








Eine strenge Qualitätskontrolle ist nicht verhandelbar, wenn Flansche aus China für Druckanwendungen beschafft werden. Ein Flansch sieht einfach aus, aber Ausfälle sind teuer und gefährlich: Eine kleine Leckage kann zu ungeplanten Stillständen, Korrosion unter Isolierung, Brandrisiko oder Nacharbeit beim Hydrotest führen. In realen Projekten sind die häufigsten Ursachen keine “rätselhaften Defekte” – es sind vermeidbare Lücken wie falsche Druckklasse, nicht passende Dichtfläche/Dichtung, fehlende Rückverfolgbarkeit, schlechte Montagepraxis oder nicht dokumentierte Reparaturschweißungen.
Um das Risiko zu kontrollieren, behandeln Sie die Flanschbeschaffung als Ingenieurprozess. Definieren Sie die maßgebende Norm (ASME B16.5/B16.47 oder EN 1092-1), definieren Sie die Dichtungsnorm (oft ASME B16.20 für metallische Dichtungen), definieren Sie die Materialspezifikation (ASTM A182/A105 oder Projektspezifikation) und legen Sie dann Rückverfolgbarkeit, Inspektionshaltpunkte und Abnahmekriterien fest. Wenn Sie dies gut umsetzen, wird die Lieferantenabweichung beherrschbar.
Die folgende Tabelle zeigt häufige Qualitätskontrollprobleme die wiederholt zu Leckagen und Nacharbeit in geschraubten Flanschverbindungen führen:
| Qualitätskontrollversagen | Beschreibung |
|---|---|
| Schlechte Schweißpraktiken | Nicht qualifizierte Reparaturschweißungen oder nicht dokumentierte Schweißauftragungen können die Metallurgie verändern, Dichtflächen verziehen und Leckagepfade erzeugen – insbesondere wenn Anforderungen an PWHT/Lösungsglühen ignoriert werden. |
| Flansch-Nennwerte ignorieren | Falsche Druckklasse oder Druck-Temperatur-Nennwerte führen zu Überlastung, Dichtungsausblasrisiko oder Flanschriss während Hydrotest oder transienten Ereignissen. |
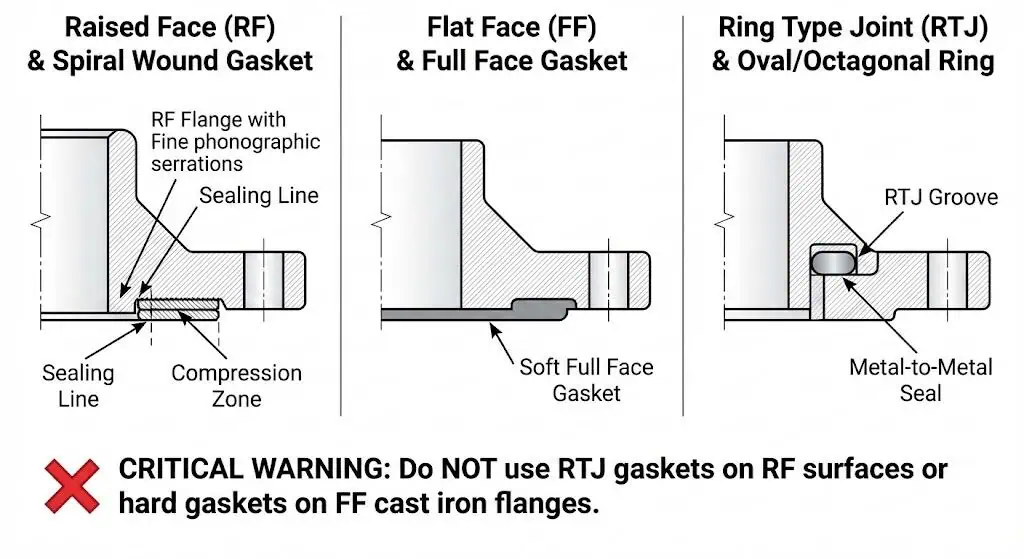
| Vernachlässigung der richtigen Dichtungsauswahl | Flanschflächentyp (RF/FF/RTJ), Dichtungsstil und Füllmaterial müssen dem Einsatz entsprechen. Eine “passt in den Lochkreis”-Denkweise verursacht Leckagen, da Dichtungsspannung und Sitzverhalten unterschiedlich sind. |
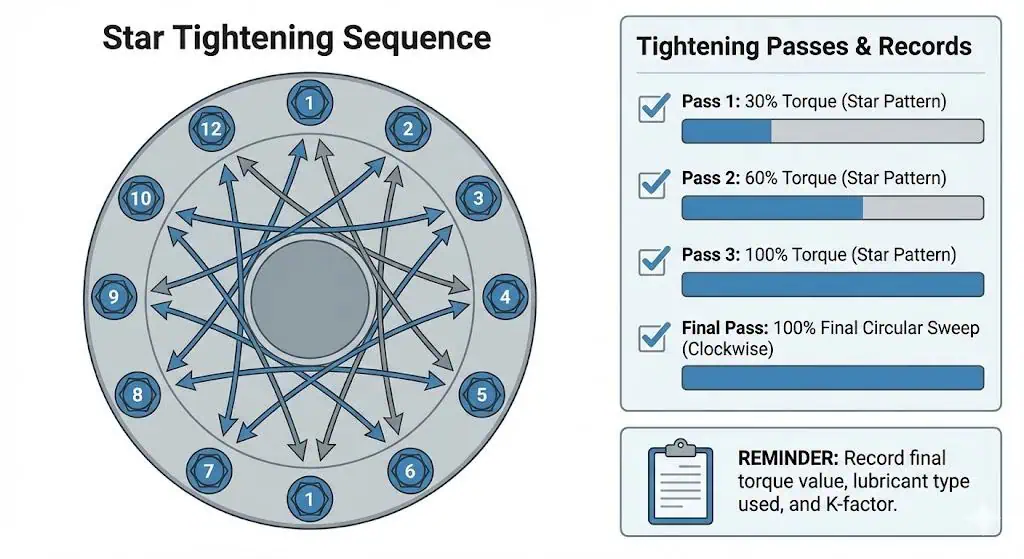
| Übersehen der Schrauben-Anziehreihenfolge | Ungleichmäßige Dichtungskompression durch schlechte Reihenfolge/Anzüge verursacht frühzeitige Leckagen, selbst wenn Teile “innerhalb der Toleranzen” sind. Befolgen Sie eine kontrollierte, mehrstufige Methode. |
| Verwendung beschädigter oder abgenutzter Flansche | Handhabungsschäden, Korrosionslöcher auf Rauhigkeiten oder Kerben in Ringnut werden zu direkten Leckagewegen; ablehnen oder nacharbeiten mit dokumentierten Kontrollen. |
Flansche Qualitätskontroll-Checkliste Übersicht
Warum Qualitätskontrolle wichtig ist
Qualitätskontrollen schützen Ihr Projekt vor vermeidbaren Leckagen, Nacharbeiten und Sicherheitsvorfällen. Beim Kauf von Flanschen aus China entstehen Risiken typischerweise aus drei Quellen: (1) Spezifikationslücken (unklarer Flanschtyp, Klasse, Bohrung/Wandstärke, ZfP-Stufe), (2) Rückverfolgbarkeitslücken (vermischte Schmelzen oder fehlende EN 10204-Dokumentation) und (3) Montage-Leistungslücken (Anziehverfahren und Dichtungskompatibilität). Eine Checkliste zwingt Käufer und Lieferant, diese Lücken vor dem Versand zu schließen.
Eine praktische Checkliste ist nicht nur “Sichtprüfung”. Sie sollte die maßgebende Norm und Kennzeichnungsanforderungen bestätigen, Druckklasse und Flanschfläche verifizieren, Materialzertifizierung und Schmelznummernrückverfolgbarkeit prüfen und den Endbearbeitungszustand (einschließlich Oberflächengüte, wo relevant) überprüfen. Sie macht Ihre Prüfungen auch über Chargen hinweg wiederholbar, was frühzeitige Abweichungen erkennt.
Tipp: Fragen Sie immer nach einem gültigen Qualitätsmanagementsystem-Zertifikat (üblicherweise ISO 9001) und verifizieren Sie Ihren Prüf- und Testplan gegen die Flanschnorm, die Sie kaufen (z.B. ASME B16.5 / B16.47 für Abmessungen/Kennzeichnung/Prüfung und ASME PCC-1 für Montagepraktiken).
| Kriterien | Bedeutung |
|---|---|
| Qualitätssicherungszertifizierungen | ISO 9001 “garantiert” nicht die Metallurgie, reduziert aber Prozessvariationen und erzwingt Dokumentenkontrolle und Korrekturmaßnahmen-Disziplin. |
| Lieferantenreputation | Suchen Sie nach wiederholten Exporten in regulierte Branchen und Nachweisen stabiler Unterauftragnehmer für Schmieden, Wärmebehandlung und ZfP. |
| Lieferketten-Dynamik verstehen | Hilft Ihnen, Haltepunkte zu planen (Rohmaterial → Schmieden → Wärmebehandlung → Bearbeitung → ZfP → Endprüfung → Verpackung) und späte Überraschungen zu vermeiden. |
Schlüsselschritte in der Checkliste
Befolgen Sie diese Schritte für eine gründliche Prüfung:
- Bestätigen Sie die maßgeblichen Dokumente: Bestellung + Zeichnung + Flanschnorm (ASME B16.5/B16.47 oder EN 1092-1) + Werkstoffspezifikation (ASTM/EN) + ZfP-Anforderungen.
- Bereiten Sie kalibrierte Werkzeuge vor: Messschieber, Mikrometer, Bohrungslehre, Lochkreislehre, Oberflächenrauheitsvergleichsmuster (falls angegeben) und PMI-Gerät (oder planen Sie Fremd-PMI).
- Prüfen Sie den Flansch auf Rost, Dellen, Flanschflächenbeschädigungen, Ringnut-Kerben und Unrundheit..
- Messen Sie kritische Abmessungen: Außendurchmesser/Innendurchmesser, Dicke, Lochkreis, Bohrungsdurchmesser/-abstand, Nabenform und Flanschflächenhöhe (falls zutreffend). Dokumentieren Sie die “Ist”-Ergebnisse, nicht nur Bestanden/Nicht bestanden.
- Überprüfen Sie den Sitz von Dichtung und Befestigungselementen: Flanschflächenart (RF/FF/RTJ) muss zum Dichtungstyp passen; Stehbolzen/Muttern müssen Güte und Beschichtung entsprechen; bestätigen Sie Unterlegscheiben, falls nach Projektpraxis erforderlich.
- Überprüfen Sie die Rückverfolgbarkeit: Die Chargennummer auf dem Flansch muss mit dem MTR/EN 10204-Zertifikat übereinstimmen; bestätigen Sie, dass die Kennzeichnungen nach Beschichtung und Verpackung lesbar sind.
- Dokumentieren Sie alles: Fotos der Kennzeichnung + Flanschflächenzustand, Abmessungsbericht, ZfP-Berichte, Wärmebehandlungsdiagramme (falls erforderlich), Packliste und Freigabevermerk.
- Geben Sie erst frei, nachdem alle Abweichungen mit einer schriftlichen Entscheidung (Reparatur/Nachbearbeitung/Nachprüfung) und einem aktualisierten Zertifikatspaket geschlossen wurden.
Führen Sie Aufzeichnungen über jede Charge. Wenn im Feld Ausfälle auftreten, ist der einzige schnelle Weg zur Ursache die Rückverfolgbarkeit (Schmelze/Charge) plus Nachweis der Konformität beim Versand. Wenn Ihnen interne Kapazitäten fehlen, nutzen Sie einen qualifizierten Drittprüfer und fordern Sie einen bilderreichen Bericht mit gemessenen Werten an.
Qualitätsprüfungen vor der Produktion für Flansche
Vorproduktionsprüfungen verhindern “eingebaute Fehler”. Bei der Flanschbeschaffung ist der günstigste Fehler derjenige, den Sie stoppen, bevor das Schmieden oder die Bearbeitung beginnt. In dieser Phase legen Sie den genauen Standard, Flanschtyp, Klasse, Bohrung, Werkstoffgüte und Dokumentationsanforderungen fest und bestätigen dann, dass der Lieferant diese tatsächlich konsistent umsetzen kann.
Lieferantenprüfung und -qualifizierung
Wählen Sie Lieferanten basierend auf Fähigkeiten und Rückverfolgbarkeit, nicht nur nach Preis. Ein fähiger Flanschlieferant sollte in der Lage sein, Folgendes nachzuweisen: Schmiedeverfahren, Wärmebehandlungskontrolle, CNC-Bearbeitungskapazität, eigene oder qualifizierte Fremdprüfung (NDE) und stabiles Dokumentenmanagement. Fordern Sie Beispiel-“Datensammlungen” aus früheren Aufträgen an (mit geschwärzten Kundendaten), um zu bestätigen, dass sie Zertifikate korrekt zusammenstellen können.
| Zertifizierung | Beschreibung |
|---|---|
| ISO 9001:2015 | Nachweis eines kontrollierten Qualitätsmanagementsystems (Dokumentenlenkung, Korrekturmaßnahmen, Schulungsnachweise). |
| API 6A | Häufige Anforderung für Lieferketten von Bohrlochkopf-/Baumausrüstung; nur angeben, wenn Ihr Projektumfang dies erfordert. |
| ASME B16.5 / ASME B16.47 | Definiert Abmessungen, Toleranzen, Kennzeichnung und Prüfung für ASME-Flanschfamilien (basierend auf NPS-Bereich auswählen). |
| PED 2014/68/EU | EU-Konformität für Druckgeräte (gilt für Geräte mit PS > 0,5 bar; Kategorie und Konformitätsbewertung hängen von Fluid/Gruppe/Volumen ab). |
| NACE MR0175 / ISO 15156 | Materialauswahlregeln für H2S (saure) Umgebungen; angeben, wenn SSC/HIC-Risiko besteht. |
| EN 10204 3.1 / 3.2 | Prüfdokumenttypen, die weltweit verwendet werden, um Rückverfolgbarkeit und Prüfergebnisse nachzuweisen; 3.2 fügt bei Bedarf eine unabhängige Verifizierung hinzu. |
Doppelzertifizierung kann nützlich sein, jedoch nur, wenn sie durch rückverfolgbare Dokumentation und kontrollierten Materialweg gestützt wird. Wenn Sie doppelzertifizierten Edelstahl (z. B. 316/316L) wünschen, geben Sie die genauen chemischen/mechanischen Anforderungen an und fordern Sie PMI und Chargenrückverfolgbarkeit bei jeder Flansch — nicht nur bei “Stichproben”.”
Tipp: Verwenden Sie eine Checkliste sowohl auf Englisch als auch auf Chinesisch für die Bestellung, Zeichnungsnotizen und ITP. Die meisten Feldausfälle beginnen als Missverständnisse bezüglich Flanschtyp, Klasse oder Dokumentationsumfang.
Materialzertifizierung und Rückverfolgbarkeit
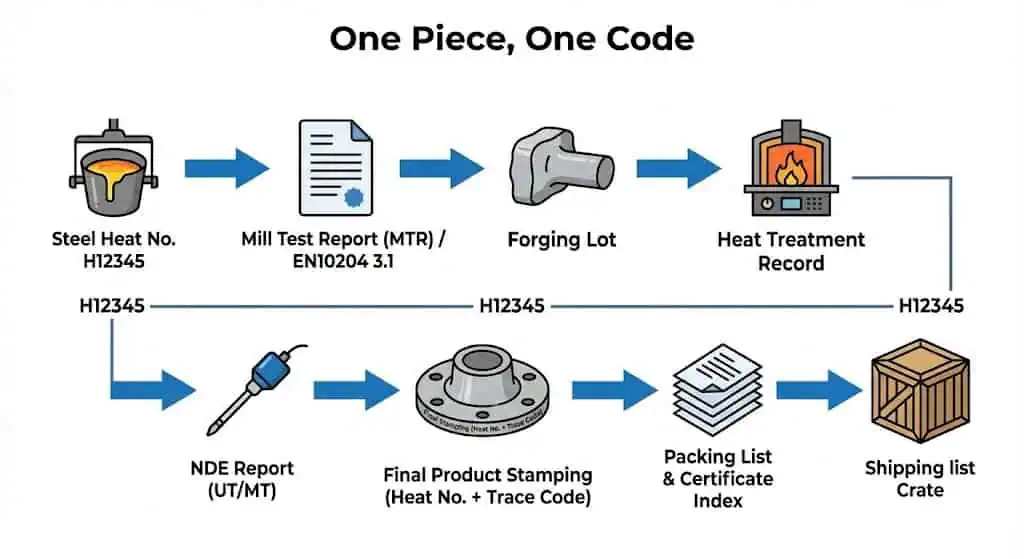
Bestätigen Sie die Rückverfolgbarkeit vor Produktionsbeginn, nicht nach Fertigstellung der Teile. Ihr Lieferant sollte Zertifikate bereitstellen, die der bestellten Materialspezifikation und der gelieferten Charge entsprechen. Für EU-orientierte Projekte sind EN 10204-Prüfdokumente üblich; für ASTM-Projekte sind MTR/MTC-Pakete typisch. Entscheidend ist, dass die Prüfergebnisse und die Chargennummer sauber vom Rohmaterial bis zur Endmarkierung rückverfolgbar sind.
| Zertifizierungstyp | Beschreibung |
|---|---|
| EN10204-3.1 | Bestätigt die Konformität mit der Bestellung und enthält tatsächliche Prüfergebnisse für die gelieferte Charge/Charge. |
| PED-Zertifizierung | Unterstützt die Rückverfolgbarkeit und Konformitätsbewertung für Druckgeräte, die auf dem EU-Markt in Verkehr gebracht werden (Umfang hängt von der Gerätekategorie ab). |
Erfordert eine Chargennummer (oder Guss-/Pfannennummer) auf jeder Flansch, die auf das Zertifikat zurückverfolgbar ist. Wenn der Flansch beschichtet wird, erfordern Sie eine Kennzeichnung, die nach der Beschichtung lesbar bleibt (oder fordern Sie zusätzlich zum Stempeln eine Etikettierung). Für Edelstahl- und Duplex-Güten planen Sie PMI (Positive Materialidentifikation) als Teil Ihrer Haltepunkte, nicht als nachträglichen Gedanken.
Spezifikationsprüfung
Überprüfen Sie die Spezifikationen Zeile für Zeile, bevor das Schmieden oder die Bearbeitung beginnt. Hier verhindern Einkäufer das klassische Problem “es erfüllt die Abmessungen, aber leckt im Betrieb”. Bestätigen Sie die folgenden Punkte schriftlich und frieren Sie dann die Revision ein.
| Schritt | Beschreibung |
|---|---|
| Zweck | Definieren Sie den Einsatz: Druck, Temperatur, Medium (einschließlich Chlorid/H2S-Risiko) und ob die Verbindung zyklisch oder statisch ist. |
| Umfang | Bestätigen Sie NPS/DN-Bereich, Flanschtyp (WN/SO/SW/THD/LJ/BL), Dichtfläche (RF/FF/RTJ) und Bohrung. |
| Rohmaterialbeschaffung | Materialgüte (ASTM/EN), Wärmebehandlungszustand und zulässige Ersatzregeln festlegen. |
| Prozesssteuerung | Anforderungen an Laufkarten/Routenblätter, Aufbewahrung von Wärmebehandlungsdiagrammen und Qualifikationen von ZfP-Verfahren definieren. |
| Prüfung und Test | Haltepunkte definieren (Rohmaterialeingang, nach Schmieden, nach Wärmebehandlung, nach Bearbeitung, nach ZfP, Endprüfung). Annahmekriterien für MT/PT/UT und Maßtoleranzen festlegen. |
| Qualitätszertifizierung | Inhalt des Zertifikatspakets definieren: MTR/EN 10204, ZfP-Berichte, Kalibrierliste, Markierungsfotos und Packliste. |
| Korrosionsschutz/Verpackung | Definieren Sie Rostschutzmethode, VCI/Trockenmittel-Bedarf, Kistentyp, Hebezeichen und “Nicht stapeln”-Warnungen. |
Wenn der Einkauf Normen mischt (z. B. ASTM-Material + ASME-Flanschabmessungen + EU-Dokumentation), schreiben Sie dies explizit. Mehrdeutige Bestellungen sind der Haupttreiber für Nichtkonformität. Wenn Sie eine Dichtungsnorm benötigen, verweisen Sie darauf (oft ASME B16.20) und geben Sie die Dichtungsart und die Anforderungen an die Oberflächenbeschaffenheit in den PO-Notizen an.
Hinweis: Werksaudits und Spezifikationsabgleichsprüfungen verhindern Fehler, bevor sie entstehen. So sparen Sie Wochen im Zeitplan und vermeiden “Notfall-Nachbearbeitung” vor dem Versand.
Wichtige Qualitätsprüfungen vor der Produktion für Flansche:
- Materialangaben und Zertifikate prüfen einschließlich Chargennummern und Revisionskontrolle.
- Prüfumfang für chemische/mechanische Tests bestätigen (Zugfestigkeit, Härte, Kerbschlagarbeit falls erforderlich) und etwaige Einschränkungen für saure Medien.
- Lieferantenzertifizierungen und Nachweise der tatsächlichen Kapazität überprüfen (Maschinen, Öfen, Zugang zur zerstörungsfreien Prüfung, Datenbücher).
- Zeichnungen, Flanschausführung, Bohrung/Nennweite und Maßtoleranzen bestätigen.
- Verwenden Sie zweisprachige Checklisten und frieren Sie die Terminologie für Flanschtypen und Druckstufen ein.
- Definieren Sie Rückverfolgbarkeits- und Kennzeichnungsregeln (was gestempelt vs. gekennzeichnet werden muss).
- Planen Sie Prüfpunkte durch Dritte und definieren Sie schriftlich, was “Bestanden” bedeutet.
Diese Schritte schaffen eine stabile Qualitätsbasis für die Flanschbeschaffung und reduzieren das Compliance-Risiko. Wenn Sie wiederholt Flansche kaufen, erstellen Sie einen Lieferantenbewertungsbogen, der an messbare Fehlerkategorien (Abmessungen, Kennzeichnung, Zertifikate, zerstörungsfreie Prüfung, Verpackung) geknüpft ist.
Zwischenprüfungen in China
Maß- und Toleranzprüfungen
Messen Sie Maße und Toleranzen während der Produktion, nicht nur am Ende. Für ASME-Flansche definiert die Norm Maße, Toleranzen, Kennzeichnung und Prüfanforderungen (ASME B16.5 und ASME B16.47). In der Praxis sollten Käufer überprüfen: Lochkreis, Lochposition, Dichtflächendicke, Bundmaße und Bohrung. Das Erkennen einer Lochkreisabweichung vor der Endbearbeitung vermeidet eine komplette Nacharbeit.
Technisches Beispiel (Fall 1 — Lochkreisabweichung): Eine Charge von Class-300-WN-Flanschen bestand die “Außendurchmesser-/Innendurchmesser-Prüfungen”, scheiterte jedoch bei der Montage, weil mehrere Flansche Lochkreisabweichungen aufwiesen, die Nachbohren vor Ort erzwangen. Ursache war eine abgenutzte Bohrvorrichtung und fehlende Zwischenprüfung des Lochkreises. Prävention: Lochkreis und wahre Position der Bohrungen im Erststück und nach Werkzeugwechsel prüfen; dokumentierte Werte im Zwischenprüfbericht fordern.
| Prüfmethode | Beschreibung |
|---|---|
| Maßprüfung | Prüft, ob der Flansch den Größenanforderungen entspricht (Außendurchmesser/Innendurchmesser/Dicke/Lochkreis/Bohrungen/Nabe). |
| Fasenwinkelprüfung | Bestätigt den Schweißfasenwinkel und die Landung für korrekten Schweißsitz. |
| Rauheitsinspektion | Misst die Oberflächenrauheit, wenn der Dichtungstyp eine definierte Rauheit erfordert. |
| Oberflächenhärteprüfung | Prüft die Härte, wenn durch Werkstoffspezifikation oder saure Medienanforderungen vorgeschrieben. |
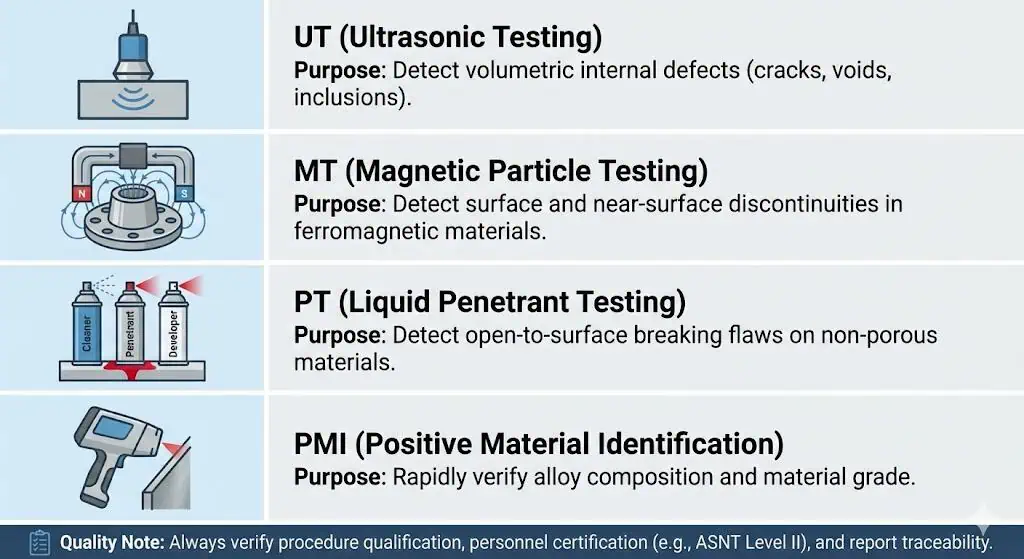
| UT, MT, PT, PMI | Erkennt interne/Oberflächenfehler und bestätigt die Legierungsgüte (PMI), um Materialverwechslungen zu vermeiden. |
Prozesskontrollen und Dokumentation
Prozesskontrollen müssen in der Papierarbeit sichtbar sein. Fordern Sie einen Laufzettel (Traveler) an, der jede Flansch durchläuft: Rohmaterialeingang → Schmieden → Wärmebehandlung → Grobbearbeitung → ZfP → Feinbearbeitung → Endprüfung → Verpackung. “Wir machen das immer” ist kein Nachweis; ein abgestempelter Laufzettel mit Datum, Unterschriften von Bediener/Prüfer und Anlagenkennungen ist ein Nachweis.
- Überprüfen Sie den Materialeingang: Chargennummer, Wareneingangsprüfung und Trennung nach Charge/Güte.
- Bestätigen Sie die Schmiedekontrollen: Schmiedeverhältnis (projektabhängig) und Verformungskontrollen.
- Bestätigen Sie die Wärmebehandlung: Diagrammaufzeichnung, Ofenkennung und Abschreck-/Luftkühlverfahren nach Bedarf.
- Bestätigen Sie die Bearbeitung: CNC-Programmsteuerung, Werkzeugverschleißprüfungen und Erstmusterprüfung.
- Bestätigen Sie die ZfP: qualifiziertes Verfahren, qualifiziertes Personal und Rückverfolgbarkeit des Berichts zu Teil/Charge.
- Bestätigen Sie die Beschichtung/Oberflächenbehandlung: was aufgetragen wurde und wie es danach geschützt wurde.
- Bestätigen Sie das Endberichtspaket: Zertifikate + Messwerte + Fotos + Packliste.
Wenn Sie wiederholt einkaufen, definieren Sie Haltepunkte, an denen Inspektoren von Dritten Zeuge sein oder verifizieren müssen (z. B. PMI bei 100% von Duplex-Flanschen oder UT an kritischen Dickenbereichen). Dies unterstützt eine gleichbleibende Qualität und hilft Ihnen, Ihr Lieferdatum ohne unerwartete Nacharbeit einzuhalten.
Kennzeichnung und Identifikation
Kennzeichnung ist nicht kosmetisch – sie ist, wie Sie die Rückverfolgbarkeit verteidigen. Für ASME-Flansche umfasst die Norm Kennzeichnungsanforderungen (Herstellerkennzeichnung, Nennweite/Klasse, Werkstoffbezeichnung, Größe und mehr, falls zutreffend). Für EN-Systeme umfasst die Kennzeichnung nach EN 1092-1 typischerweise Hersteller, Normnummer, Typ, DN/PN, Werkstoff und Guss-/Chargennummer, wenn eine Zertifizierung erforderlich ist.
- Verwenden Sie dauerhafte Kennzeichnung (Stahlstempel oder Laser), die so platziert wird, dass sie nach Beschichtung/Handhabung lesbar bleibt.
- Stellen Sie sicher, dass die Kennzeichnungen mit dem Zertifikatspaket übereinstimmen (Chargennummer muss mit MTR/EN 10204 übereinstimmen).
- Kennzeichnen und dokumentieren Sie jede Schweißreparatur (was repariert wurde, Verfahren und Ergebnisse der Nachprüfung).
- Erstellen Sie einen endgültigen “Kennzeichnungsfotosatz” pro Charge, um Streitigkeiten nach der Ankunft zu vermeiden.
Diese Schritte ermöglichen es Ihnen, Probleme schnell auf die genaue Charge/Partie zurückzuverfolgen und die Installation gemischter Güteklassen im Feld zu verhindern – eine häufige Ursache für vorzeitige Korrosionsausfälle.
Endproduktinspektionen in China
Visuelle und Oberflächenqualitätsprüfungen
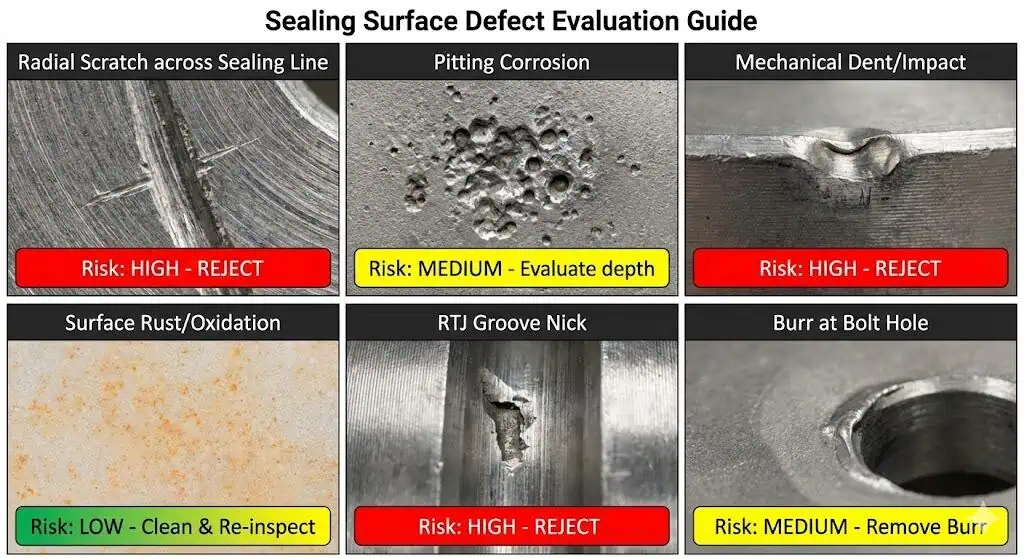
Die Endprüfung sollte bestätigen, dass die Dichtflächen einsatzbereit sind. Achten Sie auf Flächenschäden, Riefenfehler, Lochkorrosion, Dellen und Rillenkerben (RTJ). Reinigen Sie die Flächen vor der Prüfung; “prüfen Sie nicht durch Öl und Rost hindurch”. Messen Sie Dicke, Bohrung und Löcher nach einem Stichprobenplan, der dem Risiko entspricht (kritischer Einsatz = höhere Stichproben oder 100% für Schlüsselmaße).
Ingenieurbeispiel (Fall 2 – Flächenschaden während der Verpackung): Eine Charge traf mit ausgekerbten RF-Riefen ein, obwohl die Maßberichte in Ordnung waren. Die Ursache war Metall-auf-Metall-Stapelung ohne Trennmittel. Vorbeugung: Fordern Sie Flächenschützer, nichtmetallische Trennmittel und Kistenverpackung, die Bewegung verhindert; fügen Sie Verpackungsfotos in den Endbericht ein.
| Prüfart | Beschreibung |
|---|---|
| Sichtprüfung | Prüfen Sie Flächen, Löcher, Dicke, Beschichtungen und verifizieren Sie, dass Zertifikate/Markierungen mit den gelieferten Teilen übereinstimmen. |
| Interne Prüfung | Suchen Sie nach Rissen, Lunkern und inneren Unregelmäßigkeiten, wo UT oder Schnittprüfungen vorgeschrieben sind. |
| Dichtungsinspektion | Bestätigen Sie den Flanschtyp (RF/FF/RTJ) und dessen Zustand; überprüfen Sie den Zustand der Ringnut für RTJ. |
| Anforderungen an das Personal | Prüfer sollten Flanschnormen, typische Fehlerbilder und die Rückverfolgbarkeit von Berichten verstehen. |
| Werkzeuge und Ausrüstung | Verwenden Sie kalibrierte Messgeräte und dokumentierte Methoden; erfassen Sie Werte, nicht nur Bestanden/Nicht bestanden. |
| Vorinspektionsreinigung | Reinigen und entfernen Sie lockeren Rost/Verschmutzung, bevor Sie die Dichtfläche bewerten. |
| Regelmäßige Inspektionen | Bei Wiederholungsaufträgen: Verfolgen Sie Fehler nach Lieferant/Schicht/Werkzeug, um Abweichungen frühzeitig zu erkennen. |
Tipp: Eine phonografische (spiralgeriffelte) Oberfläche verbessert die Dichtungslagerung bei vielen RF-Verbindungen. Typische Industriebereiche für Spiralwickeldichtungen sind Ra 3,2–6,3 μm (125–250 μin AARH), während RTJ-Nuten andere Anforderungen haben. Passen Sie die Oberflächenanforderungen immer an Dichtungstyp und Projektspezifikation an.
Mechanische und chemische Prüfungen
Die Prüfungen sollten an das Betriebsrisiko gekoppelt sein. Für Drucksysteme bestätigen Sie, dass die chemische Zusammensetzung und die mechanischen Eigenschaften der Materialspezifikation entsprechen (zum Beispiel ASTM A182 für viele legierte/rostfreie Schmiedeflansche). Wenn saurer Betrieb oder Tieftemperaturbetrieb beteiligt ist, können Härte- und Kerbschlagprüfungen durch die Projektspezifikation erforderlich sein. Planen Sie diese Prüfungen vor der Produktion — Sie können sie nicht “nachträglich hinzufügen”, ohne den Zeitplan zu beeinträchtigen.
- Verifizieren Sie, dass die MTR-Chemie und -Mechanik der bestellten Güte und der Chargennummer entsprechen.
- Verwenden Sie PMI, um das Risiko von Güteverwechslungen zu reduzieren (304 vs 316 oder falsche Duplex-Güte).
- Bestätigen Sie den ZfP-Umfang und die Annahmekriterien (UT/MT/PT) für den Flanschtyp und die Betriebsschwere.
- Für die Montageintegrität beziehen Sie sich auf kontrollierte Anziehverfahren aus ASME PCC-1 und fordern Sie eine Mehrfach-Anziehungsmethode mit Aufzeichnungen für kritische Verbindungen.
Technisches Beispiel (Fall 3 — “richtiger Flansch, falsche Montage”): Bei einer neuen Leitung mit konformen Flanschen und Dichtungen trat ein Leck während des Hydrotests auf. Ursache war das Anziehen in einem Durchgang ohne kontrollierte Reihenfolge, was zu ungleichmäßiger Dichtungsspannung führte. Prävention: Stern-/Quadrantenmuster und gestufte Drehmomentdurchgänge gemäß dokumentierter Methode verwenden; Schulung der Monteure und Aufzeichnungen für kritische Verbindungen vorschreiben.
Verpackungs- und Handhabungsstandards
Verpackung ist Teil der Qualitätskontrolle, da sie Dichtflächen zerstören kann. Verwenden Sie exporttaugliche Kisten, Flanschschützer, nichtmetallische Trenner und Korrosionsschutzmaßnahmen, die für Transportzeit und Klima geeignet sind. Rostschutzöl nur dort auftragen, wo es die Projektspezifikation erlaubt (Sauerstoff-/Reinbetrieb hat Einschränkungen). Trockenmittel/VCI bei Seetransport verwenden.
- Verhindern Sie, dass Flanschflächen während des Transports gleiten oder metallisch auf Metall aufliegen.
- Schützen Sie RTJ-Ringnut mit starren Schützern und klarer “Nicht entfernen”-Kennzeichnung.
- Halten Sie die Verpackung sauber und trocken; fügen Sie Trockenmittel hinzu und versiegeln Sie die Kiste, wo angebracht.
- Überprüfen Sie die Genauigkeit der Packliste: Chargennummern/Mengen/Teile-IDs müssen mit dem Kisteninhalt übereinstimmen.
Hinweis: Gute Verpackung verhindert Ankunftsschadensansprüche und vermeidet Nachbearbeitungen durch Schleifen vor Ort, die oft neue Leckagen verursachen.
Durch Befolgen dieser Schritte für Abschlussprüfungen, Sie stellen sicher, dass Ihre Produktinspektionen in China gut funktionieren. Sie halten Ihre Flansche sicher und erfüllen alle Qualitätskontrollprüfungen.
Konformität und Dokumentation für Flansche
")
Internationale Normen und Vorschriften
Sie müssen internationale Normen und Vorschriften einhalten, um Produktqualität und Konformität sicherzustellen. In der Praxis wählen Sie zuerst die Flanschfamiliennorm (ASME oder EN), dann passen Sie Materialvorschrift und Dokumentationsregeln an. Für metallische Dichtungen werden Normen wie ASME B16.20 häufig referenziert, da Dichtungsstil die Dichtfläche und Montageleistung beeinflusst.
| Standard | Region |
|---|---|
| ASME | USA |
| DIN | Europa |
| BS | Großbritannien |
| JIS | Japan |
| GOST | Russland |
| UNI | Italien |
| IS | Indien |
Fordern Sie Ihren Lieferanten stets nach Dokumenten in Englisch und Chinesisch an. Für Hochrisikoprojekte fügen Sie eine Zertifikatsindexseite hinzu, die jede Charge/Los mit Teilenummern und Mengen verknüpft.
Prüfberichte und Zertifikate
Sie benötigen vollständige Prüfberichte und Zertifikate, um die Produktqualität nachzuweisen. Ihr Paket sollte mindestens Folgendes enthalten: (1) Materialkonformität, (2) Rückverfolgbarkeit und (3) durchgeführte erforderliche Inspektionen/Prüfungen. Zu den gängigen Dokumenten gehören:
- Prüfberichte für jede Charge/Charge von Flanschen.
- Werkzeugzeugnisse (MTR), die chemische Zusammensetzung und mechanische Eigenschaften zeigen.
- EN 10204 3.1 oder EN 10204 3.2 wenn eine unabhängige Verifizierung erforderlich ist.
- Wärmebehandlungsdiagramme/Aufzeichnungen, falls durch die Materialspezifikation oder Projektspezifikation erforderlich.
- ZfP-Berichte (UT/MT/PT) mit Teilkennungen und referenzierten Annahmekriterien.
Ein Werkzeugzeugnis ist nur nützlich, wenn es auf die gelieferten Teile rückverfolgbar ist. Immer abgleichen: Chargennummer auf dem Flansch ↔ Zertifikatchargennummer ↔ Mengen ↔ Packliste.
| Art des Dokuments | Beschreibung |
|---|---|
| Prüfbericht | Zeigt, dass das Produkt den richtigen Spezifikationen entspricht und enthält Referenzen zu Prüfmethoden/Ergebnissen. |
| EN 10204 3.2 | Unabhängige Drittverifizierung der Materialkonformität und Rückverfolgbarkeit (Umfang abhängig von Projektanforderung). |
| Werkzeugzeugnis | Chemische und mechanische Eigenschaften verknüpft mit der Charge/Charge, die für die gelieferten Flansche verwendet wurde. |
Versand- und Exportdokumentation
Sie müssen vollständige Versand- und Exportdokumente vorbereiten, um Ihr Produkt zu schützen und die Compliance zu unterstützen. Diese Dokumente schützen Sie, wenn Zollbehörden, Endkunden oder unabhängige Prüfer Nachweise anfordern. Immer beifügen:
- Kennzeichnung für Größe, Nenndruck/Klasse, Werkstoffgüte, Schmelzenummer und Chargen-/Los-ID auf jeder Flansche.
- Packlisten und Rechnungen, die mit den physischen Kisten übereinstimmen.
- Ursprungszeugnisse, falls erforderlich.
- Ausfuhrgenehmigungen, falls in Ihrem Leistungsumfang relevant.
Tipp: Ein Zertifikatsindexblatt (eine Seite) reduziert Streitigkeiten erheblich, da es dem Empfänger ermöglicht, Schmelzenummern und Mengen schnell zu überprüfen.
Durch diese Schritte stellen Sie sicher, dass Ihr Produkt weltweite Qualitätsstandards erfüllt und jede Qualitätsprüfung besteht.
Auswahl von Prüfpartnern in China
Qualitätskontrollprüfungen durch Dritte
Prüfungen durch Dritte fügen eine unabhängige Kontrollebene hinzu, wenn Sie die Produktion nicht selbst beobachten können. Für Druckkomponenten wählen Sie Prüfer aus, die Flanschnormen interpretieren, Schmiede-/Bearbeitungsfehler erkennen und die Rückverfolgbarkeit überprüfen können. Für kritische Projekte verlangen Sie, dass Prüfer Haltepunkte (PMI, ZfP, dimensionelle Erstmusterprüfung und Verpackung) bezeugen.
Kriterien für die Auswahl von Prüfstellen
Sie müssen Prüfstellen auswählen, die Ihren Qualitätsanforderungen entsprechen und Ihr Produkt verstehen. Nutzen Sie die folgende Tabelle, um Prüfstellen basierend auf dem zu bewerten, was das Risiko tatsächlich reduziert:
| Kriterien | Beschreibung |
|---|---|
| Verständnis der Kundenanforderungen | Sie können Ihre Bestellung/ITP in messbare Prüfungen und klare Bestehen/Nichtbestehen-Regeln umsetzen. |
| Werksaudits | Sie können die Fähigkeiten für Schmieden, Wärmebehandlung, Bearbeitung, ZfP und Dokumentenlenkung bestätigen. |
| Zwischenprüfungen | Sie können Erstmusterprüfungen begleiten, PCD/Löcher/Planflächen verifizieren und Abweichungen abfangen, bevor die Charge fertiggestellt ist. |
| Einhaltung internationaler Normen | Sie können Berichte an ASME/EN/ASTM-Anforderungen anpassen und die Rückverfolgbarkeit gewährleisten. |
Überprüfen Sie auch die geografische Abdeckung in China und die Berichtsqualität (Fotonachweis + gemessene Werte). Ein “Ein-Seiten-Bestanden”-Bericht reicht in der Regel für den Einkauf von Druckgeräten nicht aus.
Kommunikation und Berichterstattung
Klare Kommunikation verhindert Streitigkeiten in späteren Phasen. Vor den Prüfungen senden Sie Ihrem Prüfer: Bestellung + Zeichnungen + ITP + Abnahmekriterien + erforderliche Fotoliste. Stellen Sie sicher, dass der Lieferant über Prüfzeitpunkte und Haltepunkte informiert ist. Nach der Prüfung besprechen Sie Abweichungen mit einem schriftlichen Korrekturmaßnahmenplan und Frist. Wenn eine Abweichung akzeptiert wird, dokumentieren Sie die Konzession formell.
Tipp: Fordern Sie Fotos von (1) Flanschkennzeichnung, (2) Zustand der Dichtfläche, (3) zufälligen Maßprüfungen und (4) Kistenverpackungsmethode für jede Charge an.
Durch Befolgen dieser Schritte stellen Sie sicher, dass Ihre Qualitätsprüfungsunternehmen in China Ihnen helfen, Ihre Beschaffungsziele zu erreichen und Ihnen sichere, zuverlässige Produkte liefern.
Konsistente Qualität sicherstellen
Häufige Fehler vermeiden
Sie können die Qualität stabil halten, indem Sie vorhersehbare Ausfallmuster vermeiden. Die meisten “Qualitätsprobleme” bei Flanschen sind tatsächlich Anforderungs- und Kontrollprobleme. Gehen Sie folgendermaßen vor:
- Erstellen Sie eine Einkaufsspezifikation, die Norm, Flanschtyp, Klasse, Bohrung, Material, Dokumentation, zerstörungsfreie Prüfungsumfang und Verpackungsmethode festlegt.
- Auditieren und qualifizieren Sie den Lieferanten (Fähigkeiten + Datenbücher) und legen Sie dann den Fertigungsprozess fest.
- Fordern Sie eine Erstmusterfreigabe vor der Vollproduktion an.
- Wählen Sie nicht nur nach Preis aus; die Kosten eines einzigen Leckereignisses übersteigen oft die Einsparungen einer günstigeren Charge.
- Verwenden Sie schriftliche Verträge, die Abnahmekriterien und Verantwortlichkeiten für Nacharbeit definieren.
- Setzen Sie unabhängige Drittprüfungen an Haltepunkten für kritische Chargen ein.
- Führen Sie einen Lieferantenbewertungsbogen und leiten Sie Korrekturmaßnahmen ein, wenn sich Trends abzeichnen.
Ingenieurbeispiel (Fall 4 — Druckstufenfehlanpassung): Ein Werk bestellte “gleich große Flansche” und erhielt eine niedrigere Druckstufe in die Charge gemischt. Alles “passte”, aber die Verbindung wurde unter Störbedingungen zu einem Schwachpunkt. Prävention: Verlangen Sie bei der Wareneingangsprüfung die Überprüfung der Druckstufenkennzeichnung, trennen Sie nach Druckstufe/Charge und fügen Sie eine Fotoanforderung für die Kennzeichnung im Abschlussberichtspaket hinzu.
Tipp: Für kritische Leitungen (hoher Druck, zyklischer Betrieb, saurer Betrieb oder gefährliche Fluide) behandeln Sie die Flansch-Qualitätskontrolle als risikobasiertes Programm: höhere Stichproben, strengere Rückverfolgbarkeit und überwachte Haltepunkte.
Strategien zur kontinuierlichen Verbesserung
Kontinuierliche Verbesserung bedeutet, dass Sie Fehler messen und den Kreislauf schließen. Praktische Schritte:
- Verlangen Sie Zertifikatsvollständigkeit (MTR/EN 10204, ZfP, Maßberichte) für jede Bestellung.
- Trendanalyse von Abweichungen nach Kategorie (Maße, Kennzeichnung, Rückverfolgbarkeit, Flanschflächenschäden, ZfP, Verpackung).
- Nutzen Sie Videoaudits oder regelmäßige Vor-Ort-Audits, um die Prozessstabilität zu überprüfen.
- Beginnen Sie mit neuen Lieferanten mit Pilotaufträgen und erhöhter Prüfung vor der Skalierung.
- Verfolgen Sie die Lieferleistung und “entdeckte Fehler” nach Ankunft.
| Strategie | Beschreibung |
|---|---|
| Qualitätskontrolle | Haltepunkte definieren, gemessene Werte aufzeichnen und Berichte über Korrekturmaßnahmen für Wiederholungen anfordern. |
| Kundenanforderungen | Die Spezifikation (Flanschtyp/Klasse/Material/Dokumente) einfrieren und Revisionen formal kontrollieren. |
| Betriebseffizienz | Fehlerdaten nutzen, um Prozessabweichungen (Werkzeugverschleiß, Verpackungsmethode, Dokumentationsfehler) zu adressieren. |
Sie können sicherstellen, dass Sie gute Flansche aus China erhalten, indem Sie einen klaren Qualitätskontrollprozess verwenden.
- Lieferantenfähigkeit und Dokumentenkontrolle (nicht nur Zertifikate) überprüfen.
- Materialidentität mit Rückverfolgbarkeit und PMI gemäß dem vereinbarten Stichprobenplan bestätigen.
- ZfP angemessen einsetzen, um versteckte Fehler zu erkennen, ohne Teile zu beschädigen.
- Fordern Sie Drittprüfberichte mit Fotos und gemessenen Werten an.
- Steuern Sie die Verpackung, damit Flanschflächen und Kennzeichnungen den Transport unbeschädigt überstehen.
- Bestätigen Sie, dass Lieferanten stabile Qualitätssysteme und Rückverfolgbarkeitskontrollen haben.
- Verwenden Sie Checklisten und Haltepunkte anstelle von nur Endprüfungen.
- Bei kritischen Chargen, bezeugen Sie Schlüsselprüfungen (PMI/NDE/Erststück/Verpackung).
Verbessern Sie den Prozess kontinuierlich. Stabile Flanschqualität ist ein Systemergebnis: klare Anforderungen, kontrollierte Produktion, verifizierte Nachweise und diszipliniertes Feedback.
FAQ
Welche Dokumente sollten Sie beim Kauf von Flanschen aus China anfordern?
Sie sollten ein vollständiges “Zertifikatspaket” anfordern, das Materialkonformität und Rückverfolgbarkeit nachweist:
- Werkzeugprüfbericht (MTR) / Werkzeugprüfzertifikat (Chemie + Mechanik)
- EN 10204 3.1 oder EN 10204 3.2 falls erforderlich
- Maßprüfbericht (mit aufgezeichneten Werten)
- ZfP-Berichte (UT/MT/PT) falls spezifiziert
- Packliste + Kennzeichnungsfotosatz + Zertifikatsindexblatt
Diese Dokumente ermöglichen Ihnen, die Qualität zu überprüfen, die Rückverfolgbarkeit nachzuweisen und Streitigkeiten nach Ankunft schnell zu klären.
Wie prüft man, ob eine Flanschverbindung internationale Normen erfüllt?
Beginnen Sie mit Kennzeichnung und Zertifikaten, dann bestätigen Sie kritische Abmessungen und Flanschflächen. Für ASME-Flansche stellen Sie sicher, dass die Bestellung auf ASME B16.5 oder ASME B16.47, verweist, und bestätigen Sie die Dichtungsnorm, wenn relevant (oft ASME B16.20).
| Kennzeichnung erforderlich | Warum es wichtig ist |
|---|---|
| Normnummer | Zeigt an, welche Abmessungs-/Kennzeichnungs-/Prüfvorschriften gelten. |
| Werkstoffgüte | Bestätigt, dass die Metallurgie den Korrosions- und Festigkeitsanforderungen entspricht. |
| Schmelzenummer | Verknüpft das Teil mit dem Zertifikat und den Prüfergebnissen. |
Überprüfen Sie stets die Kennzeichnung, Zertifikate und die Packliste. Wenn ein Glied in der Rückverfolgbarkeit unterbrochen ist, behandeln Sie die Charge als hohes Risiko.
Warum ist eine Doppelzertifizierung für Edelstahlflansche wichtig?
Doppelzertifizierung kann die Lagerkomplexität reduzieren, muss jedoch durch Rückverfolgbarkeit und Verifizierung abgesichert sein.
Sie erhalten:
- Mehr Flexibilität, wenn verschiedene Projekte leicht unterschiedliche Konformitätserklärungen erfordern
- Reduziertes Risiko von “nur Papierkonformität”, wenn PMI und Chargenrückverfolgbarkeit durchgesetzt werden
- Einfachere Exporte, wenn die Dokumentationsanforderungen je nach Region variieren
Akzeptieren Sie “Doppelzertifizierung” nicht nur als Etikett. Verlangen Sie, dass das Zertifikatspaket genau zeigt, wie die Konformität nachgewiesen und verifiziert wurde.
Was ist eine phonografische Oberfläche und warum ist sie wichtig?
Eine phonografische Oberfläche ist eine kontrollierte spiralförmige Riffelung auf der Dichtfläche.
Diese Oberfläche:
- Ermöglicht vielen RF-Dichtungen eine gleichmäßige Sitzposition durch kontrollierte Mikrorauigkeiten
- Reduziert das Leckagerisiko, wenn der Dichtungstyp mit der Flächenbeschaffenheit übereinstimmt
- Verbessert die Wiederholgenauigkeit im Vergleich zu zufälligen Bearbeitungsspuren
Passen Sie die Oberflächengüte-Erwartung an den Dichtungstyp und die Projektspezifikation an. Im Zweifel definieren Sie den erforderlichen Rauheitsbereich in den Bestellnotizen.
Wie können Sie die Flanschqualität nach der Lieferung hoch halten?
Lagerung und Handhabung können Flächen beschädigen und die Rückverfolgbarkeit zerstören.
Befolgen Sie diese Schritte:
- Lagern Sie Flansche innen, trocken, bodenfrei und getrennt nach Wärmebehandlung/Klasse/Material.
- Lassen Sie Flanschschutzhauben bis zur Montage angebracht; stapeln Sie Flächen nicht metallisch auf Metall.
- Überprüfen Sie Kennzeichnung und Flächenzustand vor der Montage erneut, insbesondere nach langer Lagerung.
Gute Lagerung schützt Dichtflächen und stellt sicher, dass Dokumentation und Kennzeichnungen mit den verbauten Teilen übereinstimmen.
