Wenn Sie vergleichen Lap Joint Flansch vs. Slip-On-Flansch, Sie sehen praktische Unterschiede darin, wie die Verbindung aufgebaut, geschweißt wird und wie sie sich während der Wartung verhält. Ihre Wahl beeinflusst die Montagezeit, den Zugang für Inspektionen, die Korrosionsstrategie (gemischte Materialien) und wie viel zyklische Belastung die Verbindung tolerieren kann. Im Feld werden Bördelverbindungsflansche oft für Ausrichtung und häufigen Abbau gewählt, da der Bördel auf dem Rohrende schwenkt, während Aufschiebflansche für schnelle Fertigung und wiederholbare Passung bei niedrigen bis mittleren Belastungslinien ausgewählt werden. Als Referenz sind Flanschabmessungen und Druck-Temperatur-Klassen innerhalb der ASME B16-Serie standardisiert (die Auswahl muss dennoch die Betriebsschwere, Vibration und den Wartungsplan berücksichtigen). Siehe die ASME B16-Flanschfamilienübersicht hier.
Verwenden Sie die folgende Schnelltabelle als erste Prüfung, dann bestätigen Sie die Entscheidung mit den Abschnitten “Druck- und Ermüdungsleistung” und “Wann zu verwenden” (dort passieren die meisten Auswahlfehler).
| Merkmal/Anwendung | Überlappungsverbindung Flansch | Aufschiebflansch |
|---|---|---|
| Strukturelles Merkmal | Bewegt sich frei am Rohrende (stützt ein Stumpfende ab) | Nach dem Schweißen fixiert (Doppelkehlnaht) |
| Demontage | Einfach zu demontieren/montieren für Reinigung oder Inspektion | Nicht für häufigen Abbau vorgesehen |
| Produktionskosten | Typischerweise höher aufgrund von Stumpfende + Stützring | Geringere Fertigungskosten und gängiger Lagerbestand |
| Geeigneter Druck | Häufig bei Leitungen mit geringer bis mittlerer Beanspruchung verwendet; Klasse und Betrieb bestätigen | Üblich bei Leitungen mit geringer bis mittlerer Beanspruchung; starke zyklische Belastung/Vibration vermeiden |
| Häufige Anwendungen | Korrosionsbeständige Systeme, ausgekleidete Rohre, häufige Wartung | Versorgungsleitungen, allgemeine Prozessleitungen, bei denen Geschwindigkeit/Kosten wichtig sind |
| Dichtungsleistung | Hängt stark von der Stirnfläche des Stutzens, der Dichtung und der Montagepraxis ab | Hängt von der Flanschoberflächenbeschaffenheit, der Schweißqualität und der Montagepraxis ab |
Die Auswahl des richtigen Flanschs ist entscheidend. Die Zuverlässigkeit geht selten verloren, weil “der Flanschtyp auf dem Papier falsch ist” – sie geht verloren, weil der gewählte Flanschtyp nicht den tatsächlichen Betriebsbedingungen entspricht: Vibration, thermische Zyklen, Zugänglichkeit der Dichtung oder die Notwendigkeit, Teile wiederzuverwenden. Sunhy liefert Edelstahlflansche und passende Komponenten, damit Sie das Verbindungsdesign von der Beschaffung bis zur Installation konsistent halten können.
Was ist ein Losflansch?
Losflansch-Konstruktion
Sie werden feststellen, dass eine Lap Joint-Flansch keine “Einzelstück-Flansch” ist. Es handelt sich um ein Verbindungskonzept: ein Stub Ends wird an das Rohr angeschweißt, und eine lose Bundflansch (Ring) überträgt die Schraubenkraft über den Stub End-Lap auf die Dichtung. Der Bundring ist nicht mit dem Rohr verschweißt, sodass er zur Ausrichtung der Schraubenlöcher gedreht werden kann. Viele technische Referenzen beschreiben Lap Joint-Flansche als dimensionell ähnlich zu anderen Flanschen, aber zusammen mit einem Lap Joint-Stub End verwendet und typischerweise ohne erhabene Fläche auf dem Bundring geliefert. Hier finden Sie eine Standardbeschreibung der Lap Joint-Flanschkonstruktion und des Verhaltens.
Tipp: Die drehbare Bundflansch vereinfacht die Ausrichtung, aber die Dichtungsqualität hängt weiterhin von der Stub End-Fläche, der Dichtungsauswahl und der Schraubenanziehpraxis ab.
Hier ist ein kurzer Überblick über die typische Lap Joint-Flanschstruktur:
| Komponente | Beschreibung |
|---|---|
| Bundring / Flachring | Lose Ring mit Schraubenlöchern; kann aus Kohlenstoffstahl oder Edelstahl sein; in den meisten Konstruktionen nicht in Kontakt mit dem Prozessmedium. |
| Stumpfende | Stumpfschweiß-Fitting, das die Dichtungsüberlappung bereitstellt; das Material ist typischerweise auf das Rohr/Prozessmedium abgestimmt. |
| Druckklasse & Dichtflächen-Strategie | Definiert durch die Rohrleitungsklasse des Projekts; prüfen Sie die Oberflächenbeschaffenheit der Dichtfläche, den Dichtungstyp und die Schrauben-/Stehbolzen-Güte in der Rohrleitungsspezifikation. |
| Materialpaarung | Häufige Paarung ist korrosionsbeständiger Stutzenendeinsatz + wirtschaftlicher Gegenring, wodurch die Legierungsmenge reduziert wird. |
Technische Auswahlhinweis: Wenn Überwurfflansch-Baugruppen “mysteriös” lecken, liegt die Ursache oft nicht am Gegenring. Typische Ursachen sind (1) nicht flaches/paralleles Stutzenende, (2) Oberflächenbeschaffenheit nicht kompatibel mit Dichtungstyp, (3) ungleichmäßige Schraubenbelastung durch schlechte Anziehreihenfolge oder (4) Rohrleitungsfehlausrichtung, die Biegung an der Verbindung verursacht.
Materialstrategie, die Sie tatsächlich anwenden können: In chloridhaltigem Wasserdienst verwenden viele Betreiber die benetzten Teile aus 316/316L und lassen den Gegenring aus Kohlenstoffstahl mit Beschichtung, da der Ring außerhalb des benetzten Bereichs liegt. In aggressivem Chemiedienst wird die Legierungsauswahl für den Stutzenendeinsatz durch Korrosionsbeständigkeit bestimmt, während der Gegenring durch mechanische Festigkeit und Montagestabilität bestimmt wird. Wenn Sie den Stutzenendeinsatz selbst benötigen, macht die Stutzenende-Kategorieseite von Sunhy den Einkauf einfacher: Stutzenenden (Stumpfschweiß-Fittings).
Wie Losflansche funktionieren
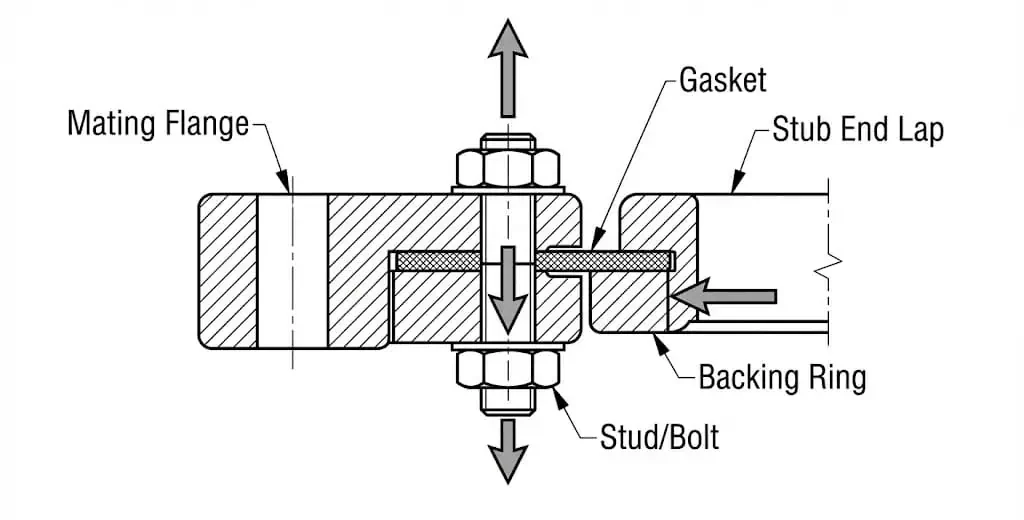
Sie erreichen eine Dichtung mit einem Losflansch, indem Sie die Dichtung zwischen der gegenüberliegenden Flanschfläche und die Stutzenbund. komprimieren. Die Rolle des Losflansches besteht darin, die Schraubenkraft zu übertragen; er ist nicht die Dichtfläche. Da der Losflansch lose ist, können Sie die Schraubenlöcher nach dem Einbau ausrichten – das ist der Hauptgrund, warum Losflansche in Anlagen mit engen Bauräumen und häufigem Abbau überleben.
- Einfache Montage und Demontage zur Reinigung, Inspektion oder Rohrleitungserneuerung (ohne den Losflansch zu schneiden).
- Materialflexibilität: teure Legierung konzentriert sich im Stutzen (benetzter Teil) statt im gesamten Flansch.
- Ausrichtungstoleranz: der Losflansch schwenkt, um das Schraubenbild während der Installation anzupassen.
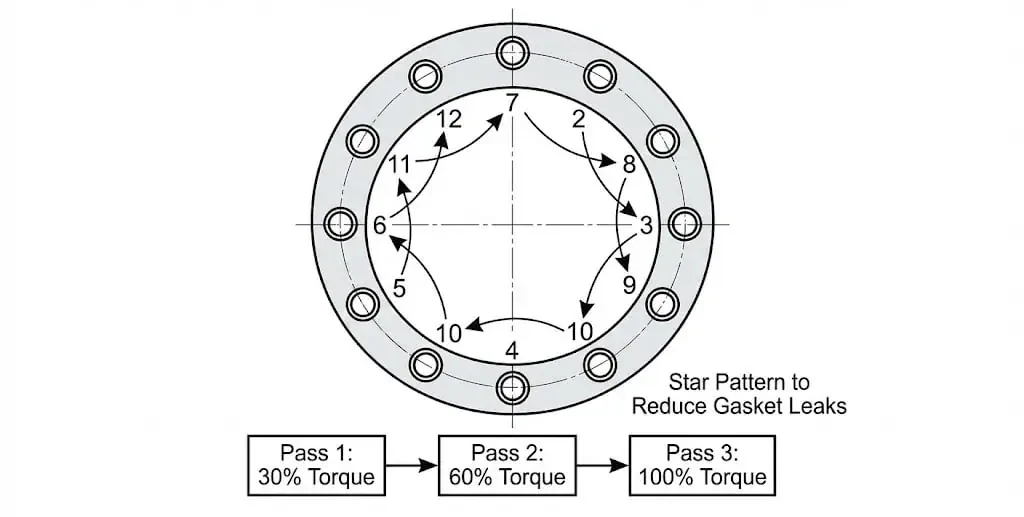
Installationsschritte, die wiederkehrende Leckagen verhindern (Checkliste vor Ort): (1) prüfen, ob die Stutzenbundfläche sauber und frei von radialen Riefen ist, (2) bestätigen, dass der Dichtungstyp zur Flanschfläche und zum Medium passt, (3) kontrollieren, dass der Losflansch flach aufliegt und nicht “kippt”, (4) im Kreuz-/Sternmuster in mehreren Durchgängen anziehen, und (5) die Schraubenkraft nach anfänglicher thermischer Stabilisierung erneut prüfen, wenn das Standortverfahren dies zulässt. Viele Dichtungshersteller veröffentlichen Anziehreihenfolge und Mehrfachdurchgangspraxis, weil ungleichmäßige Schraubenkraft eine Hauptursache für Sickerlecks ist. Beispiel: Garlock Montageanleitung für Bolzen (Reihenfolge und Mehrstufenführung).
Häufige Fehlerarten (was Sie vor Ort beheben):
- Leckage nach Inbetriebnahme: meist ungleichmäßige Bolzenbelastung, Dichtungsschäden durch Fremdkörper oder Fehlausrichtung, die die Verbindung verbiegt.
- Chronischer Nachziehbedarf: Dichtungskriechen/-relaxation (insbesondere bei Temperatur), schlechte Oberflächengüte oder Bolzenfestigkeitsklassen-Fehlanpassung.
- Dichtung “sieht gut aus”, aber leckt unter Vibration: Lap-Joint-Verbindungen können eine geringere Ermüdungsfestigkeit aufweisen als Stumpfschweißverbindungen mit angeschweißten Bundstutzen; erwägen Sie ein Upgrade des Verbindungsdesigns, wo Vibration unvermeidbar ist.
Häufige Anwendungen für Lap-Joint-Flansche
Lap-Joint-Flansche werden oft dort eingesetzt, wo Korrosionsbeständigkeit und häufiger Demontage wichtig sind: chemische Verfahrenstechnik, ausgekleidete Rohrsysteme, Wasseraufbereitungsanlagen und hygienische Anwendungen, die regelmäßigen Abbau erfordern. Sie sind auch bei großen Durchmessern üblich, wo der Aufwand für die Bolzenausrichtung zu einem Terminrisiko wird. Technische Referenzen beschreiben Lap-Joint-Flanschverbindungen häufig als vorteilhaft für die Schwenkausrichtung und die Wiederverwendung von Bundringen, wenn der benetzte Stutzen ersetzt wird. Typische Vorteile und Einschränkungen von Losflanschen finden Sie hier.
| Anwendungsbereich | Vorteil von Losflanschen |
|---|---|
| Chemische Verarbeitung | Materialpaarung (Legierungsstutzenende + wirtschaftlicher Ring), einfacherer Wartungszugang |
| Wasseraufbereitung | Schneller Zerlegung zur Reinigung, einfachere Bolzenausrichtung auf verpackten Skids |
| Lebensmittelindustrie | Häufiger Abbau und Reinigung (bei hygienischer Auslegung) |
Wo Vorsicht geboten ist: Wenn Ihre Leitung starke Vibrationen, häufige thermische Zyklen oder Biegebelastungen durch unzureichende Stützen aufweist, sollte die Verbindungsauswahl vom Rohrleitungsingenieur überprüft werden. Eine Losflanschbaugruppe kann die richtige Lösung für die Wartung sein, ist jedoch keine “kostenlose Aufrüstung” in Bezug auf die Ermüdungsfestigkeit.
Was ist ein Aufschiebflansch?
Eine Slip-On-Flansch bietet eine einfache, kostengünstige Möglichkeit, Rohre in vielen Systemen zu verbinden. Sie schieben den Flansch über das Rohr und schweißen ihn fest. Dieser Ansatz reduziert die Montageschwierigkeiten, da das Rohr vor dem Schweißen im Flanschbohrung positioniert werden kann. In der Praxis kommen Slip-On-Flansche häufig in Versorgungs- und allgemeinen Prozessleitungen zum Einsatz, die nicht für häufigen Abbau ausgelegt sind.
Slip-On-Flansch-Struktur
Sie werden feststellen, dass ein Slip-On-Flansch ein einteiliges Bauteil mit einer zentralen Bohrung ist, die etwas größer als der Rohr-Außendurchmesser ist. Die Verbindung wird typischerweise mit zwei Kehlnähten (innen und außen) hergestellt. Viele technische Referenzen weisen darauf hin, dass die Festigkeit unter Innendruck und die Ermüdungslebensdauer geringer sind als bei hubbasierten Stumpfschweißkonstruktionen, und sie geben praktische Montagetoleranzen an, um die Flanschfläche während des Schweißens nicht zu beschädigen. Siehe Details zu Slip-On-Flansch-Schweißnähten und Montagehinweise hier.
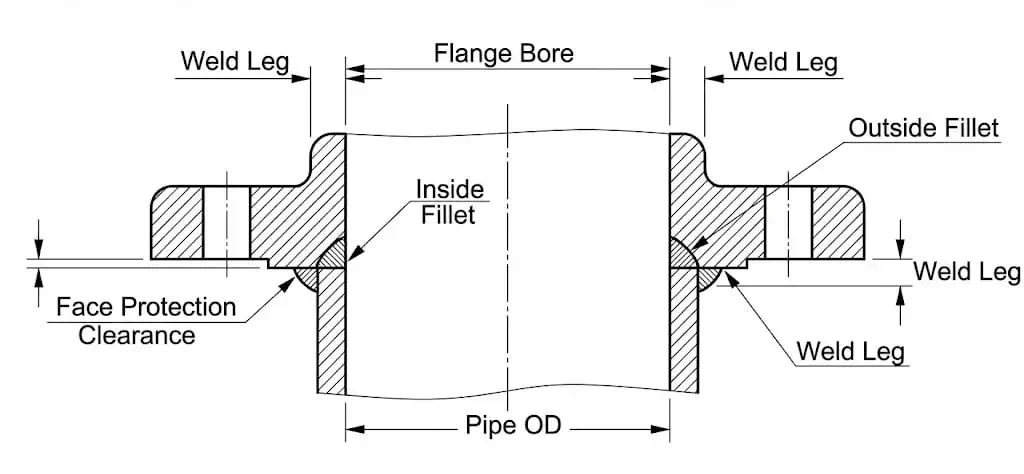
Hinweis: Slip-On-Flansche sind nachgiebig bei der Montage, aber nach dem Schweißen sind sie fest fixiert. Ausrichtung und Schweißqualität bestimmen das Langzeitleckagerisiko mehr als allein der “Flanschtyp”.
Hier ist ein schneller Vergleich der Slip-On-Flansch-Struktur mit Schweißhalsflanschen:
| Merkmal | Slip-On-Flansch | Weld Neck Flange |
|---|---|---|
| Verbindungsmethode | Gleitet über Rohr, Doppelkehlnaht | Stumpfnaht an konischen Bund |
| Installation | Einfach, schnell, weniger präzise Ausrichtung | Mehr Ausrichtkontrolle; Schweißnaht ist prüfbar |
| Druck-/Zyklische Beanspruchung | Typischerweise für geringere Beanspruchung ausgewählt | Bevorzugt für höhere zyklische/Schwingungsbeanspruchung |
| Festigkeit & Spannungsverteilung | Mäßig; Kehlnahtverhalten ist entscheidend | Überlegene Spannungsverteilung durch Bund |
Standardmaße für Slip-On-Flansche folgen Industriestandards wie ANSI/ASME-Dimensionierungspraxis (Auswahlhilfe), EN1092 und DIN. Die Größen variieren stark, aber Ihre Projekt-Rohrleitungsklasse bestimmt, was tatsächlich zulässig ist (Druckklasse, Dichtflächentyp, Dichtung, Schraubverbindung und zerstörungsfreie Prüfanforderungen).
Schweißqualitätskontrolle, die Sie nicht überspringen sollten: den Flansch anheften, Rechtwinkligkeit prüfen, Schweißfolge zur Minimierung von Verzug einhalten und sicherstellen, dass an den Kehlnahtübergängen kein Unterbrand oder Bindefehler vorliegt. Bei Betrieb mit Temperaturzyklen ist Rissbildung an Kehlnahtübergängen ein bekanntes Versagensmodus bei angeschweißten Bauteilen – Ihr Prüfplan sollte dieses Risiko berücksichtigen.
Wie Slip-On-Flansche funktionieren
Sie stellen eine Verbindung her, indem Sie den Slip-On-Flansch über das Rohr schieben und beidseitig anschweißen. Die Dichtung dichtet zwischen den Flanschdichtflächen ab; die Schweißnähte sorgen für Befestigung und Lastübertragung. Diese Bauart kann bei geeigneter Beanspruchung zuverlässig sein. Die typischen Leckageursachen sind nicht exotisch: mangelnde Dichtflächenreinheit, falsche Dichtung, ungleichmäßige Schraubenbelastung und Schweißverzug, der nicht-parallele Dichtflächen erzeugt.
Praktische Dichtungskontrollen (was Störleckagen verhindert): (1) Bestätigen Sie, dass die Flanschflächen nach dem Schweißen parallel sind, (2) verwenden Sie Dichtungsmaterial, das mit Temperatur/Medium kompatibel ist, (3) ziehen Sie die Schrauben in einem Kreuzmuster in mehreren Durchgängen an und (4) dokumentieren Sie das endgültige Drehmoment/Drehwinkelverfahren gemäß Standortverfahren. Wenn Ihr Werk einer Industriepraxis für verschraubte Verbindungen folgt, passen Sie die Installationsmethode entsprechend an (viele Standorte beziehen sich auf ASME PCC-1-Konzepte für Montagedisziplin). ASME PCC-1-Schulungsübersicht (Montagedisziplin).
Typische Anwendungen für Slip-On-Flansche
Sie finden Slip-On-Flansche in vielen Branchen, in denen der Druck moderat ist und häufiger Demontage nicht erforderlich ist: Versorgungsunternehmen, Wasserverteilung, HLK-/Prozessunterstützung und nicht-kritische Raffineriedienste. Der größte Auswahlfehler ist die Verwendung von Slip-On-Flanschen auf Leitungen, die sich wie “dynamische Anlagenrohrleitungen” verhalten (Pumpen, Kompressoren, starke Vibrationen, häufige thermische Zyklen), ohne die zyklische Belastung zu prüfen.
- Öl- und Gasversorgungsleitungen für den Transport von Fluiden bei geringerer Belastung
- Petrochemische Anlagen für nicht-kritische Sammelleitungen
- Wasseraufbereitungsanlagen für Verteilungs- und Filterskids
- Abwassersysteme, bei denen schnelle Fertigung und Kostenkontrolle dominieren
Slip-On-Flansche bieten eine praktische Lösung für allgemeine industrielle Rohrleitungen. Ihr Wert liegt in Geschwindigkeit und Kosten; ihre Einschränkung ist die zyklische/Vibrationstoleranz im Vergleich zu angeschweißten Stumpfschweißverbindungen.
Lap Joint Flansch vs. Slip-On-Flansch: Wichtige Unterschiede
Wenn Sie Lap Joint Flansch vs. Slip-On-Flansch vergleichen, konzentrieren Sie sich auf die Dinge, die zu Ausfällen führen: Schweißtyp (Stumpf vs. Kehl), Dichtungszugang, Ausrichtungstoleranz und wie sich die Verbindung verhält, wenn die Leitung sich ausdehnt, zusammenzieht oder vibriert. Der “beste” Flansch ist derjenige, der dem tatsächlichen Betriebsmuster und dem Wartungsplan entspricht.
Konstruktion und Komponenten
Lap-Joint-Flansche und Slip-On-Flansche unterscheiden sich in Struktur und Kraftfluss. Eine Lap-Joint-Flanschbaugruppe verwendet ein Stub-End, das an das Rohr geschweißt wird, und einen losen Backing-Ring, der drehbar ist; die Dichtung wird am Stub-End-Lap erzeugt. Ein Slip-On-Flansch wird an das Rohr geschweißt und wird Teil der drucktragenden Befestigung. Technische Referenzen fassen häufig die Festigkeits-/Ermüdungsnachteile von Kehlnahtbefestigungen im Vergleich zu Stumpfnaht-Hubverbindungen zusammen und beschreiben Lap-Joint-Baugruppen als typischerweise ähnlich in der Druckhaltungsfähigkeit wie Slip-On-Baugruppen, wobei die Ermüdungsleistung von der gesamten Baugruppe (Stub-End + Ring + Bolzenlast) abhängt. Referenzbeschreibung und vergleichende Anmerkungen.
Vergleichstabelle (Konstruktion und Komponenten):
| Merkmal | Überlappungsverbindung Flansch | Aufschiebflansch |
|---|---|---|
| Konstruktion | Stub-End + Backing-Ring | Einzelteil-Flansch |
| Schweißen | Stub-End stumpfgeschweißt; Ring nicht geschweißt | Innen- + Außenkehlnaht |
| Bewegung | Ring drehbar für das Anziehen der Bolzen | Nach dem Schweißen fixiert |
| Flexibilität | Hoch für Ausrichtung und Demontage | Niedrig nach dem Schweißen |
| Materialpaarung | Möglich, Materialien zu mischen (benetzte vs. nicht-benetzte Teile) | Oft gleich wie das Rohr für Konsistenz |
| Beste Passung | Häufige Wartung, ausgekleidete Systeme, Ausrichtungsbeschränkungen | Allgemeiner Einsatz, kostenoptimierte Fertigung |
Tipp: Wenn Ihr Stillstandsplan routinemäßigen Dichtungsersatz oder Rohrleitungsabschnitt-Austausch umfasst, reduzieren Lap-Joint-Baugruppen die Nacharbeitszeit, da der Ring wiederverwendet werden kann und die Ausrichtung einfacher ist.
Installation und Ausrichtung
Die Installation bestimmt die tatsächlichen Kosten. Lap-Joint-Flansche vereinfachen die Ausrichtung, weil der Ring auf dem Stutzenende schwenkt. Das ist wichtig bei großkalibrigen Rohrleitungsabschnitten, engen Rack-Räumen oder wenn das Schraubenbild des Gegenflanschs festgelegt ist. Für die Wartung kann der Ring oft wiederverwendet werden, während das Stutzenende (benetzt) ersetzt wird.
Slip-on-Flansche sind schnell herzustellen: aufschieben, Abmessung einstellen, anheften, schweißen. Das Risiko besteht darin, dass Schweißverzug oder mangelnde Rechtwinkligkeit nicht parallele Flächen und ungleichmäßige Dichtungskompression erzeugen. Einmal geschweißt, ist die Ausrichtungsnachbesserung Nacharbeit.
Hinweis: Wenn Sie häufige Demontage erwarten, spart der Lap-Joint-Ring Zeit. Wenn Ihr System “einmal installiert, jahrelang laufen” ist, kann der Slip-on-Flansch die wirtschaftlichere Wahl sein – vorausgesetzt, der Betrieb ist nicht stark zyklisch.
Druck- und Ermüdungsleistung
Die Druckklasse wird durch den anwendbaren Standard und die Projekt-Rohrleitungsklasse definiert, aber Betriebsschwere ist der Punkt, an dem Auswahlfehler auftreten. Kehlnahtgeschweißte Anschlüsse sind im Allgemeinen weniger tolerant gegenüber Vibration und thermischer Zyklisierung als Stumpfnahtgeschweißte Nabenverbindungen, und viele technische Referenzen quantifizieren dies als reduzierte Festigkeit und Ermüdungslebensdauer für Slip-on-Konstruktionen im Vergleich zu Schweißhalskonstruktionen. Dieselben Referenzen beschreiben Lap-Joint-Baugruppen als nicht wesentlich besser in der Druckhaltungsfähigkeit als Slip-on-Baugruppen, wobei die Ermüdungslebensdauer von der gesamten Baugruppe abhängt und oft als niedriger als bei Naben-Stumpfnahtverbindungen behandelt wird. Siehe vergleichende Hinweise zu Slip-on- und Lap-Joint-Ermüdung/Festigkeit.
Die folgende Tabelle vermeidet “falsche Präzision” und zeigt, was Sie tatsächlich während der Auswahlprüfung verwenden können.
| Kriterium | Lap-Joint-Flanschbaugruppe | Aufschiebflansch |
|---|---|---|
| Typische Schwerepassung | Geringe bis mittlere Beanspruchung, häufige Wartung, Ausrichtungsbeschränkungen | Geringe bis mittlere Beanspruchung, kostenoptimierte Fertigung |
| Zyklen-/Schwingungstoleranz | Oft als begrenzt gegenüber hubbed Butt-Weld-Verbindungen behandelt; für dynamische Leitungen prüfen | Oft als begrenzt gegenüber hubbed Butt-Weld-Verbindungen behandelt; für dynamische Leitungen prüfen |
| Leistungstreiber | Stub-Endfläche + Bolzenlastgleichmäßigkeit | Schweißqualität + Flächenparallelität + Bolzenlastgleichmäßigkeit |
| Upgrade-Auslöser | Chronische Leckagen nach thermischen Zyklen oder Schwingungsereignissen | Schweißnahtübergangsrissbildung, wiederholtes Nachziehen oder vibrationsbedingtes Durchsickern |
Sunhy's Auswahlleitfaden für Edelstahlflansche hilft Ihnen, den Flanschtyp auf die Betriebsschwere und den Wartungsplan abzubilden, nicht nur auf den “Druckstufennennwert auf dem Papier”.”
Kosten und Wartung
Die Kosten sind nicht nur der Kaufpreis. Sie sollten die Gesamtbetriebskosten vergleichen: Fertigungsstunden, Inspektionszugang, Stillstandszeit und ob Teile wiederverwendet werden können.
Lap-Joint-Baugruppen: höhere Teileanzahl (Stutzenende + Ring), aber die Wartung kann schneller sein, weil der Ring wiederverwendbar ist und die Ausrichtung einfach ist. Bei korrosiven oder erosiven Betriebsbedingungen kann der Austausch nur des benetzten Stutzenendes eine praktische Strategie sein.
Slip-On-Flansche: geringere Anschaffungskosten und schnelles Schweißen, aber wiederholtes Demontieren ist nicht die Konstruktionsabsicht. Wenn ein Slip-On-Flansch ersetzt werden muss, ist der übliche Weg Schneiden, Nachpassen und Neuverschweißen – Zeit- und Qualitätsrisiko während des Stillstands.
Zusammenfassung typischer Wartungsaufgaben:
| Wartungsaufgabe | Aufsteckbare Flansche | Losflansche (Lap Joint) |
|---|---|---|
| Periodische Inspektion | Bolzen, Schweißnähte, Korrosion, Flächenzustand prüfen | Bolzen, Stutzenüberlappungsfläche, Ringverschleiß, Flächenzustand prüfen |
| Reinigung | Flächen und Dichtungssitzfläche reinigen | Stutzenüberlappung und Gegenfläche reinigen |
| Korrosionsschutz | Beschichtungen/Materialauswahl; Schweißwärmeeinflusszone inspizieren | Hinterlegungsring schützen, wenn aus Kohlenstoffstahl; Stutzen (benetzter Bereich) inspizieren |
| Leckage-Reaktion | Überprüfen Sie das Anziehdrehmoment-Muster, den Dichtungszustand, die Flächenparallelität | Überprüfen Sie das Anziehdrehmoment-Muster, die Integrität des Stumpfenden-Überlapps, den Dichtungszustand |
| Dokumentation | Führen Sie Anziehdrehmoment-/Inspektionsaufzeichnungen | Führen Sie Anziehdrehmoment-/Inspektionsaufzeichnungen |
Gute Flanschleistung ist in der Regel “langweilig”: saubere Flächen, korrekte Dichtung, korrekte Verschraubung und eine disziplinierte Anziehungsmethode. Schlechte Montagepraxis kann beide Flanschtypen undicht machen.
Schnellreferenztabelle
Für einen prägnanten Überblick verwenden Sie die folgende Tabelle, um Lap-Joint-Flansch vs. Slip-On-Flansch auf einen Blick zu vergleichen:
| Merkmal/Anwendung | Überlappungsverbindung Flansch | Aufschiebflansch |
|---|---|---|
| Strukturelles Merkmal | Bewegt sich frei am Rohrende | Durch zwei Kehlnähte verbunden |
| Demontage | Einfach zu demontieren und montieren | Einfach zu bearbeiten und zu installieren |
| Produktionskosten | Höher als Slip-On-Flansche (Stub-End erforderlich) | Geringere Produktionskosten |
| Geeigneter Druck | Oft verwendet, wo Ausrichtung/Wartung dominieren; Betriebsschwere bestätigen | Häufig bei niedriger bis mittlerer Beanspruchung; stark zyklischen Betrieb vermeiden |
| Häufige Anwendungen | Korrosionsbeständige Verbindungen, häufiger Demontage | Allgemeine mittlere/niedrige Beanspruchungsverbindungen |
| Dichtungsleistung | Stark abhängig von Stub-End + Montagedisziplin | Stark abhängig von Schweißen + Montagedisziplin |
Sie können diese Tabelle zur Vorauswahl nutzen, dann mit der Szenariocheckliste unten bestätigen.
Vor- und Nachteile von Lap Joint- und Slip-On-Flanschen
Vorteile und Nachteile von Losflanschen
Sie möchten die Stärken und Schwächen von Losflanschen kennen, bevor Sie eine Entscheidung treffen. Die größten Vorteile sind Ausrichtung und Wartungsfreundlichkeit; die größten Risiken sind der Einsatz in dynamischen Anwendungen ohne Überprüfung von Ermüdung/Vibration und die Vernachlässigung der Stirnflächenqualität des Stutzens. Technische Referenzen beschreiben Losflansch-Baugruppen auch als typischerweise für Niederdruck-/unkritische Anwendungen geeignet und als vorteilhaft für Materialmischungen und die Wiederverwendung von Bundringen. Referenzübersicht zu Vorteilen/Grenzen von Losflanschen.
| Vorteile | Nachteile |
|---|---|
| Einfache Bolzenausrichtung (Schwenkring) | Keine Standardwahl für hohe Vibration/Zyklische Belastung |
| Häufiger Demontage ist praktikabel | Dichtung hängt von Stutzenstirnfläche und Anziehdisziplin ab |
| Materialpaarung reduziert Legierungsmenge | Zweiteilige Baugruppe erhöht Beschaffungskomplexität |
| Backing-Ringe können wiederverwendbar sein | Fehlausrichtungsbiegung kann störende Leckagen verursachen |
| Funktioniert gut mit ausgekleideten/erosiven Medien | Falsche Stumpfstutzen-Spezifikation kann die Vorteile zunichtemachen |
Technische Vorsicht, die in Audits auffällt: Lap-Joint-Ringe werden manchmal korrekt beschafft, aber der Stumpfstutzen wird “als Commodity” eingekauft. Stumpfstutzenfläche, Lap-Dicke und Normkonformität sind genauso wichtig wie der Ring. Behandeln Sie den Stumpfstutzen als Dichtungskomponente, nicht als generisches Stumpfschweiß-Fitting.
Vorteile und Nachteile von Slip-On-Flanschen
Sie sollten Slip-On-Flansche in Betracht ziehen, wenn Sie eine kostengünstige und schnell zu fertigende Option für weniger anspruchsvolle Einsätze benötigen. Sie sind gängig, einfach anzupassen und weit verbreitet gelagert. Die Einschränkungen zeigen sich bei Vibration und thermischer Zyklisierung, da die Befestigung auf Kehlnähten und Flanschverformungskontrolle beruht.
Die folgende Tabelle vergleicht Slip-On-Flansch-Merkmale mit Schweißhalsflanschen:
| Aspekt | Aufschiebflansch | Schweißhalsflansch |
|---|---|---|
| Festigkeit | Niedrig; die Auswahl sollte zyklische/Vibrationsbeanspruchung berücksichtigen | Hoch; bevorzugt für schwere Beanspruchung |
| Dichtung | Kann zuverlässig sein, wenn die Flächen parallel bleiben und die Schraubenbelastung gleichmäßig ist | Hervorragend für schwere Beanspruchung bei ordnungsgemäßer Montage |
| Einfache Installation | Einfach und kostengünstig | Anspruchsvollere Passung und Schweißung |
| Spannungsbeständigkeit | Begrenzt unter dynamischen Lasten | Überlegen bei Vibration/Thermischer Zyklisierung |
| Kosten | Geringere anfängliche Fertigungskosten | Höher aufgrund des Naben-Designs und der Schweißarbeiten |
Vorteile von Slip-On-Flanschen:
- Schnelle Montage und Fertigung
- Geringere Kosten für budgetempfindliche Projekte
- Breite Verfügbarkeit in allen Größen und Materialien
Nachteile von Slip-On-Flanschen:
- Weniger geeignet für starke zyklische/Vibrationsbelastung
- Qualität hängt stark von Schweißarbeiten und Verzugskontrolle ab
Tipp: Wählen Sie Slip-On-Flansche für Leitungen mit geringer bis mittlerer Belastung, bei denen Kosten und Fertigungsgeschwindigkeit wichtig sind und die Verbindung nicht für häufigen Abbau geplant ist.
Wann man Losflansche oder Aufschiebeflansche verwendet
Beste Szenarien für Losflansche
Sie sollten Losflansche wählen, wenn Ihre Pipeline häufige Wartung, einfache Ausrichtung oder eine gemischte Materialkorrosionsstrategie (Legierungsstutzenende + wirtschaftlicher Hinterring) benötigt. Sie sind üblich in der chemischen Verarbeitung, ausgekleideten Systemen, Wasseraufbereitungs-Skids und Diensten, bei denen ein Abbau geplant ist.
Häufige Szenarien für Losflansche:
- Chemieanlagen, die korrosionsbeständige benetzte Materialien mit Kostenkontrolle benötigen
- Ausgekleidete Rohrsysteme, bei denen ein loser Hinterring die Installation vereinfacht
- Wasseraufbereitungs-Skids, die periodischen Abbau und Reinigung erfordern
- Lebensmittel- und Getränkeleitungen, die routinemäßig geöffnet werden (mit hygienischen Designkontrollen)
- Systeme mit häufigen Dichtungswechseln, bei denen die Neuausrichtungszeit kostspielig ist
Tipp: Wenn Ihre Wartungsstrategie die Wiederverwendung nicht benetzter Komponenten umfasst, können Losflanschbaugruppen die Ersatzteilkosten senken – vorausgesetzt, das Stutzenende ist korrekt spezifiziert.
Ingenieurbeispiel (erprobte Praxis): Eine Anlage betreibt eine chloridhaltige Versorgungsleitung, bei der die Rohrspezifikation 316L für Korrosionsbeständigkeit ist. Die Verbindung wird mit einem 316L-Stutzenende (benetzt) und einem beschichteten Kohlenstoffstahl-Backring aufgebaut. Während geplanter Reinigungssperrungen wird der Rohrstrang schnell demontiert, ohne dass die Bolzenausrichtung Probleme bereitet, und der Backring wird wiederverwendet, wenn das benetzte Stutzenende aufgrund von Verschleiß ersetzt wird.
Beste Szenarien für Aufschiebflansche
Sie sollten Aufschiebflansche für Installationen verwenden, bei denen Kosten und Montagegeschwindigkeit dominieren und der Betrieb nicht stark zyklisch oder hochvibrationsbelastet ist. Sie funktionieren gut an Versorgungsleitungen und allgemeinen Prozessleitungen. Wenn die Leitung an rotierende Ausrüstung gekoppelt ist oder häufige thermische Zyklen erfährt, überprüfen Sie die Verbindungswahl sorgfältig.
Ideale Anwendungen für Aufschiebflansche:
- Residenzielle und kommerzielle HLK-/Prozessunterstützungssysteme
- Wasserverteilungspipelines
- Allgemeine Versorgungsleitungen in Anlagen (nicht für schwere Beanspruchung)
- Leitungen mit geringer bis mittlerer Beanspruchung, bei denen Montagegeschwindigkeit wichtig ist
- Installationen, bei denen Demontage selten ist
Hinweis: Slip-On-Flansche können zuverlässig sein, wenn Schweißung und Verzug kontrolliert werden. Für korrosive Umgebungen passen Sie das Material an und berücksichtigen Sie Oberflächenschutzmaßnahmen, die mit Ihren Standortstandards übereinstimmen.
Praktische Beispiele
Sie können die Auswirkungen der Auswahl des falschen Flanschtyps an vorhersehbaren Ausfallmustern erkennen:
Beispiel 1 – dynamische Leitungssprödigkeit: Ein Slip-On-Flansch wird an einer Leitung installiert, die Vibrationen und thermische Zyklen erfährt (in der Nähe einer Pumpenauslass- oder Kompressorlaufstrecke). Die Schweißnahtwurzel wird zu einem Spannungskonzentrator; kleine Risse breiten sich aus und die Verbindung beginnt zu schwitzen. Die Korrekturmaßnahme ist in der Regel nicht “fester nachziehen”. Es geht darum, den Verbindungstyp neu zu bewerten, die Abstützung zu verbessern, um Vibrationen zu reduzieren, und auf eine Verbindungskonstruktion umzusteigen, die besser für zyklische Belastung geeignet ist.
Beispiel 2 – wartungsbedingte Stillstandszeiten: Ein Skid-Paket wird mit Slip-On-Flanschen an einer Leitung gebaut, die häufig zur Reinigung demontiert wird. Jeder Stillstand wird zu Nacharbeit, weil die Bolzenausrichtung langsam ist und Dichtungssitzflächen bei wiederholter Trennung beschädigt werden. Eine Lap-Joint-Baugruppe mit korrekt spezifizierten Stutzenenden reduziert oft die Montagezeit und erhält wiederverwendbare Komponenten.
Beispiel 3 – Korrosionsstrategieinkongruenz: Eine Legierungsleitung wird mit Volllegierungs-Slip-On-Flanschen gebaut, obwohl nur die benetzten Oberflächen Legierung erfordern. Das System funktioniert, aber die Beschaffungskosten sind höher als nötig. Eine Lap-Joint-Strategie kann den Legierungstonnagebedarf reduzieren, wenn der Rückhaltering außerhalb des benetzten Kontakts bleibt.
| Fallmuster | Typische Ursache | Korrekturmaßnahme |
|---|---|---|
| Leckage nach thermischen Zyklen | Ungleichmäßige Bolzenbelastung, Flanschverzug, Dichtungsentspannung | Anziehprozedur verbessern; Dichtungs-/Flanschpassung prüfen; Verbindungstyp überprüfen |
| Rissbildung an Schweißnahtübergang | Dynamische Belastungen an angeschweißten Befestigungen | Auflagerung überprüfen; für zyklische Belastung ggf. Stumpfschweißverbindung mit Ansatz in Betracht ziehen |
| Hohe Stillstandszeiten bei Reinigung | Häufige Demontage nicht zum Verbindungstyp passend | Berücksichtigen Sie die Ausrichtung und Wiederverwendung bei der Lap-Joint-Montage |
Sunhy bietet kundenspezifische Flanschlösungen und Engineering-Support für Ihre Branchenanforderungen. Sie können die Produktseiten von Sunhy nutzen, um Stutzenenden, Flansche und Materialgüten auf eine Rohrleitungsklasse abzustimmen (dies verhindert gemischte Beschaffung, die später zu Passungsproblemen führt).
Sie verstehen nun die wesentlichen Unterschiede zwischen Lap-Joint- und Slip-On-Flanschen. Lap-Joint-Montagen betonen Ausrichtung und Wartungsfreundlichkeit; Slip-On-Flansche betonen Fertigungsgeschwindigkeit und Kostenkontrolle. Ihre endgültige Wahl sollte den Betriebsschweregrad (Vibration/Thermische Zyklen), den Inspektionsplan und die Häufigkeit der Verbindungsöffnung widerspiegeln.
| Warum Sunhy wählen? | Beschreibung |
|---|---|
| Qualitätskontrolle | Konsistente Bearbeitungs-/Schmiedesteuerung hilft, Flächen flach, Bolzenlöcher präzise und die Passung wiederholbar zu halten. |
| Normenabstimmung | Die Lieferung kann auf Projektanforderungen (ASME/EN/DIN) abgestimmt werden, mit Rückverfolgbarkeit und Dokumentation nach Bedarf. |
- Fordern Sie ein Angebot für Ihr nächstes Projekt an.
- Wenden Sie sich für Beratung zur Auswahl des Flanschtyps + Stutzenendkonfiguration für Ihren Wartungsplan an uns.
- Entdecken Sie Sunhy's Flanschauswahlleitfaden zur Zuordnung von Flanschtyp zu Einsatz und Prüfung.
FAQ
Was ist der Hauptunterschied zwischen Lap-Joint- und Slip-On-Flanschen?
Sie werden den Hauptunterschied in ihrem Kraftfluss und ihrer Befestigung bemerken. Lap-Joint-Baugruppen verwenden ein Stub-End (Stumpfschweißung) plus einen losen Backing-Ring, der zur Bolzenausrichtung rotiert. Slip-On-Flansche werden mit Kehlnähten an das Rohr geschweißt und sind nach dem Schweißen fest.
Wann sollten Sie eine Losflansch (Lap Joint Flange) wählen?
Sie sollten eine Lap-Joint-Baugruppe wählen, wenn Ihr System häufigen Demontagebedarf, einfache Ausrichtung oder gemischte Materialien für die Korrosionsstrategie erfordert. Sie ist üblich in chemischen, ausgekleideten Systemen, Wasseraufbereitungs-Skids und Diensten mit geplanter Demontage.
Sind Slip-On-Flansche für Hochdruckanwendungen geeignet?
Behandeln Sie Slip-On-Flansche nicht als Standardwahl für schwere Einsätze. Selbst wenn die Druckklasse durch die Rohrleitungsspezifikation definiert ist, werden Slip-On-Flansche üblicherweise auf Leitungen mit hoher Vibration, häufigen thermischen Zyklen oder schwerer zyklischer Belastung vermieden. Für diese Dienste werden typischerweise hubbasierte Stumpfschweißkonstruktionen bevorzugt.
Können Sie unterschiedliche Materialien für das Stub-End und den Backing-Flansch in Lap-Joint-Flanschen verwenden?
Ja. Das ist einer der Hauptingenieursgründe für die Verwendung von Lap-Joint-Baugruppen. Das Stub-End (benetzt) kann Korrosionsanforderungen entsprechen, während der Backing-Ring eine wirtschaftlichere Güte sein kann, wenn er nicht mit dem Prozessmedium in Kontakt kommt.
Wie stellen Sunhy-Edelstahlflansche Qualität und Zuverlässigkeit sicher?
Sunhy konzentriert sich auf kontrollierte Fertigung und Prüfung, sodass Flanschflächen, Bolzenbilder und Passform wiederholbar bleiben. Zuverlässige Dichtung hängt von Ebenheit, Oberflächenzustand, korrekter Dichtungsauswahl und disziplinierten Anziehverfahren ab – Sunhys Produktkonsistenz unterstützt diese Kontrollen.
Welche Bolzen-Anziehpraxis hilft, Lecks für beide Flanschtypen zu verhindern?
Verwenden Sie ein Kreuz-/Sternmuster in mehreren Durchgängen, halten Sie die Flächen sauber und vermeiden Sie “Ein-Schritt”-Anziehen. Viele Dichtungshersteller veröffentlichen Anziehvorschriften mit Reihenfolge und gestaffelten Anziehrichtlinien. Befolgen Sie stets Ihre Standortvorschrift und Drehmomentmethode (oder PCC-1-Stil-Disziplin, wo anwendbar).
Was ist die häufigste Ursache für wiederkehrende Leckagen an Lap-Joint-Verbindungen?
Die häufigsten Ursachen sind Schäden/schlechte Oberfläche an der Lap-Fläche des Stub Ends, eingeschlossene Verunreinigungen im Dichtungssitzbereich und ungleichmäßige Schraubenbelastung durch schlechte Anziehreihenfolge. Der Backing Ring ist normalerweise nicht die Hauptursache – das Stub End ist das Dichtungselement.