpassungsprüfplan auf die Maßüberprüfung plus Rückverfolgbarkeitsnachweise. Übliche Kontrollen umfassen:
- Maßprüfungen für Außendurchmesser, Gesamtlänge und Mitte-zu-Ende mit kalibrierten Messschiebern oder Lehren und dokumentierter Stichprobenentnahme
- Wandstärkenüberprüfung per Mikrometer und bei Bedarf Ultraschall-Stichproben, wo die Formgebung den Tangentialbereich verdünnen könnte
- Überprüfung des Materialtestberichts oder Inspektionszertifikats mit Rückverfolgbarkeit der Chargennummer und bei Bedarf RFA-Stichproben, wo spezifiziert
- Einpassungsprüfungen an den Schweißenden, einschließlich Zustand der Fase, Land- oder Wurzelfläche und Rundheit der Enden vor Freigabe zur Fertigung
Wenn Ihr Projekt strenge Rückverfolgbarkeit erfordert, hilft es, Maßaufzeichnungen mit Teilkennzeichnungen und der Chargenpapierkette zu verknüpfen. Für Einkäufer und QA-Teams funktioniert dies am besten, wenn Maßprüfungen zusammen mit überprüft werden Interpretation von Materialzertifikaten statt als separate Papierarbeit im Nachhinein.
Hauptabmessungen von Edelstahl-Stumpfschweißfittings
Nennweite (NPS)
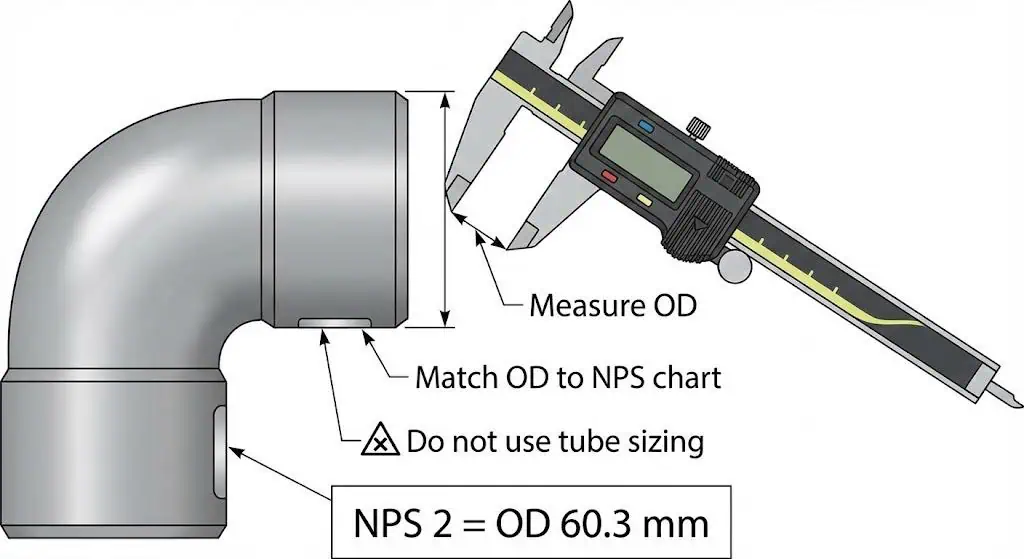
NPS ist das Benennungssystem, das zur Bestellung von Rohren und Stumpfschweißfittings verwendet wird, aber man misst NPS nicht direkt mit einem Messschieber.
NPS ist eine Bezeichnung, die standardisierten Außendurchmessern entspricht. Bei kleineren Größen entspricht die NPS-Zahl nicht dem tatsächlichen Außendurchmesser. ASME hebt diesen Unterschied deutlich hervor: Rohre verwenden standardisierte Außendurchmesserwerte, während Rohre normalerweise direkt durch den Außendurchmesser unter verschiedenen Größenregeln identifiziert werden. Für Edelstahlrohre ist die Standard-Außendurchmesserserie aufgeführt in ASME B36.19M.
Praxisfall: Ein Wartungsteam maß etwa 60,3 mm Außendurchmesser und bestellte “60 mm Rohrfittings”. Die Leitung war tatsächlich NPS 2 Rohr, das denselben Außendurchmesser verwendet, aber eine andere rohrbasierte Bezeichnung und Schweißenden-Erwartung. Die Reduzierstücke kamen mit der falschen Annahme hinter der Bestellung an und passten nicht korrekt zur Leitung. Die echte Lösung bestand darin, die Rohrgröße zuerst vom Außendurchmesser zu identifizieren, dann NPS, Schedule und Norm auf der Bestellung anzugeben.
| Nennweite (NPS) | Außendurchmesser (OD) | Innendurchmesser (ID) Variation |
|---|---|---|
| 12 Zoll und kleiner | Für jede Größe festgelegt | Verringert sich mit zunehmender Wandstärke oder Schedule |
| Über 14 Zoll | OD und NPS stimmen enger überein | Der Innendurchmesser variiert weiterhin mit der Wandstärke |
Praktischer Identifizierungstipp: Messen Sie zuerst den Außendurchmesser, dann passen Sie den Außendurchmesser an eine Rohr-Außendurchmesser-Tabelle basierend auf ASME B36.10 oder B36.19 an. Sobald NPS identifiziert ist, können Sie Schedule und Fitting-Abmessungen korrekt interpretieren.
Außendurchmesser (OD)
Der Außendurchmesser ist die physikalische Messung, die Sie sofort bei der Anlieferung und vor dem Zusammenbau überprüfen können.
Der Außendurchmesser muss mit dem Rohr-Außendurchmesser für den angegebenen NPS übereinstimmen, damit die Schweißenden ohne Versatz ausgerichtet sind. Für Edelstahlrohre und passende Fittings ist die Außendurchmesserserie standardisiert unter ASME B36.19M. Eine schnelle Außendurchmesser-Prüfung ist oft der schnellste Weg, um gemischte Annahmen bei Rohren und Rohrleitungen oder Fehler beim ausschließlichen Kauf nach DN zu erkennen.
- Beispiele für Außendurchmesser-Prüfungen, immer bestätigt anhand der im Projekt verwendeten Außendurchmesser-Tabelle:
- NPS 1/2 (DN 15): Außendurchmesser ≈ 0,840 Zoll oder 21,3 mm
- NPS 1 (DN 25): Außendurchmesser ≈ 1,315 Zoll oder 33,4 mm
- NPS 4 (DN 100): Außendurchmesser ≈ 4,500 Zoll oder 114,3 mm
Praxisfall: Bei einem Edelstahl-Rohrstrang stimmte der Außendurchmesser mit der Zeichnung überein, aber das Fittingende war leicht unrund. Der Schweißer musste die Verbindung mit Klemmen in Position ziehen, was zu einer internen Fehlpassung und einem Durchbrennrisiko auf der dünnen Seite führte. Die bessere Praxis ist, den Außendurchmesser an jedem Ende in mindestens zwei senkrechten Richtungen zu messen und Enden, die die Rundheitsgrenzen des Projekts überschreiten, vor dem Zusammenbau zu korrigieren oder abzulehnen.
Wandstärke (Schedule)
Die Wandstärke steuert die Passungstoleranz, das Schweißverhalten und ob das Fitting tatsächlich mit der Rohrleitungsklasse übereinstimmt.
Bei Edelstahl-Rohrleitungssystemen sind die Klassen Schedule 10S, 40S, 80S und ähnliche Bezeichnungen üblich. Diese Klassennamen beziehen sich auf standardisierte Wandstärkentabellen in ASME B36.19M. In der Praxis werden Fittings oft als passend zur angeschlossenen Rohrleitungsklasse beschrieben, aber die Annahme muss dennoch durch Messung und den übernommenen Fitting-Standard verifiziert werden.
Praxisfall: Eine Mannschaft installierte Sch.10S-Bögen in eine Sch.40S-Leitung, weil der Außendurchmesser korrekt war und die Markierungen übersehen wurden. Das erste Anzeichen für Probleme war eine übermäßige Wurzelöffnung und schlechte Einbrandkontrolle beim Zusammenbau. Die Korrektur bestand darin, die Wandstärke während der Wareneingangsprüfung zu überprüfen, lesbare Markierungen zu fordern und nachvollziehbare Unterlagen an die Charge anzuhängen, bevor Teile in die Fertigung gelangten.

Ende-zu-Ende und Mitte-zu-Ende (Take-off)
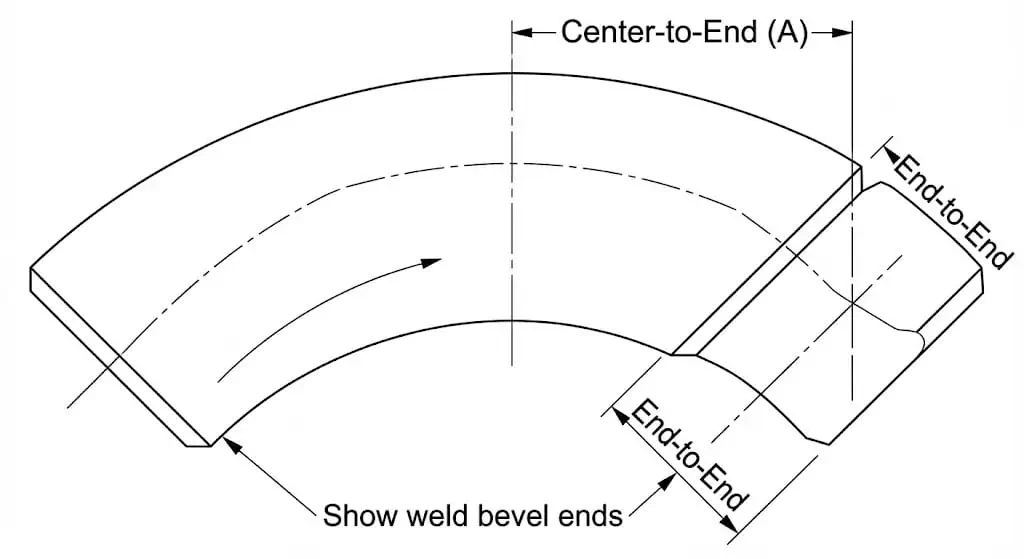
Abmessungen entscheiden darüber, ob ein Rohrstrang korrekt auf Stützen aufliegt und den nächsten Schweißpunkt ohne Zwangspassung erreicht.
Ende-zu-Ende wird für gerade Fittings wie Reduzierstücke oder Kappen verwendet. Mitte-zu-Ende, auch Mitte-zu-Stirnseite genannt, ist die kritische Abmessung für Bögen und T-Stücke, da sie den Wendepunkt oder Abzweigort im Rohrstrang bestimmt. In der Praxis werden viele Nacharbeiten auf der Baustelle durch Abmessungsabweichungen verursacht, nicht durch Außendurchmesser-Abweichungen, da der Außendurchmesser in der Regel leicht zu standardisieren ist, während Abmessungsfehler erst bei der Montage des Rohrstrangs offensichtlich werden.
Praxisfall: Ein Rohrstrang endete etwa 6 mm zu kurz, weil die Werkstatt eine andere Bogenserie als in der Zeichnung angenommen hatte. Die tatsächliche Korrektur bestand nicht darin, den Rohrstrang vor Ort zu “dehnen”. Es ging darum, Mitte-zu-Ende an einem Musterbogen aus der tatsächlichen Charge zu messen und die Fittingserie in der Stückliste festzulegen, bevor mit dem Rohrschneiden begonnen wurde.
Standardmaße-Tabelle (ASME B16.9)
Verwenden Sie die folgende Tabelle als praktische Überprüfung für Langradiusbögen, die zu den häufigsten Stumpfschweißfittings gehören.
| NPS (Größe) | Außendurchmesser (OD) | 90° LR-Bogen Mitte-zu-Ende |
|---|---|---|
| 1/2 | 21,3 mm (0,84″) | 38 mm (1,50″) |
| 3/4 | 26,7 mm (1,05″) | 38 mm (1,50″)* |
| 1 | 33,4 mm (1,32″) | 38 mm (1,50″) |
| 1-1/2 | 48,3 mm (1,90″) | 57 mm (2,25″) |
| 2 | 60,3 mm (2,38″) | 76 mm (3,00″) |
| 3 | 88,9 mm (3,50″) | 114 mm (4,50″) |
| 4 | 114,3 mm (4,50″) | 152 mm (6,00″) |
| 6 | 168,3 mm (6,63″) | 229 mm (9,00″) |
| 8 | 219,1 mm (8,63″) | 305 mm (12,00″) |
| 10 | 273,1 mm (10,75″) | 381 mm (15,00″) |
| 12 | 323,9 mm (12,75″) | 457 mm (18,00″) |
*Für NPS 3/4 und kleiner überprüfen Sie stets den übernommenen Standard und den Fittingtyp, da Alternativen für kleine Bohrungen in anderen Produktfamilien variieren können. Verwenden Sie den vollständigen ASME B16.9-Standard für die offiziellen Abmessungen und Toleranzen.
Maßtoleranzen (ASME B16.9)
Die Kenntnis der Nennabmessung reicht nicht aus. Sie benötigen auch die zulässige Toleranz, um zu entscheiden, ob das Teil für die Fertigung akzeptabel ist.
| NPS-Bereich | Winkelabweichung (Q) | Ebenenabweichung (P) | Mitten-zu-Ende-Toleranz |
|---|---|---|---|
| 1/2 bis 4 | ± 1 mm | ± 2 mm | ± 2 mm |
| 5 bis 8 | ± 2 mm | ± 4 mm | ± 2 mm |
| 10 bis 12 | ± 3 mm | ± 5 mm | ± 3 mm |
| 14 bis 16 | ± 3 mm | ± 5 mm | ± 3 mm |
Dies ist nur ein allgemeiner Toleranzleitfaden. Verwenden Sie die offizielle Toleranztabelle in ASME B16.9 für die Projekt-QA-Abnahme.
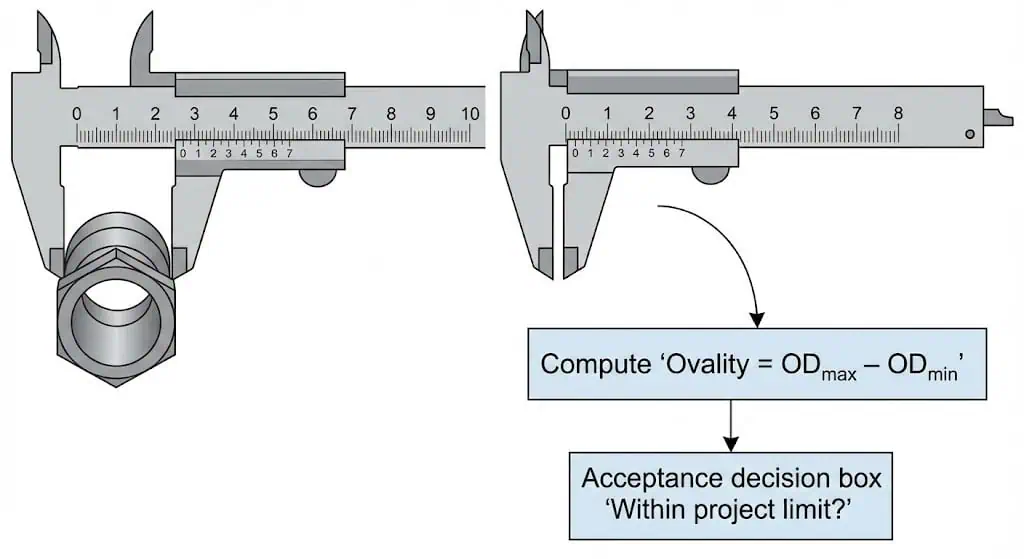
Zusätzliche Messungen: Fasewinkel und Ovalität

Die Zustand der Fase und Rundheit beeinflussen die Schweißqualität, bevor der Schweißer überhaupt beginnt.
- Fasenbearbeitung: Die Standard-Endvorbereitungsgeometrie für Stumpfschweißungen ist definiert in ASME B16.25. Praktische Werkstattprüfungen umfassen die Konsistenz des Fasenwinkels, die Gleichmäßigkeit der Wurzelfläche oder des Lands und die Rechtwinkligkeit des Endes.
- Ovalität: Messen Sie den Außendurchmesser in mehreren Ausrichtungen, typischerweise 0° und 90°, an beiden Enden. Ovale Enden verursachen innere Fehlpassung und ungleichmäßige Wurzelöffnung, was besonders bei dünneren Edelstahlwandstärken riskant ist.
- Thermische Effekte während der Messung: Edelstahl dehnt sich messbar mit der Temperatur aus. Eine stabile Werkstatttemperatur hilft, Abweichungen zu vermeiden, wenn die Toleranzen eng sind.
Praxisfall: Eine Reparaturserie zeigte mangelnde Durchdringung an der 6-Uhr-Position. Die eigentliche Ursache war nicht nur die Schweißtechnik. Das Fasenland variierte, und ein Ende war leicht oval, wodurch die Wurzel am unteren Ende der Verbindung enger wurde. Die Korrektur bestand darin, die Fase auf ein konsistentes Land nachzubearbeiten und das Ende vor dem Zusammenbau wieder zu runden.
Typische Abmessungen nach Fitting-Typ
Verschiedene Fittings haben unterschiedliche kritische Abmessungen.
ASME B16.9 deckt eine breite Palette von geschmiedeten Stumpfschweiß-Fittingtypen und -größen ab. In der praktischen Inspektion konzentrieren Sie sich auf die Abmessungen, die tatsächlich den Zusammenbau steuern:
- Bögen: Mitte-zu-Ende, Endrundheit und Biegewinkel
- T-Stücke: Mitte-zu-Ende an der Hauptleitung und Abzweigung, Ausrichtung der Abzweigung und Rechtwinkligkeit
- Reduzierstücke: Gesamtlänge, Konzentrizität oder Exzentrizität und Endbearbeitung an beiden Enden
- Kappen: Außendurchmesser, Tiefe und Endbearbeitung
| Arten von Fittings | Größenbereich (NPS) |
|---|---|
| 45°- und 90°-Langradius-Bögen, T-Stücke, Kreuzstücke, Kappen | 1/2 – 48, im Rahmen von ASME B16.9 |
| Reduzierende Bögen, Rückführungen, Reduzierstücke, Bördel | Üblicherweise in kleinen bis mittleren Größen erhältlich, abhängig vom übernommenen Standard und den Lieferantenkapazitäten |
Gute Messung bedeutet nicht nur, eine Zahl zu erhalten. Es geht darum, nachzuweisen, dass das Fitting ohne Zwangsausrichtung montiert werden kann und den übernommenen Standard sowie die WPS-Anforderungen erfüllt.
Wie man Rohrfittings genau misst
Werkzeuge für die Messung
Verwenden Sie Werkzeuge, die der Toleranz entsprechen, die Sie tatsächlich benötigen. Messschieber sind praktisch für Außendurchmesser- und Abnahmeprüfungen, Mikrometer sind zuverlässiger für Wandstärken, und Umfangsmessbänder helfen bei größeren Durchmessern, wo Messschieber nicht praktikabel sind.
Für die meisten Wareneingangskontrollen ist ein kalibrierter digitaler Messschieber das Hauptwerkzeug im Werk für Außendurchmesser- und Abnahmeprüfungen. Werkstatt-Messschieber können eine Auflösung von 0,01 mm anzeigen, aber Auflösung ist nicht dasselbe wie tatsächliche Messgenauigkeit. Gute Technik und gültige Kalibrierung sind genauso wichtig wie die Anzeige. Eine prägnante Referenz ist verfügbar von Mitutoyos Leitfaden.
- Digitale Messschieber für Außendurchmesser, Innenmessungen und kürzere End-zu-End- oder Mitte-zu-End-Messungen
- Bandmaß oder Stahlmaßstab für längere Abmessungen bei der Abnahme
- Mikrometer für Wandstärke
- Umfangsmessband für große Außendurchmesser
- Winkel- oder Schrägungslehre zur Überprüfung von Schweißenden
Schritt-für-Schritt-Prozess zur Messung von Rohrverbindungen
Verwenden Sie eine wiederholbare Abfolge, damit Sie die Dimension nicht übersehen, die tatsächlich Nacharbeiten auf der Baustelle verursacht.
- Bestätigen Sie den Fittingtyp und die Norm.
Identifizieren Sie, ob das Teil ein Bogen, ein T-Stück, ein Reduzierstück, ein Kappe oder ein anderes Fitting ist. Bestätigen Sie, ob das Projekt ASME B16.9, MSS SP-43 oder eine EN 10253-Serienanforderung verwendet. Gemischte Normen sind eine häufige Ursache für Abnahmefehler. - Messen Sie den Außendurchmesser an jedem Ende.
Nehmen Sie mindestens zwei Messungen im 90°-Abstand an beiden Enden vor. Notieren Sie Maximal- und Minimalwerte, um Ovalität und Handhabungsschäden zu erkennen. - Bestimmen Sie NPS aus dem Außendurchmesser.
Verwenden Sie eine Rohr-Außendurchmesser-Tabelle basierend auf ASME B36.19M für Edelstahlrohre. Verlassen Sie sich nicht allein auf DN bei gemischten Spezifikationsaufträgen. - Messen Sie die Wandstärke an mehreren Punkten.
Verwenden Sie ein Mikrometer, wo zugänglich. Bei geformten Fittings prüfen Sie sowohl in der Nähe des Tangentenbereichs als auch nahe dem Ende. Fügen Sie UT-Stichproben hinzu, wenn die Anwendung empfindlicher ist. - Überprüfen Sie die Abmessungen für die Montage.
Messen Sie von Ende zu Ende oder von Mitte zu Ende, abhängig vom Fittingtyp. Vergleichen Sie sowohl mit der Zeichnung als auch mit dem übernommenen Fittingstandard, bevor die Fertigung beginnt. - Prüfen Sie die Endbearbeitung vor dem Zusammenbau.
Prüfen Sie den Zustand der Fase, die Gleichmäßigkeit des Lands und die Rechtwinkligkeit. Korrigieren Sie schwere Dellen oder unrunde Enden vor dem Schweißen. - Dokumentieren Sie die Ergebnisse für die Rückverfolgbarkeit.
Notieren Sie NPS, Schedule, Chargennummer oder Markierungen, gemessenen Außendurchmesser, Dicke, Abstand und Prüferidentifikation.
Tipp: Wenn eine Abmessung knapp passt, behandeln Sie sie als Nichtkonformität. Edelstahl-Stumpfschweißverbindungen bestrafen erzwungenes Einpassen mit Verzug, Fehlausrichtung und Nachschweißarbeiten.
Sicherstellung der Messgenauigkeit
Genauigkeit kommt von Kalibrierung, Technik und stabilen Bedingungen, nicht allein von der Anzeige.
Eine praktische Methode ist es, zu standardisieren, wie Prüfer Messwerte nehmen, einschließlich derselben Kontaktpunkte, desselben Messdrucks und derselben Ausrichtung für wiederholte Prüfungen. Reinigen Sie die Fittingenden, entfernen Sie Grat und messen Sie auf einer stabilen Oberfläche. Wenn die Toleranzen eng sind, halten Sie sowohl Werkzeuge als auch Teile nahe Raumtemperatur, damit Wärmeausdehnung die Messung nicht verzerrt.
- Bestätigen Sie den Kalibrierungsstatus und die Nullstellung vor der Verwendung
- Reinigen Sie die Fittingoberfläche vor dem Messen
- Messen Sie an mehreren Punkten, um Ovalität und Wanddünnung zu prüfen.
- Notieren Sie die Ergebnisse mit Einheiten und Position, z.B. Ende, Tangente oder Körper.
Häufige Messfehler, die vermieden werden sollten
Die häufigsten Fehler sind, DN als physikalischen Durchmesser zu behandeln und den Endzustand zu ignorieren.
- Vermischung von Rohr- und Rohrleitungsabmessungen: Der Rohr-Außendurchmesser folgt NPS-basierten OD-Tabellen und entspricht nicht der Nennmaßzahl bei kleinen Größen.
- Messung nur an einem Punkt: Eine einzelne OD-Messung kann Ovalität und Dellen übersehen, die später zu internen Passungsproblemen führen.
- Überspringen von Take-off-Prüfungen: Falsche Abmessungsermittlung ist eine häufige Ursache für Probleme bei der Spülmontage.
- Annahme der Wandstärke nach Augenmaß: Zwei Fittings mit demselben OD können sehr unterschiedliche Wandstärken haben.
Hinweis: Wenn das Teil bereits vor Ort ist, ist es viel günstiger, eine Fehlpassung mit einem Messschieber zu finden als später durch Schneiden, Schleifen und Reparaturschweißen.
Normen und Toleranzen für Stahlstumpfschweißfittings aus Edelstahl
ASME B16.9 und ASTM-Normen
ASME B16.9 definiert die Maßanforderungen für werkseitig hergestellte Stumpfschweißfittings aus Schmiedestahl, einschließlich Schlüsselmaßen, Toleranzen und Kennzeichnungen. Für Edelstahlmaterialanforderungen und Gütebezeichnungen, die üblicherweise in Stumpfschweißfittings verwendet werden, ASTM A403/A403M wird häufig verwendet für Schmiedefittings aus austenitischem Edelstahl für Rohrleitungen.
| Standard | Wesentliche Anforderungen |
|---|---|
| ASTM A403/A403M | Materialanforderungen für geschmiedete austenitische Edelstahl-Rohrleitungsteile, einschließlich Güteklassen und Wärmebehandlung |
| ASME B16.9 | Maßliche Anforderungen, Toleranzen und Kennzeichnungen für werkseitig hergestellte geschmiedete Stumpfschweißfittings |
| ASME B16.25 | Anforderungen an die Stumpfschweiß-Endvorbereitung |
- Gängige Edelstahlgüten umfassen WP304/L und WP316/L, abhängig von der Projektspezifikation und dem Korrosionsumfeld.
- Für dünnwandige korrosionsbeständige Fittings können Projekte auch auf MSS SP-43 verweisen.
- Für EU-gerichtete Druckgerätearbeiten können EN 10253 Teil 3 oder 4 für Edelstahl-Stumpfschweißfittings referenziert werden.
Toleranzbereiche und Konformität
Toleranzen definieren, wie weit eine Abmessung abweichen darf, bevor die Passung und Designannahmen zu versagen beginnen. Die zuverlässige Methode besteht darin, den übernommenen Standard zu bestätigen, die Abmessungen zu messen, die die Passung steuern, und diese Messwerte sowohl mit dem Standard als auch mit jeder projektspezifischen Toleranzklasse zu vergleichen. Wo mehrere Standards möglich sind, sollte diese Wahl in die Bestellung, den ITP und die Fertigungsdokumente aufgenommen werden, damit die Lieferkette keine Maßreihen vermischt.
| Prüfpunkt | Warum es wichtig ist |
|---|---|
| Außendurchmesser und Endrundheit | Steuert interne Fehlpassung und Wurzelöffnungsstabilität während des Schweißens |
| Wandstärke am Ende und im geraden Rohrbereich | Steuert die Schweißbarkeit und die minimale verbleibende Wandstärke nach dem Formen |
| Mitte-zu-Ende oder Ende-zu-Ende | Steuert die Spulengeometrie, Ausrichtungsunterstützung und Risiko von Zwangspassungen |
Wenn Sie von Sunhy oder einem anderen Hersteller beziehen, fordern Sie einen Maßprüfbericht an, der mit den Chargennummern und Markierungsfotos verknüpft ist. Das ist der kürzeste Weg, um Streitigkeiten zu lösen und die Rückverfolgbarkeit aufrechtzuerhalten.
Markierung und Dokumentation
Markierung und Dokumentation beweisen, dass das erhaltene Fitting dem spezifizierten Fitting entspricht.
Mindestens sollte die Markierung Größe, Materialgüte und angewandte Norm nachvollziehbar machen. Bei hochspezifizierten Projekten fordern Sie Prüfdokumente an und stellen Sie sicher, dass die Chargennummer auf dem Fitting genau mit den Papieren übereinstimmt.
Tipp: Akzeptieren Sie keine Kartonpapierdokumente, die nicht auf die Chargennummern der tatsächlichen Fittings zurückgeführt werden können. Sobald die Rückverfolgbarkeit unterbrochen wird, wird das Teil zu einem Risikoartikel, selbst wenn es korrekt gemessen ist.
Bedeutung genauer Messungen
Passgenauigkeit und Schweißnahtintegrität
Präzise Messung reduziert Zwangspassungen, minimiert Fehlanpassungen und verbessert die Schweißqualität.
Wenn Fittings tatsächlich der angewandten Maßnorm entsprechen und korrekte Schweißendenvorbereitung aufweisen, ist die Verbindung leichter auszurichten und zu schweißen, ohne übermäßige Klemmkraft. Das bedeutet weniger Nacharbeiten und weniger Verzug, insbesondere bei dünneren Edelstahlwandstärken, bei denen Wärmeeintrag entscheidend ist.
- Korrekte Ausrichtung reduziert interne Fehlpassung und stabilisiert die Wurzelöffnung
- Konsistente Abmessung verhindert Spannungen und Federung im Rohrstrang während des Schweißens
- Einheitliche Endbearbeitung verbessert die Wiederholgenauigkeit gemäß WPS
- Standardisierte Abmessungen verbessern die Austauschbarkeit für zukünftige Wartungen
Sicherheit und Betriebszuverlässigkeit
Dimensionale Fehlpassung ist oft ein frühes Warnzeichen für spätere Leckagepfade und Ermüdungsprobleme.
Ein Fitting, der fast passt, wird oft unter Spannung geschweißt. Diese Spannung kann später zu Verzug, Fehlausrichtung oder lokaler Ausdünnung nach Schleifen und Reparatur führen. Wenn Außendurchmesser, NPS, Schedule und Abmessung frühzeitig überprüft werden, wird das System mit weniger Unbekannten und weniger Nacharbeit gebaut.
Ein häufiger versteckter Fehlermodus ist die Annahme des korrekten Außendurchmessers, während Wandstärkenfehlpassung oder Endrundlaufabweichung übersehen und dann mit Klemmen ausgeglichen werden. Die Verbindung kann den anfänglichen Test bestehen, aber dennoch früher unter Vibration oder thermischer Zyklisierung reißen oder lecken.
Kostspielige Fehler vermeiden
Eingangskontrolle verhindert den teuersten Fehler: die Entdeckung von Fehlpassung, nachdem die Fertigung bereits begonnen hat.
Falsch dimensionierte Edelstahl-Stumpfschweißfittings können zu Leckagen, schwachen Schweißnähten und instabiler Passung führen. Diese Probleme führen oft zu Reparaturen, zusätzlichem Ausschuss und Verzögerungen bei der Inbetriebnahme.
- Reparaturen und Stillstandszeiten, da das Ausschneiden und Nacharbeiten von Edelstahl arbeitsintensiv ist
- Erhöhter Ausschuss, da eine falsche Bogenserie einen ganzen Rohrstrang unbrauchbar machen kann
- Verzögerung bei der Inbetriebnahme aufgrund von Nachprüfungen und Wiederholungstests
Die Auswahl eines Lieferanten mit einem dokumentierten Prüfplan und Rückverfolgbarkeitsprozess hilft, diese Risiken zu reduzieren. Bei der praktischen Wareneingangsprüfung ist der beste Ansatz, Außendurchmesser, Wandstärke und Abmessungen mit Markierungsfotos und Wärmenachweisen zu verknüpfen, damit Abweichungen sofort behoben werden können.
Hauptschritte zur Messung von Stumpfschweißfittings aus Edelstahl:
Messen Sie zuerst den Außendurchmesser an beiden Enden und in mehreren Ausrichtungen, identifizieren Sie NPS aus der Außendurchmesser-Tabelle, überprüfen Sie die Wandstärke an mehr als einer Stelle und bestätigen Sie die Abmessungen anhand der Zeichnung und der Norm. Prüfen Sie abschließend den Endzustand, einschließlich Fase und Rundheit, vor dem Zusammenbau.
Schnell-Checkliste für optimale Ergebnisse:
- Überprüfen Sie die angewandte Norm vor der Messung
- Messen Sie beide Enden und erfassen Sie maximalen und minimalen Außendurchmesser, um Ovalität zu erkennen
- Bestätigen Sie die Nennweite durch Messung statt Annahme
- Überprüfen Sie die Abmessungen vor dem Schneiden des Rohrs
- Halten Sie die Rückverfolgbarkeit mit Markierung, Wärmenachweisen und Prüfprotokoll aufrecht
Technische Überprüfungsgrundlage
Überprüft für: Stumpfschweißfitting-Dimensionalprüfung, Zusammenbaukontrolle, Schweißendenannahme und Rückverfolgbarkeitsprüfungen für Edelstahlrohrleitungsbau.
Vorgeschlagener Prüfertitel: Rohrleitungs-QA / Fertigung / Schweißprüfungsingenieur
Quellengrundlage: ASME B16.9 Maßpraxis, ASME B16.25 Schweißendenvorbereitung, ASME B36.19M Edelstahlrohr-Außendurchmesser und Wanddickenserie, ASTM A403 Materialanforderungen und praktischer Wareneingangsprüfungsablauf.
Zuletzt aktualisiert: 2026-03-26
FAQ
Wie stellt Sunhy die Genauigkeit der Fitting-Messungen sicher?
Ein glaubwürdiger Ansatz ist ein dokumentierter Prüfplan mit Kalibrierung und Rückverfolgbarkeit.
Fordern Sie Maßprüfungsaufzeichnungen für Außendurchmesser, Wanddicke und Abstand zusammen mit Kalibrierungskontrolle und Papierkram, der an Chargennummern und Markierungen gebunden ist. Für höherspezifizierte Arbeiten fügen Sie Ultraschallprüfungen an geformten Bereichen hinzu und überprüfen Sie den Endzustand vor der Freigabe zur Fertigung.
Welche Werkzeuge eignen sich am besten zur Messung von Edelstahl-Stumpfschweißfittings?
Verwenden Sie Messschieber für Außendurchmesser und Abstand, Mikrometer für Wanddicke und Umfangsmessband für große Außendurchmesserprüfungen.
Für die Endvorbereitung verwenden Sie einen Fasen- oder Winkelmesser und eine Richtscheibe zur Überprüfung der Rechtwinkligkeit. Halten Sie Werkzeuge kalibriert und verwenden Sie wiederholbare Techniken, damit verschiedene Prüfer konsistente Ergebnisse erzielen.
Warum sind Normen wie ASME B16.9 wichtig?
Sie steuern die Austauschbarkeit und reduzieren Überraschungen während des Zusammenbaus.
ASME B16.9 definiert Maßanforderungen und Toleranzen, damit Armaturen konsistent über Lieferanten hinweg montiert werden können. In Kombination mit ordnungsgemäßer Schweißendenvorbereitung nach ASME B16.25 wird es einfacher, die Verbindung nach dem Schweißverfahrensblatt zu schweißen, ohne erzwungene Ausrichtung oder übermäßige Fehlpassung.
Was ist der Unterschied zwischen NPS und OD?
NPS ist eine Größenbezeichnung, während Außendurchmesser der physische Durchmesser ist, den Sie messen.
Um NPS korrekt zu identifizieren, messen Sie zuerst den Außendurchmesser und gleichen Sie dann diese Messung mit der standardisierten Außendurchmessertabelle für Rohre ab. Dies vermeidet den häufigen Fehler, Rohrgrößen mit Rohrgrößen zu verwechseln.
Wie können Einkäufer die Qualität von Fittings vor der Installation überprüfen?
Überprüfen Sie drei Dinge: Maße, Endzustand und Rückverfolgbarkeit.
Maße umfassen Außendurchmesser an beiden Enden, Wanddicke an mehreren Punkten und Abstand. Der Endzustand umfasst Rundheit und Fasenqualität. Rückverfolgbarkeit bedeutet, dass die Markierung und Chargennummer auf der Armatur mit den Prüfpapieren und dem Materialzertifikat übereinstimmen. Fehlt eines davon, steigt das Risiko von Nacharbeiten vor Ort stark an.



