Sie müssen Flanschleckagen in Hochdrucksystemen verhindern, da dies Personen schützt, ungeplante Stillstände reduziertert und das Risiko von Leckagen begrenzt. In gemeldeten Leckageuntersuchungen können flanschbezogene Probleme einen erheblichen Anteil der Vorfälle ausmachen, aber der genaue Anteil hängt von der Branche, dem Berichtsumfang und der Definition von “flanschbezogen” ab. Feldarbeit zeigt das gleiche Muster: Die meisten Lecks werden nicht durch einen einzigen Fehler verursacht, sondern durch eine Kette kleiner Abweichungen – falsche Dichtung für den Einsatz, ungleichmäßige Bolzenbelastung, Flanschflächenschäden und externe Rohrleitungslasten, die die Dichtung langsam entlasten.
Einige Branchendiskussionen nennen Bereiche wie 30%–50% in bestimmten Berichtsumfängen. Betrachten Sie diese Zahlen als Kontext, nicht als universelle Konstante. Die praktische Erkenntnis ist wichtiger: Wenn Sie Dichtungsauswahl, Verbindungsmontage und externe Lasten kontrollieren, beseitigen Sie die meisten gängigen Ausfallwege.
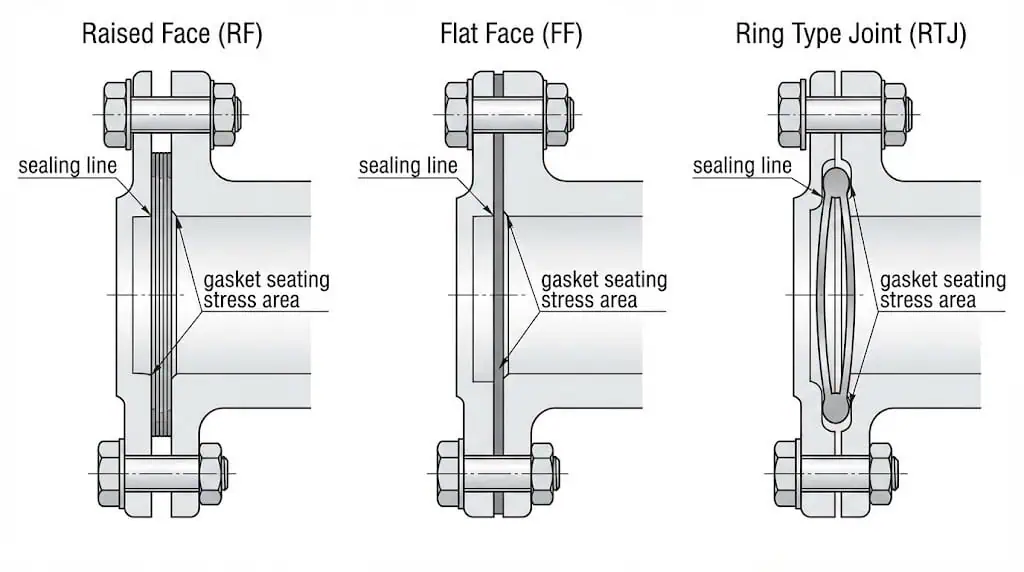
Präzisionskonstruktion und disziplinierte Montage sind wichtiger als Markenversprechen. Wenn Ihr Team eine anerkannte Richtlinie für Verbindungsmontage verwendet (zum Beispiel ASME PCC-1) und Sie Flansche beschaffen, die Ihrem Konstruktionsstandard entsprechen (zum Beispiel ASME B16.5), sinkt die Wahrscheinlichkeit chronischer Leckagen deutlich. Für Beschaffung oder Spezifikationsabstimmung hilft es auch, Ihren Flanschtyp und Ihre Dichtflächenwahl (RF/FF/RTJ) früh festzulegen – siehe Sunhys Übersicht zur Edelstahl-Flanschfertigung hier: Edelstahl-Flanschhersteller.
| Standard | Leckageanforderung |
|---|---|
| API 598 | Keine Luftblasen oder Wassertropfen erlaubt |
| API 6D | Null Leckage für Ventile mit elastischer Dichtung |
| MSS SP-61 | Zulässige Leckageraten für Ventile mit metallischer Dichtung |
| FCI 70-2 | Umfassende Richtlinien zu akzeptablen Leckageraten |
Die obige Tabelle ist nützlich, um zu verstehen, wie verschiedene Branchen “Leckageakzeptanz” definieren (häufig für Ventile). Für geschraubte Flanschverbindungen stützt sich Ihre tägliche Arbeit typischerweise mehr auf Montageanleitungen für Verbindungen (zum Beispiel ASME PCC-1) und, wenn Sie Berechnung oder Überprüfung der Verbindungskapazität und -dichtheit benötigen, Normen wie EN 1591-1. Verwenden Sie die richtige “Normenfamilie” für das richtige Problem.
Sie stehen oft vor zehn Hauptursachen: falsche Dichtungsauswahl, unzureichendes Anziehen der Schrauben, Beschädigung der Flanschoberfläche, Fehlausrichtung, unzureichende Rohrleitungsflexibilität, übermäßige mechanische Belastung, schlechte Lagerungsplatzierung, Dichtungsabrieb und Probleme mit der Schraubenbelastung, Korrosion und Erosion sowie Vibration und Schraubenermüdung. Konzentrieren Sie sich auf praktische Prüfungen und eine wiederholbare Montagemethode, um Ihre Systeme stabil und dicht zu halten.
Ursachen für Flanschleckagen
Unsachgemäße Dichtungsauswahl
Sie müssen die richtige Dichtung für jede Flanschverbindung auswählen. In Ausfalluntersuchungen liegen Dichtungsprobleme sehr oft in Auswahl + Installation begründet, nicht in “zufälligen Defekten”. In realen Projekten sind die häufigsten Fehler falsche Dichtungskonstruktion für die Flanschfläche, falsches Material für das Medium und eine Diskrepanz zwischen erforderlicher Sitzspannung und dem, was Ihre Verschraubungsanordnung tatsächlich liefern kann.
Auswahlfehler zeigen sich auf vorhersehbare Weise: falsche Dichtungskonstruktion für die Flanschfläche (RF/FF/RTJ), falsches Material für das Medium und eine Diskrepanz zwischen erforderlicher Sitzspannung und dem, was Ihre Bolzen- oder Stiftschraubengröße tatsächlich liefern kann. Eine nützliche Regel aus der Feldarbeit ist einfach: Wenn Sie nicht erklären können, wie die Dichtung abdichtet und welche Belastung sie benötigt, raten Sie.
- Dichtfläche auf Dichtungstyp abstimmen: RF verwendet üblicherweise Spiralwickel- oder Kammprofil; RTJ verwendet Ringverbindungen; FF benötigt oft vollflächige Abdeckung und Ebenheitskontrolle. Wenn Sie eine kurze Auffrischung zur Flächenwahl benötigen, hilft Sunhys Vergleich: Erhöhte Dichtfläche vs. Flache Dichtfläche bei Flanschen.
- Chemische + Temperaturbeständigkeit bestätigen: PTFE kann unter Last kaltfließen; Graphit verträgt Temperaturen, kann aber in Chlorid-Dienst bei Anwesenheit von Wasser Spaltkorrosion beschleunigen.
- Bolzenbelastbarkeit überprüfen: Die Sitzspannung ist nicht “frei” – sie hängt von Stehbolzengröße, Güteklasse, Schmierung und der Streuung des Drehmoment-zu-Vorspannkraft-Verhältnisses ab.
- Flanschdichtflächenoberfläche prüfen: Die gewählte Dichtung kann einen bestimmten Oberflächenrauheitsbereich erfordern; zu glatt kann zu Leckagen führen, zu rau kann die Dichtung beschädigen.
Feldbeispiel (Auswahlfehler): Eine Klasse 600 RF-Verbindung an heißem Öl leckte nach Inbetriebnahme. Die Dichtung wurde von Spiraldichtung auf weiche Blechdichtung geändert, um “das Abdichten zu erleichtern”. Die Leckage kehrte innerhalb von Stunden zurück, da die weiche Dichtung unter Temperatur und Bolzenbelastungsentspannung extrudiert wurde. Ein Wechsel zurück zur korrekten Dichtungskonstruktion und erneutes Anziehen mit kontrollierten, gestaffelten Durchgängen löste das Problem.
Tipp: Behandeln Sie Dichtungen nicht als austauschbare “Verbrauchsmaterialien”. Verwenden Sie eine dokumentierte Auswahlmethode und integrieren Sie sie in Ihren Wartungsstandard. Wenn Sie eine schrittweise Montageanleitung benötigen, ist dieser Sunhy-Leitfaden eine gute interne Basis: 4 Schritte zur Erreichung einer dichtungsfreien Flanschmontage.
Unzureichendes Anziehen der Bolzen
Unsachgemäße Verschraubungspraktiken führen oft zu Flanschleckagen, da Drehmoment nur ein indirekter Weg ist, um Bolzenspannung zu erreichen. Reibung an den Gewinden und der Mutterauflagefläche, Schmiermittelwahl und Oberflächenzustand verursachen alle Drehmomentstreuung. Ein praktischer Weg, um Variation zu reduzieren, ist die Verwendung einer dokumentierten Verschraubungsmethode – wie gestufte Durchgänge, Kreuzmuster-Anziehen und kontrollierte Schmierung – und die Einhaltung einer anerkannten Richtlinie wie ASME PCC-1.
Wenn Sie Bolzen nicht gleichmäßig oder mit der richtigen Zielspannung anziehen, erzeugen Sie lokalisierte niedrige Dichtungsspannung. Das wird unter Druck oder thermischer Zyklisierung zu einem Leckpfad. Achten Sie auch auf Bolzenlastentspannung nach Aufheizung – Temperatur und Dichtungskriechen/-entspannung können die Verbindung entlasten, besonders im ersten Betriebszyklus.
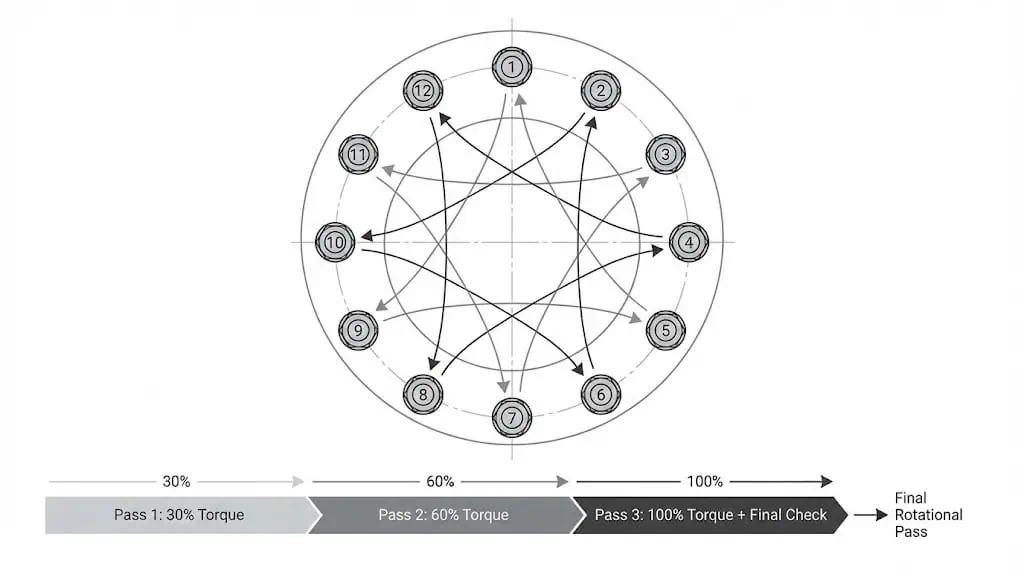
Feldbeispiel (Montagefehler): Ein Wartungsteam zog einen 12-Bolzen-Flansch “im Kreis” an. Die Verbindung bestand den kalten Hydrotest, leckte jedoch während des Aufwärmens. Das erneute Anziehen mit einem Kreuzmuster und stufenweisen Durchgängen (30% → 60% → 100%) sowie einem abschließenden Rotationsdurchgang stabilisierte die Dichtungsspannung und beseitigte das Leck.
Flanschoberflächenschäden
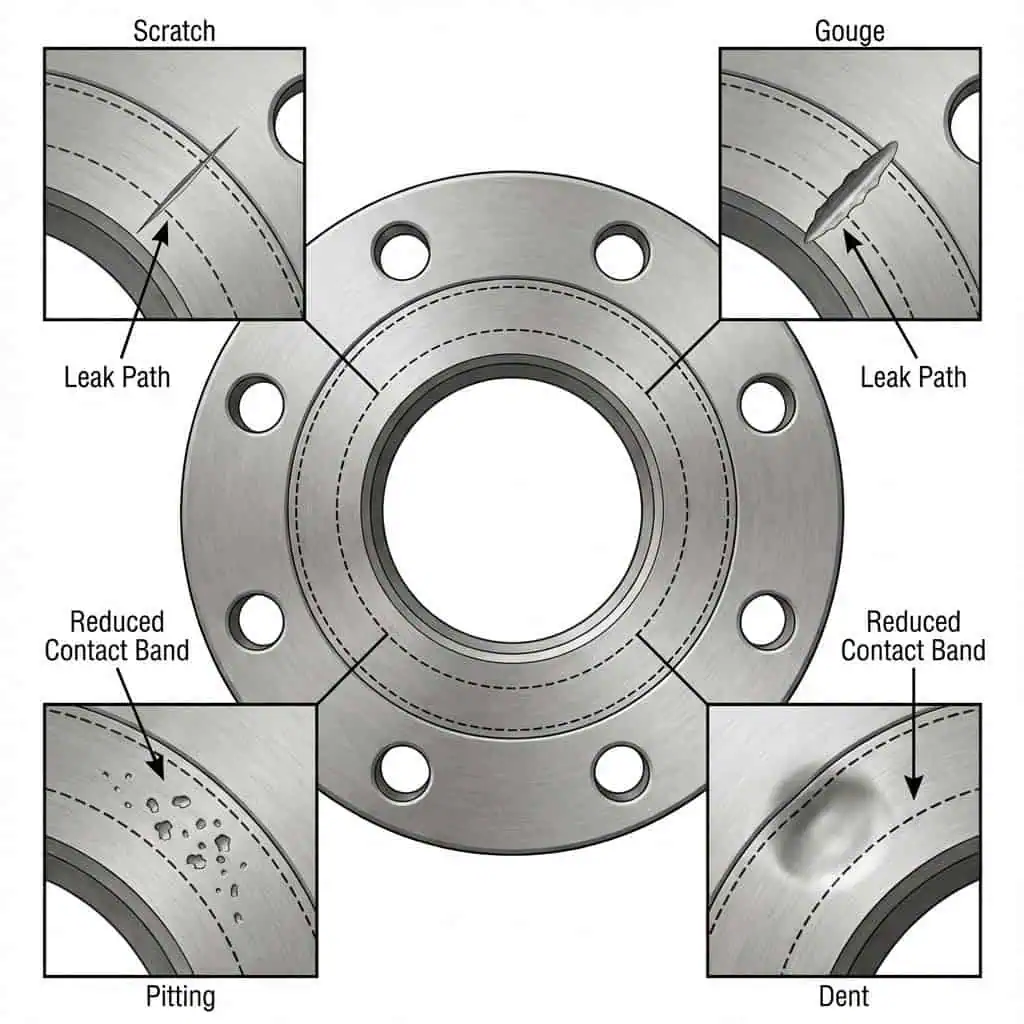
Flanschschäden sind eine Hauptursache für Lecks, weil Oberflächenunvollkommenheiten die Dichtlinie brechen. Oberflächenrauheit ist in zwei Richtungen wichtig: tiefe Kratzer erzeugen einen Bypasskanal, während die falsche Gesamtrauheit den Dichtungsbiss reduzieren oder die Dichtung schneiden kann.
| Typ | Beschreibung | Ursachen |
|---|---|---|
| Kratzer | Schmale, längliche Markierungen mit scharfen Böden | Verursacht durch scharfe Gegenstände wie Drahtbürsten oder Meißel |
| Ausbrüche | Breite, längliche Markierungen mit stumpfen, abgerundeten Böden | Verursacht durch stumpfe Gegenstände wie Schraubendreher oder Flanschheber |
| Grübchen | Kleine, abgerundete Bereiche mit Materialverlust durch Korrosion | Treten oft in Gruppen auf, was auf lokalisierte Korrosion hinweist |
| Dellen | Scharfe oder stumpfe nicht verlängerte Bereiche, die durch Aufprall verursacht werden | Entstehen durch Kollisionen von Geräten während der Flanschpositionierung |
Selbst geringfügige radiale Kratzer können die Dichtung im Hochdruckeinsatz beeinträchtigen. Wenn Sie Spiralwickel- oder Kammprofildichtungen verwenden, bestätigen Sie, dass Ihre Flanschflächenrauheit im geeigneten Fenster für den Dichtungstyp liegt – zu rau kann die Dichtung beschädigen; zu glatt kann den Reibungsbiss reduzieren.
Feldbeispiel (Handhabungsschaden): Eine Mannschaft reinigte einen Erhöhtflansch mit einer Stahldrahtbürste, wodurch umlaufende Kratzer entstanden. Die Verbindung “sah sauber aus”, leckte aber unter Druck. Das Nachbearbeiten der Oberfläche auf das korrekte Profil und der Austausch der Dichtung korrigierte das Leck, ohne die Flanschklasse oder den Dichtungstyp zu ändern.
Sunhys präzisionsgefertigte Flansche durchlaufen Oberflächeninspektionen, um vermeidbare Defekte zu minimieren, aber Sie benötigen dennoch Handhabungsdisziplin vor Ort – die meiste Oberflächenschädigung geschieht während der Wartung, nicht der Herstellung.
Fehlausrichtung von Flanschen
Fehlausrichtung und schlechte Montage erzeugen eine ungleichmäßige Druckverteilung über die Dichtung und können auch Biegung in den Flanschring einbringen. In der Praxis ist die schlechteste Angewohnheit, “Flansche mit Bolzen zusammenzuziehen”. Das kann den Flansch dauerhaft verformen, die Dichtung beschädigen und die Schrauben überlasten.
- Ungleichmäßige Druckverteilung
- Erhöhte Belastung von Rohrleitungen und Verbindungskomponenten
- Reduzierte Effizienz und höhere Wahrscheinlichkeit von Leckagen unter Druck oder thermischer Zyklisierung
- Beschleunigter Verschleiß und Ermüdung, insbesondere bei Vibration
Fehlausrichtung beschleunigt auch das Abriebverhalten der Dichtung während der Montage. Wenn sich die Dichtung beim Zusammenfügen der Flansche verschiebt, kann die Dichtungsschicht reißen, bevor die Verbindung überhaupt Druck ausgesetzt wird.
Unzureichende Rohrleitungsflexibilität
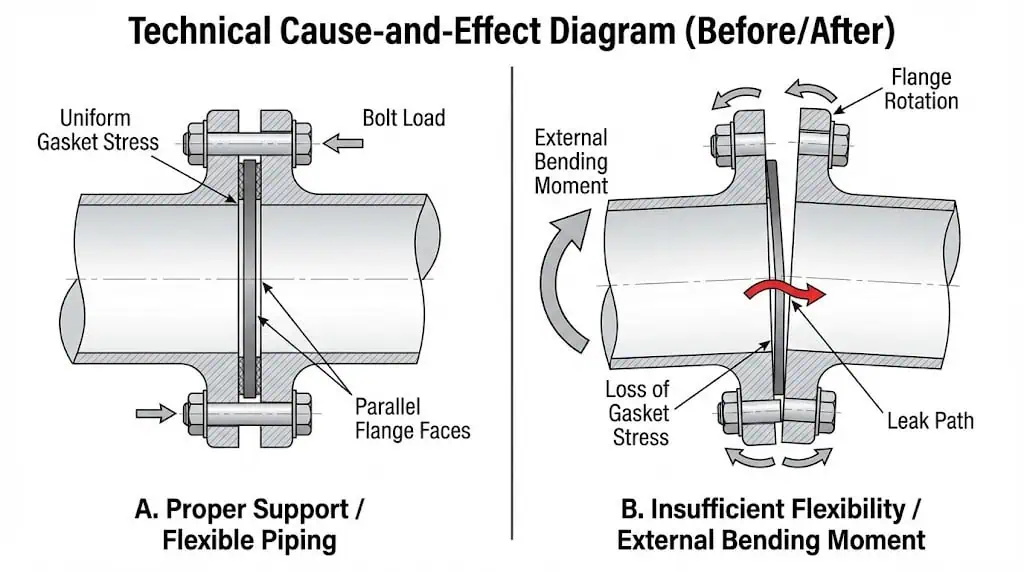
Unzureichende Rohrleitungsflexibilität zeigt sich als externe Lasten, die die Flanschflächen drehen, die Dichtungsspannung reduzieren und Mikroleckagepfade öffnen. Thermische Ausdehnung ist der häufige Auslöser: Das System erwärmt sich, Rohrwachstum drückt auf Anschlussstutzen, und der Flansch erfährt ein Biegemoment, das er nie tragen sollte. Wenn Sie eine technische Überprüfung für kritische Anwendungen durchführen, können Normen wie EN 1591-1 helfen, externe Lasten, Dichtungsparameter und Dichtheitserwartungen zu verknüpfen.
- Erhöhte Spannungen und Lasten an Flanschverbindungen
- Höheres Leckagerisiko unter dynamischen oder thermischen Belastungen
- Erfordernis einer Flexibilitäts- und Unterstützungsstrategie in der Rohrleitungsplanung
Praktische Überprüfung: Wenn Sie einen Brecheisen oder einen Spannzug benötigen, um Schraubenlöcher auszurichten, haben Sie wahrscheinlich ein Problem mit externen Lasten. Beheben Sie zuerst die Rohrpassung und die Halterungen; lösen Sie es nicht mit mehr Drehmoment.
Übermäßige mechanische Kraft
Das Anwenden zu großer mechanischer Kraft während der Installation oder des Betriebs kann die Flansch- oder Dichtung beschädigen. In Hochdrucksystemen ist die Flanschverbindung empfindlich gegenüber Biegemoment, Torsion und Axiallasten. Wenn diese Lasten eine Flanschrotation verursachen, sinkt die Dichtungsspannung und Leckagen beginnen – selbst wenn Ihre Drehmomentwerte am Tag der Montage korrekt aussahen.
Wenn Sie wiederholte Leckagen an derselben Verbindung nach Dichtungswechsel beobachten, behandeln Sie es als Lastpfadproblem: Fehlausrichtung, Rohrleitungslasten oder Anlagenbewegung entlasten die Dichtung. Das Ersetzen der Dichtung ohne Behebung des Lastpfads führt meist zu einer zweiten Leckage.
Unsachgemäße Platzierung von Unterstützungen
Unsachgemäße Platzierung von Unterstützungen erhöht das Flanschleckagerisiko, indem sie eine anhaltende Biegung auf die Verbindung ausübt. Das klassische Feldmuster ist ein schweres Ventil oder Instrumentenstück in der Nähe eines Flansches, wobei die nächste Unterstützung zu weit entfernt ist. Dieses Gewicht wird zu einem Biegemoment und arbeitet langsam auf die Dichtung ein.
Verwenden Sie Unterstützungen, um Biegung von der Flanschverbindung zu entfernen, nicht nur, um “die Rohrleitung hochzuhalten”. Wenn Ihre Unterstützungen es der Leitung erlauben, nach dem Start durchzuhängen, konkurriert Ihre Bolzenlast mit Schwerkraft und Vibration.
Dichtungsabrieb und Probleme mit der Bolzenlast
Dichtungsabrieb und ungleichmäßige Bolzenbelastung sind häufige Ursachen für Dichtungslecks. Abrieb tritt oft beim Zusammenbau auf: Die Dichtung schleift über die Flanschfläche, weil die Flansche nicht parallel sind oder die Dichtung nicht zentriert ist. Ungleichmäßige Bolzenbelastung fixiert dann diese beschädigte Dichtung in Position.
Verwenden Sie Führungsstehbolzen bei großen Flanschen, halten Sie die Flächen während des Zusammenbaus parallel und vermeiden Sie das Drehen einer Flanschfläche gegen die Dichtung. Wenn Sie Schmiermittel verwenden, tragen Sie es gleichmäßig auf und dokumentieren Sie es – eine Änderung der Schmierung verändert das Drehmoment-zu-Vorspannkraft-Verhalten.
Korrosion und Erosion

Korrosion ist eine große Bedrohung für die Flanschintegrität, insbesondere bei Feuchtigkeit und Chloriden. Die häufigsten Formen an Flanschflächen sind Spaltkorrosion (unter der Dichtung) und Lochfraßkorrosion. Spaltkorrosion tritt in kleinen, sauerstoffarmen Spalten zwischen Flansch und Dichtung auf; Lochfraß erscheint als kleine Hohlräume und kann sich häufen. Edelstähle sind nicht korrosionssicher – Chloridkonzentration, Temperatur, Ablagerungen und stagnierende Spalten entscheiden über das Ergebnis.
- Spaltkorrosion: lokalisiert, schwer früh zu erkennen, oft unter Dichtungen und Ablagerungen
- Lochfraßkorrosion: kleine Löcher, die zu Leckageinitiierungsstellen werden können
Feldbeispiel (Korrosion unter der Dichtung): Eine Meerwasserleitung entwickelte wiederkehrende Leckagen am selben Flansch. Die Dichtung wurde zweimal ohne Verbesserung ersetzt. Nach Demontage wurden Spaltkorrosionslöcher unter dem Dichtungskontaktband gefunden. Die Lösung bestand darin, den Flansch nachzubearbeiten, die Dichtungsstrategie zu ändern und Spül- und Inspektionsmaßnahmen zu implementieren, um Salzablagerungen in der Spalte zu verhindern.
Sunhys Edelstahlflansche widerstehen Korrosion, wenn sie korrekt auf den Betrieb abgestimmt sind, aber Korrosionskontrolle ist eine Systementscheidung: Werkstoffgüte, Ablagerungen, Entwässerung, Dichtungswahl und Inspektion interagieren alle.
Vibration und Bolzenermüdung
Vibration kann Befestigungselemente mit der Zeit lockern und die Schraubenermüdung beschleunigen, wenn die Verbindung Rutschen erfährt. In Vibrationsumgebungen ist Gewindereibung allein kein zuverlässiger Verriegelungsmechanismus. Die Verhinderung von Verbindungsrutschen hat erste Priorität.
Feldbeispiel (Vibration): Eine oszillierende Maschinenlinie leckte intermittierend an einer Flanschverbindung, die Drehmomentprüfungen “bestanden” hatte. Die Ursache war Verbindungsschlupf unter Vibration. Die Verbesserung von Auflagen, Reduzierung der Vibrationsübertragung und Hinzufügen einer dokumentierten Sicherungsstrategie stabilisierten die Bolzenlast und stoppten das Leck.
Hinweis: Wenn Vibration Teil des Betriebszyklus ist, behandeln Sie die Bolzenlastbeibehaltung als Designanforderung, nicht als nachträgliche Wartungsmaßnahme.
Verhindern von Flanschbeschädigung

Korrekte Dichtungsauswahl
Sie verhindern Flanschleckagen, indem Sie die richtige Dichtung für Ihr System wählen und sie kontrolliert einbauen. Vor der Installation prüfen Sie die Flanschflächen auf Sauberkeit, Oberflächengüte und Beschädigung. Verwenden Sie niemals alte Dichtungen wieder und vermeiden Sie Improvisationen vor Ort wie das Hinzufügen von Fett, es sei denn, das Dichtungsverfahren erlaubt es ausdrücklich.
Jeder Dichtungstyp – weiche Flachdichtung, Spiralwulstdichtung, Kammprofil, Ringverbindungsdichtung – passt zu einer spezifischen Kombination aus Flanschfläche, Druck und Temperatur. Standardisieren Sie Dichtungstypen und -größen in Ihren Anlagen, wo möglich, aber standardisieren Sie nicht über das hinaus, was der Betrieb tolerieren kann.
Best Practices für die Dichtungsauswahl:
- Passen Sie Dichtungsmaterialien und -konstruktion an das Medium, die Temperatur und den Druck an, einschließlich Störbedingungen, nicht nur den Normalbetrieb.
- Bestätigen Sie die Dichtflächenkompatibilität (RF/FF/RTJ) und die Erwartungen an die Oberflächengüte.
- Verwenden Sie eine dokumentierte Montagemethode (zum Beispiel ASME PCC-1) und Aufzeichnungen für Wiederholbarkeit führen.
Tipp: Wenn Ihre Anlage wiederholt Lecks nach “routinemäßigem Dichtungswechsel” aufweist, fügen Sie einen Verifizierungsschritt hinzu: Bestätigen Sie die Flanschoberflächenbeschaffenheit und Parallelität sowie die Bolzenbelastungsmethode. Ein reiner Dichtungswechsel behandelt oft nur das Symptom.
Richtiges Anziehen von Bolzen
Richtiges Anziehen der Schrauben gewährleistet eine zuverlässige Abdichtung und verhindert Flanschschäden. Verwenden Sie kalibrierte Werkzeuge und befolgen Sie eine Kreuzmuster-Sequenz. Für kritische Verbindungen sollten Sie, wo praktikabel, Spannungssteuerungsmethoden in Betracht ziehen, da Drehmoment allein große Spannungsstreuungen verbergen kann.
Bolzen-Anziehsequenz:
- Ziehen Sie den ersten Bolzen leicht an.
- Gehen Sie direkt gegenüber zum zweiten Bolzen.
- Gehen Sie um 1/4 Umdrehung im Kreis zum dritten Bolzen.
- Gehen Sie direkt gegenüber zum vierten Bolzen.
- Setzen Sie diese Sequenz fort, bis alle Bolzen angezogen sind.
Drehmoment-Anwendungsschritte:
- Beginnen Sie mit ~30% des endgültigen Ziels im ersten Durchgang (Kreuzmuster).
- Erhöhen Sie auf ~60% im zweiten Durchgang (gleiches Muster).
- Beenden Sie bei 100% im letzten Durchgang und führen Sie dann einen abschließenden Rotationsdurchgang durch, um Relaxations- und Sitzungseffekte zu erfassen.
Hinweis: Gleichmäßige Bolzenbelastung verhindert Flanschrotation und reduziert das Leckagerisiko. Halten Sie die Schmierung konsistent – eine Änderung des Schmiermittels verändert das Drehmoment-zu-Spannungs-Verhältnis.
Flanschoberflächenprüfung
Sie müssen Flanschoberflächen inspizieren, um Defekte zu erkennen, die Leckagen verursachen können. Zerstörungsfreie Methoden können Ihnen helfen, Korrosion und Wanddickenverlust ohne unnötigen Demontageaufwand zu erkennen. Techniken wie phasengesteuerte Ultraschallprüfung können das Screening für Korrosionsmechanismen unterstützen, die Unterdichtungsschäden verursachen.
| Merkmal | Beschreibung |
|---|---|
| Nicht-invasive Prüfung | Prüfen ohne Demontage |
| Vor Ort und im Betrieb | Führen Sie Prüfungen durch, während das System in Betrieb ist |
| Kosteneffektiv | Reduzieren Sie Stillstandszeiten und Demontagekosten |
| Korrosionserkennung | Korrosion identifizieren und Materialverlust messen |
| Sicherheit | Risiken durch offene Flansche beseitigen |
Tipp: Fügen Sie eine Oberflächenzustandsprüfung zu Ihrem Dichtungsarbeitsplan hinzu: visuelle Schäden, Lochfraßband unter der Dichtung und eine schnelle Bestätigung der Oberflächenbeschaffenheit. Viele wiederkehrende Lecks sind wiederholbar, weil niemand den Oberflächenzustand vor dem Wiederzusammenbau prüft.
Präzise Flanschausrichtung
Präzise Ausrichtung verhindert Arten von Flanschschäden und gewährleistet stabile Dichtungsspannung. Verwenden Sie Ausrichtungsstifte oder Flanschausrichtungswerkzeuge, um Flansche korrekt zu positionieren. Reinigen Sie alle Oberflächen und prüfen Sie, ob Rohrenden gerade und rechtwinklig sind. Nach der Installation prüfen Sie Schweißnähte und führen einen Drucktest durch, um Leckagen auszuschließen.
Ausrichtungsschritte:
- Flansche und Rohre reinigen.
- Verwenden Sie Ausrichtungswerkzeuge für präzise Passung.
- Flansche für korrekte Ausrichtung markieren.
- Abstände für Konsistenz messen.
- Bei Bedarf mit Unterlegscheiben oder Abstandshaltern nachjustieren.
Hinweis: Wenn Sie die Ausrichtung mit Bolzen “erzwingen” müssen, stoppen Sie und korrigieren Sie zuerst die Rohrleitungs- oder Stützbedingung. Bolzen sind keine Ausrichtungswerkzeuge.
Flexible Rohrleitungsauslegung
Flexible Rohrleitungsauslegung reduziert die Belastung auf Flanschverbindungen und verhindert Flanschleckagen. Verwenden Sie den Flanschstandard, der Ihrer Auslegungsgrundlage entspricht (zum Beispiel ASME B16.5) und befolgen Sie eine Montagerichtlinie (zum Beispiel ASME PCC-1Wenn externe Belastungen signifikant sind, sollten Sie Berechnungs- und Verifizierungsansätze wie EN 1591-1 in Betracht ziehen.
| Auslegungsstandard | Beschreibung |
|---|---|
| ASME B16.5 | Flanschdimensionale und Druck-Temperatur-Basis für viele Rohrleitungssysteme |
| ASME PCC-1 | Montageanleitung zur Gewährleistung der Dichtungsintegrität und Dichtungsspannung |
- Flexible Rohrleitungen ermöglichen thermische Ausdehnung und Bewegung.
- Eine ordnungsgemäße Konstruktion reduziert Flanschrotation und trägt zur Aufrechterhaltung der Dichtungsintegrität bei.
Kontrollierte mechanische Kraft
Steuern Sie die mechanische Kraft während der Installation, um Flanschschäden zu vermeiden. Ziehen Sie Schrauben in einem Kreuzmuster für gleichmäßige Spannung an. Anstatt maximales Drehmoment anzustreben, zielen Sie auf einen Bolzenspannungsbereich, der die erforderliche Dichtungsspannung erreicht, ohne Bolzen zu strecken oder den Flansch zu rotieren. In der Praxis hängt das Ziel von Bolzengüte, Schmierzustand, Dichtungstyp und Verbindungsgeometrie ab.
Schritte zur Kontrolle der mechanischen Kraft:
- Erster Durchgang: Ziehen Sie die Schrauben auf ~30% des endgültigen Ziels in einem Kreuzmuster an.
- Zweiter Durchgang: Erhöhen Sie auf ~60% im gleichen Muster.
- Letzter Durchgang: Ziehen Sie auf 100% in der gleichen Reihenfolge an und führen Sie dann einen Rotationsdurchgang durch, um Entspannung zu erkennen.
Tipp: Vermeiden Sie Überanziehen. Sie können Dichtungen zerdrücken, Flansche verdrehen und trotzdem lecken – weil Sie ungleichmäßige Dichtungsspannung erzeugt haben, nicht mehr Abdichtung.
Strategische Stützpunktplatzierung
Strategische Stützpunktplatzierung verhindert Flanschschäden durch Aufrechterhaltung der Ausrichtung und Reduzierung von Dauerbiegung. Wählen Sie den Stützabstand basierend auf Rohrdurchmesser, Material und Fluiddichte. Verwenden Sie starre, federnde oder gleitende Stützen nach Bedarf und definieren Sie Verankerungspunkte, wo Bewegung kontrolliert werden muss.
| Stützpunktberücksichtigung | Beschreibung |
|---|---|
| Stützabstand | Bestimmt durch Rohrdurchmesser, Material und Fluiddichte |
| Stütztyp | Starre, federnde oder gleitende Stützen für unterschiedliche Anforderungen |
| Verankerungspunkte | Feste Punkte, um Bewegung in alle Richtungen zu verhindern |
- Regelmäßige Inspektionen durch qualifiziertes Personal erhalten die Systemintegrität.
- Schließen Sie Halterungen, Rückhaltevorrichtungen und Flanschverbindungen in denselben Inspektionsplan ein.
Gaskettenlast-Management
Sie gewährleisten eine zuverlässige Abdichtung, indem Sie die Dichtungslast korrekt steuern. Ziehen Sie Bolzen mit einer Methode an, die die Bolzenspannung kontrolliert, nicht nur das Drehmoment. Verwenden Sie mehrere Durchgänge und halten Sie Flansche parallel. Wenn Ihr Verfahren ein Nachziehen nach thermischen Zyklen beinhaltet, befolgen Sie die Anleitung des Dichtungsherstellers – einige Dichtungstypen und Anwendungen erlauben kein heißes Nachziehen ohne zusätzliche Sicherheitskontrollen.
Schritte zum Gaskettenlast-Management:
- Stellen Sie sicher, dass die Flansche vor dem Anziehen parallel sind.
- Verwenden Sie ein dokumentiertes Kreuzmuster und gestaffelte Durchgänge.
- Kontrollieren Sie die Schmierung konsistent und dokumentieren Sie sie als Teil des Arbeitsplans.
Korrosionsschutz
Korrosion und Spaltkorrosion gefährden die Flanschintegrität. Wählen Sie Materialien und Wartungsmethoden basierend auf dem tatsächlichen Korrosionsmechanismus. Die Leistung von Edelstahl in Chloriden wird durch Temperatur, Ablagerungen und Spalten bestimmt; 316 ist keine Garantie. Wenn Ihr System küstennah, offshore ist oder Meerwasser oder Sole verwendet, fügen Sie Ablagerungskontrolle und Inspektion unter der Dichtung zu Ihrer Routine hinzu.
| Art der Beschichtung | Vorteile |
|---|---|
| Epoxidbeschichtungen | Hervorragende Haftung, Haltbarkeit und chemische Beständigkeit |
| Polyurethanbeschichtungen | Flexibel, haltbar, hohe Beständigkeit gegen Abrieb und UV |
| Zinkreiche Grundierungen | Bietet kathodischen Schutz, wirksam in marinen Umgebungen |
- Planen Sie Inspektionen und verwenden Sie zerstörungsfreie Methoden, um versteckte Korrosion zu erkennen.
- Kontrollieren Sie Ablagerungen, Entwässerung und stagnierende Spalten an der Flansch- und Dichtungsschnittstelle.
- Erwägen Sie höherlegierte Stähle, wo Chloridbelastung hoch und durch das Risiko gerechtfertigt ist.
Hinweis: Wenn Sie wiederkehrende Lecks mit sichtbaren Lochfraß unter dem Dichtungsband sehen, stoppen Sie den Dichtungswechsel. Bearbeiten Sie die Flanschfläche nach oder ersetzen Sie sie und beheben Sie die Korrosionsursache – Chloride, Ablagerungen oder stagnierende Spalten.
Schwingungskontrolle
Schwingungskontrolle verhindert Bolzenermüdung und Flanschleckagen, indem sie Gelenkschlupf und Vorspannungsverlust verhindert. Verwenden Sie eine Abstützungsstrategie, die Schwingungsübertragung reduziert, und wenden Sie eine Verriegelungsmethode an, die dem Risiko entspricht.
Schwingungskontrolltechniken:
- Verbessern Sie Abstützungen und Halterungen, um Schwingungen am Flanschgelenk zu reduzieren.
- Verwenden Sie Verriegelungsmethoden, die für den Betrieb und die Kritikalität geeignet sind; verlassen Sie sich nicht auf zusätzliches Drehmoment.
- Installieren Sie flexible Verbinder, wo sie übertragene Schwingungen reduzieren, ohne neue Lastpfade zu erzeugen.
- Integrieren Sie Bolzenlastprüfungen und Lecküberwachung in Ihren Wartungsplan für vibrierende Anlagen.
Tipp: Behandeln Sie Vibration als Ursache. Wenn die Verbindung rutscht, können sich die Schrauben lockern, selbst wenn die ursprünglichen Drehmomentwerte korrekt waren.
Durch Befolgen dieser Strategien zur Vermeidung von Flanschschäden reduzieren Sie das Risiko von Leckagen, Ausfällen und kostspieligen Stillständen. Präzisionsgefertigte Produkte helfen, aber das leckfreie Ergebnis wird durch Gelenkdesign + korrekte Dichtung + korrekte Bolzenlast + kontrollierte externe Lasten erreicht.
Häufige Flanschlecks und Lösungen
Identifizierung von Flanschlecks
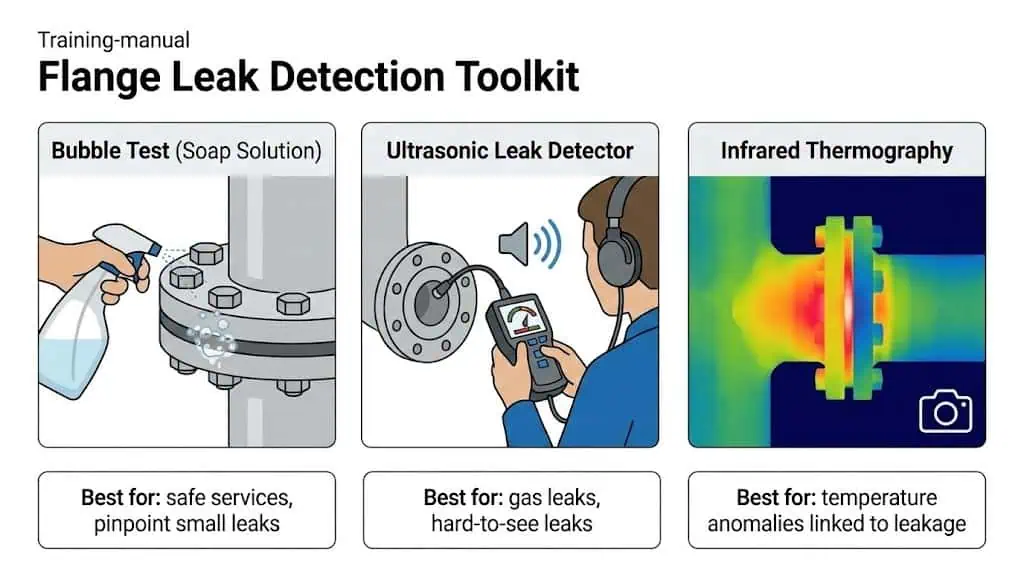
Sie können Flanschlecks frühzeitig erkennen, indem Sie grundlegende Kontrollen mit den richtigen Diagnosewerkzeugen kombinieren. Ein zuverlässiger Ansatz ist eine schrittweise Methode: zuerst visuelle Kontrollen, dann gezielte Tests.
- Sichtprüfung: Suchen Sie nach Feuchtigkeit, Korrosion, Ablagerungen oder Auswaschspuren um den Flansch herum.
- Druckprüfung: Verwenden Sie hydrostatische oder pneumatische Methoden, die mit Ihrem Anlagenverfahren übereinstimmen.
- Ultraschallprüfung: Erkennen Sie entweichendes Gas und unterstützen Sie die Dickenprüfung in der Nähe der Verbindung.
- Akustische Überwachung: Kontinuierliche Sensoren zur Frühwarnung im kritischen Einsatz.
- Infrarot-Thermografie: Temperaturanomalien können Leckagewege anzeigen.
| Diagnosewerkzeug/-methode | Beschreibung |
|---|---|
| Blasentest | Seifenlösung auftragen und auf Blasen an der Flanschverbindung achten. |
| Ultraschall-Lecksucher | Erkennen hochfrequente Geräusche von austretenden Fluiden. |
| Druckprüfung | Flansch abdichten und auf Druckabfall überwachen. |
| Leckage-Erkennungssprays | Ändern die Farbe bei Kontakt mit austretendem Fluid. |
| Visuelle Flanschspaltanalyse | Prüfen Sie auf unregelmäßige Spalten, die auf Verdrehung oder Fehlausrichtung hindeuten können. |
| Schallemissionsprüfung | Achten Sie auf hochfrequente Geräusche von belasteten Materialien. |
| Infrarot-Thermografie | Erkennen Sie Wärmemuster, die mit Flüssigkeitslecks verbunden sind. |
Tipp: Wenn eine Flanschleckage nach dem Aufwärmen auftritt, aber nicht bei der kalten Hydrostatikprüfung, vermuten Sie eine Bolzenlastentspannung, Flanschdrehung durch externe Belastung oder Dichtungskriechen – nicht nur schlechtes Drehmoment.
Schnelle Reaktionsstrategien
Eine schnelle Reaktion auf Flanschlecks reduziert Eskalation und Sekundärschäden. Schulen Sie Ihr Team, um Leckanzeichen zu erkennen und einen kontrollierten Reaktionsplan basierend auf Gefahr und Medium anzuwenden.
- Verwenden Sie Flanschschilde, wo gerechtfertigt, um das Sprührisiko in gefährlichen Anwendungen als Teil einer umfassenderen Sicherheitsstrategie zu reduzieren.
- Nicht standardmäßig stärker anziehen – überprüfen Sie zuerst Ausrichtung und Lastpfad.
- Eskalieren Sie zu Abschaltung oder Reparatur, wenn das Medium oder die Leckrate Ihre Sicherheitsgrenze überschreitet.
- Verwenden Sie Inspektionsplanung, die mit dem Code-Programm Ihrer Anlage abgestimmt ist; viele Einrichtungen basieren die Rohrleitungsinspektionsverwaltung auf Standards wie API 570.
Feldbeispiel (wiederkehrendes Leck): Eine Verbindung leckte dreimal in sechs Monaten trotz Dichtungsaustausch. Das eigentliche Problem war die Rohrleitungslast von einem nahegelegenen ungestützten Rohrstück, das den Flansch unter thermischer Zyklisierung langsam drehte. Die Korrektur der Stützen und das erneute Verschrauben nach einem kontrollierten Ablauf stoppten das Wiederauftreten.
Durch die Anwendung dieser Lösungen können Sie Lecks verhindern, korrosionsbedingte Flanschschäden reduzieren und druckbedingte Ausfälle in Ihrem System vermeiden.
Sie können Flanschleckagen verhindern, indem Sie proaktiv mit Wartung und Inspektionen bleiben. In vielen Werken ergeben sich die größten Verbesserungen durch Standardisierung der Dichtungsauswahl, Schulung der Verschraubungsdisziplin und Kontrolle externer Lasten. Für vertiefende interne Lektüre zur Leckageminderung behandelt Sunhy hier auch einen verwandten Fall: Flanschleckagen in Hochdruck-Wasserstoffanwendungen – Lösungen.
| Standard | Anwendungsbereich |
|---|---|
| ISO 6164 | Hydraulische Hochdrucksysteme |
| ANSI/ASME | Rohrleitungsflansche in den USA |
| API | Ölfeld-Hochdruckanwendungen |
| DIN | Europäische und maritime Industrien |
Bleiben Sie wachsam und wenden Sie diese vorbeugenden Maßnahmen an, um Ihre Systeme leckfrei zu halten.
FAQ
Was ist die häufigste Ursache für Flanschleckagen?
In der Praxis ist das häufigste Grundmuster eine niedrige oder ungleichmäßige Dichtungsspannung.
Dies geschieht, wenn die Dichtungsauswahl nicht übereinstimmt, die Bolzenlast ungleichmäßig ist, Flanschflächen beschädigt sind oder externe Rohrleitungslasten die Verbindung drehen. Wenn Sie nur einen Faktor beheben, zum Beispiel eine neue Dichtung, kehrt die Leckage oft zurück, es sei denn, Bolzenlast und Lastpfad werden korrigiert.
Wie können Sie schnell eine Flanschleckage erkennen?
Sie können einen Blasentest für sichere Anwendungen oder eine Ultraschall-Lecksuche für Gaslecks verwenden.
- Tragen Sie eine Seifenlösung auf und suchen Sie nach Blasen, wo sicher und erlaubt.
- Verwenden Sie ein Ultraschallgerät, um austretendes Gas zu detektieren und die Quelle zu lokalisieren.
Was sollten Sie tun, wenn Sie eine undichte Flanschverbindung feststellen?
Befolgen Sie zuerst Ihr Anlagensicherheitsverfahren, dann diagnostizieren Sie die Ursache.
- Bewerten Sie die Gefahr (Medium, Druck, Temperatur) und entscheiden Sie, ob ein Abschalten erforderlich ist.
- Nicht standardmäßig mehr Drehmoment verwenden. Überprüfen Sie Ausrichtung, Stützen und Anzeichen von Flanschdrehung.
- Ersetzen Sie die Dichtung erst, nachdem Sie den Zustand der Flanschfläche und die Montagemethode der Schrauben überprüft haben.
Wie oft sollten Hochdruckflansche inspiziert werden?
Verwenden Sie ein risikobasiertes Intervall, keine feste Kalenderzahl.
Hochdruckflansche sollten während der Inbetriebnahme, nach dem ersten thermischen Zyklus, wenn praktikabel, und dann abgestimmt mit Ihrem Anlageninspektionsprogramm überprüft werden, oft verwaltet unter Standards wie API 570. Erhöhen Sie die Häufigkeit, wo Vibration, thermische Zyklen, Chloride oder wiederholte Wartungshistorie vorhanden sind.
- Führen Sie, wo möglich, visuelle Kontrollen während der Runden durch.
- Zielgerichtete zerstörungsfreie Prüfung (NDE) einsetzen, wo Korrosionsmechanismen wahrscheinlich sind.
Können Dichtungen bei der Reparatur eines Flansches wiederverwendet werden?
Nein. Sie sollten Dichtungen nicht wiederverwenden.
Nach dem Komprimieren ändern sich die Rückstell- und Dichtungseigenschaften einer Dichtung. Die Wiederverwendung erhöht das Risiko von Leckagen, insbesondere bei Hochdruck- oder thermischen Zyklen.