Die Auswahl eines Flansches ist eine Risikokontrollentscheidung in Raffinerieprozesseinheiten, nicht nur eine Komponentenwahl. Ein nicht passender Flansch, eine falsche Dichtfläche, Dichtung oder Schraubensystem kann chronische Lecks, ungeplante Stillstände, Notfackelung und kostspielige Nacharbeit auslösen. Im Raffineriebetrieb können Prozessleitungen hohem Druck, thermischen Zyklen, Vibrationen, korrosiven Kohlenwasserstoffen, saurem Wasser, Dampfausblasbedingungen und Wartungseingriffen über viele Jahre ausgesetzt sein. Die Flanschbaugruppe muss unter diesen Bedingungen mechanisch stabil und leckdicht bleiben.
In der Praxis erfordert die sichere Flanschauswahl, dass Ingenieure und Einkäufer die Verbindung als System bewerten: Flanschtyp + Dichtfläche + Materialgüte + Dichtung + Bolzen/Schrauben + Installationsverfahren + Inspektion/Rückverfolgbarkeit. Ein Flansch, der nur nach Größe “richtig” aussieht, kann dennoch versagen, wenn seine Druck-Temperatur-Bewertung, Korrosionsbeständigkeit oder Dichtungskompatibilität für den Betriebsbereich falsch ist.
Raffinerien stehen vor:
- Leckbedingten Emissionen, Produktverlusten und Sicherheitsrisiken , wenn Flanschverbindungen nicht ordnungsgemäß spezifiziert und gewartet werden
- Geräteausfällen, Hydroprufverzögerungen und Stillstandsereignissen, die durch Bewertungsfehlanpassungen oder Installationsfehler verursacht werden
- Chemiefreisetzungen und sekundäre Korrosionsschäden um anhaltende Sickerstellen
- Arbeitssicherheitsbedenken während Inspektion, Anziehen, Vorbereitung für Heißarbeiten und Leitungsöffnungsaktivitäten
Ingenieure und Beschaffungsmanager sollten die Flanschauswahl als schrittweisen technischen Arbeitsablauf angehen. Jeder Flansch muss anhand der tatsächlichen Betriebs- und Störbedingungen spezifiziert werden, nicht nur anhand nominaler Designannahmen. Das Ergebnis ist ein sicherer Betrieb, geringere Leckhäufigkeit und vorhersehbarere Wartungskosten über den gesamten Lebenszyklus der Anlage.
Kernherausforderungen bei Flanschanwendungen in Raffinerien
Überleben in Hochdruck- und Hochtemperaturumgebungen (HPHT)

Raffinerieprozesseinheiten arbeiten oft unter hohem Druck und erhöhter Temperatur mit wiederholten Start-/Stopp-Zyklen. Diese Bedingungen belasten die Flanschverbindung durch Innendruck, externe Rohrleitungslasten, Bolzenentspannung und differentielle thermische Ausdehnung. Der ausgewählte Flansch muss der erforderlichen Druckklasse und Druck-Temperatur-Bewertung für die spezifische Materialgruppe, wobei auch die Anschlussart, die Dichtungssitzspannung und die Schraubenkapazität zu berücksichtigen sind.
Für anspruchsvolle Einsätze werden Schweißflansche mit Hals üblicherweise bevorzugt, da der konische Hals die Spannungsverteilung und Ermüdungsbeständigkeit verbessert. Verstärkungsmerkmale, kontrollierte Flanschdicke und korrekte Schraubenauslegung erhöhen die Verbindungsstabilität unter zyklischer Belastung. Moderne Dichtungstechnologien können die Dichtheit verbessern, jedoch nur, wenn Oberflächenbeschaffenheit, Kompression und Flanschebenheit während der Installation kontrolliert werden.
| Flanschtyp / Konstruktionsmerkmal | Anwendung in Hochdruckumgebungen |
|---|---|
| Schweißflansch mit Hals / Stumpfschweißverbindung | Bevorzugt für Hochdruck- und Hochtemperaturleitungen mit thermischer Zyklisierung und Vibration aufgrund besserer Spannungsübergänge |
| Verstärkungsrippen / Stärkerer Querschnitt (wo das Design es zulässt) | Zusätzliche Steifigkeit und Stabilität für große oder stark belastete Verbindungen unter extremen Bedingungen |
Feldbeispiel (Wiederkehrende HPHT-Leckage): Ein Class 300 RF Slip-On-Flansch im zyklischen Heißöldienst entwickelte nach jedem Stillstand wiederholt Sickerstellen. Die Hauptursachen waren ungleichmäßige Kehlnahtgeometrie, Dichtungsersatz ohne technische Überprüfung und unzureichende Bolzenlastbeibehaltung nach thermischer Zyklisierung. Die dauerhafte Lösung war ein Upgrade auf einen WN-Flansch plus kontrollierte Dichtungs-/Schraubenspezifikation und Anziehverfahren.
Expertenmeinung:
Ein 30-jähriger Einkaufs- und Feldsupport-Berater merkt an, “Überprüfen Sie die Druckklasse und die Druck-Temperatur-Bewertung gemäß dem anwendbaren Standard und der Herstellerdokumentation, und prüfen Sie dann die Details der Verbindungsmontage. Viele Ausfälle geschehen, weil Teams die Flanschgröße bestätigen, aber nicht die vollständige Auslegungsgrundlage der Verbindung.”
Handhabung korrosiver Fluide und saurer Gase (NACE MR0175-Konformität)

Korrosion ist eine Hauptursache für die Verschlechterung von Flanschverbindungen in Raffinerien, insbesondere dort, wo stagnierende Taschen, nasser H2S, Chloride, Wasserkondensation oder gemischte Metallurgie vorhanden sind. Häufige Mechanismen umfassen Spaltkorrosion an der gedichteten Grenzfläche, galvanische Korrosion zwischen ungleichen Metallen, chloridbedingten Angriff in anfälligen Legierungen und umweltbedingte Rissbildung im sauren Betrieb. In sauren Umgebungen, NACE MR0175 / ISO 15156 Auswahlregeln und -beschränkungen (einschließlich Materialgüte, Härte, Wärmebehandlungszustand und Betriebsschwere) müssen als Teil der technischen Grundlage berücksichtigt werden – nicht als ein Häkchen nach dem Kauf.
NACE-Konformität bedeutet nicht, dass “alles Korrosionsrisiko beseitigt ist”. Sie reduziert das Rissrisiko, wenn Materialien ordnungsgemäß für die tatsächlichen H2S-haltigen Betriebsbedingungen ausgewählt werden. Materialverifizierung, Härtekontrolle, Rückverfolgbarkeit und Überprüfung der Prozessbedingungen bleiben wesentlich. Duplex-Edelstähle, Superduplex-Güten und Nickellegierungen können in aggressiven Kombinationen von Chloriden, Temperatur und saurem Betrieb erforderlich sein, aber die endgültige Wahl hängt vom vollständigen Korrosionsumfeld und den Fertigungskontrollen ab.
| Korrosion / Schädigungsmechanismus | Technische Bedenken bei Flanschverbindungen |
|---|---|
| Sulfide Stress Cracking (SSC) | Rissrisiko in anfälligen Materialien unter Zugspannung in H2S-Betrieb; Materialhärte und -zustand sind kritisch |
| Hydrogen Induced Cracking (HIC) | Innere Rissbildung in anfälligen Stählen; Materialqualität und Betriebschemie beeinflussen das Risiko stark |
| Spaltkorrosion | Lokaler Angriff unter Dichtungen oder Ablagerungen, wo Sauerstoff und Chemie sich vom Hauptfluid unterscheiden |
| Hohe Chlorid- / Feuchte Zyklische Bedingungen | Kann lokale Korrosion beschleunigen und Passivschichten in ungeeigneten Legierungen schädigen |
| Strömungsregime / Totraum-Effekte | Die Schwere der lokalen Korrosion kann an Stellen mit geringer Strömung oder Ablagerungsneigung zunehmen (typischer technischer Bereich variiert je nach Chemie und Temperatur) |
Feldbeispiel (Saurwasser-Überkopf): Eine Raffinerie erlebte wiederholte Flanschleckagen in einem sauerwasserbezogenen Einsatz, nachdem Bolzen und Dichtungen während einer Abschaltung ersetzt wurden. Die Untersuchung ergab fehlende Materialrückverfolgbarkeit für Stiftschrauben und inkonsistente Härteaufzeichnungen bei Ersatzteilen. Die Korrekturmaßnahmen umfassten die Durchsetzung der Rückverfolgbarkeit, genehmigte Materiallisten sowie PMI-/Härteprüfungen für kritische Verbindungen vor dem Wiederaufbau.
Expertenmeinung:
Der Berater rät:, “Fordern Sie vollständige Materialtestzertifikate, Wärmebehandlungsprotokolle, falls zutreffend, und NACE-/ISO-Dokumentation für saure Einsätze für jedes kritische Flanschpaket an. Versteckte Materialsubstitutionen verursachen oft die teuersten Ausfälle.”
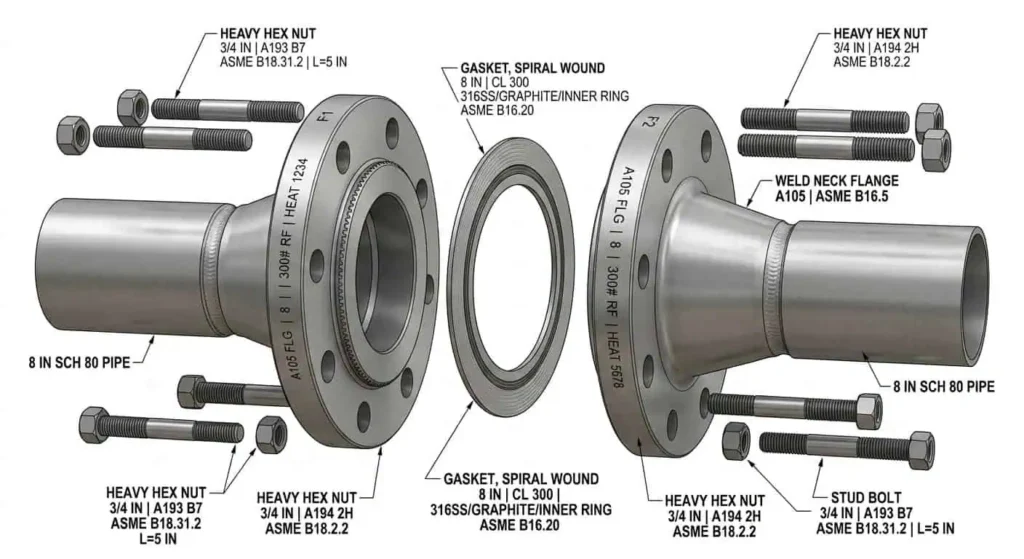
Einhaltung strenger Fugitive-Emissionsvorschriften und Leckdichtheit
Moderne Raffinerie-Compliance-Programme konzentrieren sich zunehmend auf die Kontrolle fugitiver Emissionen und Leckvermeidung. Die Flanschleckdichtheit hängt von der korrekten Auswahl der Flanschfläche, dem Dichtungstyp, der Oberflächenbeschaffenheit, der Bolzenvorspannung und der Montagepraxis ab. Erhöhte Flanschflächen (RF) und Ringverbindungsflansche (RTJ) werden häufig eingesetzt, wo eine engere Abdichtungsleistung erforderlich ist, aber die Leistung hängt von der Gesamte Baugruppe und Wartungsdisziplin ab – nicht allein vom Flanschtyp.
Einteilige Gehäusekonstruktionen in zugehörigen Komponenten können Leckpfade reduzieren, aber geflanschte Verbindungen bleiben üblich und müssen für die erwarteten Einsatzbedingungen ausgelegt sein, einschließlich Störungs-Temperatur und -Druck. In der praktischen Raffineriearbeit sind viele “Flanschausfälle” tatsächlich Montagekontrollfehler: falsche Dichtung, beschädigte Fläche, wiederverwendete Befestigungselemente außerhalb der Vorschrift oder ungleichmäßige Anzugsmuster.
| Flanschflächentyp | Beschreibung | Typischer Anwendungsfall |
|---|---|---|
| Flache Dichtfläche (FF) | Verwendet eine Vollflächen-Weichdichtung; geringere Dichtungsspannung und größere Kontaktfläche | Niederdruck- / geringere Beanspruchungsdienste und Anpassung an Flachflächen-Ausrüstungsflansche, wo erforderlich |
| Erhabene Dichtfläche (RF) | Konzentriert die Dichtungslast auf einen erhöhten Dichtbereich für verbesserte Dichtungseffizienz | Allgemeiner Raffineriedienst über viele mäßige bis hohe Druckanwendungen (abhängig von der Bewertung und Dichtungskompatibilität) |
| Ring-Type Joint (RTJ) | Verwendet eine metallische Ringdichtung mit Präzisionsnuten für hochintegritätsdichtung | Schwere Hochdruck- / Hochtemperaturdienste und kritische leckdichte Aufgaben |
Feldbeispiel (Emissionskonformitätslücke): Eine Einheit meldete wiederkehrende niedrige VOC-Leckagen an RF-Verbindungen nach dem Start. Die Ursachenanalyse ergab nicht genehmigte Dichtungssubstitutionen während der Wartung und keine dokumentierten Annahmekriterien für die Flächeninspektion. Die Aktualisierung der Dichtungskontrollliste, der Flächeninspektionsstandards und der Bolzenanziehungsaufzeichnungen reduzierte wiederholte Leckagen im folgenden Betriebszyklus.
Expertenmeinung:
Der Berater betont, “Wählen Sie Lieferanten und Auftragnehmer, die Dichtungskompatibilität, Anforderungen an die Flächenbeschaffenheit und Druckklasseneignung dokumentieren. Gute Unterlagen im Voraus verhindern spätere Leckuntersuchungen.”
- Häufige Herausforderungen in Raffinerieflanschanwendungen umfassen:
- Leckagerisiko in HPHT- oder zyklischen Anwendungen, wenn Flanschtyp, Dichtfläche, Dichtung und Schraubenbelastung nicht als System abgestimmt sind
- Materialverschlechterung durch Korrosion, aggressive Chemie, Ablagerungen und thermische Schwankungen
- Installations- und Wartungsfehler, die die effektive Dichtspannung verringern
- Inspektionsschwierigkeiten aufgrund von Isolierung, Zugangsbeschränkungen und komplexer Verbindungsgeometrie
- Regulatorische und interne Zuverlässigkeitsanforderungen für Emissionskontrolle, Rückverfolgbarkeit und Dokumentation
Auswahl des richtigen Flanschtyps für Raffinerieanlagen
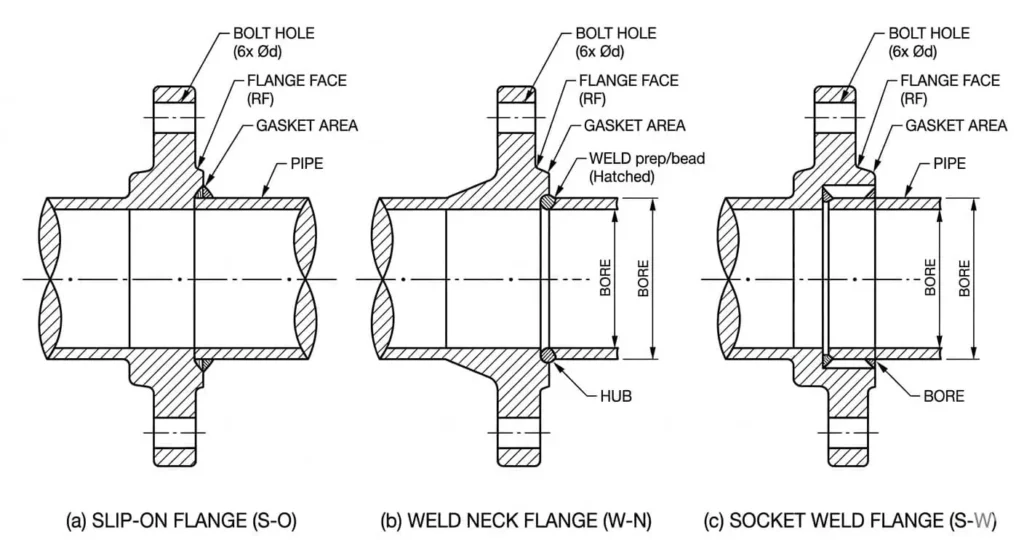
Vorschweißflansche
Warum sie der Goldstandard für kritische Rohrleitungssysteme sind
Schweißhalsflansche werden häufig als Standardwahl für kritische Raffinerierohrleitungen behandelt, da ihre Nabengeometrie eine bessere Spannungsverteilung als viele alternative Typen bietet. In Hochdruckleitungen, thermisch zyklischen Anwendungen und vibrationsanfälligen Bereichen bieten Schweißhalsflansche im Allgemeinen eine bessere Ermüdungsleistung und langfristige Verbindungszuverlässigkeit. Sie sind besonders wertvoll, wo die Leckagefolgen hoch und der Reparaturzugang schlecht ist.
Diese Vorteile beseitigen nicht die Notwendigkeit einer ordnungsgemäßen Schweißverfahrensqualifizierung, Einpassungskontrolle, erforderlicher zerstörungsfreier Prüfung (ZfP) und nachträglicher Wärmebehandlung (PWHT) bei Anwendbarkeit. Die Installationskosten sind höher, aber die Lebenszykluskosten sind oft niedriger, wenn Leckhäufigkeit, Nacharbeit und Ausfallzeiten berücksichtigt werden.
| Vorteile | Einschränkungen / Kompromisse |
|---|---|
| Überlegene Festigkeit und bessere Spannungsübertragung für Druck- und thermische Belastungen | Erfordert qualifiziertes Schweißen und mehr Installationszeit |
| Wird üblicherweise für kritische Hochdrucksysteme bevorzugt | Höhere anfängliche Fertigungs- und Prüfkosten |
| Bessere Ermüdungsbeständigkeit im zyklischen Betrieb bei ordnungsgemäßer Installation | Weniger bequem zu modifizieren als nur verschraubte temporäre Lösungen |
| Starke Langzeitleistung in Raffinerieanwendungen | Qualität hängt von der Schweißausführung und der Verbindungsausrichtung ab |
Blindflansche

Beste Praktiken für Geräteisolierung und sichere Wartung
Blindflansche sind für positive Isolierung, Hydrotests, zukünftige Anschlüsse und Wartungsplanung in Raffinerie-Rohrleitungssystemen unerlässlich. Sie schließen eine Druckgrenze und müssen für die gleiche Auslegungsgrundlage wie der Gegenflansch und den Betriebszustand (einschließlich Hydrotest-Zustand, der sich vom Betriebszustand unterscheiden kann) ausgewählt werden. Die Blindflanschdicke und die Bolzenauslegung sind kritische technische Prüfungen, insbesondere bei größeren Durchmessern und höheren Druckklassen.
- Blindflansche isolieren Rohrleitungsteile für Wartungsarbeiten und Leitungsöffnungen.
- Sie unterstützen Drucktests und Inbetriebnahmeaktivitäten.
- Sie bieten Flexibilität für zukünftige Anschlüsse und phasenweise Projektausführung.
- Spektakelblenden bieten klaren Betriebsstatus für periodische Isolationsaufgaben.
- Isolationsplanung sollte Dichtungstyp, Bolzenzustand und Drehmomentverfahren einschließen—nicht nur Flanschklasse.
Feldbeispiel (Hydrotest-Verzögerung): Ein Turnaround-Hydrotest wurde verzögert, als ein temporäres Blindflanschpaket keine rückverfolgbare Bewertungsdokumentation und Stiftmaterialaufzeichnungen aufwies. Revalidierung und Austausch verlängerten das Ausfallfenster. Ein vorab geplanter Blindflanschregister mit Bewertungen, Größen und Dokumentationsanforderungen hätte die Verzögerung verhindert.
Aufschieb- und Muffenschweißflansche
Verständnis ihrer Einschränkungen und Risiken in Hochbelastungsbereichen
Aufschieb- und Muffenschweißflansche sind weit verbreitet und können in geeigneten Diensten gut funktionieren, erfordern jedoch strengere Prüfung für kritische Raffinerieaufgaben. Aufschiebflansche können für schwere zyklische Belastungen weniger geeignet sein, da die Ermüdungsleistung stark von der Schweißqualität und -geometrie abhängt. Muffenschweißkonstruktionen können spaltanfällige Bereiche erzeugen und können in korrosiven oder verschmutzenden Diensten empfindlich sein, wenn nicht sorgfältig spezifiziert und gewartet.
Diese Flanschtypen sind nicht per se “falsch”. Entscheidend ist die Betriebsklassifizierung: Leckagefolgen, zyklische Belastung, Korrosionsmechanismus, Zugänglichkeit für Inspektionen und Wartungspraxis. Bei hohen Leckagefolgen oder extremen Bedingungen spezifizieren Ingenieure oft robustere Alternativen und strengere Montagekontrollen.
| Flanschtyp | Leckage- / Zuverlässigkeitsrisikofaktoren zu beachten |
|---|---|
| Aufschiebflansch | Ermüdungsempfindlichkeit im zyklischen Betrieb, Schweißnahtprofilqualität, Ausrichtungssteuerung |
| Einsteck-Schweißflansch | Spaltkorrosionseffekte, Schweißausführungsqualität, Betriebseignung unter korrosiven / Verschmutzungsbedingungen |
Auswahl der richtigen Flanschdichtfläche
Erhabene Dichtfläche (RF) vs. Ring-Type Joint (RTJ) für Hochdruckanwendungen
Die Wahl der Flanschdichtfläche beeinflusst direkt die Dichtleistung und das Leckagerisiko. RF- und RTJ-Verbindungen sind in Raffinerien üblich, dienen jedoch unterschiedlichen Dichtmechanismen und Wartungsrealitäten. RF-Verbindungen bieten Flexibilität in vielen Anwendungen mit einer breiten Auswahl an Dichtungen. RTJ-Verbindungen ermöglichen hochintegritätsdichtes Abdichten unter extremen Bedingungen, erfordern jedoch präzise Nutzustände, kompatibles Ringmaterial und strengere Installationsdisziplin.
Bei der Auswahl einer Dichtfläche sollten Ingenieure bewerten: Prozessschwere, Druck-Temperatur-Bereich, Verfügbarkeit von Dichtungen/Ringen, Wiederverwendbarkeitserwartungen, Oberflächenbeschaffenheitsanforderungen, Schraubenvorspannungssteuerung und Wartungskompetenz. Eine technisch überlegene Dichtfläche kann dennoch unterperformen, wenn das Feldteam keine entsprechenden Installations- und Inspektionskontrollen hat.
| Flanschtyp | Merkmale | Leistungsauswirkung |
|---|---|---|
| Flache Dichtfläche (FF) | Geringere Dichtungssitzspannung; verwendet, wenn angrenzende Ausrüstung FF erfordert | Begrenzte Eignung für hochdruckdichte Aufgaben |
| Erhabene Dichtfläche (RF) | Häufige Raffinerie-Dichtfläche mit umfangreichen Dichtungsoptionen | Gute Leckagekontrolle bei korrekter Abstimmung von Dichtung, Oberflächenbeschaffenheit und Schraubenbelastung |
| Ring-Type Joint (RTJ) | Metallische Ringdichtung mit präziser Nutabdichtung | Hohe Dichtungsintegrität bei extremen Hochdruck-/Hochtemperaturbedingungen |
Tipp: Passen Sie Flanschtyp, Dichtfläche, Dichtungstechnologie und Schraubverfahren an die tatsächliche Raffinerieanwendung an. Die Zuverlässigkeit der Verbindung ergibt sich aus dem Gesamtmontagedesign und der Ausführung vor Ort – nicht aus einer einzelnen Komponente isoliert.
Metallurgie und Materialauswahlstrategie
Abstimmung von Materialgüten auf Prozessbedingungen
Die Auswahl des Flanschmaterials ist eine Entscheidung basierend auf dem Betriebsumfeld, nicht nur auf dem Preis. Ingenieure sollten Betriebs- und Störungstemperatur, Druck, Prozesschemie, Korrosionsmechanismus, mechanische Belastung, Fertigungsweg und Prüfanforderungen bewerten. Normen definieren Mindestanforderungen, aber die endgültige Materialauswahl muss die tatsächlichen Raffinerieprozessbedingungen und Projektspezifikationen widerspiegeln.
Die folgende Tabelle fasst die wichtigsten Entscheidungsfaktoren für Metallurgie und Materialauswahl im Raffinerie-Flanscheinsatz zusammen:
| Faktor | Warum es wichtig ist |
|---|---|
| Druck & Temperatur | Bestimmen Sie anwendbare Druck-Temperatur-Bewertungen, Materialeignung und erforderliche Flanschklasse / Wandstärkebasis |
| Korrosionsbeständigkeit | Steuert den Widerstand gegen allgemeine/lokale Korrosion und Rissmechanismen; saure/chloridhaltige Anwendungen können strengere Materialgrenzen erfordern |
| Mechanische Festigkeit & Zähigkeit | Beeinflusst die Tragfähigkeit, Sprödbruchsrisiko und Leistung bei niedrigen Temperaturen oder dynamischen Bedingungen |
| Schweißbarkeit & Fertigung | Beeinflusst Wärmebehandlung, Schweißverfahrensqualifizierung, Reparaturfähigkeit und Risiko bei der Ausführung vor Ort |
| Rückverfolgbarkeit & QA-Anforderungen | Kritisch für die Überprüfung des Materialgrades, der Chargennummer, der Konformität und der fit-for-service-Dokumentation |
Häufige Flanschmaterialfamilien, die in raffinereibezogenen Anwendungen verwendet werden, umfassen:
- Kohlenstoffstahl (z.B. ASTM A105, A350 LF2): Kosteneffektiv und stark für viele Anwendungen; Temperaturgrenzen, Zähigkeit und Korrosionszuschlag müssen gegen die tatsächliche Beanspruchung geprüft werden.
- Edelstahl (z.B. 304/304L, 316/316L): Verbesserte Korrosionsbeständigkeit; die Güteklassenauswahl sollte Chloride, Temperatur und Prozesskontaminationsrisiken widerspiegeln.
- Legierungsstahl (z.B. ASTM A182 F11, F22): Üblich für Hochtemperaturdienste, bei denen Kriechbeständigkeit und Festigkeit erforderlich sind.
- Duplex-/Superduplex (z.B. F51, F53, F55): Hohe Festigkeit und starke Korrosionsbeständigkeit in geeigneten Umgebungen, aber die Herstellung und Phasenbilanzkontrolle sind wichtig.
- Nickellegierungen (z.B. Legierung 625, C276): Verwendet für schwere Korrosion und Hochrisikoanwendungen, bei denen Standardstähle nicht ausreichend sind.
Kohlenstoffstahl (z.B. ASTM A105) vs. Legierungs- und Edelstähle
Kohlenstoffstahlflansche wie ASTM A105 werden weit verbreitet eingesetzt, da sie Festigkeit, Verfügbarkeit und Kosten ausbalancieren. Sie sind jedoch nicht universell geeignet. Korrosionsmechanismus, Temperaturbereich und Zähigkeitsanforderungen können Kohlenstoffstahl schnell für Raffinerieunterdienste wie nass saure, chloridkontaminierte oder Niedertemperaturdienste ausschließen. Für Niedertemperaturdienste bewerten Ingenieure oft schlaggeprüfte Alternativen (z.B. ASTM A350 LF2) basierend auf Projektcode und Designbedingungen.
Edelstähle wie 304/304L und 316/316L bieten verbesserte Korrosionsbeständigkeit, aber die Werkstoffauswahl sollte auf tatsächlicher Chemie, Temperatur und Spannungsbedingungen basieren – nicht auf generischen Annahmen wie “Edelstahl ist besser”. 316/316L bieten im Allgemeinen eine bessere Chloridbeständigkeit als 304/304L, aber aggressive Chlorid- + Temperaturkombinationen können dennoch Duplex- oder Nickellegierungen erfordern. Legierte Stähle wie ASTM A182 F11/F22 bleiben wichtig für Hochtemperaturdienste, bei denen mechanische Leistung und Normkonformität die Werkstoffwahl bestimmen.
Tipp: Passen Sie das Flanschmaterial an das volle Betriebsspektrum (Normal-, Start-/Stopp-, Stör-, Reinigungs- und Hydrotest-Bedingungen) an. Für saure oder aggressive Dienste überprüfen Sie die Projektanforderungen gemäß NACE MR0175 / ISO 15156 und die Werkstoffqualifikationsgrenzen.
Materialverifizierung und Qualitätssicherung
Materialverifizierung und Fertigungsqualitätskontrolle sind in der Raffineriebeschaffung entscheidend, da die Kosten einer Materialverwechslung den Kaufpreisunterschied bei weitem übersteigen können. Ingenieure und Beschaffungsteams sollten nicht nur das Flanschkörpermaterial, sondern auch die Schrauben, Dichtungen und alle Ringdichtungen oder Zubehörteile überprüfen, die in der endgültigen Verbindungsmontage verwendet werden.
Die entscheidende Rolle von Materialprüfberichten (MTRs) in der Beschaffung
Materialprüfberichte (MTRs) liefern nachvollziehbare Nachweise der chemischen Zusammensetzung und mechanischen Eigenschaften für die gelieferte Materialcharge. In Raffinerieprojekten unterstützt die MTR-Prüfung die Einhaltung von Projektspezifikationen und anwendbaren Normen und hilft zu verifizieren, dass der Flansch Druck-, Temperatur- und korrosionsbedingten Anforderungen standhalten kann. Für kritische Dienste sollte die MTR-Prüfung mit Chargennummern, Kennzeichnungen und Wareneingangsprüfungsaufzeichnungen verknüpft werden – nicht als isolierte Dokumentenprüfung behandelt werden.
- MTRs bestätigen chemische und mechanische Eigenschaften für die gelieferte Materialcharge.
- Sie unterstützen die Überprüfung der Einhaltung von Projektspezifikationen und Code-Anforderungen.
- Sie verbessern die Rückverfolgbarkeit für zukünftige Fehleranalysen, Wartung und Audit-Überprüfungen.
Praktische MTR-Kontrollpunkte: Materialgüte, Chargennummer, anwendbarer Standard/Spezifikation, Wärmebehandlungsstatus (falls zutreffend), Zug-/Streckgrenzenwerte, Härte wo erforderlich, Kerbschlagbiegeversuchsergebnisse wo spezifiziert, und Rückverfolgbarkeit zu Produktkennzeichnungen.
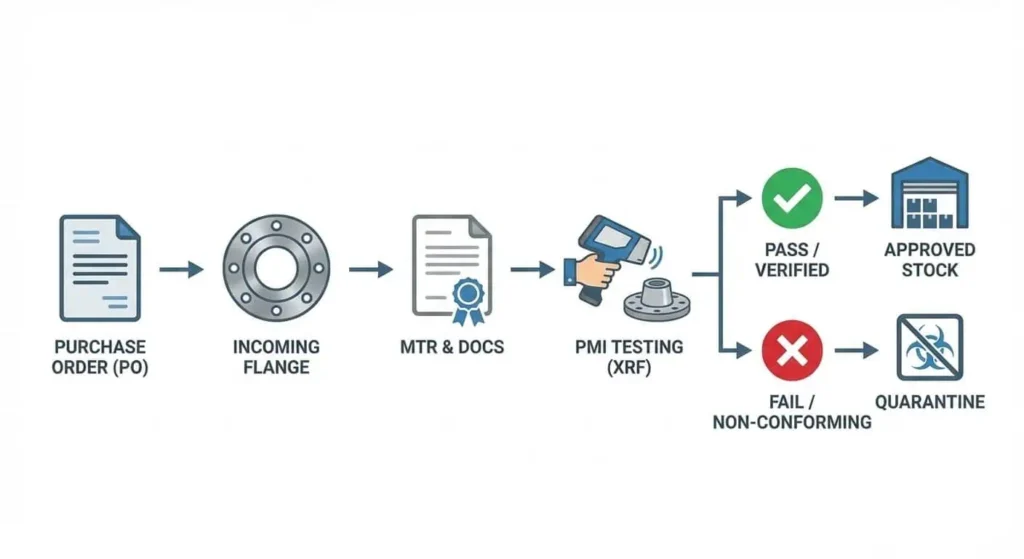
Risikominderung durch PMI (Positive Material Identification) Prüfung
Positive Material Identification (PMI) Prüfung hilft, Materialverwechslungen während des Empfangs, der Herstellung und Wartung zu verhindern. PMI überprüft die Legierungszusammensetzung und ist besonders wertvoll, wo visuell ähnliche Materialien verwechselt werden können (zum Beispiel Kohlenstoffstahl vs. niedriglegierter Stahl oder verschiedene Edelstahlgüten). Für Raffinerie-kritische Verbindungen sollte PMI durch einen dokumentierten Stichprobenplan oder 100%-Verifizierungsrichtlinie basierend auf Projektrisikoanforderungen angewendet werden.
Teams sollten auch die Grenzen der PMI-Methode verstehen. Handgehaltene RFA ist üblich und effektiv für viele Legierungsprüfungen, aber die Methodenfähigkeit und Prüfprozedur müssen mit den zu überprüfenden Materialien und Elementen übereinstimmen. Wenn durch Spezifikation oder Risikostufe erforderlich, können ergänzende Methoden und Laborverifizierung notwendig sein.
- PMI bestätigt die Legierungsidentität und reduziert das Substitutionsrisiko.
- Es unterstützt die sichere Installation in Hochrisikoprozesseinheiten.
- PMI-Aufzeichnungen verbessern die Rückverfolgbarkeit und die Qualität der Fehleruntersuchung.
Hinweis: Fordern Sie stets vollständige Dokumentation an und gewährleisten Sie die Rückverfolgbarkeit von der Bestellung über die Wareneingangsprüfung bis zur Installation. Klare Produktkennzeichnungen und verknüpfte Aufzeichnungen sind entscheidend für Zuverlässigkeitsprogramme in Raffinerien und zukünftige Instandhaltungsarbeiten.
Navigieren durch Branchennormen und Spezifikationen
Beherrschung der ASME B16.5- und ASME B16.47-Maßcodes
Branchennormen bilden die Grundlage für die sichere und austauschbare Auswahl von Flanschen. ASME B16.5 und ASME B16.47 definieren Kernanforderungen wie Abmessungen, Druck-Temperatur-Klassen, Materialien, Toleranzen, Kennzeichnung und Prüfung. Ingenieure sollten diese Normen als dimensionale/bewertungsbezogene Grundlage nutzen und dann Projektspezifikationen, Prozessanforderungen und Zuverlässigkeitskontrollen darauf anwenden.
- ASME B16.5 deckt Rohrflansche und Flanschverbindungen für NPS 1/2 bis NPS 24 ab.
- ASME B16.47 deckt Großdurchmesser-Stahlflansche für NPS 26 bis NPS 60 ab.
In Raffinerieprojekten sollte der praktische Auswahlprozess mindestens überprüfen: Druckklasse, Materialgruppe, Dichtflächenart, Abmessungen/Schraubenbild, Kompatibilität mit Gegenflanschen und Kennzeichnungsanforderungen. Fehler im Lochkreis oder der Dichtflächenkonfiguration können teure Verzögerungen vor Ort verursachen, selbst wenn die Nennmaße korrekt erscheinen.
Tipp: Bestätigen Sie die Flanschnorm, die vom Projekt verwendete Ausgabe, Druckklasse, Dichtfläche und dimensionale Kompatibilität, bevor Sie Bestellungen freigeben oder Installationspakete für die Baustelle ausstellen.
| Normtyp | Beispiele | Bedeutung |
|---|---|---|
| National / Regional | GB/T, HG/T, JIS, DIN/EN (projektabhängig) | Sichert Kompatibilität mit lokalen Anforderungen und Projektbeschaffungsnormen |
| Internationale / Globale Projektbasis | ASME/ANSI, API, ASTM, ISO | Unterstützt Sicherheit, Austauschbarkeit und grenzüberschreitende Lieferkonsistenz |
Abstimmung mit API-Standards für spezialisierte Raffinerieausrüstung
Die Auswahl von Raffinerieflanschen sollte nicht isoliert von den Inspektions- und Ausrüstungsstandards betrachtet werden, die in der gesamten Anlage verwendet werden. API-Standards für Rohrleitungsinspektion, Druckbehälter, Tanks, Pumpen, Dichtungen und Druckentlastungssysteme bestimmen, wie Verbindungen installiert, inspiziert, repariert und während der Betriebsdauer gewartet werden. Dies ist besonders wichtig für Beschaffungsteams, die sich sonst möglicherweise nur auf die dimensionale Konformität konzentrieren.
Beispielsweise beeinflussen Inspektionsprogramme für in Betrieb befindliche Rohrleitungen (wie API 570-basierte Programme, wo anwendbar) die Dokumentation, Inspektionszugangsplanung und Reparaturentscheidungen rund um Flanschverbindungen. Die Flanschauswahl wirkt sich daher nicht nur auf die Startleistung, sondern auch auf die langfristige Inspektions- und Wartungspraktikabilität aus.
| API-Standard | Typische Relevanz für Flanschauswahl / Wartung |
|---|---|
| API 510 | Druckbehälter-Inspektionsschnittstellen, Düsen- und Behälterflanschintegritätsbetrachtungen |
| API 570 | In-Betrieb-Rohrleitungsinspektion, Reparatur, Änderung und Neubewertung Auswirkungen auf Flanschverbindungen |
| API 650/653 | Tanksysteme und Wartungspraktiken, bei denen Flanschverbindungen beteiligt sein können |
| API 610/674/675/676/682/683/685 | Pumpen-, Dichtungs- und Rotationsgerätesysteme mit leckagekritischen Flanschschnittstellen |
| API 660/661 | Wärmetauschersysteme mit Flanschverbindungen, die Wartungszugang und Dichtungszuverlässigkeit erfordern |
| API 520/521/2000 | Druckentlastungs-/Entlüftungssysteme, bei denen Dichtheit und Betriebstauglichkeit kritisch sind |
| API 936 | Indirekte Relevanz in feuerfest ausgekleideten Anlagensystemen und Stillstandsplanungskoordination |
Die richtige Flanschauswahl muss Betriebsdruck, Temperatur, externe Belastungen, Korrosionsumgebung, Inspektionszugänglichkeit und Wartungsstrategie berücksichtigen. Nichteinhaltung oder schlechte Spezifikationsabstimmung kann zu Leckagen, wiederkehrenden Ausfällen oder regulatorischen Feststellungen führen.
Hinweis: Überprüfen Sie, dass Flanschspezifikationen sowohl mit der Projekt-Rohrleitungsnormbasis (z.B. ASME B31.3 für Prozessrohrleitungsprojekte) als auch mit den Inspektions-/Wartungsstandards und -verfahren der Anlage übereinstimmen.
Prüfung Ihres Flanschherstellers und -lieferanten
Bewertung von Qualitätskontrollsystemen und ISO-Zertifizierungen
Lieferantenqualitätssysteme beeinflussen direkt die Zuverlässigkeit von Raffinerien. Ein Flansch, der maßlich korrekt, aber schlecht dokumentiert, falsch gekennzeichnet oder inkonsistent wärmebehandelt ist, kann in kritischen Anwendungen ein erhebliches Risiko darstellen. Hersteller mit strukturierten Qualitätskontrollsystemen und überprüfbaren Aufzeichnungen sind besser in der Lage, Fehler zu vermeiden, Konsistenz zu wahren und Raffineriedokumentationsanforderungen zu unterstützen.
Die ISO 9001:2015-Zertifizierung ist eine wichtige Basis für Qualitätsmanagement, aber Käufer sollten dennoch tatsächliche Prozesskontrollen überprüfen: Rohmaterialrückverfolgbarkeit, Zwischeninspektionspunkte, Endinspektionskriterien, Kalibrierungsmanagement, Umgang mit Nichtkonformitäten und Dokumentenaufbewahrung. Für den Raffinerieeinsatz ist die Fähigkeit des Lieferanten, rückverfolgbare Aufzeichnungen zu erstellen, oft genauso wichtig wie das Produkt selbst.
- Qualitätskontrollsysteme sollten:
- Mängel vor dem Versand identifizieren
- Maßhaltigkeit und Kennzeichnungskonsistenz kontrollieren
- Einhaltung von Projektspezifikationen und Normen unterstützen
- Montagenacharbeit, Leckagerisiko und Stillstandskosten reduzieren
Bewertung fortschrittlicher Schmiedefähigkeiten und Rückverfolgbarkeit
Fortschrittliche Schmiede- und Bearbeitungsfähigkeiten verbessern Konsistenz, Toleranzkontrolle und Lieferzuverlässigkeit – insbesondere für Großdurchmesser- oder Sondermaterial-Flansche. Kapazitätsangaben sollten jedoch durch Nachweise gestützt werden: Ausrüstungslisten, Prüffähigkeit, dokumentierte Verfahren, Musterberichte und Rückverfolgbarkeitspraktiken.
Rückverfolgbarkeit sollte die gesamte Kette vom Rohmaterial bis zum fertigen Flansch abdecken, einschließlich Chargennummerverknüpfung, Bearbeitungsaufzeichnungen (falls zutreffend), Prüfberichte und Versanddokumentation. Dauerhafte Kennzeichnungen sollten lesbar bleiben und mit der Dokumentation übereinstimmen, damit Empfangsteams und Wartungspersonal Material und Nennwert vor Ort verifizieren können.
Qualitätskontrolle ist in der Flanschfertigung nicht verhandelbar. Ein vertrauenswürdiger Lieferant sollte kontrollierte Produktion, klare Rückverfolgbarkeit und relevante Zertifizierung/Dokumentation für den Projektumfang nachweisen – nicht nur allgemeine Marketingaussagen liefern.
| Rückverfolgbarkeitspraxis | Betrieblicher Nutzen |
|---|---|
| Dauerhafte Kennzeichnung (Material, Klasse, Größe, Charge/ID falls zutreffend) | Schnelle Identifizierung, Wareneingangsprüfung und Wartungsnachverfolgbarkeit |
| Vollständiges Dokumentationspaket (MTRs, Prüfberichte, Zertifikate) | Nachvollziehbarkeit und reduzierte Beschaffungs/Installationsstreitigkeiten |
| Prüfberichte von Dritten für kritische Aufträge | Höheres Vertrauen für Hochrisiko-Raffinerieanwendungen |
Der langfristige Wert einer Partnerschaft mit einem zertifizierten Experten wie SUNHY
Für Raffinerie- und Prozessindustrieprojekte ergibt sich der langfristige Lieferantenwert aus gleichbleibender Qualität, nachvollziehbarer Dokumentation, reaktionsschnellem technischen Support und der Fähigkeit, projektspezifische Anforderungen zu erfüllen – nicht nur aus dem Stückpreis. Lieferanten, die Materialverifizierung, Kennzeichnungsnachverfolgbarkeit und Prüfdokumentation unterstützen, reduzieren das Lebenszyklusrisiko für EPCs, Beschaffungsteams und Endnutzer.
Die Positionierung von SUNHY sollte durch überprüfbare Fähigkeiten dargestellt werden: zertifizierte Qualitätssysteme, dokumentierte Nachverfolgbarkeit, Bearbeitungs/Schmiedekapazität, Prüfkontrollen und die Fähigkeit, vollständige Dokumentationspakete bereitzustellen (wie z.B. EN 10204 3.1 Materialzertifikate falls zutreffend). Die Darstellung des Lieferantenwerts rund um Risikoreduzierung und Ausführungszuverlässigkeit passt besser zur Absicht von Raffineriekäufern als generische Marketingaussagen.
Feldausfälle lassen sich oft auf vermeidbare Ursachen zurückführen: Materialverwechslung, schlechte Nachverfolgbarkeit, unsachgemäße Montage oder Spezifikationsabweichung. Die Disziplin des Lieferanten in Dokumentation und Qualitätskontrolle ist eine primäre Verteidigung gegen diese Ausfallpfade.
Die Auswahl eines Lieferanten mit nachgewiesener Prozesskontrolle und Rückverfolgbarkeit kann Nacharbeit reduzieren, die Inbetriebnahmesicherheit verbessern und einen sichereren Raffineriebetrieb langfristig unterstützen.
Ingenieure und Einkaufsleiter sollten Flanschtypen konsequent an Prozessbedingungen anpassen, Material und Dokumentation überprüfen und Auswahlentscheidungen mit Normen- und Anlagenanforderungen abstimmen. Diese Schritte reduzieren das Risiko von Leckagen und Ausfällen im Raffineriebetrieb erheblich.
- Eine genaue Flanschauswahl trägt zur Aufrechterhaltung der Rohrleitungsintegrität in gefährlichen und zyklischen Raffineriediensten bei.
- Strenge Materialverifizierung und Rückverfolgbarkeit reduzieren Wartungskosten und den Aufwand für Ausfalluntersuchungen.
- Korrekte Kombinationen von Flanschflächen/Dichtung/Schraubverbindungen verbessern die Dichtleistung in HPHT- und korrosiven Diensten.
Praktische tägliche Checkliste (Raffinerie-Flanschauswahl & Beschaffung): Bestätigen Sie Betriebsbedingungen (normal/Störfall), anwendbare Normen/Standards, Flanschtyp & Klasse, Flanschfläche, Materialgüte, Dichtungskompatibilität, Schraubengüte, MTR/PMI-Anforderungen, Kennzeichnung/Rückverfolgbarkeit, Inspektionsplan und Installationsverfahrensanforderungen vor PO-Freigabe oder Feldausgabe.
Die Auswahl zertifizierter Lieferanten und die Nutzung dieses Leitfadens als Arbeitscheckliste helfen, Sicherheit, Kostenkontrolle und Zuverlässigkeit im gesamten Raffineriebetrieb zu verbessern.
FAQ
Was ist der wichtigste Faktor bei der Auswahl eines Flansches für Raffinerieanwendungen?
Der wichtigste Faktor ist die Dienstkompatibilität der gesamten Flanschverbindungsbaugruppe. Ingenieure müssen Flanschmaterial, Druckklasse, Flanschfläche, Dichtung und Schraubverbindungen an den tatsächlichen Druck, die Temperatur, den Korrosionsmechanismus und die Leckagefolgen anpassen. Die Überprüfung nur von Größe und Nennklasse reicht für Raffineriedienste nicht aus.
Wie können Ingenieure die Qualität eines Flansches überprüfen?
Verwenden Sie einen mehrstufigen Verifizierungsansatz: prüfen Sie MTRs, bestätigen Sie Kennzeichnungen/Rückverfolgbarkeit, führen Sie Wareneingangsprüfungen durch und wenden Sie PMI-Tests für kritische Materialien oder Hochrisikodienste an. Für saure oder spezielle Materialien überprüfen Sie auch die entsprechenden Härte-/Wärmebehandlungsprotokolle und projektspezifische Konformitätsdokumente.
Welche Flanschtypen eignen sich am besten für Hochdruck-Raffinerieanlagen?
| Flanschtyp / Dichtfläche | Typischer optimaler Anwendungsfall |
|---|---|
| Schweißhalsflansch (oft RF oder RTJ nach Bedarf) | Kritische Hochdruckleitungen, zyklischer Betrieb, vibrationsanfällige Raffinerierohrleitungen |
| RTJ-Dichtfläche (mit kompatiblem Flansch-/Verbindungsdesign) | Extreme Hochdruck-/Hochtemperatur-Dichtheitsdienste |
Schweißhalsflansch-Designs und RTJ-Dichtflächenverbindungen werden häufig für extreme Raffineriedienste ausgewählt wenn Druck, Temperatur, Leckagefolgen und zyklische Belastungen höhere Verbindungsintegritätsanforderungen rechtfertigen. Die endgültige Auswahl muss dennoch den Projektvorschriften und dienstspezifischen technischen Überprüfungen folgen.
Warum ist Rückverfolgbarkeit bei der Beschaffung von Flanschen wichtig?
Rückverfolgbarkeit verknüpft den eingebauten Flansch mit seinen geprüften Material- und Inspektionsunterlagen. Dies ermöglicht es Ingenieuren, die Konformität während der Installation, Wartung, Audits und Störfalluntersuchungen zu bestätigen. Ohne Rückverfolgbarkeit kann selbst ein dimensionell korrekter Flansch für den Einsatz in kritischen Raffineriediensten unsicher sein.
Welche Zertifizierungen und Dokumente sollte ein Raffinerie-Flanschlieferant bereitstellen?
- ISO 9001:2015 (Basis für das Qualitätsmanagementsystem)
- Einhaltung der anwendbaren Flanschnormen (z.B. ASME B16.5 / B16.47, wie spezifiziert)
- EN 10204 3.1 Materialzertifikate (falls vom Projekt/Spezifikation gefordert)
- MTRs, rückverfolgbare Kennzeichnungen und Inspektionsberichte
- PMI-/Härte-/NACE-bezogene Dokumentation für kritische saure Dienstbestellungen, falls spezifiziert
Das genaue Zertifizierungs-/Dokumentenpaket hängt von der Projektspezifikation und der Dienstkritikalität ab, aber Raffinerie-Einkäufer sollten stets Dokumente verlangen, die die Materialidentität, Normkonformität und Rückverfolgbarkeit nachweisen.