Hersteller von Reduzierstutzen | Konzentrisch & Exzentrisch | MSS SP-95, Gewinde- & Fase-Enden
- Vielseitige Endkonfigurationen (TBE, PBE, BBE)
- Starke Wandstärke für extremen Druck
- Überlegener Oberflächenschutz und Korrosionsschutz
- Präzise Maßtoleranzkontrolle
- Vollständige Materialrückverfolgbarkeit (PMI-getestet)
- Individuelle Längen und Sonderreduzierungen

Spezifikation & Norm
Produkttyp
Reduzierstück (konzentrisch / exzentrisch)
Größenbereich
NPS 1/8” bis 8” (DN6 – DN200)
Endtypen
TBE (Gewinde), PBE (glatt), BBE (abgeschrägt), PLE/TSE (glatt groß/Gewinde klein)
Standard
MSS SP-95, ASME B16.11, BS 3799
Wandstärke
Standard (STD), Extra Strong (XS/XH), Schedule 160, XXS
Werkstoffe
Swage Nipple-Hersteller | MSS SP-95 | A105 / 316L | Konzentrisch & Exzentrisch
Als vertrauenswürdiger Swage Nipple-Hersteller, liefert SUNHY hochleistungsfähige Schmiedefittings, die streng nach MSS SP-95 Spezifikationen entwickelt sind. Im Gegensatz zu Standardreduzierstücken sind unsere Swage Nipples für Hochdruckanwendungen in der Öl- und Gas- sowie petrochemischen Industrie konzipiert und bieten einen nahtlosen Strömungsübergang zwischen verschiedenen Rohrgrößen.
Wir bieten sowohl Konzentrische Reduzierstutzen (für vertikalen Durchfluss) als auch Exzentrische Reduzierstutzen (für horizontale Ausrichtung zur Vermeidung von Luftblasen). Verfügbar in Kohlenstoffstahl (A105), Edelstahl (304/316) und Duplex-Optionen, mit vielseitigen Endverbindungen einschließlich Gewinde (TBE), glatt (PBE) und angeschrägt (BBE).
[Key Advantages]
🛠 MSS SP-95-Konformität — Hergestellt nach strengen Maßtoleranzen gemäß MSS SP-95, um 100%-Kompatibilität mit Ihren bestehenden Rohrleitungssystemen zu gewährleisten.
🔄 Vielseitige Endkonfigurationen — Verfügbar als TBE (beidseitig Gewinde), PBE (beidseitig glatt), BBE (beidseitig angeschrägt) und Hybridkombinationen für jede Installationsanforderung.
🛡 Hochdruckintegrität — Geschmiedet aus hochwertigen Rohmaterialien (ASTM A105, A182), geeignet für extreme Drücke, bei denen Standard-Rohrverbindungen versagen.
📜 Vollständige Rückverfolgbarkeit — Jedes Stück ist mit Chargennummer, Größe und Schedule gestempelt. MTC (EN 10204 3.1) wird zur Qualitätssicherung bereitgestellt.
MSS SP-95 Reduziernippel-Abmessungen (Standard & Extra Heavy)
Die folgende Tabelle zeigt Standardlängen und -durchmesser für Reduziernippel gemäß MSS SP-95. Sonderlängen auf Anfrage erhältlich.
| Nennweite (NPS)(Groß x Klein) | Länge (A) (mm / Zoll) | Außendurchmesser großes Ende (mm) | Außendurchmesser kleines Ende (mm) | Ungefähres Gewicht (kg) |
| 1/4″ x 1/8″ | 57 mm (2,25″) | 13.7 | 10.3 | 0.03 |
| 3/8″ x 1/8″ | 64 mm (2,50″) | 17.1 | 10.3 | 0.04 |
| 3/8″ x 1/4″ | 64 mm (2,50″) | 17.1 | 13.7 | 0.05 |
| 1/2″ x 1/8″ | 70 mm (2,75″) | 21.3 | 10.3 | 0.08 |
| 1/2″ x 1/4″ | 70 mm (2,75″) | 21.3 | 13.7 | 0.12 |
| 1/2″ x 3/8″ | 70 mm (2,75″) | 21.3 | 17.1 | 0.14 |
| 3/4″ x 1/4″ | 76 mm (3,00″) | 26.7 | 13.7 | 0.16 |
| 3/4″ x 3/8″ | 76 mm (3,00″) | 26.7 | 17.1 | 0.18 |
| 3/4″ x 1/2″ | 76 mm (3,00″) | 26.7 | 21.3 | 0.20 |
| 1″ x 1/4″ | 89 mm (3,50″) | 33.4 | 13.7 | 0.28 |
| 1″ x 3/8″ | 89 mm (3,50″) | 33.4 | 17.1 | 0.30 |
| 1″ x 1/2″ | 89 mm (3,50″) | 33.4 | 21.3 | 0.35 |
| 1″ x 3/4″ | 89 mm (3,50″) | 33.4 | 26.7 | 0.38 |
| 1-1/4″ x 1/2″ | 102 mm (4,00″) | 42.2 | 21.3 | 0.52 |
| 1-1/4″ x 3/4″ | 102 mm (4,00″) | 42.2 | 26.7 | 0.55 |
| 1-1/4″ x 1″ | 102 mm (4,00″) | 42.2 | 33.4 | 0.60 |
| 1-1/2″ x 1/2″ | 114 mm (4,50″) | 48.3 | 21.3 | 0.65 |
| 1-1/2″ x 3/4″ | 114 mm (4,50″) | 48.3 | 26.7 | 0.70 |
| 1-1/2″ x 1″ | 114 mm (4,50″) | 48.3 | 33.4 | 0.75 |
| 1-1/2″ x 1-1/4″ | 114 mm (4,50″) | 48.3 | 42.2 | 0.82 |
| 2″ x 1/2″ | 165 mm (6,50″) | 60.3 | 21.3 | 1.15 |
| 2″ x 3/4″ | 165 mm (6,50″) | 60.3 | 26.7 | 1.25 |
| 2″ x 1″ | 165 mm (6,50″) | 60.3 | 33.4 | 1.45 |
| 2″ x 1-1/4″ | 165 mm (6,50″) | 60.3 | 42.2 | 1.55 |
| 2″ x 1-1/2″ | 165 mm (6,50″) | 60.3 | 48.3 | 1.60 |
| 2-1/2″ x 1″ | 178 mm (7,00″) | 73.0 | 33.4 | 2.10 |
| 2-1/2″ x 1-1/2″ | 178 mm (7,00″) | 73.0 | 48.3 | 2.30 |
| 2-1/2″ x 2″ | 178 mm (7,00″) | 73.0 | 60.3 | 2.50 |
| 3″ x 1″ | 203 mm (8,00″) | 88.9 | 33.4 | 2.90 |
| 3″ x 1-1/2″ | 203 mm (8,00″) | 88.9 | 48.3 | 3.20 |
| 3″ x 2″ | 203 mm (8,00″) | 88.9 | 60.3 | 3.65 |
| 3″ x 2-1/2″ | 203 mm (8,00″) | 88.9 | 73.0 | 4.10 |
| 4″ x 2″ | 229 mm (9,00″) | 114.3 | 60.3 | 5.80 |
| 4″ x 2-1/2″ | 229 mm (9,00″) | 114.3 | 73.0 | 6.20 |
| 4″ x 3″ | 229 mm (9,00″) | 114.3 | 88.9 | 6.85 |
Verbindungstypen & Auswahlleitfaden
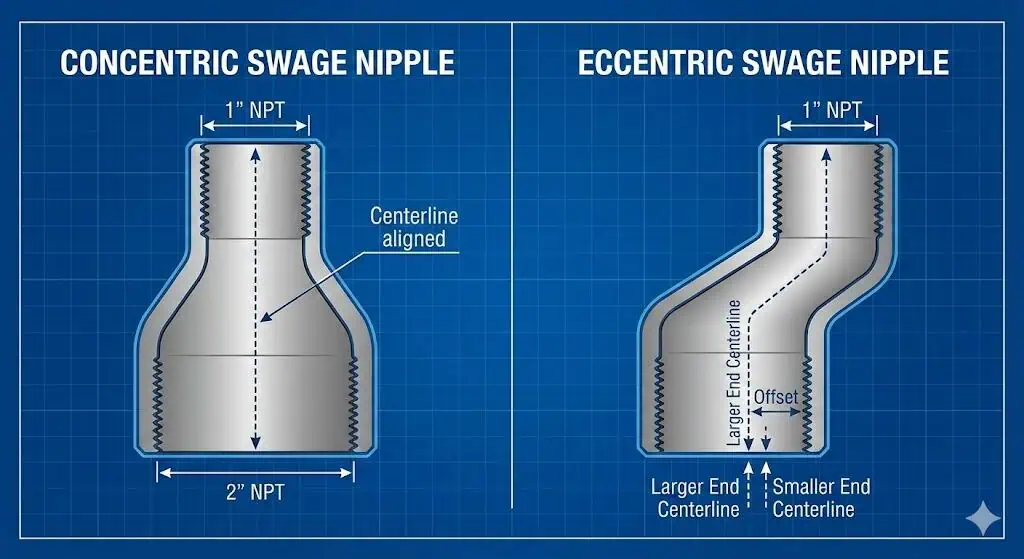
1. Konzentrisch vs. Exzentrisch Auswahl
Konzentrische Reduzierstutzen: Werden hauptsächlich in vertikalen Rohrleitungen eingesetzt. Die Mittellinien beider Enden stimmen überein und gewährleisten einen glatten Strömungsweg. Ideal geeignet für Pumpendruckleitungen.
Exzentrische Reduzierstutzen: Werden in horizontalen Rohrleitungen eingesetzt. Das versetzte Design ermöglicht, dass der Rohrboden flach bleibt (flacher Boden), was die Ansammlung von Flüssigkeiten oder eingeschlossener Luft verhindert. Unerlässlich für Pumpensaugleitungen.
2. Endbearbeitungstypen (Der “Enden”-Code)
TBE (Gewinde an beiden Enden): NPT-Gewinde an beiden Enden. Wird für Schraubverbindungen verwendet.
PBE (Plain Both Ends): Keine Gewinde, quadratisch abgeschnitten. Wird für Socket-Schweißverbindungen verwendet.
BBE (Beveled Both Ends): Abgeschrägte Kanten. Wird für Stumpfschweißverbindungen verwendet (typischerweise für Größen ab 2″).
Hybrid (PLE/TSE): Plain Large End / Threaded Small End. Wird oft verwendet, um von einer geschweißten Leitung zu einem Gewindeinstrument oder Ventil überzugehen.
Verwandte Produkte
Stumpfschweiß-T-Stück (gleich/Reduzierend)
Für Abzweigverbindungen in geschweißten Rohrleitungsspulen.
Konzentrischer Reduzierstutzen
Glatter Mittellinienübergang für vertikale Leitungen und Pumpen.
Exzentrischer Reduzierstutzen
Flache Seite zur Reduzierung von Luftblasen in horizontalen Rohrleitungen.
Butt-Weld-Endkappe
Sauberer Abschluss für Rohrenden – ideal für Prüfspulen und Sammler.
Stumpfende (Lap Joint)
Häufig bei Lap Joint-Flanschen für häufige Demontage verwendet.
FAQ
Was ist der Unterschied zwischen einem Swage Nipple und einem Stumpfschweiß-Reduzierstück?
Während beide Komponenten Rohre unterschiedlicher Durchmesser verbinden, liegt der Hauptunterschied in ihren Herstellungsnormen und Herstellungsprozessen. Ein Swage Nipple wird typischerweise aus Vollmaterial oder dickwandigen Rohren nach MSS SP-95, geschmiedet, was ihn für Hochdruck- und Kleinbohrungsanwendungen geeignet macht. Ein Butt Weld Reducer wird aus Rohren oder Platten nach ASME B16.9, hauptsächlich für Strömungseffizienz in größeren Rohrleitungssystemen konzipiert.
Vergleich: Swage Nipple vs. Butt Weld Reducer
| Merkmal | Swage Nipple | Butt Weld Reducer |
| Standard | MSS SP-95 | ASME B16.9 |
| Herstellung | Schmieden / Quetschen (Komprimieren) | Umformen / Walzen (Erweitern/Reduzieren) |
| Endtypen | Gleich (P), Gewindet (T), Fase (B) | Nur Fase (Butt Weld) |
| Druckstufe | Hoch (bis Klasse 6000/9000) | Entspricht Rohrleitungsplan |
| Typische Größe | NPS 1/8 bis NPS 12 | NPS 1/2 bis NPS 48+ |
Was bedeutet "MSS SP-95" in Ihren Spezifikationen?
MSS SP-95 ist die maßgebende Standardpraxis, die die Abmessungen, Toleranzen, Werkstoffe und Kennzeichnungsanforderungen für Reduziernippel (Swage) und Bull Plugs (NPS 1/8 bis NPS 12) definiert.
Wenn ein Produkt mit “SP95” gekennzeichnet ist, bedeutet dies die vollständige Einhaltung der folgenden kritischen Qualitätskontrollen:
Maßgenauigkeit: Längen- und End-zu-End-Toleranzen entsprechen den Industriestandards.
Materialrückverfolgbarkeit: Das Fitting ist mit einer Chargennummer rückverfolgbar bis zum Prüfzeugnis des Rohmaterials gekennzeichnet.
Druckbeständigkeit: Der Konstruktionsprüftest stellt sicher, dass das Fitting Drücken standhält, die einem nahtlosen Rohr gleichen Materials und gleicher Wandstärke entsprechen.
Können Sie Swage Nipples in speziellen Wandstärken wie XXS herstellen?
Ja. Wir fertigen Swage Nipples in Standard-Schwerwandstärken wie Schedule 160 und XXS (Double Extra Strong), sowie in nicht standardisierten Wandstärken für extreme Druckanwendungen (z. B. 10.000 psi Hydrauliksysteme).
Wir setzen je nach Anforderung zwei unterschiedliche Fertigungsverfahren ein:
Heißschmieden (Hot Swaging): Für Standard-XXS-Fittings verwenden wir ein Radialschmiedeverfahren, das die Wandstärke beim Verringern des Durchmessers natürlich erhöht und eine dichte Kornstruktur gewährleistet.
Fertigung aus Vollmaterial (Machining from Solid Bar): Für Wandstärken, die XXS überschreiten, oder nicht standardisierte Innendurchmesser, fertigen wir die Komponente direkt aus geschmiedeten Vollmaterialstangen. (ASTM A105 oder A182). Dies ermöglicht eine unbegrenzte Anpassung der Bohrungsgröße, um spezifische Korrosionszuschläge oder Druckanforderungen zu erfüllen.
Sind Ihre Edelstahl-Swage-Nipples mit NACE-Zertifikaten erhältlich?
Unsere Edelstahl-Fittings (wie 304/304L und 316/316L) werden mit einem EN 10204 3.1 Werkstoffprüfzeugnis (MTC) geliefert, das die Einhaltung von NACE MR0175 / ISO 15156 für saure Medien explizit bestätigt.
Bitte beachten Sie, dass es kein separates “NACE-Zertifikat” gibt; die Konformität wird über drei spezifische Datenpunkte im MTC verifiziert:
Härteprüfung: Bestätigte Härte von ≤ 22 HRC zur Vermeidung von Sulfidspannungsrisskorrosion (SSC).
Wärmebehandlung: Nachweis der Lösungsglühen und Abschrecken zum Auflösen von Karbiden.
Chemische Zusammensetzung: Strenge Kontrolle von Schwefel- und Phosphorgehalten zur Sicherstellung der Materialreinheit.