







النقاط الرئيسية: قياس وصلات اللحام الجانبي
- حدد المعيار أولاً: تأكد مما إذا كان التركيب مُورَّدًا وفقًا لمعيار ASME B16.9 أو MSS SP-43 أو متطلبات سلسلة EN 10253 قبل التحقق من أبعاد الإزالة.
- قم بقياس القطر الخارجي، وليس القطر الداخلي، لتحديد الحجم: تتم مطابقة تركيبات اللحام باللحام بالحزمة مع الأنابيب بناءً على القطر الخارجي وNPS، وليس القطر الداخلي.
- المسافة من المركز إلى الطرف هي البعد الحاسم للسبول: معظم حالات عدم التطابق في التصنيع تأتي من أخطاء في أبعاد الإزالة، وليس في القطر الخارجي.
- استخدم الأدوات المناسبة: فرجار رقمي للقطر الخارجي وأبعاد الإزالة، ميكرومتر لقياس سمك الجدار، وأدوات قياس الشطبة أو الزوايا لتحضير نهايات اللحام.
")
مُقابِلَات اللحام الجانبية من الفولاذ المقاوم للصدأ يتم قياسها بالقطر الخارجي، وحجم الأنبوب الاسمي، وسمك الجدار أو الجدول، وأبعاد إزالة التركيبات مثل المركز إلى الطرف أو الطرف إلى الطرف. تحدد هذه القياسات ما إذا كان التركيب يتطابق مع الأنبوب، ويحافظ على محاذاة الممر الداخلي، ويمكن لحامه دون تركيب قسري. بالنسبة لمعظم تركيبات اللحام الجانبي المصنوعة في المصنع، يتم تعريف متطلبات الأبعاد والتفاوتات المسموح بها في ASME B16.9, بينما يتم تغطية تجهيز حافة اللحام بواسطة ASME B16.25. عادةً ما يتم تحديد متطلبات المواد الفولاذية المقاومة للصدأ الشائعة لدرجات WP304/L وWP316/L والمشابهة لها وفقًا لـ ASTM A403/A403M.
أسرع طريقة لتجنب إعادة العمل في الموقع هي التحقق من ثلاثة أشياء قبل بدء التصنيع: القطر الخارجي الصحيح وNPS، وسماكة الجدار الصحيحة، وبُعد الإزاحة الصحيح لسلسلة التركيب الموردة فعليًا. في أنظمة الفولاذ المقاوم للصدأ، غالبًا ما يتحول التركيب الذي “يكاد يتناسب” إلى محاذاة قسرية، أو تشوه أثناء اللحام، أو طحن إضافي، أو لحام إصلاح لاحقًا.
من منظور ضمان الجودة، يركز خطة تفتيش استلام وتركيب عملية على التحقق الأبعاد بالإضافة إلى أدلة التتبع. تشمل الضوابط الشائعة:
- فحوصات الأبعاد للقطر الخارجي، والطول الإجمالي، ومن المركز إلى النهاية باستخدام فرجار معاير أو مقاييس وعينات موثقة
- التحقق من سماكة الجدار باستخدام ميكرومتر، وعند الحاجة، فحوصات UT النقطية حيث قد يؤدي التشكيل إلى ترقيق منطقة الظل
- مراجعة تقرير اختبار المواد أو شهادة التفتيش، مع تتبع رقم الدفعة وفحوصات PMI النقطية حيثما تم تحديدها
- فحوصات التركيب على نهايات اللحام، بما في ذلك حالة الشطبة، أو وجه الجذر، واستدارة النهاية قبل الإفراج للتصنيع
إذا كان مشروعك يتطلب تتبعًا صارمًا، فمن المفيد الاحتفاظ بسجلات الأبعاد مرتبطة بعلامات القطعة وأوراق الدفعة. بالنسبة للمشترين وفرق ضمان الجودة، يعمل هذا بشكل أفضل عندما تتم مراجعة فحوصات الأبعاد معًا مع تفسير شهادة المواد بدلاً من كونها أوراق عمل منفصلة بعد الحدث.
الأبعاد الرئيسية لتركيبات اللحام الجانبي من الفولاذ المقاوم للصدأ
حجم الأنبوب الاسمي (NPS)
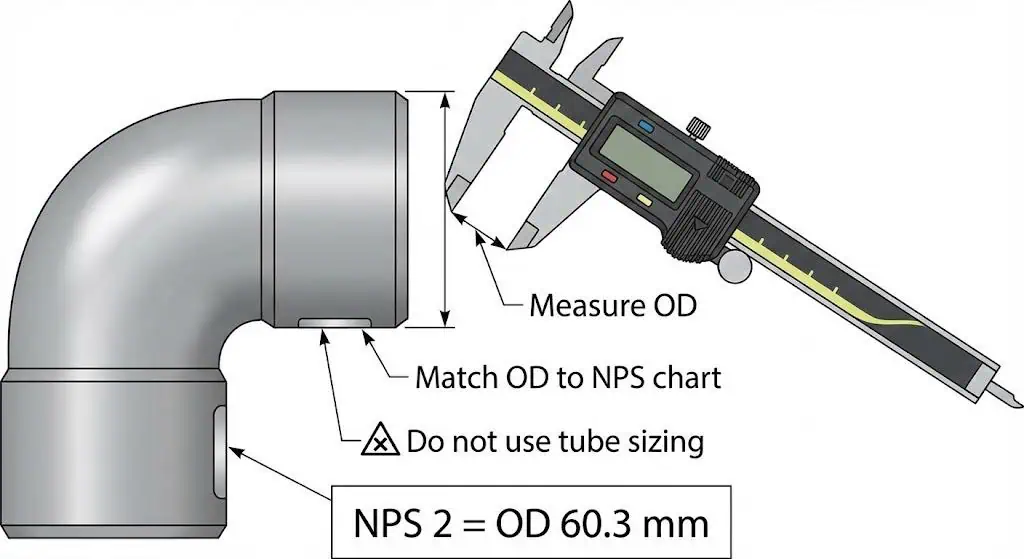
NPS هو نظام التسمية المستخدم لطلب الأنابيب وملحومات اللحام الطرفي، لكنك لا تقيس NPS مباشرة باستخدام الفرجار.
NPS هو تسمية تتوافق مع أقطار خارجية موحدة. بالنسبة للأحجام الأصغر، لا يساوي رقم NPS القطر الخارجي الفعلي. ASME يسلط الضوء على هذا التمييز بوضوح: الأنابيب تستخدم قيم قطر خارجي موحدة، بينما يتم تحديد الأنبوب عادةً مباشرة بواسطة القطر الخارجي تحت قواعد قياس مختلفة. بالنسبة للأنابيب الفولاذية المقاومة للصدأ، يتم سلسلة القطر الخارجي القياسية في ASME B36.19M.
مثال ميداني: قام فريق الصيانة بقياس حوالي 60.3 ملم قطر خارجي وطلبوا “ملحومات أنبوب 60 ملم”. كان الخط في الواقع أنبوب NPS 2، الذي يستخدم نفس القطر الخارجي لكن تسمية مختلفة قائمة على الأنابيب وتوقع نهاية اللحام. وصلت المخفضات مع افتراض خاطئ وراء الطلب ولم تتناسب مع الخط بشكل صحيح. الإصلاح الحقيقي كان تحديد حجم الأنبوب من القطر الخارجي أولاً، ثم تحديد NPS، والجدول، والمعيار في أمر الشراء.
| حجم الأنبوب الاسمي (NPS) | القطر الخارجي (OD) | تغير القطر الداخلي (ID) |
|---|---|---|
| 12 بوصة وأصغر | ثابت لكل حجم | يقل مع زيادة سمك الجدار أو الجدول |
| أكبر من 14 بوصة | يتوافق القطر الخارجي (OD) وNPS بشكل أوثق | القطر الداخلي لا يزال يختلف مع سمك الجدار |
نصيحة عملية للتحديد: قم بقياس القطر الخارجي أولاً، ثم قم بمطابقة القطر الخارجي مع جدول قطر خارجي للأنابيب بناءً على ASME B36.10 أو B36.19. بمجرد تحديد NPS، يمكنك تفسير الجدول وأبعاد إزالة الملحومات بشكل صحيح.
القطر الخارجي (OD)
القطر الخارجي هو القياس الفيزيائي الذي يمكنك التحقق منه فوراً عند الاستلام وقبل التركيب.
يجب أن يتطابق القطر الخارجي مع قطر الأنبوب المذكور لـ NPS حتى تتم محاذاة نهايات اللحام دون إزاحة. بالنسبة للأنابيب الفولاذية المقاومة للصدأ والملحومات المطابقة، يتم توحيد سلسلة القطر الخارجي تحت ASME B36.19M. غالبًا ما يكون فحص القطر الخارجي السريع أسرع طريقة لاكتشاف الافتراضات المختلطة للأنابيب والمواسير أو أخطاء الشراء التي تعتمد فقط على القطر الاسمي.
- أمثلة على فحوصات القطر الخارجي، يتم دائمًا تأكيدها مقابل جدول القطر الخارجي المعتمد للمشروع:
- NPS 1/2 (DN 15): القطر الخارجي ≈ 0.840 بوصة أو 21.3 ملم
- NPS 1 (DN 25): القطر الخارجي ≈ 1.315 بوصة أو 33.4 ملم
- NPS 4 (DN 100): القطر الخارجي ≈ 4.500 بوصة أو 114.3 ملم
مثال ميداني: على ملف من الفولاذ المقاوم للصدأ، تطابق القطر الخارجي مع الرسم، لكن نهاية التركيب كانت غير دائرية قليلاً. اضطر اللحام لسحب الوصلة إلى مكانها باستخدام المشابك، مما تسبب في عدم تطابق داخلي وخطر الاحتراق على الجانب الرقيق. الممارسة الأفضل هي قياس القطر الخارجي في اتجاهين متعامدين على الأقل عند كل نهاية وتصحيح أو رفض النهايات التي تتجاوز حدود الاستدارة المعتمدة للمشروع قبل التجميع.
سمك الجدار (جدول الجدولة)
يحدد سمك الجدار تحمل التجميع، وسلوك اللحام، وما إذا كان التركيب يتطابق بالفعل مع جدول الخط.
في أنظمة الأنابيب المصنوعة من الفولاذ المقاوم للصدأ، تكون التصنيفات مثل Schedule 10S و40S و80S وما شابه شائعة. ترتبط أسماء هذه الجداول بجداول سمك الجدار الموحدة في ASME B36.19M. عمليًا، غالبًا ما توصف التركيبات بأنها تتطابق مع جدول الأنبوب المتصل، ولكن لا يزال يجب التحقق من القبول عن طريق القياس والمعيار المعتمد للتركيب.
مثال ميداني: قام طاقم بتركيب كوع من Sch.10S في خط من Sch.40S لأن القطر الخارجي كان صحيحًا وتم تفويت العلامات. كانت أول علامة على المشكلة هي فتحة الجذر المفرطة وسيطرة ضعيفة على الاختراق أثناء التجميع. كان التصحيح هو التحقق من سمك الجدار أثناء فحص الاستلام، وطلب علامات قابلة للقراءة، والاحتفاظ بأوراق قابلة للتتبع مرتبطة بالدفعة قبل دخول الأجزاء إلى التصنيع.

من النهاية إلى النهاية ومن المركز إلى النهاية (Take-off)
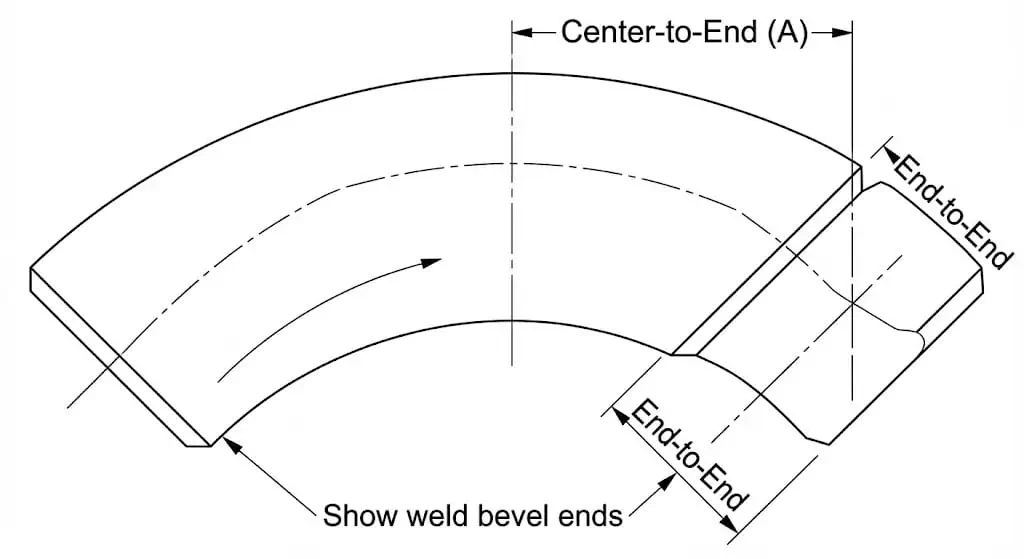
تحدد أبعاد الإزاحة ما إذا كان الماسورة تستقر بشكل صحيح على الدعامات وتصل إلى نقطة اللحام التالية دون تركيب قسري.
يُستخدم البعد من طرف إلى طرف للوصلات المستقيمة مثل المخفضات أو الأغطية. البعد من المركز إلى الطرف، ويسمى أيضًا من المركز إلى الوجه، هو البعد الحاسم للكوعات والمقسمات لأنه يحدد نقطة الانعطاف أو موقع الفرع في الماسورة. عمليًا، تحدث العديد من مشكلات إعادة العمل في الموقع بسبب عدم تطابق أبعاد الإزاحة بدلاً من عدم تطابق القطر الخارجي لأن القطر الخارجي عادةً ما يكون سهل التوحيد، بينما تصبح أخطاء الإزاحة واضحة فقط عند تجميع الماسورة.
مثال ميداني: انتهى المطاف بماسورة رف بحوالي 6 مم قصيرة لأن الورشة افترضت سلسلة كوع مختلفة عن الرسم. التصحيح الحقيقي لم يكن “تمديد” الماسورة في الموقع. كان قياس البعد من المركز إلى الطرف على عينة كوع من الدفعة الفعلية وتثبيت سلسلة الوصلة في قائمة المواد قبل بدء أي قطع للأنابيب.
جدول الأبعاد القياسية (ASME B16.9)
استخدم الرسم البياني أدناه كفحص عملي للكوعات ذات نصف القطر الطويل، والتي تعد من أكثر وصلات اللحام باللحام الشائع استخدامًا.
| NPS (الحجم) | القطر الخارجي (OD) | مركز إلى نهاية الكوع 90° نصف قطر طويل |
|---|---|---|
| 1/2 | 21.3 مم (0.84 بوصة) | 38 مم (1.50 بوصة) |
| 3/4 | 26.7 مم (1.05 بوصة) | 38 مم (1.50 بوصة)* |
| 1 | 33.4 مم (1.32 بوصة) | 38 مم (1.50 بوصة) |
| 1-1/2 | 48.3 مم (1.90″) | 57 مم (2.25″) |
| 2 | 60.3 مم (2.38″) | 76 مم (3.00″) |
| 3 | 88.9 مم (3.50″) | 114 مم (4.50″) |
| 4 | 114.3 مم (4.50″) | 152 مم (6.00″) |
| 6 | 168.3 مم (6.63″) | 229 مم (9.00″) |
| 8 | 219.1 مم (8.63 بوصة) | 305 مم (12.00 بوصة) |
| 10 | 273.1 مم (10.75 بوصة) | 381 مم (15.00 بوصة) |
| 12 | 323.9 مم (12.75 بوصة) | 457 مم (18.00 بوصة) |
*بالنسبة للمقاسات الاسمية للأنابيب 3/4 وأصغر، تحقق دائمًا من المعيار المعتمد ونوع التركيب لأن البدائل ذات القطر الصغير قد تختلف في عائلات المنتجات الأخرى. استخدم معيار ASME B16.9 الكامل للأبعاد والتسامحات الرسمية.
التفاوتات الأبعادية (ASME B16.9)
معرفة البعد الاسمي ليست كافية. تحتاج أيضًا إلى التسامح المسموح به لتحديد ما إذا كان الجزء مقبولاً للتشغيل.
| نطاق المقاس الاسمي للأنبوب | الانحراف الزاوي (Q) | الانحراف المستوي (P) | تفاوت المركز إلى النهاية |
|---|---|---|---|
| 1/2 إلى 4 | ± 1 مم | ± 2 مم | ± 2 مم |
| 5 إلى 8 | ± 2 مم | ± 4 مم | ± 2 مم |
| 10 إلى 12 | ± 3 مم | ± 5 مم | ± 3 مم |
| 14 إلى 16 | ± 3 مم | ± 5 مم | ± 3 مم |
هذا دليل تسامح عام فقط. استخدم جدول التسامح الرسمي في ASME B16.9 لقبول ضمان الجودة للمشروع.
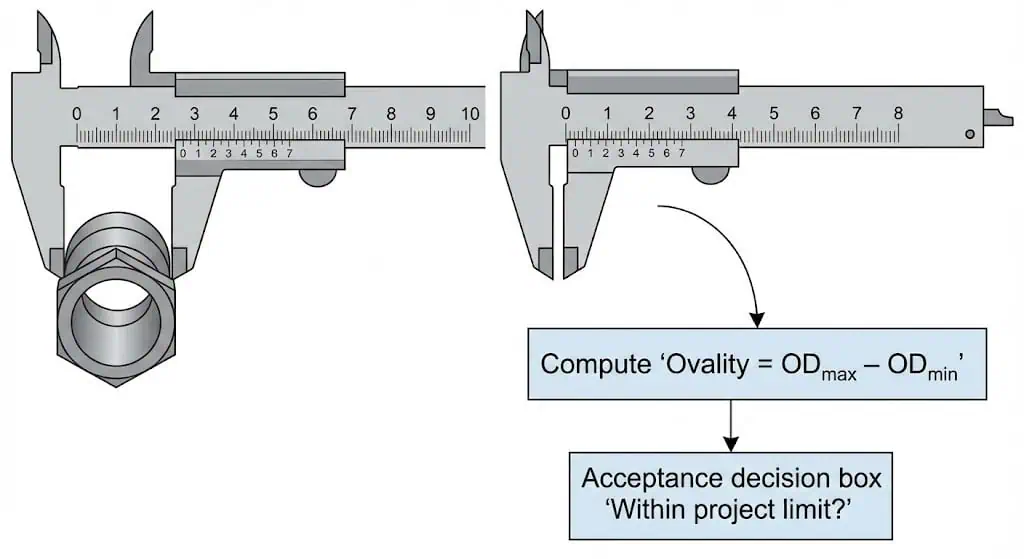
قياسات إضافية: زاوية الميل والتشوه البيضاوي

تؤثر حالة الحشوة والاستدارة على جودة اللحام قبل أن يبدأ اللحام حتى.
- تحضير الشطف: يتم تعريف هندسة نهاية تحضير اللحام القياسية في ASME B16.25. تشمل الفحوصات العملية في الورشة اتساق زاوية الحشوة، وانتظام وجه الجذر أو الأرضية، واستقامة النهاية.
- البيضاوية: قياس القطر الخارجي في اتجاهات متعددة، عادةً 0° و 90°، على كلا الطرفين. تسبب النهايات البيضاوية عدم تطابق داخلي وفتحة جذر غير متساوية، وهو أمر محفوف بالمخاطر بشكل خاص على أقسام الجدران الأقل سمكًا من الفولاذ المقاوم للصدأ.
- التأثيرات الحرارية أثناء القياس: يتمدد الفولاذ المقاوم للصدأ بشكل ملحوظ مع درجة الحرارة. تساعد درجة حرارة الورشة المستقرة في تجنب الانحراف عندما تكون التسامحات ضيقة.
مثال ميداني: أظهرت سلسلة إصلاح نقص الاختراق في موضع الساعة 6. لم يكن السبب الحقيقي هو تقنية اللحام فقط. اختلفت أرضية الحشوة، وكان أحد الطرفين بيضاويًا قليلاً، مما جعل الجذر أكثر إحكامًا في أسفل الوصلة. كان التصحيح هو إعادة تشكيل الحشوة إلى أرضية متسقة وإعادة استدارة النهاية قبل التجميع.
الأبعاد النموذجية حسب نوع التركيبة
تختلف التركيبات في أبعادها الحرجة.
يغطي ASME B16.9 مجموعة واسعة من أنواع وأحجام تركيبات اللحام المصنوعة. في التفتيش العملي، ركز على الأبعاد التي تتحكم فعليًا في التجميع:
- المرافق: من المركز إلى النهاية، واستدارة النهاية، وزاوية الانحناء
- تي: المسافة من المركز إلى الطرف على الفرع الرئيسي والفرع الجانبي، محاذاة الفرع، والاستقامة
- مخفضات: الطول الكلي، التمركز أو اللامركزية، وتجهيز الطرفين
- الأغطية: القطر الخارجي، العمق، وتجهيز الطرف
| أنواع الوصلات | نطاق الحجم (NPS) |
|---|---|
| كوع نصف قطر طويل 45° و 90°، تي، صلبان، أغطية | 1/2 – 48، ضمن نطاق ASME B16.9 |
| كوع مخفض، عوائد، مخفضات، أطراف ستوب | تُزود عادةً عبر أحجام صغيرة إلى متوسطة، اعتمادًا على المعيار المعتمد وقدرة المورد |
القياس الجيد ليس مجرد الحصول على رقم. إنه إثبات أن التركيبة ستجمع دون محاذاة قسرية وستلبي متطلبات المعيار المعتمد وWPS.
كيفية قياس تركيبات الأنابيب بدقة
أدوات للقياس
استخدم أدوات تطابق التسامح الذي تحتاجه فعليًا. الفرجار عملي لفحص القطر الخارجي والقياسات، الميكرومتر أكثر موثوقية لسمك الجدار، وأشرطة المحيط تساعد على الأقطار الأكبر حيث الفرجار غير عملي.
لمعظم عمليات التفتيش الاستلامية، الفرجار الرقمي المعاير هو الأداة الرئيسية في الورشة لفحص القطر الخارجي والقياسات. قد تظهر فرجار الورشة دقة 0.01 ملم، لكن الدقة ليست نفس دقة القياس الحقيقية. التقنية الجيدة والمعايرة الصحيحة مهمتان بقدر العرض. مرجع موجز متاح من إرشادات Mitutoyo.
- أجهزة قياس رقمية للقطر الخارجي والفحوصات الداخلية والقياسات الأقصر من طرف إلى طرف أو من المركز إلى الطرف
- شريط قياس أو مسطرة فولاذية لأبعاد القياس الأطول
- ميكرومتر لقياس سمك الجدار
- شريط محيط للقطر الخارجي الكبير
- مقياس زاوية أو ميل للتحقق من نهاية اللحام
عملية خطوة بخطوة لقياس وصلات الأنابيب
استخدم تسلسلاً قابلاً للتكرار حتى لا تفوت البعد الذي يتسبب بالفعل في إعادة العمل في الموقع.
- تأكد من نوع التركيب والمعيار.
حدد ما إذا كان الجزء هو كوع أو تي أو مخفض أو غطاء أو تركيب آخر. تأكد مما إذا كان المشروع يستخدم ASME B16.9 أو MSS SP-43 أو متطلبات سلسلة EN 10253. المعايير المختلطة هي مصدر شائع لعدم تطابق القياس. - قم بقياس القطر الخارجي على كل طرف.
خذ قراءتين على الأقل بزاوية 90° على كلا الطرفين. سجل القيم القصوى والدنيا لفحص الاستطالة والأضرار الناتجة عن التعامل. - تحديد NPS من القطر الخارجي.
استخدم جدول القطر الخارجي للأنابيب بناءً على ASME B36.19M للأنابيب الفولاذية المقاومة للصدأ. لا تعتمد على DN وحده في الوظائف ذات المواصفات المختلطة. - قياس سمك الجدار عند نقاط متعددة.
استخدم ميكرومترًا حيثما كان ذلك ممكنًا. على التركيبات المشكلة، تحقق بالقرب من منطقة التماس وكذلك بالقرب من النهاية. أضف فحوصات نقطية بالموجات فوق الصوتية إذا كان التطبيق أكثر حساسية. - التحقق من أبعاد القطع.
قم بالقياس من طرف إلى طرف أو من المركز إلى الطرف اعتمادًا على نوع التركيبة. قارن مع الرسمة ومعيار التركيبة المعتمد قبل بدء التصنيع. - فحص تجهيز النهاية قبل التركيب.
افحص حالة الحافة، وتوحيد الأرض، والاستقامة. صحح الخدوش العميقة أو الأطراف غير المستديرة قبل اللحام. - وثق النتائج لإمكانية التتبع.
سجل NPS، والجدول، ورقم الدفعة أو العلامات، وOD المقاس، والسُمك، والإزالة، وتحديد المفتش.
نصيحة: إذا كان البعد بالكاد يتناسب، عالجه على أنه عدم مطابقة. مفاصل اللحام باللحام القوسي من الفولاذ المقاوم للصدأ تعاقب التركيب القسري بالتشويه، وعدم التطابق، ولحام الإصلاح.
ضمان دقة القياس
تأتي الدقة من المعايرة، والتقنية، والظروف المستقرة، وليس من العرض وحده.
طريقة عملية هي توحيد كيفية أخذ المفتشين للقراءات، بما في ذلك نفس نقاط الاتصال، ونفس ضغط القياس، ونفس الاتجاه للفحوصات المتكررة. نظف أطراف التركيبة، وأزل الحواف، وقم بالقياس على سطح مستقر. إذا كانت التسامحات ضيقة، احتفظ بالأدوات والأجزاء قريبة من درجة حرارة الغرفة حتى لا يؤدي التمدد الحراري إلى تشويه القراءة.
- تأكد من حالة المعايرة وإعداد الصفر قبل الاستخدام
- نظف سطح التركيبة قبل القياس
- القياس عند نقاط متعددة للكشف عن الاستطالة وترقق الجدار المشكل
- تسجيل النتائج بوحدات القياس والموقع، مثل النهاية، أو المماس، أو الجسم
أخطاء قياس شائعة يجب تجنبها
الأخطاء الأكثر شيوعًا هي التعامل مع DN على أنه قطر فعلي وتجاهل حالة النهاية.
- خلط أحجام الأنابيب والمواسير: القطر الخارجي للأنبوب يتبع جداول القطر الخارجي القائمة على NPS ولا يساوي رقم الحجم الاسمي في الأحجام الصغيرة.
- قياس نقطة واحدة فقط: قراءة قطر خارجي واحدة يمكن أن تفوت الاستطالة والتقعر الذي يسبب لاحقًا عدم تطابق داخلي.
- تخطي فحوصات التطابق: القياس الخاطئ هو سبب شائع لمشاكل تركيب السبول.
- افتراض الجدول بالعين: قطعتان من التجهيزات بنفس القطر الخارجي يمكن أن يكون لهما سماكات جدار مختلفة جدًا.
ملاحظة: إذا كان الجزء موجودًا بالفعل في الموقع، فإن العثور على عدم تطابق باستخدام الفرجار أرخص بكثير من القطع والطحن واللحام التصليحي لاحقًا.
المعايير والتفاوتات المسموح بها لتركيبات اللحام الجانبي من الفولاذ المقاوم للصدأ
معايير ASME B16.9 و ASTM
ASME B16.9 يحدد المتطلبات الأبعادية لتركيبات اللحام الجانبي المصنوعة في المصنع من الفولاذ المطروق, ، بما في ذلك الأبعاد الرئيسية، والتفاوتات المسموح بها، والعلامات. لمتطلبات المواد الفولاذية المقاومة للصدأ وتسميات الدرجات المستخدمة عادةً في تجهيزات اللحام الجانبي،, ASTM A403/A403M يستخدم على نطاق واسع لتركيبات الأنابيب من الفولاذ المقاوم للصدأ الأوستنيتي المطروق.
| قياسي | المتطلبات الرئيسية |
|---|---|
| ASTM A403/A403M | متطلبات المواد لتركيبات الأنابيب المصنوعة من الفولاذ المقاوم للصدأ الأوستنيتي المشغول، بما في ذلك الدرجات والمعالجة الحرارية |
| ASME B16.9 | متطلبات الأبعاد، والتفاوتات المسموح بها، وعلامات التصنيع لتركيبات اللحام الجانبي المشغولة في المصنع |
| ASME B16.25 | متطلبات تحضير نهايات اللحام الجانبي |
- تشمل درجات الفولاذ المقاوم للصدأ الشائعة WP304/L وWP316/L، اعتمادًا على مواصفات المشروع وبيئة التآكل.
- لتركيبات مقاومة التآكل ذات الجدران الخفيفة، قد تشير المشاريع أيضًا إلى MSS SP-43.
- لأعمال معدات الضغط الموجهة من الاتحاد الأوروبي، قد يتم الرجوع إلى EN 10253 الجزء 3 أو 4 لتركيبات اللحام الجانبي من الفولاذ المقاوم للصدأ.
نطاقات التسامح والامتثال
تحدد التفاوتات المسموح بها مدى انحراف البعد قبل أن تبدأ افتراضات التركيب والتصميم في الانهيار. الطريقة الموثوقة هي تأكيد المعيار المعتمد، وقياس الأبعاد التي تتحكم في التركيب، ومقارنة تلك القراءات مع كل من المعيار وأي فئة تفاوت مسموح به خاصة بالمشروع. حيثما تكون معايير متعددة ممكنة، يجب تحديد هذا الاختيار في أمر الشراء، وخطة فحص الاختبار، ومستندات التصنيع حتى لا يخلط سلسلة التوريد بين سلاسل الأبعاد.
| عنصر التحكم | لماذا يهم |
|---|---|
| القطر الخارجي واستدارة الطرف | يتحكم في عدم التطابق الداخلي واستقرار فتحة الجذر أثناء اللحام |
| سمك الجدار عند الطرف والظل | يتحكم في قابلية اللحام وأقل سمك متبقي بعد التشكيل |
| من المركز إلى الطرف أو من طرف إلى طرف | يتحكم في هندسة الملف، محاذاة الدعم، ومخاطر التركيب القسري |
إذا كنت تشتري من Sunhy أو أي مصنع آخر، اطلب سجل فحص أبعاد مرتبط بأرقام الدفعات وصور العلامات. هذا هو أقصر طريق لحل النزاعات مع الحفاظ على إمكانية التتبع سليمة.
العلامات والتوثيق
العلامات والوثائق تثبت أن التركيبة التي استلمتها هي التركيبة التي حددتها.
على الأقل، يجب أن تتبع العلامات الحجم، درجة المادة، والمعيار المعتمد. في المشاريع ذات المواصفات الأعلى، اطلب وثائق الفحص وتأكد من أن رقم الدفعة على التركيبة يتطابق تمامًا مع الأوراق.
نصيحة: لا تقبل أوراق الصندوق التي لا يمكن ربطها بأرقام الدفعات على التركيبات الفعلية. بمجرد انقطاع إمكانية التتبع، يصبح الجزء عنصرًا محفوفًا بالمخاطر حتى لو كانت قياساته صحيحة.
أهمية القياس الدقيق
ملاءمة وسلامة اللحام
القياس الدقيق يقلل من التركيب القسري، ويقلل من عدم التطابق، ويحسن جودة اللحام.
عندما تفي التركيبات فعليًا بالمعيار البعدي المعتمد ولديها تحضير طرف لحام صحيح، يكون الوصل أسهل في المحاذاة واللحام دون حمل مشبك مفرط. وهذا يعني إصلاحات أقل وتشوه أقل، خاصة في أقسام الجدار الرفيعة من الفولاذ المقاوم للصدأ حيث يكون مدخل الحرارة مهمًا.
- يقلل المحاذاة الصحيحة من عدم التطابق الداخلي ويستقر فتحة الجذر
- يمنع الالتقاط المتسق إجهاد السبول والانبعاج أثناء اللحام
- يحسن حالة النهاية الموحدة قابلية التكرار مقابل WPS
- تحسن الأبعاد الموحدة قابلية التبادل للصيانة المستقبلية
السلامة والموثوقية التشغيلية
غالبًا ما يكون عدم التطابق البعدي علامة تحذير مبكرة لمسارات التسرب اللاحقة ومشاكل التعب.
غالبًا ما يتم لحام التركيبة التي تكاد تناسب تحت الإجهاد. يمكن أن يتحول هذا الإجهاد لاحقًا إلى تشوه، أو عدم محاذاة، أو ترقق موضعي بعد الطحن والإصلاح. عندما يتم التحقق من القطر الخارجي، وNPS، والجدول، والالتقاط مبكرًا، يتم بناء النظام بمعلمات أقل مجهولة وأقل إعادة عمل.
وضع فشل خفي شائع هو قبول القطر الخارجي الصحيح ولكن تفويت عدم تطابق سمك الجدار أو عدم استدارة النهاية ثم التعويض بالمشابك. قد يمر الوصل بالاختبار الأولي ولكنه لا يزال يتشقق أو يتسرب مبكرًا تحت الاهتزاز أو الدورات الحرارية.
تجنب الأخطاء المكلفة
يمنع التفتيش عند الاستلام الخطأ الأكثر تكلفة: اكتشاف عدم التطابق بعد بدء التصنيع بالفعل.
يمكن أن تسبب التركيبات الملحومة باللحام غير الصحيحة الحجم من الفولاذ المقاوم للصدأ تسربات، ولحامات ضعيفة، وتركيب غير مستقر. غالبًا ما تؤدي هذه المشكلات إلى إصلاحات، وخردة إضافية، وتأخير في التشغيل.
- الإصلاحات وتوقف التشغيل، لأن قطع وإعادة عمل الفولاذ المقاوم للصدأ تتطلب عمالة مكثفة
- زيادة الخردة، لأن سلسلة كوع خاطئة واحدة يمكن أن تبطل سبولًا كاملًا
- تأخير التشغيل بسبب إعادة التفتيش والاختبار
يساعد اختيار مورد لديه خطة تفتيش موثقة وعملية تتبع في تقليل هذه المخاطر. في التفتيش العملي عند الاستلام، أفضل نهج هو ربط قياسات القطر الخارجي، وسمك الجدار، وقياسات الإزاحة بصور العلامات وأوراق الحرارة بحيث يمكن حل الانحرافات على الفور.
الخطوات الرئيسية لقياس وصلات اللحام المحورية من الفولاذ المقاوم للصدأ:
قم بقياس القطر الخارجي أولاً على كلا الطرفين وفي اتجاهات متعددة، حدد NPS من جدول القطر الخارجي، تحقق من سمك الجدار في أكثر من موقع واحد، وتأكد من الإزاحة مقابل الرسم والمعيار. أخيرًا، تحقق من حالة الطرف، بما في ذلك الشطبة والاستدارة، قبل التركيب.
قائمة مراجعة سريعة للحصول على أفضل النتائج:
- تحقق من المعيار المعتمد قبل القياس
- قم بقياس كلا الطرفين وتسجيل الحد الأقصى والحد الأدنى للقطر الخارجي لفحص الاستطالة
- تأكد من الجدول الزمني عن طريق القياس بدلاً من الافتراض
- تحقق من الإزاحة قبل قطع الأنبوب
- حافظ على التتبع مع العلامات، وأوراق الحرارة، وسجل التفتيش
أساس المراجعة الفنية
تمت المراجعة من أجل: التحقق البعدي لوصلات اللحام المحورية، ومراقبة التركيب، وقبول طرف اللحام، وفحوصات التتبع لتصنيع الأنابيب من الفولاذ المقاوم للصدأ.
المسمى الوظيفي المقترح للمراجع: مهندس فحص أنابيب / تصنيع / لحام
أساس المصدر: ممارسة الأبعاد ASME B16.9، تحضير نهايات اللحام ASME B16.25، سلسلة القطر الخارجي وسمك الجدار لأنابيب الفولاذ المقاوم للصدأ ASME B36.19M، متطلبات المواد ASTM A403، وسير عمل فحص الاستلام العملي.
آخر تحديث: 2026-03-26
الأسئلة الشائعة
كيف تضمن Sunhy دقة قياسات التجهيزات؟
نهج موثوق هو خطة فحص موثقة مرتبطة بالمعايرة وإمكانية التتبع.
اطلب سجلات الفحص البعدي للقطر الخارجي وسمك الجدار والقياس، مع التحكم في المعايرة والورقيات المرتبطة بأرقام الدفعات والعلامات. للعمل ذو المواصفات الأعلى، أضف فحوصات بالموجات فوق الصوتية في المناطق المشكلة وتحقق من حالة النهاية قبل الإفراج للتصنيع.
ما هي الأدوات الأفضل لقياس وصلات اللحام الجانبية من الفولاذ المقاوم للصدأ؟
استخدم الفرجار للقطر الخارجي والقياس، والميكرومتر لسمك الجدار، وشريط المحيط للفحص الكبير للقطر الخارجي.
لتحضير النهاية، استخدم مقياس الميل أو الزاوية وفحص الاستقامة للتأكد من الاستقامة. حافظ على معايرة الأدوات واستخدم تقنية قابلة للتكرار حتى يحصل المفتشون المختلفون على نتائج متسقة.
لماذا تُعد المعايير مثل ASME B16.9 مهمة؟
تتحكم في قابلية التبادل وتقلل من المفاجآت أثناء التركيب.
يحدد ASME B16.9 متطلبات الأبعاد والتفاوتات بحيث يتم تجميع التركيبات بشكل متسق عبر الموردين. عند دمجه مع تحضير نهايات اللحام المناسب تحت ASME B16.25، يصبح من الأسهل لحام الوصلة وفقًا لمواصفات إجراء اللحام دون محاذاة قسرية أو عدم تطابق مفرط.
ما الفرق بين NPS و OD؟
NPS هو تعيين للحجم، بينما القطر الخارجي هو القطر الفعلي الذي تقيسه.
لتحديد NPS بشكل صحيح، قم بقياس القطر الخارجي أولاً ثم قارن تلك القراءة مع جدول القطر الخارجي الموحد للأنبوب. هذا يتجنب الخطأ الشائع المتمثل في الخلط بين أحجام الأنابيب وأحجام الأنابيب.
كيف يمكن للمشترين التحقق من جودة التجهيزات قبل التثبيت؟
تحقق من ثلاثة أشياء: الأبعاد، وحالة النهاية، وإمكانية التتبع.
تشمل الأبعاد القطر الخارجي على كلا الطرفين، وسمك الجدار في نقاط متعددة، والقياس. تشمل حالة النهاية الاستدارة وجودة الميل. يعني التتبع أن العلامة ورقم الدفعة على التركيبة تتطابق مع ورقيات الفحص وشهادة المواد. إذا كان أي من هذه العناصر مفقودًا، يرتفع خطر إعادة العمل في الموقع بشكل حاد.
