
Wasserstoffinduzierte Spannungsrisskorrosion in Unterwasserflanschen wird durch die gemeinsame Kontrolle von drei Faktoren verhindert: Material- und Mikrostrukturqualität, kathodischer Korrosionsschutz, sodass die Wasserstoffentwicklung innerhalb eines kontrollierten Fensters bleibt, und lokale Zugspannung an bekannten Hotspots wie Nabenübergängen, Bohrungen, Schweißnahtübergängen und Gewindewurzeln. Wenn eine dieser Kontrollen schwach ist, kann ein korrosionsbeständiger Unterwasserflansch unter Betriebsbedingungen dennoch reißen.
In der Praxis ist die HISC-Prävention keine einzelne Materialwahl oder eine einzelne Einstellung des kathodischen Korrosionsschutzes. Es ist eine integrierte Integritätsstrategie, die mit der Auswahl von Duplex- oder Superduplex-Material, beginnt, sich über spannungsbasierte Konstruktion und Fertigungskontrolle fortsetzt und nur dann wirksam bleibt, wenn der kathodische Korrosionsschutz am tatsächlichen Duplex-Standort überwacht wird, anstatt als sicher von systemweiten Einstellungen angenommen zu werden. Für Unterwasser-Konstruktionsteams ist dies der Grund, warum DNV-RP-F112 und DNV-RP-B401 oft gemeinsam gelesen werden sollten, anstatt isoliert.
Für Unterwasser-Verbinder und Flanschbaugruppen ist die Dichtungsintegrität neben der Rissbeständigkeit weiterhin wichtig. Ein Flansch, der HISC vermeidet, aber unter Last keine Abdichtung aufrechterhalten kann, ist kein erfolgreiches Design. Deshalb sollten Materialverifizierung, Oberflächenzustand, Flanschgeometrie und Verbinderqualifikation gemeinsam überprüft werden. Wenn Sie Material, Zertifizierung und Flanschumfang über ein Projektpaket abstimmen, hilft es auch, dieses Thema mit Ihrem Materialauswahl-Workflow zu verbinden. und Rückverfolgbarkeitsprüfungen wie Wie man ein Flansch-Materialzertifikat interpretiert.
HISC-Risiken bei Offshore-Flanschen
Was ist HISC?
Wasserstoffinduzierte Spannungsrisskorrosion ist ein sprödes Rissbildungsmechanismus, verursacht durch atomaren Wasserstoff, der in eine anfällige Mikrostruktur eindringt, während Zugspannung oder lokale plastische Verformung vorliegt. Im Unterwassereinsatz wird Wasserstoff häufig auf kathodisch geschützten Metalloberflächen erzeugt. Wenn Wasserstoff in das Material in einem hoch belasteten Bereich eindringt, kann Rissbildung mit wenig sichtbarer Vorwarnung einsetzen. Im Gegensatz zu allgemeiner Korrosion ist HISC normalerweise ein lokales Hot-Spot-Problem und kein gleichmäßiges Oberflächenschadensproblem.
Technische Realitätsprüfung: Gute Seewasserkorrosionsbeständigkeit allein verhindert HISC nicht. Duplex- und Superduplex-Edelstähle können sich gut gegen Seewasserkorrosion bewähren, reißen aber dennoch, wenn die Wasserstofferzeugung hoch ist und die lokale Spannung am Flansch-Hot-Spot nicht kontrolliert wird. Genau deshalb existieren spannungsbasierte Designrichtlinien für Duplex-Unterwasserkomponenten unter kathodischem Schutz.
Warum Offshore-Flansche anfällig sind
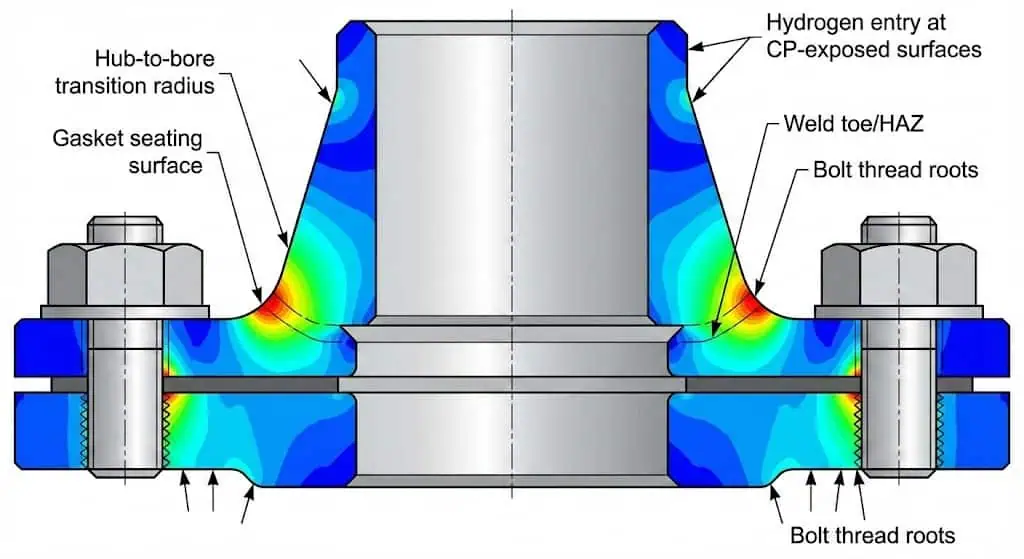
Unterwasserflansche sind anfällig, weil sie kathodischen Schutz, komplexe Geometrie und konzentrierte Zugspannung genau an den Stellen kombinieren, an denen wasserstoffunterstützte Rissbildung gerne beginnt. Nabenübergänge, Bohrungen, Schweißnahtübergänge, Dichtungssitzübergänge und Gewinde- oder Befestigungswurzeln sind typische Überlappungszonen, in denen Wasserstofferzeugung und lokale Spitzenspannung zusammen auftreten können.
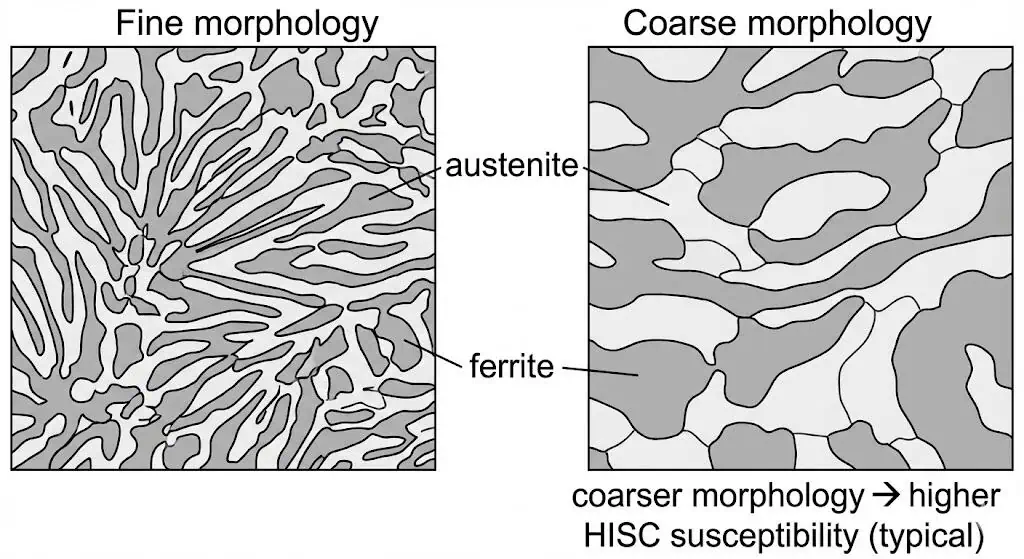
- Duplex- und Superduplex-Produktformen, die in Unterwasserausrüstung verwendet werden, haben HISC-Anfälligkeit im Einsatz gezeigt, und die Anfälligkeit wird stark von der Mikrostrukturqualität und Austenitmorphologie in den am höchsten belasteten Zonen beeinflusst. Eine nützliche technische Diskussion ist verfügbar in diesem TWI-Papier über HISC in Duplex-Unterwasserkomponenten.
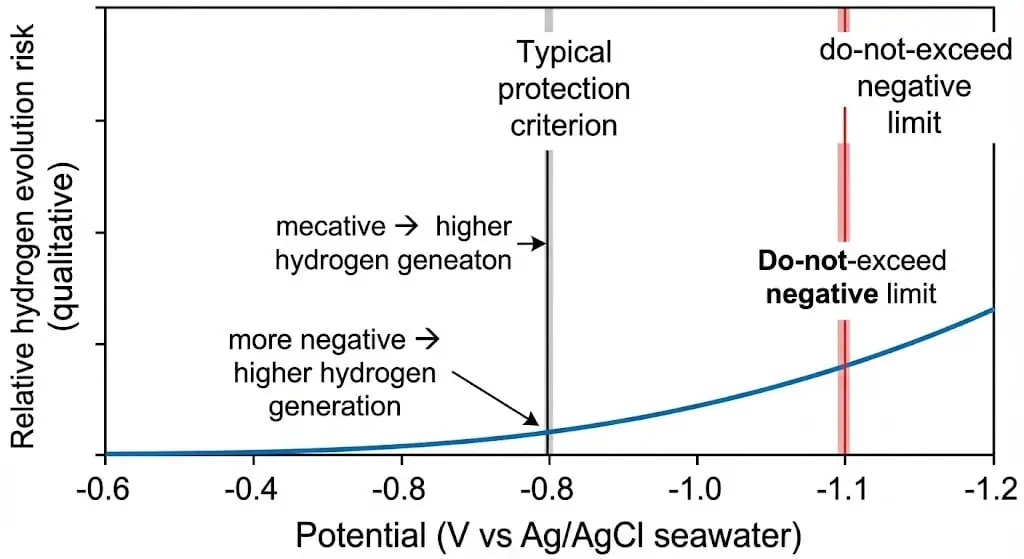
- Kathodischer Schutz kann atomaren Wasserstoff an der Oberfläche erzeugen. Negativere Potenziale erhöhen im Allgemeinen die Wasserstoffentwicklung und erhöhen das Versprödungsrisiko, wenn das Material und der Spannungszustand anfällig sind.
- Verschraubung, Fehlausrichtung, Montagebiegung, Temperaturgradienten und Schweißprofilauswirkungen können alle die lokale Zugspannung weit über das hinaus erhöhen, was eine nominale Druckklassenberechnung vermuten lassen könnte.
- Beschichtungsschäden und lokale Ablösungen können Stromdichte-Hotspots erzeugen, die die lokale Wasserstoffaufnahme in der Nähe beschädigter Bereiche erhöhen.
Ein wiederkehrendes Feldmuster ist kein dramatisches externes Korrosionsereignis, sondern ein Riss, der dort beginnt, wo Geometrie und Spannung am höchsten sind. Beispielsweise kann ein Flansch auf breiten Außenflächen visuell akzeptabel bleiben, während sich an einem Naben-zu-Bohrungs-Übergang oder in der Nähe einer Schweißnaht, wo lokale Biegung und CP-Exposition überlappen, ein Riss entwickelt. Deshalb geht es bei der HISC-Prävention weniger darum, nach “allgemeiner Korrosion” zu suchen, sondern mehr darum, Rissinitiierungsbedingungen am lokalen Hotspot zu beseitigen.
Für die Integrität von Unterwasser-Verbindern bleiben Dichtungsqualifikation und Fehlermodusbewusstsein wichtig, da Risse und Lecks zu gekoppelten Integritätsproblemen werden können, sobald die Verbindung in Betrieb geht. Ein Beispiel für die Dichtungsleistungsprüfung von Unterwasser-Verbindern finden Sie hier: Beispiel für Dichtungsleistungsprüfung von Unterwasser-Verbindern.
| Eigenschaft | Auswirkung auf die HISC-Anfälligkeit |
|---|---|
| Gefüge (grobkörnig vs. feinkörnig) | Grobe Morphologie und ungünstige Phasenverteilung erhöhen die Anfälligkeit. Feinere, besser kontrollierte Mikrostrukturen schneiden unter CP-Exposition im Allgemeinen besser ab. |
| Austenitabstand | Die Anfälligkeit korreliert mit dem Austenitabstand, aber Projekte müssen definieren, wie er gemessen wird und wie die Wiederholbarkeit über Labore hinweg kontrolliert wird. |
| Produktform (Schmiede vs. gewalzt) | Produktform und Prozessroute beeinflussen die HISC-Leistung. Schmiedeteile, Stangen und gewalzte Formen sollten nicht als identisch behandelt werden, nur weil der Gradname übereinstimmt. |
| Lokale Zugspannung / plastische Dehnung | Hohe lokale Spannung und lokale Dehnung beschleunigen die Rissinitiierung und das Wachstum. Geometriekontrolle und Passungskontrolle sind genauso wichtig wie die Nenndruckklassifizierung. |
| CP-Potential und Stromdichte | Generell erhöhen negativere Potenziale die Wasserstoffentwicklung. Die Überwachung an der Duplex-Hotspot ist entscheidend. |
| Schweiß- / Wärmeeinflusszonen-Qualität | Ungünstige Schweiß- und Wärmeeinflusszonen-Mikrostruktur, schlechte Toe-Profil oder durch Fehlausrichtung induzierte Biegung können das lokale HISC-Risiko stark erhöhen. |
Warum Prävention wichtiger ist als Reparatur
Die Prävention von HISC in Unterwasserflanschen schützt Sicherheit, Betriebszeit und Projektwirtschaftlichkeit, da Reparatur in der Regel Bergung, Austausch und Untersuchung nach bereits eingetretenem Schaden bedeutet. HISC ist ein Hochkonsequenz-Versagensmodus, gerade weil es in Bereichen mit begrenzter Sichtbarkeit und Zugänglichkeit wachsen kann. Ein guter Unterwasserintegritätsplan behandelt HISC daher als Präventionsproblem über Beschaffung, Design, Fertigung, CP-Betrieb und Überwachung.
Tipp: Behandeln Sie HISC als kontrollierte Risikokette. Wenn Sie keine Kontrolle über Mikrostruktur, CP-Fenster und Hotspot-Spannung nachweisen können, haben Sie noch keine verteidigungsfähige Präventionsstrategie.
Präventionsstrategien für Unterwasserflansche
Materialauswahl
Materialauswahl ist der erste und effektivste HISC-Präventionshebel, weil sie den Basiswiderstand definiert, bevor Design und Betrieb mehr Risiko hinzufügen. Für Duplex- und Superduplex-Flanschkomponenten reicht der Gradname allein nicht aus. Ingenieure sollten Produktform, Wärmebehandlungsweg, Rückverfolgbarkeit und Mikrostrukturakzeptanzkriterien für die tatsächlich belastete Region überprüfen, anstatt sich nur auf generische Werkspapiere zu verlassen.
Praktische Beschaffungskontrolle bedeutet, Papierkonformität zu verhindern. Erfordern Sie Wärme- und Chargenrückverfolgbarkeit, überprüfen Sie die Lösungsglüh- und Wärmebehandlungsaufzeichnungen, wo relevant, und stellen Sie sicher, dass die Prüfung den am stärksten belasteten Ort repräsentiert, nicht den einfachsten Probenahmeort. Für kritische Unterwasserarbeiten hängt die Prüfbereitschaft von konsistenter Dokumentation über MTCs, Wärmebehandlungsaufzeichnungen, WPS/PQRs, Inspektionsberichte und Teilekennzeichnungen ab.
Für Flanschpakete im anspruchsvollen Unterwassereinsatz ist es sinnvoll, die HISC-Prävention mit Ihrer umfassenderen Hochdruck-Flanschauswahllogik und Rückverfolgbarkeitsanforderungen zu verbinden. Projekte, die nur “Superduplex-Flansch” spezifizieren, aber keine Produktformverifizierung und Hot-Spot-Probenahme definieren, entdecken die Lücke oft zu spät.
| Aspekt | Beschreibung |
|---|---|
| Worauf es anwendbar ist | Duplex-Edelstahlkomponenten, die unter Wasser installiert und kathodischem Schutz ausgesetzt sind, wobei die HISC-Entstehung durch konservative Begrenzung von Spannung und Dehnung vermieden werden muss. |
| Was Ingenieure tatsächlich prüfen | Membran- und Membran-plus-Biegespannung an Hot-Spots wie Übergängen an Naben, Bohrungen, Schweißnähten und anderen lokalen Spannungskonzentrationen. |
| Materialqualität in der Praxis | Die Mikrostruktur ist wichtig, und die Beschaffung muss definieren, was akzeptabel ist und wie sie gemessen wird, sonst können “bestanden” und “durchgefallen” zwischen Laboren variieren. |
| Designimplikation | Geometriekontrolle, Übergangsradien, Passung und Oberflächenbeschaffenheit sind genauso wichtig wie die nominelle Flanschklasse und der Materialname. |
Hinweis: Prüfbereite Dokumentation sollte es einem unabhängigen Prüfer ermöglichen, Material, Wärmebehandlung, Schweißqualifikation und Inspektionsergebnisse bis zum tatsächlichen Flansch- oder Verbinderstandort zurückzuverfolgen.
Konstruktion für HISC-Beständigkeit
Die Auslegung für HISC-Beständigkeit bedeutet, lokale Spannungskonzentrationen zu kontrollieren, nicht nur die Durchschnittsspannung zu prüfen. Bei Unterwasserflanschen ist die entscheidende Frage, wo die maximale Zugspannung mit dem CP-Kontakt überlappt. Abgerundete Übergänge, glatte Naben-Bohrungs-Geometrie, kontrollierte Schweißnahtprofile und realistische Passungsannahmen verringern die Wahrscheinlichkeit, dass ein Flansch-Hotspot eine gefährliche Kombination aus Wasserstoff und Zugspannung erreicht.
- Verwenden Sie abgerundete Übergänge und vermeiden Sie scharfe Ecken, abrupte Dickenänderungen und Unterläufe.
- Kontrollieren Sie die Spannung an Schweißnahtfüßen und angrenzenden Wärmeeinflusszonen durch Schweißnahtprofil, Passungstoleranz und realistische Biegebelastungen.
- Spezifizieren Sie Probenahme- und Annahmekriterien für die tatsächlich höchstbeanspruchte Region, nicht nur für leicht zugängliche Bereiche.
- Wenden Sie spannungsbasierte Auslegungsprinzipien an, die mit der Unterwasser-Duplex-Leitlinie übereinstimmen, und dokumentieren Sie die Hotspot-Extraktionsmethode klar.
Ein natürliches Versagensmuster, das in Unterwasserprüfungen beobachtet wird, ist die Rissbildung an einer Übergangsecke nach einer Montagefehlausrichtung, die eine Biegung hinzufügte, die im nominalen Auslegungslastfall nicht erfasst wurde. In diesen Fällen ist die Korrekturmaßnahme selten “mehr Inspektion”. Es ist meist eine Geometrieüberarbeitung, verbesserte Passungskontrolle und eine überarbeitete Hotspot-Spannungsbewertung, die den realen Lastpfad besser widerspiegelt.
Tipp: Wenn Ihr Auslegungsreview keine Hotspot-Karte enthält, die zeigt, wo Wasserstoffentstehung und Zugspannung überlappen, raten Sie immer noch.
Kathodenschutzsteuerung
Die Kontrolle des kathodischen Schutzes ist entscheidend, weil kathodischer Schutz den Wasserstoff erzeugen kann, der HISC antreibt. Das praktische Ziel ist es, die gesamte Unterwasserstruktur zu schützen, ohne lokale Duplex- oder Befestigungspositionen in einen zu negativen Potenzialbereich zu treiben, wo die Wasserstoffentwicklung übermäßig wird. Gemischte Materialien in Unterwassersystemen sind besonders empfindlich, weil CP, das für nahegelegenen Kohlenstoffstahl eingestellt ist, unbeabsichtigt benachbarte Duplex-Hardware überprotektieren kann.
| Steuerungsproblem | Warum es für HISC wichtig ist |
|---|---|
| Potenzielle Schwachstelle | Definiert den zulässigen Schutzbereich, bevor die Wasserstoffentwicklung unnötig aggressiv wird. |
| Messpunktplatzierung | Die Messung muss dort erfolgen, wo der Duplex-Hotspot tatsächlich sitzt, nicht nur an bequemen Strukturpositionen. |
| Beschichtungsschaden | Beschädigte Beschichtungen können die lokale Stromdichte erhöhen und das Wasserstoffaufnahmeverhalten an Defekten verändern. |
| Gemischte Materialbaugruppen | Kohlenstahlbedarf kann unbeabsichtigt nahegelegene Duplex-Hardware in Überlastung treiben. |
Praktische Kontrollschritte umfassen normalerweise die Definition eines messbaren Potenzialfensters unter Verwendung einer konsistenten Referenzelektrodenbasis, die Platzierung von Messpunkten in der Nähe der Duplex-Stelle und die Überwachung von Trends anstatt sich auf isolierte Messwerte zu verlassen. Ein häufiges, betriebsbedingtes Ausfallmuster ist, dass die kathodische Schutzausgabe nach Beschädigung der Beschichtung an nahegelegenem Kohlenstoffstahl erhöht wird, nur um später im Duplex-angeschlossenen Bereich übermäßig negative Potenziale und Rissbildung an einer bereits belasteten Übergangsstelle zu sehen.
Wenn dies geschieht, löst mehr Inspektion nicht das Grundproblem. Die eigentliche Korrektur besteht darin, die Beschichtungsintegrität wiederherzustellen, die Annahmen zur elektrischen Kontinuität zu überprüfen und das kathodische Schutzsystem neu auszubalancieren, um die Duplex-Stelle wieder in ein kontrolliertes Fenster zu bringen. Für Teams, die den kathodischen Schutzbetrieb offshore verwalten, sind die ABS-Leitlinienhinweise zum kathodischen Schutz von Offshore-Strukturen eine nützliche Betriebsreferenz.
Warnung: Wenn Sie das Potenzial am Duplex-Hotspot nicht messen können, können Sie nicht behaupten, dass Sie dort die Wasserstofferzeugung kontrollieren.
Beschichtungen und Oberflächenbehandlungen
Beschichtungen und Oberflächenbehandlungen unterstützen die HISC-Prävention, indem sie den Wasserstoffzugang begrenzen und den oberflächennahen Spannungszustand verbessern. Ein gutes Beschichtungssystem reduziert den lokalen Strombedarf und hilft, wasserstoffreiche Hotspots an Defekten zu verhindern. Oberflächenkompressionsbehandlungen können bei ordnungsgemäßer Qualifizierung ebenfalls den Widerstand verbessern, indem sie die effektive Zugspannung in der Rissinitiierungsschicht reduzieren.
Ingenieure verwenden diese Kontrollen typischerweise gemeinsam anstatt einzeln:
- Beschichtungssysteme, die für die Kompatibilität mit kathodischem Schutz qualifiziert sind, sodass sie das Problem nicht einfach auf Ablösung oder lokale Defekt-Hotspots verlagern.
- Kontrollierte Oberflächenbeschaffenheitsanforderungen an bekannten Hotspots, damit Oberflächendiskontinuitäten die lokale Spannung nicht verstärken.
- Oberflächenkompressionsbehandlungen wie Kugelstrahlen oder andere qualifizierte Verfahren, deren Einsatz durch Projekttests unterstützt wird.
Eine natürliche ingenieurtechnische Lektion hier ist, dass der Oberflächenzustand bei der HISC-Prävention nicht kosmetisch ist. Wenn ein Übergangsbereich eine schlechte Oberflächengüte, lokale Defekte oder Beschichtungsabbau aufweist, wird die oberflächennahe Schicht genau dort, wo Wasserstoff und Zugspannung am stärksten interagieren. Deshalb sollten Beschichtungsintegrität und Oberflächenzustand im HISC-Kontrollplan enthalten sein, nicht in einem separaten “Oberflächengüte”-Kasten.
Hinweis: Beschichtungen helfen nur, wenn sie intakt bleiben und mit kathodischem Schutz kompatibel sind. Eine fehlerhafte Beschichtung kann das lokale Wasserstoffaufnahmerisiko erhöhen, indem sie Stromdichte-Hotspots an Defekten erzeugt.
Schweißen und Fertigung
Schweiß- und Fertigungsqualität beeinflussen direkt die HISC-Anfälligkeit, da Schweißnähte und Wärmeeinflusszonen oft sowohl Spannungskonzentratoren als auch mikrostrukturempfindliche Zonen werden. Bei Duplex-Werkstoffen beeinflussen Verfahrensqualifikation, Wärmeeintragskontrolle, Schweißnahtprofil, Ferritbilanz, Passgenauigkeit und Ausrichtung alle das endgültige HISC-Risiko des Flansches oder Verbinders.
Empfohlene Fertigungskontrollen umfassen:
- Qualifizieren Sie WPS und PQR für die tatsächliche Verbindungskonfiguration und Dickebereich, anstatt Verfahren von weniger eingeschränkten Geometrien zu übernehmen.
- Kontrollieren Sie Wärmeeintrag und Zwischenlagenbedingungen, damit Schweiß- und Wärmeeinflusszonen-Mikrostruktur innerhalb akzeptierter Grenzen bleiben.
- Prüfen Sie Schweißnähte und Wärmeeinflusszonen mit Methoden, die auf den erwarteten Fehlertyp und -ort abgestimmt sind.
- Verwalten Sie Eigenspannungen durch Passgenauigkeit, kontrollierte Abfolge und realistische Ausrichtungstoleranzen.
Ein häufiges, fertigungsbedingtes Versagensmuster ist eine Schweißnaht, die konventionelle volumetrische Prüfungen besteht, aber später nach CP-Exposition nahe der Nahtfußkante reißt, weil die eigentliche Ursache eine durch Fehlausrichtung verursachte Biegung plus eine schlechte Nahtfußgeometrie war. In dieser Situation reicht “mehr ZfP” nicht aus. Die richtige Reaktion ist, die Passgenauigkeitstoleranzen zu verschärfen, die Nahtfußprofilkontrolle zu verbessern und die Hot-Spot-Spannung neu zu bewerten, wo die Schweißnaht auf die Betriebslast trifft.
Tipp: Wenn die Schweißnaht oder die Wärmeeinflusszone in einem CP-exponierten Hot-Spot liegt, behandeln Sie die Verfahrensqualifikation und die Nahtfußprofilkontrolle als Teil des HISC-Präventionsplans, nicht nur als routinemäßige QA.
Prüfung und Überwachung
Die Inspektion und Überwachung sollte bestätigen, dass die Präventionsmaßnahmen im Laufe der Zeit wirksam bleiben. Da der Zugang unter Wasser begrenzt ist, kombinieren die besten Programme vorausgelagerte Design- und Fertigungskontrolle mit trendbasierter Überwachung der CP-Leistung, des Beschichtungszustands, von Änderungen der elektrischen Kontinuität und gezielten Inspektionsmöglichkeiten, wenn Zugang möglich wird.
Eine praktische Inspektions-Checkliste umfasst:
- Beschichtungszustandsprüfungen und definierte Kriterien für Fehlerreparaturen
- ZfP-Auswahl, die auf den erwarteten Rissort und Fehlertyp abgestimmt ist
- Überprüfung von CP-Trenddaten, Änderungen der Stromausgabe und unerwarteter Potenzialdrift
- Verifizierung, dass die Rückverfolgbarkeitsaufzeichnungen über MTCs, WPS/PQRs, Wärmebehandlungsprotokolle und Inspektionsberichte hinweg konsistent bleiben
Hinweis: Überwachung ist nur nützlich, wenn sie an Aktionsschwellen geknüpft ist. Eine Abweichung außerhalb des definierten Kontrollfensters sollte eine Untersuchung und Korrektur auslösen, nicht nur eine Notiz für spätere Überprüfung.
Umsetzungs-Checkliste
Schritt-für-Schritt-Aktionen
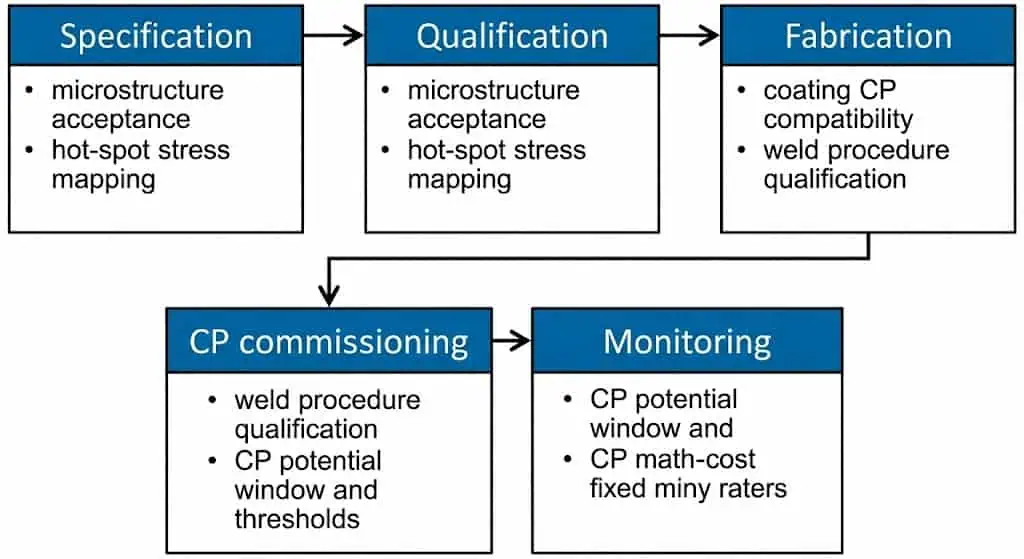
Teams reduzieren das HISC-Risiko bei Unterwasserflanschen, indem sie die gesamte Kette kontrollieren: Spezifikation → Qualifizierung → Fertigung → CP-Betrieb → Überwachung. Die folgenden Schritte eignen sich am besten als Ausführungscheckliste und nicht als allgemeine Ratschläge.
- Definieren Sie die Betriebsbedingungen klar: Temperaturbereich des Meerwassers, CP-Philosophie, geplante Lebensdauer und Zugänglichkeit für Inspektionen.
- Wählen Sie Duplex- oder Superduplex-Material mit dokumentierter Rückverfolgbarkeit und Mikrostruktur-Qualitätskontrollen, die für CP-Exposition geeignet sind.
- Stimmen Sie das Duplex-Unterwasserdesign mit der spannungsbasierten HISC-Vermeidungslogik ab und dokumentieren Sie Hotspots und Extraktionsmethoden klar.
- Kartieren Sie Spannungsspitzen an Übergängen von Naben, Bohrungen, Dichtungssitz-Übergängen, Schweißnähten und Gewindeelementen.
- Legen Sie ein messbares CP-Potenzialfenster und einen Testpunktplan fest, einschließlich Schwellenwerten, die eine Untersuchung auslösen.
- Spezifizieren Sie Beschichtungen und Oberflächenbehandlungen für CP-Kompatibilität und eine Disziplin zur Fehlerbehebung.
- Qualifizieren Sie Schweiß- und Fertigungsverfahren für die tatsächliche Geometrie und Dicke, einschließlich Duplex-spezifischer Kontrollen, wo relevant.
- Führen Sie zerstörungsfreie Prüfungen und Maßverifikationen in den höchstbelasteten Bereichen durch, nicht nur in leicht zugänglichen Zonen.
- Inbetriebnahme der CP mit Verifikation am Duplex-Standort und Bestätigung, dass der Kohlenstahlbedarf nicht unbeabsichtigt nahegelegene Duplex-Hardware überprotegiert.
- Festlegung von Überwachungsintervallen und Reaktionsmaßnahmen basierend auf Risiko, Beschichtungszustand, CP-Trends und Anschlusskritikalität.
| Prüfpunkt | Annahmekriterien (projektspezifisch) | Zu dokumentierender Nachweis |
|---|---|---|
| Mikrostrukturqualität | Akzeptanzmethode und Stichprobenplan vereinbart, mit Ergebnissen rückverfolgbar zu Teil, Charge und Zone | MTC, Gefügebericht, Probenahmeskizze |
| Hot-Spot-Spannungsabbildung | Hot-Spots identifiziert, Extraktionsmethode dokumentiert, Konstruktionsgrenzen angewendet | Berechnungsnachweis, FEA-Bericht falls verwendet, Annahmenprotokoll |
| CP-Potenzialfenster | Fenster definiert am Duplex-Hot-Spot und Aktionsschwellen dokumentiert | Inbetriebnahmeprotokoll, Trendplan, Elektrodenmethode |
| Beschichtungskompatibilität | Beschichtungssystem für CP qualifiziert und Fehlerreparaturkriterien definiert | Beschichtungsspezifikation, Prüfberichte, Reparaturprotokoll |
| Schweiß- und Fertigungskontrolle | WPS/PQR qualifiziert, duplexspezifische Schweiß- und Wärmeeinflusszonen-Kontrollen durchgeführt | Schweißplan, Ferrit- oder Mikrostrukturprüfungen, ZfP-Aufzeichnungen |
Tipp: Der schnellste Weg, die Kontrolle zu verlieren, ist, CP, Schweißen und Flanschspannung als separate Arbeitsströme zu behandeln. HISC lebt in der Überlappung.
Projektdokumentation
Umfassende Dokumentation macht die Präventionsstrategie nachvollziehbar. Bei Unterwasserprojekten belegt die Dokumentation, dass der eingebaute Flansch der geplante, qualifizierte und überwachte Flansch ist. Dazu gehören Materialrückverfolgbarkeit, Hot-Spot-Spannungslogik, Schweißqualifikation, Beschichtungsaufzeichnungen und CP-Inbetriebnahmebelege.
| Dokumentationstyp | Zweck | Beispiel |
|---|---|---|
| Materialzertifikate | Chemische, mechanische und Rückverfolgbarkeitsanforderungen überprüfen | EN 10204 3.1 MTC plus Wärme- und Chargenrückverfolgbarkeit |
| Konstruktionsunterlagen | Spannungsbasierte Konformität und Hot-Spot-Logik nachweisen | Spannungsvermerk, FEA-Bericht, Annahmenregister |
| Schweißprotokolle | Verfahren und Qualifikationen nachverfolgen | WPS/PQR, Schweißpläne, Schweißerqualifikationen |
| Beschichtungs- und Oberflächenbehandlungsberichte | CP-Kompatibilität und Oberflächenintegritätskontrollen bestätigen | Beschichtungs-ITP, Reparaturprotokoll, Kugelstrahlqualifikation falls verwendet |
| CP-Inbetriebnahme und Überwachung | Nachweis, dass der Betriebsbereich definiert und überwacht wurde | Mögliche Protokolle, aktuelle Aufzeichnungen, Prüfpunkt-Layout |
| Prüflisten | Sicherstellen, dass wiederholbare Überwachung an Aktionsschwellen gekoppelt ist | ZfP-Ergebnisse, Maßprüfungen, Abweichungsregister nach Fertigstellung |
Hinweis: Auditfähige Dokumentation ist der Weg, wie Projekte “unbekannte Unbekannte” während der Rückholung, Fehleranalyse oder regulatorischen Überprüfung vermeiden.
Häufige Fallstricke, die zu vermeiden sind
Fehler bei der Materialauswahl
Die meisten Materialauswahlfehler sind Überprüfungslücken und nicht falsche Güteklassenkennzeichnungen. Häufige Fehler umfassen die Annahme von Duplex- oder Superduplex-Teilen ohne Definition der Mikrostrukturakzeptanz am tatsächlichen Hot-Spot, das Verlassen auf generische Zertifikate ohne Zonentraceability und das Ignorieren von Produktformunterschieden zwischen Schmiedeteilen, Stangen und gewalzten Rohrprodukten.
- Definieren Sie die Mikrostrukturakzeptanz und Probenahme dort, wo der echte Hot-Spot liegt.
- Erfordern Sie Wärme- und Los-Traceability sowie konsistente Querverweise über MTCs, Teilekennzeichnungen und Inspektionsaufzeichnungen.
- Bestätigen Sie, dass das Material für den Unterwasser-CP-Einsatz geeignet ist, nicht nur für Meerwasserkorrosionsbeständigkeit.
- Dokumentieren Sie Abweichungen im Ist-Zustand zusammen mit ihren Auswirkungen auf Spannung und kathodischen Korrosionsschutz (CP), nicht nur deren dimensionale Akzeptanz.
Ingenieurtechnische Erkenntnis: Wenn Ihre Akzeptanzkriterien Mikrostruktur und Hot-Spot-Verifizierung nicht kontrollieren, kann die tatsächliche Lücke erst im Betrieb auftreten, wenn die Korrektur am teuersten ist.
Kathodischer Überschutz
Überschutz ist in der Regel ein Systemverhalten, kein isolierter lokaler Fehler. Es tritt oft auf, wenn CP auf die Anforderungen von nahegelegenem Kohlenstoffstahl abgestimmt ist und unbeabsichtigt benachbarte Duplex- oder Befestigungspositionen in einen negativeren Potenzialbereich treibt. Das erhöht die Wasserstoffentwicklung und steigert die Wahrscheinlichkeit von HISC an bereits belasteten Hot-Spots.
| Beste Praxis | Erklärung |
|---|---|
| Referenzelektroden-Konsistenz | Verwenden Sie eine konsistente Elektrodenbasis und dokumentieren Sie, wie Offshore-Messwerte interpretiert werden. |
| Testpunktplatzierung an Duplex-Hotspots | Messen Sie dort, wo das Risiko tatsächlich besteht, nicht nur an bequemen Strukturpositionen. |
| Aktionsschwellen | Definieren Sie, welches Maß an Potenzialdrift Untersuchung und Korrektur auslöst. |
| Beschichtungsreparatur-Disziplin | Beschädigungen der Beschichtung können den Strombedarf erhöhen und die lokale Wasserstoffexposition verändern. |
| Mischmaterial-Bewusstsein | Duplex-Hardware kann unter CP, der hauptsächlich für Kohlenstoffstahl ausgelegt ist, zu Kollateralschäden führen. |
| Dokumentation | Inbetriebnahme- und Trendprotokolle sind unerlässlich; ohne sie wird die Ursachenanalyse zur Spekulation. |
Teams sollten CP-Einstellungen als kontrollierten Betriebsbereich behandeln, nicht als einmalige Konfiguration.
Unzureichende Inspektion
Unzureichende Inspektion bedeutet meist, dass das Team prüft, was einfach zu inspizieren ist, nicht was für den HISC-Mechanismus kritisch ist. Effektive Inspektionspläne konzentrieren sich auf Hotspots, Beschichtungszustandsänderungen, CP-Trends und gezielte zerstörungsfreie Prüfung, wo sie Unsicherheit tatsächlich reduzieren kann.
| Aspekt | Beschreibung |
|---|---|
| Hotspot-Zielausrichtung | Inspektionspläne sollten auf Hub-Übergänge, Schweißnähte, Bohrungen, Gewinde und andere definierte Hotspots ausgerichtet sein. |
| Methodenauswahl | Verwenden Sie Methoden, die zum wahrscheinlichen Fehlertyp und der Geometrie des kritischen Ortes passen. |
| Trendbasierte Überwachung | Nutzen Sie CP-Drift und Beschichtungszustandsänderungen als Frühindikatoren, die gezielte Inspektion auslösen. |
| Regelkreis | Wiederkehrende Anzeichen signalisieren meist eine Kontrolllücke, nicht nur Pech, und sollten in Design und QA zurückfließen. |
Umfassende Inspektion bedeutet nicht “mehr Kontrollen”. Es sind Kontrollen, die Unsicherheit am Hotspot reduzieren und bestätigen, dass die Präventionskontrollen noch wirksam sind.
Vernachlässigung von schweißbedingten Spannungen und Profilkontrolle
Für Unterwasser-Hardware ist der zentrale Fertigungsfehler das Versagen, schweißbedingte Spannungen und Profilqualität in CP-exponierten Bereichen zu managen. In Duplex-Systemen umfassen die relevanten Kontrollen Verfahrensqualifikation, Wärmeeintrag, Phasengleichgewicht, Schweißnahtübergangsprofil, Passform, Ausrichtung und lokale Spannungssteuerung. Wenn andere Stähle oder Befestigungselemente beteiligt sind, werden Härte- und Festigkeitskompatibilität mit kathodischem Korrosionsschutz (CP) zu zusätzlichen Kontrollpunkten.
- Überprüfen Sie, dass die Schweißqualifikation mit der tatsächlichen Einspannung und Dickentoleranz übereinstimmt.
- Steuern Sie die Schweißnahtübergangsgeometrie und Ausrichtung, damit sich biegungsbedingte Hot-Spot-Spannungen nach der Installation nicht erhöhen.
- Dokumentieren und bewerten Sie Abweichungen im Ist-Zustand, die den Spannungspfad am Flansch oder Verbinder verändern.
Teams, die Schweißen als reine Compliance-Checkbox behandeln, übersehen oft den eigentlichen Treiber: Schweißprofil, Ausrichtung, CP-Exposition und lokale Hot-Spot-Spannungen wirken zusammen.
Teams verhindern HISC in Unterwasserflanschen durch einen nachvollziehbaren, vernetzten Ansatz über Materialien, spannungsbasiertes Design, CP-Steuerung, Fertigungsqualität und Integritätsüberwachung hinweg. Der Nutzen liegt nicht nur in weniger Rissen. Es bedeutet weniger ungeplante Bergungen, geringere Ausfallzeiten und mehr Vertrauen in langlebige Unterwasseranlagen.
- Reduziertes Rissinitiierungsrisiko durch Hotspot-Spannungskontrolle
- Reduzieren Sie das Wasserstoffexpositionsrisiko durch kontrollierten CP-Betrieb
- Bessere Integritätsentscheidungen durch nachvollziehbare Dokumentation
- Vorhersehbarere Lebenszykluskosten und weniger Notfallinterventionen
Laufende Wachsamkeit und regelmäßige Überprüfung halten diese Kontrollen wirksam. In Unterwasserflanschsystemen ist die HISC-Prävention am stärksten, wenn das Projektteam Materialien, CP, Schweißen, Inspektion und Dokumentation als ein Integritätsproblem behandelt, anstatt als separate Disziplinen.
Technische Überprüfungsgrundlage
Überprüft für: Unterwasserflanschintegrität, Duplex- und Superduplex-Materialkontrolle, kathodischer Schutzinteraktion, Schweiß-Hotspot-Risiko und HISC-Präventionsplanung.
Vorgeschlagener Prüfertitel: Unterwasser-Materialien / Korrosion / Rohrleitungsintegritätsingenieur
Quellengrundlage: spannungsbasierte Duplex-Unterwasser-HISC-Designlogik, Offshore-kathodischer Schutzleitfaden, Flansch-Hotspot-Bewertungspraxis, Fertigungsqualitätskontrolle und Unterwasserintegritätsdokumentationsanforderungen.
Zuletzt aktualisiert: 2026-03-26
FAQ
Was ist der effektivste Weg, um HISC in Unterwasserflanschen zu verhindern?
Beginnen Sie mit Material- und Mikrostrukturkontrolle, halten Sie dann Wasserstofferzeugung und Hotspot-Spannung oder -Dehnung innerhalb eines kontrollierten Fensters.
Im Unterwassereinsatz unter kathodischem Schutz ist die Prävention am stärksten, wenn Sie nachweisen können:
- Rückverfolgbare Materialzertifikate plus verifizierte Mikrostrukturqualität im Hotspot-Bereich
- Hotspot-Identifizierung an Übergängen der Nabe, Bohrungen, Schweißnähten und ähnlichen lokalen Spannungskonzentrationen
- CP-Potenzialüberwachung am Duplex-Standort, damit unbeabsichtigte Überprotektion nicht übersehen wird
Wie oft sollten Teams Unterwasserflansche auf HISC (Hydrogen-Induced Stress Cracking) überprüfen?
Die Inspektionshäufigkeit sollte risikobasiert, nicht kalenderbasiert sein.
Als praktische Basis kombinieren Teams oft CP-Trendüberwachung mit gezielten Inspektionsmöglichkeiten während der Bergung, Intervention oder zugänglichen Anschlussarbeiten. Erhöhen Sie die Inspektionsaufmerksamkeit, wenn:
- CP-Potenzial außerhalb des definierten Fensters am Duplex-Standort driftet
- Beschichtungsschäden, Ablösungen oder Veränderungen der elektrischen Kontinuität treten auf
- Montagefehlausrichtung, abnormale Belastung oder biegeinduzierte Spannung wird festgestellt
Welche Normen regeln die HISC-Prävention in der Flanschkonstruktion?
DNV-RP-F112 ist eine wichtige Referenz für Duplex-Edelstahl-Unterwasserkomponenten, die kathodischem Schutz ausgesetzt sind.
Die Unterwasser-Kathodenschutz-Ausrichtung erfolgt üblicherweise gemäß DNV-RP-B401 und Offshore-Kathodenschutz-Richtlinien. Wo dimensionale Flanschkonventionen relevant sind, beziehen sich viele Projekte auch auf ASME B16.5 Flanschanforderungen.
| Standard | Schwerpunktbereich |
|---|---|
| DNV-RP-F112 | Spannungsbasierte HISC-Vermeidung für Duplex-Unterwasserkomponenten unter Kathodenschutz |
| DNV-RP-B401 | Kathodischer Schutz: Designphilosophie und Parameter |
| ABS CP Guidance Notes | Betriebliche Kathodenschutzkriterien, Referenzelektrodenbasis, Wasserstoff- und Überprotektionsüberlegungen |
| ASME B16.5 | Rohrflansch-Druck-Temperatur-Bewertungen, Abmessungen und Kennzeichnung, falls zutreffend |
Warum ist die Kontrolle des kathodischen Schutzes für die HISC-Prävention wichtig?
Weil Kathodenschutz den Wasserstoff erzeugen kann, der HISC antreibt.
Wenn die Potenziale bei anfälligen Stählen zu negativ werden, steigt die Wasserstoffentwicklung. Praktische Kontrollmaßnahmen umfassen:
- Überwachung der Potentiale am Duplex-Hotspot unter Verwendung einer konsistenten Referenzelektrodenbasis
- Anpassung der Kathodenschutzleistung und Reparatur von Beschichtungen zur Reduzierung des lokalen Strombedarfs
- Die Verwendung von Aktionsschwellenwerten, sodass Abweichungen Korrekturen auslösen anstatt verzögerter Überprüfung
Welche Dokumentation unterstützt die HISC-Prävention in Projekten?
Auditbereite Dokumentation belegt die Kontrolle über Material, Konstruktion, Fertigung und CP-Betrieb.
Teams sollten pflegen:
- Materialzertifikate verknüpft mit Wärme, Charge und Teilekennzeichnung
- Konstruktionsspannungsnotizen und Hot-Spot-Kartierungsaufzeichnungen
- Schweißprotokolle, einschließlich WPS/PQR und Schweißkarten
- Beschichtungs- und Oberflächenbehandlungsberichte mit Reparaturprotokollen
- CP-Inbetriebnahmeprotokolle und Überwachungstrends
Was sind praktische Frühwarnzeichen, dass das Risiko für HISC (Hydrogen-Induced Stress Cracking) zunimmt?
Die meisten Frühwarnungen sind Kontrollabweichungen anstatt sichtbarer Risse.
Achten Sie auf:
- CP-Potential, das sich negativer als das definierte Fenster am Duplex-Standort entwickelt
- Beschädigung der Beschichtung, Ablösung oder wiederholte Reparaturereignisse in der Nähe des Flansches oder Verbinders
- Unerwartete Änderungen der elektrischen Kontinuität oder des CP-Strombedarfs
- Baufertigungsfehler oder unerwartete Biegebelastungen, die während der Inbetriebnahme festgestellt wurden
Wasserstoffinduzierte Spannungsrisskorrosion in Unterwasserflanschen wird durch die gemeinsame Kontrolle von drei Faktoren verhindert: Material- und Mikrostrukturqualität, kathodischer Korrosionsschutz, sodass die Wasserstoffentwicklung innerhalb eines kontrollierten Fensters bleibt, und lokale Zugspannung an bekannten Hotspots wie Nabenübergängen, Bohrungen, Schweißnahtübergängen und Gewindewurzeln. Wenn eine dieser Kontrollen schwach ist, kann ein korrosionsbeständiger Unterwasserflansch unter Betriebsbedingungen dennoch reißen.
In der Praxis ist die HISC-Prävention keine einzelne Materialwahl oder eine einzelne Einstellung des kathodischen Korrosionsschutzes. Es ist eine integrierte Integritätsstrategie, die mit der Auswahl von Duplex- oder Superduplex-Material, beginnt, sich über spannungsbasierte Konstruktion und Fertigungskontrolle fortsetzt und nur dann wirksam bleibt, wenn der kathodische Korrosionsschutz am tatsächlichen Duplex-Standort überwacht wird, anstatt als sicher von systemweiten Einstellungen angenommen zu werden. Für Unterwasser-Konstruktionsteams ist dies der Grund, warum DNV-RP-F112 und DNV-RP-B401 oft gemeinsam gelesen werden sollten, anstatt isoliert.
Für Unterwasser-Verbinder und Flanschbaugruppen ist die Dichtungsintegrität neben der Rissbeständigkeit weiterhin wichtig. Ein Flansch, der HISC vermeidet, aber unter Last keine Abdichtung aufrechterhalten kann, ist kein erfolgreiches Design. Deshalb sollten Materialverifizierung, Oberflächenzustand, Flanschgeometrie und Verbinderqualifikation gemeinsam überprüft werden. Wenn Sie Material, Zertifizierung und Flanschumfang über ein Projektpaket abstimmen, hilft es auch, dieses Thema mit Ihrem Materialauswahl-Workflow zu verbinden. und Rückverfolgbarkeitsprüfungen wie Wie man ein Flansch-Materialzertifikat interpretiert.
HISC-Risiken bei Offshore-Flanschen
Was ist HISC?
Wasserstoffinduzierte Spannungsrisskorrosion ist ein sprödes Rissbildungsmechanismus, verursacht durch atomaren Wasserstoff, der in eine anfällige Mikrostruktur eindringt, während Zugspannung oder lokale plastische Verformung vorliegt. Im Unterwassereinsatz wird Wasserstoff häufig auf kathodisch geschützten Metalloberflächen erzeugt. Wenn Wasserstoff in das Material in einem hoch belasteten Bereich eindringt, kann Rissbildung mit wenig sichtbarer Vorwarnung einsetzen. Im Gegensatz zu allgemeiner Korrosion ist HISC normalerweise ein lokales Hot-Spot-Problem und kein gleichmäßiges Oberflächenschadensproblem.
Technische Realitätsprüfung: Gute Seewasserkorrosionsbeständigkeit allein verhindert HISC nicht. Duplex- und Superduplex-Edelstähle können sich gut gegen Seewasserkorrosion bewähren, reißen aber dennoch, wenn die Wasserstofferzeugung hoch ist und die lokale Spannung am Flansch-Hot-Spot nicht kontrolliert wird. Genau deshalb existieren spannungsbasierte Designrichtlinien für Duplex-Unterwasserkomponenten unter kathodischem Schutz.
Warum Offshore-Flansche anfällig sind
Unterwasserflansche sind anfällig, weil sie kathodischen Schutz, komplexe Geometrie und konzentrierte Zugspannung genau an den Stellen kombinieren, an denen wasserstoffunterstützte Rissbildung gerne beginnt. Nabenübergänge, Bohrungen, Schweißnahtübergänge, Dichtungssitzübergänge und Gewinde- oder Befestigungswurzeln sind typische Überlappungszonen, in denen Wasserstofferzeugung und lokale Spitzenspannung zusammen auftreten können.
- Duplex- und Superduplex-Produktformen, die in Unterwasserausrüstung verwendet werden, haben HISC-Anfälligkeit im Einsatz gezeigt, und die Anfälligkeit wird stark von der Mikrostrukturqualität und Austenitmorphologie in den am höchsten belasteten Zonen beeinflusst. Eine nützliche technische Diskussion ist verfügbar in diesem TWI-Papier über HISC in Duplex-Unterwasserkomponenten.
- Kathodischer Schutz kann atomaren Wasserstoff an der Oberfläche erzeugen. Negativere Potenziale erhöhen im Allgemeinen die Wasserstoffentwicklung und erhöhen das Versprödungsrisiko, wenn das Material und der Spannungszustand anfällig sind.
- Verschraubung, Fehlausrichtung, Montagebiegung, Temperaturgradienten und Schweißprofilauswirkungen können alle die lokale Zugspannung weit über das hinaus erhöhen, was eine nominale Druckklassenberechnung vermuten lassen könnte.
- Beschichtungsschäden und lokale Ablösungen können Stromdichte-Hotspots erzeugen, die die lokale Wasserstoffaufnahme in der Nähe beschädigter Bereiche erhöhen.
Ein wiederkehrendes Feldmuster ist kein dramatisches externes Korrosionsereignis, sondern ein Riss, der dort beginnt, wo Geometrie und Spannung am höchsten sind. Beispielsweise kann ein Flansch auf breiten Außenflächen visuell akzeptabel bleiben, während sich an einem Naben-zu-Bohrungs-Übergang oder in der Nähe einer Schweißnaht, wo lokale Biegung und CP-Exposition überlappen, ein Riss entwickelt. Deshalb geht es bei der HISC-Prävention weniger darum, nach “allgemeiner Korrosion” zu suchen, sondern mehr darum, Rissinitiierungsbedingungen am lokalen Hotspot zu beseitigen.
Für die Integrität von Unterwasser-Verbindern bleiben Dichtungsqualifikation und Fehlermodusbewusstsein wichtig, da Risse und Lecks zu gekoppelten Integritätsproblemen werden können, sobald die Verbindung in Betrieb geht. Ein Beispiel für die Dichtungsleistungsprüfung von Unterwasser-Verbindern finden Sie hier: Beispiel für Dichtungsleistungsprüfung von Unterwasser-Verbindern.
| Eigenschaft | Auswirkung auf die HISC-Anfälligkeit |
|---|---|
| Gefüge (grobkörnig vs. feinkörnig) | Grobe Morphologie und ungünstige Phasenverteilung erhöhen die Anfälligkeit. Feinere, besser kontrollierte Mikrostrukturen schneiden unter CP-Exposition im Allgemeinen besser ab. |
| Austenitabstand | Die Anfälligkeit korreliert mit dem Austenitabstand, aber Projekte müssen definieren, wie er gemessen wird und wie die Wiederholbarkeit über Labore hinweg kontrolliert wird. |
| Produktform (Schmiede vs. gewalzt) | Produktform und Prozessroute beeinflussen die HISC-Leistung. Schmiedeteile, Stangen und gewalzte Formen sollten nicht als identisch behandelt werden, nur weil der Gradname übereinstimmt. |
| Lokale Zugspannung / plastische Dehnung | Hohe lokale Spannung und lokale Dehnung beschleunigen die Rissinitiierung und das Wachstum. Geometriekontrolle und Passungskontrolle sind genauso wichtig wie die Nenndruckklassifizierung. |
| CP-Potential und Stromdichte | Generell erhöhen negativere Potenziale die Wasserstoffentwicklung. Die Überwachung an der Duplex-Hotspot ist entscheidend. |
| Schweiß- / Wärmeeinflusszonen-Qualität | Ungünstige Schweiß- und Wärmeeinflusszonen-Mikrostruktur, schlechte Toe-Profil oder durch Fehlausrichtung induzierte Biegung können das lokale HISC-Risiko stark erhöhen. |
Warum Prävention wichtiger ist als Reparatur
Die Prävention von HISC in Unterwasserflanschen schützt Sicherheit, Betriebszeit und Projektwirtschaftlichkeit, da Reparatur in der Regel Bergung, Austausch und Untersuchung nach bereits eingetretenem Schaden bedeutet. HISC ist ein Hochkonsequenz-Versagensmodus, gerade weil es in Bereichen mit begrenzter Sichtbarkeit und Zugänglichkeit wachsen kann. Ein guter Unterwasserintegritätsplan behandelt HISC daher als Präventionsproblem über Beschaffung, Design, Fertigung, CP-Betrieb und Überwachung.
Tipp: Behandeln Sie HISC als kontrollierte Risikokette. Wenn Sie keine Kontrolle über Mikrostruktur, CP-Fenster und Hotspot-Spannung nachweisen können, haben Sie noch keine verteidigungsfähige Präventionsstrategie.
Präventionsstrategien für Unterwasserflansche
Materialauswahl
Materialauswahl ist der erste und effektivste HISC-Präventionshebel, weil sie den Basiswiderstand definiert, bevor Design und Betrieb mehr Risiko hinzufügen. Für Duplex- und Superduplex-Flanschkomponenten reicht der Gradname allein nicht aus. Ingenieure sollten Produktform, Wärmebehandlungsweg, Rückverfolgbarkeit und Mikrostrukturakzeptanzkriterien für die tatsächlich belastete Region überprüfen, anstatt sich nur auf generische Werkspapiere zu verlassen.
Praktische Beschaffungskontrolle bedeutet, Papierkonformität zu verhindern. Erfordern Sie Wärme- und Chargenrückverfolgbarkeit, überprüfen Sie die Lösungsglüh- und Wärmebehandlungsaufzeichnungen, wo relevant, und stellen Sie sicher, dass die Prüfung den am stärksten belasteten Ort repräsentiert, nicht den einfachsten Probenahmeort. Für kritische Unterwasserarbeiten hängt die Prüfbereitschaft von konsistenter Dokumentation über MTCs, Wärmebehandlungsaufzeichnungen, WPS/PQRs, Inspektionsberichte und Teilekennzeichnungen ab.
Für Flanschpakete im anspruchsvollen Unterwassereinsatz ist es sinnvoll, die HISC-Prävention mit Ihrer umfassenderen Hochdruck-Flanschauswahllogik und Rückverfolgbarkeitsanforderungen zu verbinden. Projekte, die nur “Superduplex-Flansch” spezifizieren, aber keine Produktformverifizierung und Hot-Spot-Probenahme definieren, entdecken die Lücke oft zu spät.
| Aspekt | Beschreibung |
|---|---|
| Worauf es anwendbar ist | Duplex-Edelstahlkomponenten, die unter Wasser installiert und kathodischem Schutz ausgesetzt sind, wobei die HISC-Entstehung durch konservative Begrenzung von Spannung und Dehnung vermieden werden muss. |
| Was Ingenieure tatsächlich prüfen | Membran- und Membran-plus-Biegespannung an Hot-Spots wie Übergängen an Naben, Bohrungen, Schweißnähten und anderen lokalen Spannungskonzentrationen. |
| Materialqualität in der Praxis | Die Mikrostruktur ist wichtig, und die Beschaffung muss definieren, was akzeptabel ist und wie sie gemessen wird, sonst können “bestanden” und “durchgefallen” zwischen Laboren variieren. |
| Designimplikation | Geometriekontrolle, Übergangsradien, Passung und Oberflächenbeschaffenheit sind genauso wichtig wie die nominelle Flanschklasse und der Materialname. |
Hinweis: Prüfbereite Dokumentation sollte es einem unabhängigen Prüfer ermöglichen, Material, Wärmebehandlung, Schweißqualifikation und Inspektionsergebnisse bis zum tatsächlichen Flansch- oder Verbinderstandort zurückzuverfolgen.
Konstruktion für HISC-Beständigkeit
Die Auslegung für HISC-Beständigkeit bedeutet, lokale Spannungskonzentrationen zu kontrollieren, nicht nur die Durchschnittsspannung zu prüfen. Bei Unterwasserflanschen ist die entscheidende Frage, wo die maximale Zugspannung mit dem CP-Kontakt überlappt. Abgerundete Übergänge, glatte Naben-Bohrungs-Geometrie, kontrollierte Schweißnahtprofile und realistische Passungsannahmen verringern die Wahrscheinlichkeit, dass ein Flansch-Hotspot eine gefährliche Kombination aus Wasserstoff und Zugspannung erreicht.
- Verwenden Sie abgerundete Übergänge und vermeiden Sie scharfe Ecken, abrupte Dickenänderungen und Unterläufe.
- Kontrollieren Sie die Spannung an Schweißnahtfüßen und angrenzenden Wärmeeinflusszonen durch Schweißnahtprofil, Passungstoleranz und realistische Biegebelastungen.
- Spezifizieren Sie Probenahme- und Annahmekriterien für die tatsächlich höchstbeanspruchte Region, nicht nur für leicht zugängliche Bereiche.
- Wenden Sie spannungsbasierte Auslegungsprinzipien an, die mit der Unterwasser-Duplex-Leitlinie übereinstimmen, und dokumentieren Sie die Hotspot-Extraktionsmethode klar.
Ein natürliches Versagensmuster, das in Unterwasserprüfungen beobachtet wird, ist die Rissbildung an einer Übergangsecke nach einer Montagefehlausrichtung, die eine Biegung hinzufügte, die im nominalen Auslegungslastfall nicht erfasst wurde. In diesen Fällen ist die Korrekturmaßnahme selten “mehr Inspektion”. Es ist meist eine Geometrieüberarbeitung, verbesserte Passungskontrolle und eine überarbeitete Hotspot-Spannungsbewertung, die den realen Lastpfad besser widerspiegelt.
Tipp: Wenn Ihr Auslegungsreview keine Hotspot-Karte enthält, die zeigt, wo Wasserstoffentstehung und Zugspannung überlappen, raten Sie immer noch.
Kathodenschutzsteuerung
Die Kontrolle des kathodischen Schutzes ist entscheidend, weil kathodischer Schutz den Wasserstoff erzeugen kann, der HISC antreibt. Das praktische Ziel ist es, die gesamte Unterwasserstruktur zu schützen, ohne lokale Duplex- oder Befestigungspositionen in einen zu negativen Potenzialbereich zu treiben, wo die Wasserstoffentwicklung übermäßig wird. Gemischte Materialien in Unterwassersystemen sind besonders empfindlich, weil CP, das für nahegelegenen Kohlenstoffstahl eingestellt ist, unbeabsichtigt benachbarte Duplex-Hardware überprotektieren kann.
| Steuerungsproblem | Warum es für HISC wichtig ist |
|---|---|
| Potenzielle Schwachstelle | Definiert den zulässigen Schutzbereich, bevor die Wasserstoffentwicklung unnötig aggressiv wird. |
| Messpunktplatzierung | Die Messung muss dort erfolgen, wo der Duplex-Hotspot tatsächlich sitzt, nicht nur an bequemen Strukturpositionen. |
| Beschichtungsschaden | Beschädigte Beschichtungen können die lokale Stromdichte erhöhen und das Wasserstoffaufnahmeverhalten an Defekten verändern. |
| Gemischte Materialbaugruppen | Kohlenstahlbedarf kann unbeabsichtigt nahegelegene Duplex-Hardware in Überlastung treiben. |
Praktische Kontrollschritte umfassen normalerweise die Definition eines messbaren Potenzialfensters unter Verwendung einer konsistenten Referenzelektrodenbasis, die Platzierung von Messpunkten in der Nähe der Duplex-Stelle und die Überwachung von Trends anstatt sich auf isolierte Messwerte zu verlassen. Ein häufiges, betriebsbedingtes Ausfallmuster ist, dass die kathodische Schutzausgabe nach Beschädigung der Beschichtung an nahegelegenem Kohlenstoffstahl erhöht wird, nur um später im Duplex-angeschlossenen Bereich übermäßig negative Potenziale und Rissbildung an einer bereits belasteten Übergangsstelle zu sehen.
Wenn dies geschieht, löst mehr Inspektion nicht das Grundproblem. Die eigentliche Korrektur besteht darin, die Beschichtungsintegrität wiederherzustellen, die Annahmen zur elektrischen Kontinuität zu überprüfen und das kathodische Schutzsystem neu auszubalancieren, um die Duplex-Stelle wieder in ein kontrolliertes Fenster zu bringen. Für Teams, die den kathodischen Schutzbetrieb offshore verwalten, sind die ABS-Leitlinienhinweise zum kathodischen Schutz von Offshore-Strukturen eine nützliche Betriebsreferenz.
Warnung: Wenn Sie das Potenzial am Duplex-Hotspot nicht messen können, können Sie nicht behaupten, dass Sie dort die Wasserstofferzeugung kontrollieren.
Beschichtungen und Oberflächenbehandlungen
Beschichtungen und Oberflächenbehandlungen unterstützen die HISC-Prävention, indem sie den Wasserstoffzugang begrenzen und den oberflächennahen Spannungszustand verbessern. Ein gutes Beschichtungssystem reduziert den lokalen Strombedarf und hilft, wasserstoffreiche Hotspots an Defekten zu verhindern. Oberflächenkompressionsbehandlungen können bei ordnungsgemäßer Qualifizierung ebenfalls den Widerstand verbessern, indem sie die effektive Zugspannung in der Rissinitiierungsschicht reduzieren.
Ingenieure verwenden diese Kontrollen typischerweise gemeinsam anstatt einzeln:
- Beschichtungssysteme, die für die Kompatibilität mit kathodischem Schutz qualifiziert sind, sodass sie das Problem nicht einfach auf Ablösung oder lokale Defekt-Hotspots verlagern.
- Kontrollierte Oberflächenbeschaffenheitsanforderungen an bekannten Hotspots, damit Oberflächendiskontinuitäten die lokale Spannung nicht verstärken.
- Oberflächenkompressionsbehandlungen wie Kugelstrahlen oder andere qualifizierte Verfahren, deren Einsatz durch Projekttests unterstützt wird.
Eine natürliche ingenieurtechnische Lektion hier ist, dass der Oberflächenzustand bei der HISC-Prävention nicht kosmetisch ist. Wenn ein Übergangsbereich eine schlechte Oberflächengüte, lokale Defekte oder Beschichtungsabbau aufweist, wird die oberflächennahe Schicht genau dort, wo Wasserstoff und Zugspannung am stärksten interagieren. Deshalb sollten Beschichtungsintegrität und Oberflächenzustand im HISC-Kontrollplan enthalten sein, nicht in einem separaten “Oberflächengüte”-Kasten.
Hinweis: Beschichtungen helfen nur, wenn sie intakt bleiben und mit kathodischem Schutz kompatibel sind. Eine fehlerhafte Beschichtung kann das lokale Wasserstoffaufnahmerisiko erhöhen, indem sie Stromdichte-Hotspots an Defekten erzeugt.
Schweißen und Fertigung
Schweiß- und Fertigungsqualität beeinflussen direkt die HISC-Anfälligkeit, da Schweißnähte und Wärmeeinflusszonen oft sowohl Spannungskonzentratoren als auch mikrostrukturempfindliche Zonen werden. Bei Duplex-Werkstoffen beeinflussen Verfahrensqualifikation, Wärmeeintragskontrolle, Schweißnahtprofil, Ferritbilanz, Passgenauigkeit und Ausrichtung alle das endgültige HISC-Risiko des Flansches oder Verbinders.
Empfohlene Fertigungskontrollen umfassen:
- Qualifizieren Sie WPS und PQR für die tatsächliche Verbindungskonfiguration und Dickebereich, anstatt Verfahren von weniger eingeschränkten Geometrien zu übernehmen.
- Kontrollieren Sie Wärmeeintrag und Zwischenlagenbedingungen, damit Schweiß- und Wärmeeinflusszonen-Mikrostruktur innerhalb akzeptierter Grenzen bleiben.
- Prüfen Sie Schweißnähte und Wärmeeinflusszonen mit Methoden, die auf den erwarteten Fehlertyp und -ort abgestimmt sind.
- Verwalten Sie Eigenspannungen durch Passgenauigkeit, kontrollierte Abfolge und realistische Ausrichtungstoleranzen.
Ein häufiges, fertigungsbedingtes Versagensmuster ist eine Schweißnaht, die konventionelle volumetrische Prüfungen besteht, aber später nach CP-Exposition nahe der Nahtfußkante reißt, weil die eigentliche Ursache eine durch Fehlausrichtung verursachte Biegung plus eine schlechte Nahtfußgeometrie war. In dieser Situation reicht “mehr ZfP” nicht aus. Die richtige Reaktion ist, die Passgenauigkeitstoleranzen zu verschärfen, die Nahtfußprofilkontrolle zu verbessern und die Hot-Spot-Spannung neu zu bewerten, wo die Schweißnaht auf die Betriebslast trifft.
Tipp: Wenn die Schweißnaht oder die Wärmeeinflusszone in einem CP-exponierten Hot-Spot liegt, behandeln Sie die Verfahrensqualifikation und die Nahtfußprofilkontrolle als Teil des HISC-Präventionsplans, nicht nur als routinemäßige QA.
Prüfung und Überwachung
Die Inspektion und Überwachung sollte bestätigen, dass die Präventionsmaßnahmen im Laufe der Zeit wirksam bleiben. Da der Zugang unter Wasser begrenzt ist, kombinieren die besten Programme vorausgelagerte Design- und Fertigungskontrolle mit trendbasierter Überwachung der CP-Leistung, des Beschichtungszustands, von Änderungen der elektrischen Kontinuität und gezielten Inspektionsmöglichkeiten, wenn Zugang möglich wird.
Eine praktische Inspektions-Checkliste umfasst:
- Beschichtungszustandsprüfungen und definierte Kriterien für Fehlerreparaturen
- ZfP-Auswahl, die auf den erwarteten Rissort und Fehlertyp abgestimmt ist
- Überprüfung von CP-Trenddaten, Änderungen der Stromausgabe und unerwarteter Potenzialdrift
- Verifizierung, dass die Rückverfolgbarkeitsaufzeichnungen über MTCs, WPS/PQRs, Wärmebehandlungsprotokolle und Inspektionsberichte hinweg konsistent bleiben
Hinweis: Überwachung ist nur nützlich, wenn sie an Aktionsschwellen geknüpft ist. Eine Abweichung außerhalb des definierten Kontrollfensters sollte eine Untersuchung und Korrektur auslösen, nicht nur eine Notiz für spätere Überprüfung.
Umsetzungs-Checkliste
Schritt-für-Schritt-Aktionen
Teams reduzieren das HISC-Risiko bei Unterwasserflanschen, indem sie die gesamte Kette kontrollieren: Spezifikation → Qualifizierung → Fertigung → CP-Betrieb → Überwachung. Die folgenden Schritte eignen sich am besten als Ausführungscheckliste und nicht als allgemeine Ratschläge.
- Definieren Sie die Betriebsbedingungen klar: Temperaturbereich des Meerwassers, CP-Philosophie, geplante Lebensdauer und Zugänglichkeit für Inspektionen.
- Wählen Sie Duplex- oder Superduplex-Material mit dokumentierter Rückverfolgbarkeit und Mikrostruktur-Qualitätskontrollen, die für CP-Exposition geeignet sind.
- Stimmen Sie das Duplex-Unterwasserdesign mit der spannungsbasierten HISC-Vermeidungslogik ab und dokumentieren Sie Hotspots und Extraktionsmethoden klar.
- Kartieren Sie Spannungsspitzen an Übergängen von Naben, Bohrungen, Dichtungssitz-Übergängen, Schweißnähten und Gewindeelementen.
- Legen Sie ein messbares CP-Potenzialfenster und einen Testpunktplan fest, einschließlich Schwellenwerten, die eine Untersuchung auslösen.
- Spezifizieren Sie Beschichtungen und Oberflächenbehandlungen für CP-Kompatibilität und eine Disziplin zur Fehlerbehebung.
- Qualifizieren Sie Schweiß- und Fertigungsverfahren für die tatsächliche Geometrie und Dicke, einschließlich Duplex-spezifischer Kontrollen, wo relevant.
- Führen Sie zerstörungsfreie Prüfungen und Maßverifikationen in den höchstbelasteten Bereichen durch, nicht nur in leicht zugänglichen Zonen.
- Inbetriebnahme der CP mit Verifikation am Duplex-Standort und Bestätigung, dass der Kohlenstahlbedarf nicht unbeabsichtigt nahegelegene Duplex-Hardware überprotegiert.
- Festlegung von Überwachungsintervallen und Reaktionsmaßnahmen basierend auf Risiko, Beschichtungszustand, CP-Trends und Anschlusskritikalität.
| Prüfpunkt | Annahmekriterien (projektspezifisch) | Zu dokumentierender Nachweis |
|---|---|---|
| Mikrostrukturqualität | Akzeptanzmethode und Stichprobenplan vereinbart, mit Ergebnissen rückverfolgbar zu Teil, Charge und Zone | MTC, Gefügebericht, Probenahmeskizze |
| Hot-Spot-Spannungsabbildung | Hot-Spots identifiziert, Extraktionsmethode dokumentiert, Konstruktionsgrenzen angewendet | Berechnungsnachweis, FEA-Bericht falls verwendet, Annahmenprotokoll |
| CP-Potenzialfenster | Fenster definiert am Duplex-Hot-Spot und Aktionsschwellen dokumentiert | Inbetriebnahmeprotokoll, Trendplan, Elektrodenmethode |
| Beschichtungskompatibilität | Beschichtungssystem für CP qualifiziert und Fehlerreparaturkriterien definiert | Beschichtungsspezifikation, Prüfberichte, Reparaturprotokoll |
| Schweiß- und Fertigungskontrolle | WPS/PQR qualifiziert, duplexspezifische Schweiß- und Wärmeeinflusszonen-Kontrollen durchgeführt | Schweißplan, Ferrit- oder Mikrostrukturprüfungen, ZfP-Aufzeichnungen |
Tipp: Der schnellste Weg, die Kontrolle zu verlieren, ist, CP, Schweißen und Flanschspannung als separate Arbeitsströme zu behandeln. HISC lebt in der Überlappung.
Projektdokumentation
Umfassende Dokumentation macht die Präventionsstrategie nachvollziehbar. Bei Unterwasserprojekten belegt die Dokumentation, dass der eingebaute Flansch der geplante, qualifizierte und überwachte Flansch ist. Dazu gehören Materialrückverfolgbarkeit, Hot-Spot-Spannungslogik, Schweißqualifikation, Beschichtungsaufzeichnungen und CP-Inbetriebnahmebelege.
| Dokumentationstyp | Zweck | Beispiel |
|---|---|---|
| Materialzertifikate | Chemische, mechanische und Rückverfolgbarkeitsanforderungen überprüfen | EN 10204 3.1 MTC plus Wärme- und Chargenrückverfolgbarkeit |
| Konstruktionsunterlagen | Spannungsbasierte Konformität und Hot-Spot-Logik nachweisen | Spannungsvermerk, FEA-Bericht, Annahmenregister |
| Schweißprotokolle | Verfahren und Qualifikationen nachverfolgen | WPS/PQR, Schweißpläne, Schweißerqualifikationen |
| Beschichtungs- und Oberflächenbehandlungsberichte | CP-Kompatibilität und Oberflächenintegritätskontrollen bestätigen | Beschichtungs-ITP, Reparaturprotokoll, Kugelstrahlqualifikation falls verwendet |
| CP-Inbetriebnahme und Überwachung | Nachweis, dass der Betriebsbereich definiert und überwacht wurde | Mögliche Protokolle, aktuelle Aufzeichnungen, Prüfpunkt-Layout |
| Prüflisten | Sicherstellen, dass wiederholbare Überwachung an Aktionsschwellen gekoppelt ist | ZfP-Ergebnisse, Maßprüfungen, Abweichungsregister nach Fertigstellung |
Hinweis: Auditfähige Dokumentation ist der Weg, wie Projekte “unbekannte Unbekannte” während der Rückholung, Fehleranalyse oder regulatorischen Überprüfung vermeiden.
Häufige Fallstricke, die zu vermeiden sind
Fehler bei der Materialauswahl
Die meisten Materialauswahlfehler sind Überprüfungslücken und nicht falsche Güteklassenkennzeichnungen. Häufige Fehler umfassen die Annahme von Duplex- oder Superduplex-Teilen ohne Definition der Mikrostrukturakzeptanz am tatsächlichen Hot-Spot, das Verlassen auf generische Zertifikate ohne Zonentraceability und das Ignorieren von Produktformunterschieden zwischen Schmiedeteilen, Stangen und gewalzten Rohrprodukten.
- Definieren Sie die Mikrostrukturakzeptanz und Probenahme dort, wo der echte Hot-Spot liegt.
- Erfordern Sie Wärme- und Los-Traceability sowie konsistente Querverweise über MTCs, Teilekennzeichnungen und Inspektionsaufzeichnungen.
- Bestätigen Sie, dass das Material für den Unterwasser-CP-Einsatz geeignet ist, nicht nur für Meerwasserkorrosionsbeständigkeit.
- Dokumentieren Sie Abweichungen im Ist-Zustand zusammen mit ihren Auswirkungen auf Spannung und kathodischen Korrosionsschutz (CP), nicht nur deren dimensionale Akzeptanz.
Ingenieurtechnische Erkenntnis: Wenn Ihre Akzeptanzkriterien Mikrostruktur und Hot-Spot-Verifizierung nicht kontrollieren, kann die tatsächliche Lücke erst im Betrieb auftreten, wenn die Korrektur am teuersten ist.
Kathodischer Überschutz
Überschutz ist in der Regel ein Systemverhalten, kein isolierter lokaler Fehler. Es tritt oft auf, wenn CP auf die Anforderungen von nahegelegenem Kohlenstoffstahl abgestimmt ist und unbeabsichtigt benachbarte Duplex- oder Befestigungspositionen in einen negativeren Potenzialbereich treibt. Das erhöht die Wasserstoffentwicklung und steigert die Wahrscheinlichkeit von HISC an bereits belasteten Hot-Spots.
| Beste Praxis | Erklärung |
|---|---|
| Referenzelektroden-Konsistenz | Verwenden Sie eine konsistente Elektrodenbasis und dokumentieren Sie, wie Offshore-Messwerte interpretiert werden. |
| Testpunktplatzierung an Duplex-Hotspots | Messen Sie dort, wo das Risiko tatsächlich besteht, nicht nur an bequemen Strukturpositionen. |
| Aktionsschwellen | Definieren Sie, welches Maß an Potenzialdrift Untersuchung und Korrektur auslöst. |
| Beschichtungsreparatur-Disziplin | Beschädigungen der Beschichtung können den Strombedarf erhöhen und die lokale Wasserstoffexposition verändern. |
| Mischmaterial-Bewusstsein | Duplex-Hardware kann unter CP, der hauptsächlich für Kohlenstoffstahl ausgelegt ist, zu Kollateralschäden führen. |
| Dokumentation | Inbetriebnahme- und Trendprotokolle sind unerlässlich; ohne sie wird die Ursachenanalyse zur Spekulation. |
Teams sollten CP-Einstellungen als kontrollierten Betriebsbereich behandeln, nicht als einmalige Konfiguration.
Unzureichende Inspektion
Unzureichende Inspektion bedeutet meist, dass das Team prüft, was einfach zu inspizieren ist, nicht was für den HISC-Mechanismus kritisch ist. Effektive Inspektionspläne konzentrieren sich auf Hotspots, Beschichtungszustandsänderungen, CP-Trends und gezielte zerstörungsfreie Prüfung, wo sie Unsicherheit tatsächlich reduzieren kann.
| Aspekt | Beschreibung |
|---|---|
| Hotspot-Zielausrichtung | Inspektionspläne sollten auf Hub-Übergänge, Schweißnähte, Bohrungen, Gewinde und andere definierte Hotspots ausgerichtet sein. |
| Methodenauswahl | Verwenden Sie Methoden, die zum wahrscheinlichen Fehlertyp und der Geometrie des kritischen Ortes passen. |
| Trendbasierte Überwachung | Nutzen Sie CP-Drift und Beschichtungszustandsänderungen als Frühindikatoren, die gezielte Inspektion auslösen. |
| Regelkreis | Wiederkehrende Anzeichen signalisieren meist eine Kontrolllücke, nicht nur Pech, und sollten in Design und QA zurückfließen. |
Umfassende Inspektion bedeutet nicht “mehr Kontrollen”. Es sind Kontrollen, die Unsicherheit am Hotspot reduzieren und bestätigen, dass die Präventionskontrollen noch wirksam sind.
Vernachlässigung von schweißbedingten Spannungen und Profilkontrolle
Für Unterwasser-Hardware ist der zentrale Fertigungsfehler das Versagen, schweißbedingte Spannungen und Profilqualität in CP-exponierten Bereichen zu managen. In Duplex-Systemen umfassen die relevanten Kontrollen Verfahrensqualifikation, Wärmeeintrag, Phasengleichgewicht, Schweißnahtübergangsprofil, Passform, Ausrichtung und lokale Spannungssteuerung. Wenn andere Stähle oder Befestigungselemente beteiligt sind, werden Härte- und Festigkeitskompatibilität mit kathodischem Korrosionsschutz (CP) zu zusätzlichen Kontrollpunkten.
- Überprüfen Sie, dass die Schweißqualifikation mit der tatsächlichen Einspannung und Dickentoleranz übereinstimmt.
- Steuern Sie die Schweißnahtübergangsgeometrie und Ausrichtung, damit sich biegungsbedingte Hot-Spot-Spannungen nach der Installation nicht erhöhen.
- Dokumentieren und bewerten Sie Abweichungen im Ist-Zustand, die den Spannungspfad am Flansch oder Verbinder verändern.
Teams, die Schweißen als reine Compliance-Checkbox behandeln, übersehen oft den eigentlichen Treiber: Schweißprofil, Ausrichtung, CP-Exposition und lokale Hot-Spot-Spannungen wirken zusammen.
Teams verhindern HISC in Unterwasserflanschen durch einen nachvollziehbaren, vernetzten Ansatz über Materialien, spannungsbasiertes Design, CP-Steuerung, Fertigungsqualität und Integritätsüberwachung hinweg. Der Nutzen liegt nicht nur in weniger Rissen. Es bedeutet weniger ungeplante Bergungen, geringere Ausfallzeiten und mehr Vertrauen in langlebige Unterwasseranlagen.
- Reduziertes Rissinitiierungsrisiko durch Hotspot-Spannungskontrolle
- Reduzieren Sie das Wasserstoffexpositionsrisiko durch kontrollierten CP-Betrieb
- Bessere Integritätsentscheidungen durch nachvollziehbare Dokumentation
- Vorhersehbarere Lebenszykluskosten und weniger Notfallinterventionen
Laufende Wachsamkeit und regelmäßige Überprüfung halten diese Kontrollen wirksam. In Unterwasserflanschsystemen ist die HISC-Prävention am stärksten, wenn das Projektteam Materialien, CP, Schweißen, Inspektion und Dokumentation als ein Integritätsproblem behandelt, anstatt als separate Disziplinen.
Technische Überprüfungsgrundlage
Überprüft für: Unterwasserflanschintegrität, Duplex- und Superduplex-Materialkontrolle, kathodischer Schutzinteraktion, Schweiß-Hotspot-Risiko und HISC-Präventionsplanung.
Vorgeschlagener Prüfertitel: Unterwasser-Materialien / Korrosion / Rohrleitungsintegritätsingenieur
Quellengrundlage: spannungsbasierte Duplex-Unterwasser-HISC-Designlogik, Offshore-kathodischer Schutzleitfaden, Flansch-Hotspot-Bewertungspraxis, Fertigungsqualitätskontrolle und Unterwasserintegritätsdokumentationsanforderungen.
Zuletzt aktualisiert: 2026-03-26
FAQ
Was ist der effektivste Weg, um HISC in Unterwasserflanschen zu verhindern?
Beginnen Sie mit Material- und Mikrostrukturkontrolle, halten Sie dann Wasserstofferzeugung und Hotspot-Spannung oder -Dehnung innerhalb eines kontrollierten Fensters.
Im Unterwassereinsatz unter kathodischem Schutz ist die Prävention am stärksten, wenn Sie nachweisen können:
- Rückverfolgbare Materialzertifikate plus verifizierte Mikrostrukturqualität im Hotspot-Bereich
- Hotspot-Identifizierung an Übergängen der Nabe, Bohrungen, Schweißnähten und ähnlichen lokalen Spannungskonzentrationen
- CP-Potenzialüberwachung am Duplex-Standort, damit unbeabsichtigte Überprotektion nicht übersehen wird
Wie oft sollten Teams Unterwasserflansche auf HISC (Hydrogen-Induced Stress Cracking) überprüfen?
Die Inspektionshäufigkeit sollte risikobasiert, nicht kalenderbasiert sein.
Als praktische Basis kombinieren Teams oft CP-Trendüberwachung mit gezielten Inspektionsmöglichkeiten während der Bergung, Intervention oder zugänglichen Anschlussarbeiten. Erhöhen Sie die Inspektionsaufmerksamkeit, wenn:
- CP-Potenzial außerhalb des definierten Fensters am Duplex-Standort driftet
- Beschichtungsschäden, Ablösungen oder Veränderungen der elektrischen Kontinuität treten auf
- Montagefehlausrichtung, abnormale Belastung oder biegeinduzierte Spannung wird festgestellt
Welche Normen regeln die HISC-Prävention in der Flanschkonstruktion?
DNV-RP-F112 ist eine wichtige Referenz für Duplex-Edelstahl-Unterwasserkomponenten, die kathodischem Schutz ausgesetzt sind.
Die Unterwasser-Kathodenschutz-Ausrichtung erfolgt üblicherweise gemäß DNV-RP-B401 und Offshore-Kathodenschutz-Richtlinien. Wo dimensionale Flanschkonventionen relevant sind, beziehen sich viele Projekte auch auf ASME B16.5 Flanschanforderungen.
| Standard | Schwerpunktbereich |
|---|---|
| DNV-RP-F112 | Spannungsbasierte HISC-Vermeidung für Duplex-Unterwasserkomponenten unter Kathodenschutz |
| DNV-RP-B401 | Kathodischer Schutz: Designphilosophie und Parameter |
| ABS CP Guidance Notes | Betriebliche Kathodenschutzkriterien, Referenzelektrodenbasis, Wasserstoff- und Überprotektionsüberlegungen |
| ASME B16.5 | Rohrflansch-Druck-Temperatur-Bewertungen, Abmessungen und Kennzeichnung, falls zutreffend |
Warum ist die Kontrolle des kathodischen Schutzes für die HISC-Prävention wichtig?
Weil Kathodenschutz den Wasserstoff erzeugen kann, der HISC antreibt.
Wenn die Potenziale bei anfälligen Stählen zu negativ werden, steigt die Wasserstoffentwicklung. Praktische Kontrollmaßnahmen umfassen:
- Überwachung der Potentiale am Duplex-Hotspot unter Verwendung einer konsistenten Referenzelektrodenbasis
- Anpassung der Kathodenschutzleistung und Reparatur von Beschichtungen zur Reduzierung des lokalen Strombedarfs
- Die Verwendung von Aktionsschwellenwerten, sodass Abweichungen Korrekturen auslösen anstatt verzögerter Überprüfung
Welche Dokumentation unterstützt die HISC-Prävention in Projekten?
Auditbereite Dokumentation belegt die Kontrolle über Material, Konstruktion, Fertigung und CP-Betrieb.
Teams sollten pflegen:
- Materialzertifikate verknüpft mit Wärme, Charge und Teilekennzeichnung
- Konstruktionsspannungsnotizen und Hot-Spot-Kartierungsaufzeichnungen
- Schweißprotokolle, einschließlich WPS/PQR und Schweißkarten
- Beschichtungs- und Oberflächenbehandlungsberichte mit Reparaturprotokollen
- CP-Inbetriebnahmeprotokolle und Überwachungstrends
Was sind praktische Frühwarnzeichen, dass das Risiko für HISC (Hydrogen-Induced Stress Cracking) zunimmt?
Die meisten Frühwarnungen sind Kontrollabweichungen anstatt sichtbarer Risse.
Achten Sie auf:
- CP-Potential, das sich negativer als das definierte Fenster am Duplex-Standort entwickelt
- Beschädigung der Beschichtung, Ablösung oder wiederholte Reparaturereignisse in der Nähe des Flansches oder Verbinders
- Unerwartete Änderungen der elektrischen Kontinuität oder des CP-Strombedarfs
- Baufertigungsfehler oder unerwartete Biegebelastungen, die während der Inbetriebnahme festgestellt wurden



