Cuando se comparan brida de solape frente a brida deslizante, En el campo, se observan diferencias prácticas en cómo se construye la junta, cómo se suelda y cómo se comporta durante el mantenimiento. Su elección afecta el tiempo de atornillado, el acceso para inspección, la estrategia de corrosión (materiales mixtos) y la cantidad de carga cíclica que la junta puede tolerar. En campo, las bridas de unión de solapa a menudo se eligen para alineación y desmontaje frecuente porque el anillo de respaldo gira en el extremo de la tubería, mientras que las bridas deslizantes se seleccionan para fabricación rápida y ajuste repetible en líneas de servicio bajo a moderado. Como referencia, las dimensiones de las bridas y las clases de presión-temperatura están estandarizadas dentro de la serie ASME B16 (la selección aún debe respetar la severidad del servicio, la vibración y el plan de mantenimiento). Consulte la descripción general de la familia de bridas ASME B16 aquí.
Utilice la tabla rápida a continuación como cribado inicial, luego confirme la decisión usando las secciones “Rendimiento de presión y fatiga” y “Cuándo usarlas” (ahí es donde ocurren la mayoría de los errores de selección).
| Característica/Aplicación | Brida de junta solapada | Brida Slip-On |
|---|---|---|
| Característica estructural | Se mueve libremente en el extremo de la tubería (soporta un extremo de tope) | Fijado después de soldar (soldaduras de filete dobles) |
| Desmontaje | Fácil de desmontar/montar para limpieza o inspección | No diseñado para desmontaje frecuente |
| Coste de producción | Normalmente más alto debido al extremo de tope + anillo de respaldo | Coste de fabricación más bajo y stock común |
| Presión adecuada | A menudo utilizado en líneas de baja a moderada severidad; confirmar clase + servicio | Común en líneas de baja a moderada severidad; evitar vibración/cíclica severa |
| Aplicaciones comunes | Sistemas resistentes a la corrosión, tubería revestida, mantenimiento frecuente | Servicios públicos, líneas de proceso generales donde la velocidad/costo importan |
| Rendimiento de Estanqueidad | Depende en gran medida de la cara del extremo de tope, la junta, la práctica de apriete de pernos | Depende del acabado de la cara de la brida + calidad de soldadura + práctica de apriete de pernos |
Elegir la brida correcta importa. La fiabilidad rara vez se pierde porque “el tipo de brida es incorrecto” en papel—se pierde porque el tipo de brida seleccionado no coincide con el servicio real: vibración, ciclado térmico, acceso a la junta, o la necesidad de reutilizar piezas. Sunhy suministra bridas de acero inoxidable y componentes coincidentes para que pueda mantener el diseño de la unión consistente desde la compra hasta la instalación.
¿Qué es una brida de solape?
Diseño de Brida de Solape
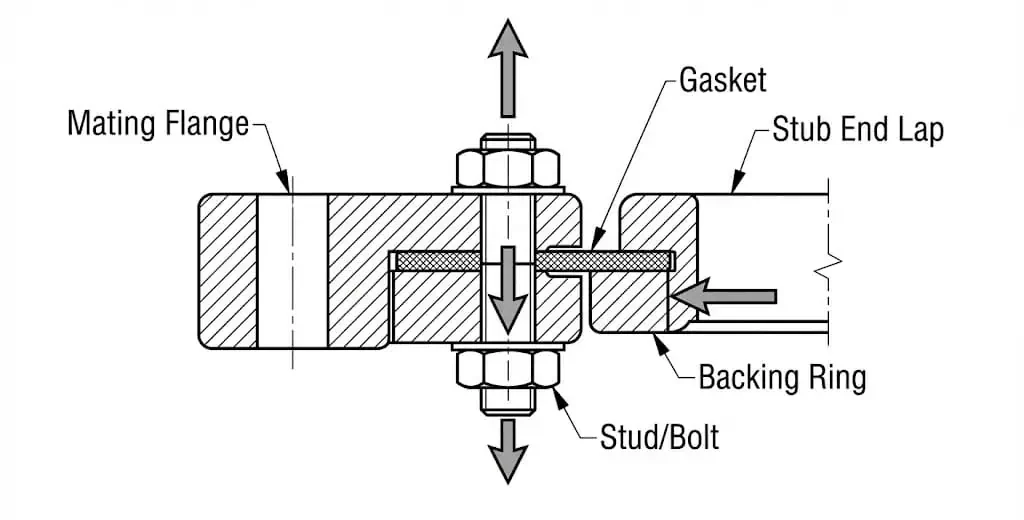
Descubrirá que una brida de solape no es una “brida de una sola pieza”. Es un concepto de unión: una extremo de tope se suelda a tope a la tubería, y una brida de respaldo suelta (anillo) transmite la carga de apriete de los pernos a la junta a través del solape del extremo de tope. El anillo de respaldo no está soldado a la tubería, por lo que puede girar para alinear los agujeros de los pernos. Muchas referencias de ingeniería describen las bridas de unión por solape como dimensionalmente similares a otras bridas, pero se utilizan junto con un extremo de tope de unión por solape y normalmente se suministran sin una cara elevada en el anillo de respaldo. Consulte una descripción estándar de la construcción y el comportamiento de la brida de unión por solape aquí.
Consejo: La brida de respaldo giratoria simplifica la alineación, pero la calidad del sellado aún depende de la cara del extremo de tope, la selección de la junta y la práctica de apriete de los pernos.
Aquí hay una descripción rápida de la estructura típica de la brida de unión por solape:
| Componente | Descripción |
|---|---|
| Anillo de respaldo / Anillo plano | Anillo suelto con agujeros para pernos; puede ser de acero al carbono o inoxidable; no está en contacto con el fluido del proceso en la mayoría de los diseños. |
| Extremo de tope | Accesorio de soldadura a tope que proporciona el solape de sellado; el material suele coincidir con la tubería/fluido del proceso. |
| Clase de presión y estrategia de caras | Definida por la clase de tubería del proyecto; verifique el acabado de la cara, el estilo de la junta y el grado de los pernos/espárragos en la especificación de la línea. |
| Emparejamiento de materiales | El emparejamiento común es un extremo de tope resistente a la corrosión + un anillo de respaldo económico, reduciendo la tonelada de aleación. |
Nota de selección de ingeniería: cuando las juntas de brida de solapa presentan fugas “misteriosas”, la causa raíz a menudo no es el anillo de respaldo. Las causas típicas son (1) la solapa del extremo de tope no plana/paralela, (2) el acabado superficial no compatible con el tipo de junta, (3) carga de perno desigual debido a una secuencia de apriete deficiente, o (4) desalineación de la tubería que provoca flexión en la junta.
Estrategia de materiales que realmente puedes usar: En servicio con agua que contiene cloruros, muchos propietarios mantienen las partes mojadas en 316/316L y dejan que el anillo de respaldo sea acero al carbono con recubrimiento, porque el anillo está fuera del envolvente mojado. En servicio químico agresivo, la selección de aleación del extremo de tope está impulsada por la compatibilidad de corrosión, mientras que el anillo de respaldo está impulsado por la resistencia mecánica y la estabilidad del apriete. Cuando necesitas el extremo de tope en sí, la página de categoría de extremos de tope de Sunhy facilita la alineación de compra: Extremos de tope (Accesorios de soldadura a tope).
Cómo funcionan las bridas de solapa
Logras un sellado con una brida de solapa comprimiendo la junta entre la cara de brida de acoplamiento y el extremo de solape. La función del anillo de respaldo es transmitir la carga del perno; no es la superficie de estanqueidad. Dado que el anillo de respaldo es libre, se pueden alinear los agujeros de los pernos después del montaje; esta es la razón principal por la que las bridas de solape sobreviven en plantas con espacios reducidos y frecuentes desmontajes.
- Fácil montaje y desmontaje para limpieza, inspección o sustitución del tramo (sin cortar el anillo de respaldo).
- Flexibilidad de material: la aleación cara se concentra en el extremo de solape (en contacto con el fluido) en lugar de en toda la brida.
- Tolerancia de alineación: el anillo de respaldo gira para adaptarse al patrón de pernos durante la instalación.
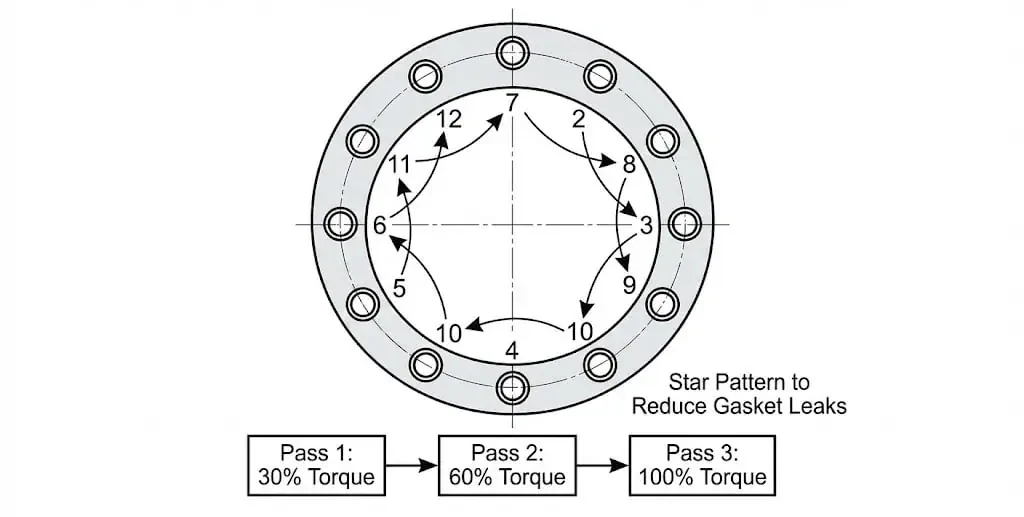
Pasos de instalación que evitan fugas repetidas (lista de comprobación en campo): (1) verificar que la cara de solape del extremo de solape esté limpia y libre de mellas radiales, (2) confirmar que el tipo de junta coincida con la cara y el medio, (3) comprobar que el anillo de respaldo se asiente plano y no “bascule”, (4) apretar en patrón cruzado/estrella en múltiples pasadas, y (5) volver a comprobar la carga del perno después de la estabilización térmica inicial si el procedimiento del sitio lo permite. Muchos fabricantes de juntas publican la secuencia de apriete y la práctica de múltiples pasadas porque la carga desigual del perno es una causa principal de exudación. Ejemplo: instrucciones de apriete de Garlock (secuencia y guía de múltiples pasadas).
Modos de fallo comunes (qué se soluciona en campo):
- Exudación tras el arranque: carga desigual del perno, daño de la junta por residuos o desalineación que dobla la unión.
- Requerimiento crónico de re-apriete: fluencia/relajación de la junta (especialmente a temperatura), acabado superficial deficiente o desajuste de grado del perno.
- La junta “parece bien” pero tiene fugas bajo vibración: los montajes de bridas de solape pueden tener menor tolerancia a la fatiga que las uniones con tope soldadas con cubo; considere mejorar el diseño de la unión donde la vibración es inevitable.
Usos Comunes de las Bridas de Solape
A menudo verá bridas de solape donde la resistencia a la corrosión y el desmontaje frecuente son importantes: procesamiento químico, sistemas de tuberías revestidas, bancos de tratamiento de agua y servicios higiénicos que exigen desmontaje rutinario. También son comunes en diámetros grandes donde el esfuerzo de alineación de los pernos se convierte en un riesgo de programación. Las referencias de ingeniería suelen describir los montajes de bridas de solape como ventajosos para la alineación giratoria y para reutilizar anillos de respaldo cuando se reemplaza el extremo de tope mojado. Vea las ventajas y limitaciones típicas de las bridas de solape aquí.
| Área de Aplicación | Beneficio de las Bridas de Solape |
|---|---|
| Procesamiento químico | Emparejamiento de materiales (extremo de tope de aleación + anillo económico), acceso más fácil para mantenimiento |
| Tratamiento de agua | Desmontaje rápido para limpieza, alineación más fácil de pernos en bancadas empaquetadas |
| Industria alimentaria | Desmontaje y limpieza frecuentes (cuando se diseña con consideraciones higiénicas) |
Donde debe tener precaución: si su línea experimenta vibraciones fuertes, ciclos térmicos frecuentes o cargas de flexión por soportes deficientes, la selección de la junta debe ser revisada por el ingeniero de tuberías. Un conjunto de junta de solape puede ser la respuesta correcta para mantenimiento, pero no es una “actualización gratuita” en rendimiento a fatiga.
¿Qué es una brida deslizante?
Una brida slip-on le ofrece una forma directa y centrada en costes de conectar tuberías en muchos sistemas. Desliza la brida sobre la tubería y la suelda en su lugar. Este enfoque reduce la dificultad de ajuste porque la tubería puede posicionarse dentro del agujero de la brida antes de la soldadura. En la práctica, las bridas slip-on aparecen abundantemente en servicios y líneas de proceso generales donde la línea no está diseñada para desmontaje frecuente.
Estructura de la brida slip-on
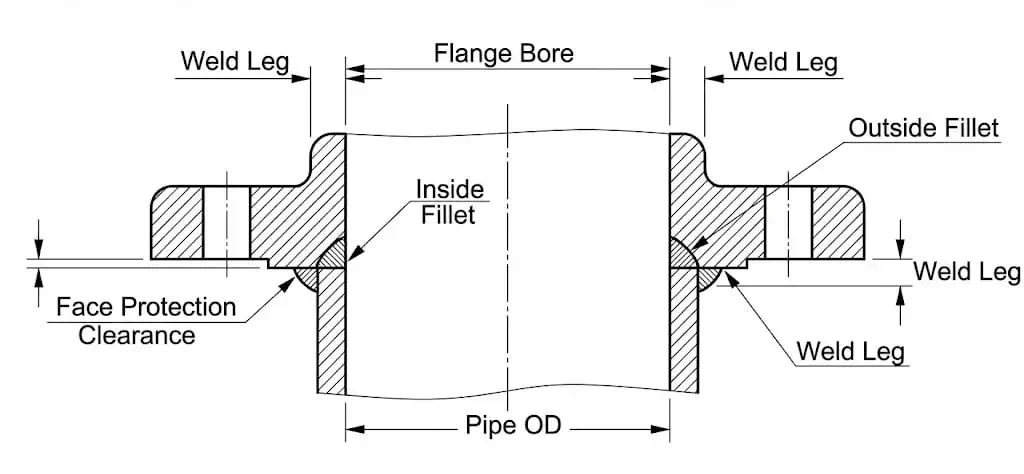
Observará que una brida slip-on es una pieza única con un agujero central ligeramente mayor que el DE de la tubería. La conexión se realiza típicamente con dos soldaduras de filete (interior y exterior). Muchas referencias de ingeniería señalan que la resistencia bajo presión interna y la vida a fatiga son inferiores a los diseños de soldadura a tope con cubo, e indican un margen práctico de ajuste para que la cara de la brida no se dañe durante la soldadura. Consulte aquí los detalles de soldadura y las notas de ajuste de bridas slip-on.
Nota: Las bridas slip-on son tolerantes en el ajuste, pero una vez soldadas quedan fijas. La alineación y la calidad de la soldadura determinan el riesgo de fugas a largo plazo más que el “tipo de brida” por sí solo.
Aquí hay una comparación rápida de la estructura de bridas slip-on con bridas de cuello soldado:
| Característica | Brida Slip-on | Brida de cuello de soldadura |
|---|---|---|
| Método de Conexión | Se desliza sobre la tubería, soldadura de filete doble | Soldadura a tope con cubo cónico |
| Instalación | Sencillo, rápido, menos precisión en el ajuste | Más control del ajuste; la soldadura es inspeccionable |
| Presión / Severidad Cíclica | Normalmente seleccionado para servicio de menor severidad | Preferido para servicio cíclico/de vibración más exigente |
| Resistencia y distribución de tensiones | Moderada; el comportamiento de la soldadura de filete es importante | Distribución de tensiones superior a través del cubo |
Las dimensiones estándar de bridas slip on siguen normas de la industria como Práctica dimensional ANSI/ASME (guía de selección), EN1092 y DIN. Los tamaños varían ampliamente, pero la clase de tubería de su proyecto controla lo que es realmente aceptable (clase de presión, tipo de cara, junta, elementos de fijación y requisitos de END).
Control de calidad de soldadura que no debe omitir: tackear la brida en su lugar, verificar la escuadría, secuencia de soldadura para minimizar la distorsión, y confirmar que no hay socavado o falta de fusión en los pies del filete. Si opera con ciclos de temperatura, la fisuración en el pie de soldadura es un modo de fallo conocido en uniones soldadas en filete—su plan de inspección debe reflejar ese riesgo.
Cómo funcionan las bridas slip-on
Se consigue una unión deslizando la brida slip-on sobre la tubería y soldándola por ambos lados. La junta sella entre las caras de la brida; las soldaduras proporcionan fijación y transferencia de carga. Este diseño puede ser fiable en servicio apropiado. Los factores típicos de fugas no son exóticos: limpieza deficiente de las caras, junta incorrecta, carga desigual de los pernos y distorsión por soldadura que crea caras no paralelas.
Controles prácticos de estanqueidad (qué evita fugas molestas): (1) confirmar que las caras de las bridas estén paralelas después de la soldadura, (2) usar material de junta compatible con la temperatura/medio, (3) apretar los pernos en un patrón cruzado en múltiples pasadas y (4) documentar el par final/método de giro de la tuerca según el procedimiento del sitio. Si su planta sigue una práctica de la industria para juntas atornilladas, alinee el método de instalación en consecuencia (muchos sitios hacen referencia a los conceptos de ASME PCC-1 para disciplina de ensamblaje). Descripción general de la capacitación ASME PCC-1 (disciplina de ensamblaje).
Aplicaciones típicas para bridas slip-on
Encontrará bridas slip-on en muchas industrias donde la presión es moderada y no se requiere desmontaje frecuente: servicios públicos, distribución de agua, soporte de HVAC/proceso y servicios no críticos de refinería. El mayor error de selección es usar bridas slip-on en líneas que se comportan como “tuberías de equipos dinámicos” (bombas, compresores, vibración fuerte, ciclado térmico frecuente) sin verificar la severidad cíclica.
- Líneas de servicios públicos de petróleo y gas para transportar fluidos en servicio de menor severidad
- Plantas petroquímicas para cabeceras de servicio no severo
- Instalaciones de tratamiento de agua para bancadas de distribución y filtración
- Sistemas de aguas residuales donde dominan la fabricación rápida y el control de costes
Las bridas slip-on ofrecen una solución práctica para tuberías industriales generales. Su valor es la velocidad y el coste; su limitación es la tolerancia a ciclos/vibraciones en comparación con las uniones a tope con cubo soldadas.
Brida de unión a solapa vs Brida slip-on: Diferencias clave
Cuando comparas brida de unión a solapa vs brida slip-on, enfócate en los factores que causan fallos: tipo de soldadura (a tope vs de filete), acceso a la junta, tolerancia de alineación, y cómo se comporta la unión cuando la línea se expande, contrae o vibra. La brida “mejor” es la que coincide con el patrón operativo real y el plan de mantenimiento.
Diseño y componentes
Las bridas de unión a solapa y las bridas slip-on difieren en estructura y trayectoria de carga. Un conjunto de brida de unión a solapa utiliza un extremo de tope soldado a la tubería y un anillo de respaldo suelto que gira; el sellado se crea en el solape del extremo de tope. Una brida slip-on se suelda a la tubería y se convierte en parte del accesorio del límite de presión. Las referencias de ingeniería suelen resumir la penalización de resistencia/fatiga de los accesorios soldados en filete en comparación con las uniones a tope con cubo, y describen los conjuntos de unión a solapa como típicamente similares en capacidad de retención de presión a los conjuntos slip-on, con el rendimiento a fatiga dependiente de todo el conjunto (extremo de tope + anillo + carga de pernos). Descripción de referencia y notas comparativas.
Tabla comparativa (diseño y componentes):
| Característica | Brida de junta solapada | Brida Slip-On |
|---|---|---|
| Diseño | Extremo de tope + anillo de respaldo | Brida de una sola pieza |
| Soldadura | Extremo de tope soldado; anillo no soldado | Soldaduras de filete interior + exterior |
| Movimiento | Anillo giratorio para montaje con pernos | Fijado después de la soldadura |
| Flexibilidad | Alto para alineación y desmontaje | Bajo después de la soldadura |
| Emparejamiento de materiales | Posible mezclar materiales (en contacto con el fluido vs no en contacto) | A menudo igual que la tubería para consistencia |
| Mejor ajuste | Mantenimiento frecuente, sistemas revestidos, restricciones de alineación | Servicio general, fabricación optimizada en costes |
Consejo: Si su plan de parada incluye el reemplazo rutinario de juntas o el intercambio de tramos, los conjuntos de bridas de solape reducen el tiempo de retrabajo porque el anillo puede reutilizarse y la alineación es más sencilla.
Instalación y alineación
La instalación determina el coste real. Las bridas de solape simplifican la alineación porque el anillo gira sobre el extremo de tope. Esto es importante en tramos de gran diámetro, espacios de bastidor ajustados o cuando el patrón de pernos de la brida de acoplamiento es fijo. Para mantenimiento, el anillo a menudo puede reutilizarse mientras se reemplaza el extremo de tope (en contacto con el fluido).
Las bridas deslizantes son rápidas de fabricar: se deslizan, se fija la dimensión, se suelda provisionalmente, se suelda. El riesgo es que la distorsión por soldadura o una falta de perpendicularidad creen caras no paralelas y una compresión desigual de la junta. Una vez soldadas, la corrección de la alineación es retrabajo.
Nota: Si prevé desmontajes frecuentes, el anillo de solape ahorra tiempo. Si su sistema es “instalar una vez, operar durante años”, la brida deslizante puede ser la opción más económica, siempre que el servicio no sea cíclico severo.
Rendimiento a presión y fatiga
La clase de presión está definida por la norma aplicable y la clase de tubería del proyecto, pero severidad del servicio es donde ocurren errores de selección. Las uniones soldadas a tope con cubo son generalmente menos tolerantes a vibración y ciclos térmicos que las uniones soldadas a tope con cubo, y muchas referencias de ingeniería cuantifican esto como una reducción de resistencia y vida a fatiga para los diseños slip-on en comparación con los diseños weld neck. Las mismas referencias describen los conjuntos lap joint como no materialmente mejores en capacidad de retención de presión que los conjuntos slip-on, con vida a fatiga dependiente del conjunto completo y a menudo tratada como inferior a las uniones soldadas a tope con cubo. Ver notas comparativas sobre fatiga/resistencia de slip-on y lap joint.
La tabla siguiente evita la “precisión falsa” y muestra lo que realmente puede usar durante la revisión de selección.
| Criterio | Conjunto de brida Lap Joint | Brida Slip-On |
|---|---|---|
| Ajuste de severidad típico | Servicio bajo a moderado, mantenimiento frecuente, restricciones de alineación | Servicio bajo a moderado, fabricación optimizada en coste |
| Tolerancia a ciclos/vibración | A menudo tratada como limitada frente a uniones soldadas a tope con cubo; revisar para líneas dinámicas | A menudo tratada como limitada frente a uniones soldadas a tope con cubo; revisar para líneas dinámicas |
| Factor clave de rendimiento | Cara del extremo de tope + uniformidad de la carga del perno | Calidad de la soldadura + paralelismo de la cara + uniformidad de la carga del perno |
| Activador de mejora | Fugas crónicas tras ciclos térmicos o eventos de vibración | Grietas en el pie de soldadura, re-apriete repetido o filtración por vibración |
Sunhy's guía de selección de bridas de acero inoxidable le ayuda a relacionar el tipo de brida con la severidad del servicio y el plan de mantenimiento, no solo con la “presión nominal en papel”.”
Coste y mantenimiento
El coste no es solo el precio de compra. Debe comparar el coste total de propiedad: horas de fabricación, acceso a inspección, tiempo de parada y si las piezas pueden reutilizarse.
Ensamblajes de bridas de solape: mayor cantidad de material (extremo de tope + anillo), pero el mantenimiento puede ser más rápido porque el anillo es reutilizable y el alineamiento es fácil. En servicios corrosivos o erosivos, reemplazar solo el extremo de tope mojado puede ser una estrategia práctica.
Bridas deslizantes: menor coste inicial y soldadura rápida, pero el desmontaje repetido no es la intención de diseño. Si una brida deslizante necesita reemplazo, el camino habitual es cortar, reajustar y volver a soldar—riesgo de tiempo y calidad durante la parada.
Resumen de tareas de mantenimiento típicas:
| Tarea de Mantenimiento | Bridas deslizantes | Bridas locas (Lap Joint) |
|---|---|---|
| Inspección periódica | Comprobar pernos, pies de soldadura, corrosión, estado de la cara | Comprobar pernos, cara de solape del extremo de tope, desgaste del anillo, estado de la cara |
| Limpieza | Limpiar caras y área de asiento de la junta | Limpiar el solape del extremo de tope y la cara de acoplamiento |
| Control de corrosión | Recubrimientos/selección de material; inspeccionar la zona afectada por el calor de la soldadura | Proteger el anillo de respaldo si es acero al carbono; inspeccionar el extremo de tope (mojado) |
| Respuesta ante fugas | Verificar patrón de apriete, estado de la junta, paralelismo de las caras | Verificar patrón de apriete, integridad del solape del extremo de tope, estado de la junta |
| Documentación | Mantener registros de par de apriete/inspección | Mantener registros de par de apriete/inspección |
Un buen rendimiento de la brida suele ser “aburrido”: caras limpias, junta correcta, elementos de fijación correctos y un método de apriete disciplinado. Una mala práctica de montaje puede hacer que cualquier tipo de brida tenga fugas.
Tabla de referencia rápida
Para una visión general concisa, utilice la tabla siguiente para comparar la brida de solape frente a la brida deslizante de un vistazo:
| Característica/Aplicación | Brida de junta solapada | Brida Slip-On |
|---|---|---|
| Característica estructural | Se mueve libremente en el extremo de la tubería | Conectada mediante dos soldaduras de filete |
| Desmontaje | Fácil de desmontar y montar | Fácil de procesar e instalar |
| Coste de producción | Mayor que las bridas deslizantes (se requiere extremo de tope) | Menor coste de producción |
| Presión adecuada | Se utiliza a menudo donde dominan la alineación/mantenimiento; confirmar la severidad del servicio | Común en servicio de baja a moderada severidad; evitar servicio cíclico severo |
| Aplicaciones comunes | Conexiones resistentes a la corrosión, desmontaje frecuente | Conexiones generales de media/baja carga |
| Rendimiento de Estanqueidad | Muy dependiente de la calidad del extremo de tope + disciplina de apriete | Muy dependiente de la soldadura + disciplina de apriete |
Puede usar esta tabla para preseleccionar su opción, luego confirmar usando la lista de verificación de escenarios a continuación.
Ventajas y desventajas de las bridas de unión por solape y deslizantes
Ventajas y desventajas de las bridas de unión por solape
Quiere conocer las fortalezas y debilidades de las bridas de unión por solape antes de tomar una decisión. Las mayores ventajas son la alineación y la mantenibilidad; los mayores riesgos son aplicarlas en servicio dinámico sin revisar la fatiga/vibración e ignorar la calidad de la cara del extremo de tope. Las referencias de ingeniería también describen los conjuntos de unión por solape como típicamente utilizados en aplicaciones de baja presión/no críticas y como ventajosos para mezclar materiales y reutilizar anillos de respaldo. Resumen de referencia de ventajas/límites de la unión por solape.
| Ventajas | Inconvenientes |
|---|---|
| Alineación rápida de pernos (anillo giratorio) | No es una opción por defecto para servicio de alta vibración/cíclico |
| El desmontaje frecuente es práctico | La estanqueidad depende de la cara del extremo de tope y la disciplina de apriete |
| El emparejamiento de materiales reduce la tonelada de aleación | El montaje de dos piezas aumenta la complejidad de compra |
| El anillo de respaldo puede ser reutilizable | La flexión por desalineación puede causar fugas molestas |
| Funciona bien con servicios revestidos/erosivos | Una especificación incorrecta del extremo de tope puede anular las ventajas |
Precaución de ingeniería que aparece en auditorías: Los anillos de unión por solape a veces se compran correctamente, pero el extremo de tope se compra “como una mercancía”. La cara del extremo de tope, el espesor del solape y el cumplimiento de la norma importan tanto como el anillo. Trate el extremo de tope como el componente de estanqueidad, no como un accesorio de soldadura a tope genérico.
Ventajas y desventajas de las bridas slip-on
Debe considerar las bridas slip-on si necesita una opción rentable y rápida de fabricar para servicios de menor severidad. Son comunes, fáciles de instalar y ampliamente disponibles en stock. Las limitaciones aparecen bajo vibración y ciclos térmicos porque la fijación depende de soldaduras de filete y control de distorsión de la cara.
La tabla siguiente compara las características de las bridas slip-on con las bridas weld-neck:
| Aspecto | Brida Slip-On | Brida weld-neck |
|---|---|---|
| Resistencia | Baja; la selección debe considerar servicio cíclico/de vibración | Alta; preferida para servicio severo |
| Sellado | Puede ser fiable si las caras permanecen paralelas y la carga de los pernos es uniforme | Excelente para servicio severo cuando se monta correctamente |
| Facilidad de instalación | Sencilla y rentable | Más exigente en ajuste y soldadura |
| Resistencia a la tensión | Limitada bajo cargas dinámicas | Superior para vibración/ciclado térmico |
| Coste | Menor coste inicial de fabricación | Mayor debido al diseño con cubo y soldadura |
Ventajas de las bridas slip-on:
- Montaje y fabricación rápidos
- Menor coste para proyectos con presupuesto ajustado
- Amplia disponibilidad en tamaños y materiales
Desventajas de las bridas slip-on:
- Menos adecuado para servicio cíclico/vibración severo
- La calidad depende fuertemente de la soldadura y el control de distorsión
Consejo: Seleccione bridas slip-on para líneas de servicio bajo a moderado donde importan el coste y la velocidad de fabricación, y donde la junta no está prevista para desmontaje frecuente.
Cuándo usar bridas de junta de solapa o bridas slip-on
Mejores escenarios para bridas de junta de solapa
Debe elegir bridas de junta de solapa cuando su tubería necesita mantenimiento frecuente, alineación fácil o una estrategia de corrosión de material mixto (extremo de tope de aleación + anillo de respaldo económico). Son comunes en procesamiento químico, sistemas revestidos, bancadas de tratamiento de agua y servicios donde se planifica el desmontaje.
Escenarios comunes para bridas de junta de solapa:
- Plantas químicas que necesitan materiales mojados resistentes a la corrosión con control de costes
- Sistemas de tubería revestidos donde un anillo de respaldo suelto simplifica la instalación
- Bancadas de tratamiento de agua que requieren desmontaje y limpieza periódicos
- Líneas de alimentos y bebidas que se abren rutinariamente (con controles de diseño higiénico)
- Sistemas con cambios frecuentes de juntas donde el tiempo de realineación es costoso
Consejo: Si su estrategia de mantenimiento incluye reutilizar componentes no mojados, los conjuntos de brida deslizante pueden reducir el coste de repuestos, siempre que el extremo de tope esté especificado correctamente.
Ejemplo de ingeniería (patrón probado en campo): Una planta opera una línea de servicios que transporta cloruros donde la especificación de tubería es 316L por compatibilidad de corrosión. La junta se construye con un extremo de tope 316L (mojado) y un anillo de respaldo de acero al carbono recubierto. Durante las paradas programadas de limpieza, el tramo se desmonta rápidamente sin luchar con la alineación de los pernos, y el anillo de respaldo se reutiliza cuando se reemplaza el extremo de tope mojado debido al desgaste.
Mejores escenarios para bridas deslizantes
Debe usar bridas deslizantes para instalaciones donde el coste y la velocidad de fabricación dominan, y donde el servicio no es cíclico severo o de alta vibración. Funcionan bien en cabeceras de servicios y líneas de proceso generales. Si la línea está conectada a equipos rotativos o sufre ciclos térmicos frecuentes, revise cuidadosamente la elección de la junta.
Usos ideales para bridas deslizantes:
- Sistemas de apoyo de HVAC/proceso residenciales y comerciales
- Tuberías de distribución de agua
- Cabezales de servicio general en plantas (sin servicio severo)
- Líneas de servicio bajo a moderado donde la velocidad de fabricación es importante
- Instalaciones donde el desmontaje es poco frecuente
Nota: Las bridas slip-on pueden ser fiables cuando se controlan la soldadura y la distorsión. Para entornos corrosivos, ajuste el material y considere prácticas de protección superficial alineadas con los estándares de su sitio.
Ejemplos prácticos
Puede ver el impacto de seleccionar el tipo de brida incorrecto en patrones de fallo predecibles:
Ejemplo 1 — agrietamiento en línea dinámica: una brida slip-on se instala en una línea que experimenta vibración y ciclos térmicos (cerca de una descarga de bomba o funcionamiento de compresor). El pie de soldadura se convierte en un concentrador de tensiones; pequeñas grietas se propagan y la junta comienza a gotear. La acción correctiva normalmente no es “apretar más fuerte”. Es reevaluar el tipo de junta, mejorar el soporte para reducir la vibración y actualizar a un diseño de junta más adecuado para servicio cíclico.
Ejemplo 2 — tiempo de inactividad impulsado por mantenimiento: un paquete de skid se construye con bridas slip-on en una línea que se desmonta con frecuencia para limpieza. Cada parada se convierte en retrabajo porque el alineamiento de los pernos es lento y las superficies de asiento de la junta se dañan durante la separación repetida. Un conjunto de junta de solape con extremos de tope correctamente especificados a menudo reduce el tiempo de apriete y preserva componentes reutilizables.
Ejemplo 3 — desajuste en la estrategia de corrosión: una línea de aleación se construye con bridas slip-on de aleación completa, aunque solo las superficies mojadas requieren aleación. El sistema funciona, pero el coste de adquisición es más alto de lo necesario. Una estrategia de junta de solape puede reducir la tonelada de aleación cuando el anillo de respaldo permanece fuera del contacto mojado.
| Patrón del caso | Causa típica | Dirección correctiva |
|---|---|---|
| Filtración tras ciclos térmicos | Carga desigual del perno, distorsión de la cara, relajación de la junta | Mejorar la disciplina de apriete; confirmar la compatibilidad junta/cara; revisar el tipo de unión |
| Grietas en el pie de soldadura | Cargas dinámicas en el accesorio soldado en ángulo | Revisar los soportes; considerar una junta de soldadura a tope con cubo para servicio cíclico |
| Alto tiempo de inactividad durante la limpieza | Desmontaje frecuente no adecuado para el tipo de junta | Considerar un conjunto de junta de solape para alineación y reutilización |
Sunhy ofrece soluciones personalizadas de bridas y soporte de ingeniería para las necesidades de su industria. Puede utilizar las páginas de productos de Sunhy para mantener los extremos de tope, bridas y grados de material alineados con una clase de tubería (esto evita una compra mixta que luego cause problemas de ajuste).
Ahora comprende las diferencias clave entre las bridas de junta de solape y las deslizantes. Los conjuntos de junta de solape enfatizan la alineación y la mantenibilidad; las bridas deslizantes enfatizan la velocidad de fabricación y el control de costes. Su elección final debe reflejar la severidad del servicio (vibración/ciclos térmicos), el plan de inspección y la frecuencia con la que se abre la junta.
| ¿Por qué elegir Sunhy? | Descripción |
|---|---|
| Control de calidad | Los controles consistentes de mecanizado/forja ayudan a mantener las caras planas, los agujeros de pernos precisos y el ajuste repetible. |
| Alineación con Normas | El suministro puede alinearse con los requisitos del proyecto (ASME/EN/DIN), con trazabilidad y documentación según se requiera. |
- Solicite un presupuesto para su próximo proyecto.
- Póngase en contacto para recibir orientación sobre la selección del tipo de brida + configuración de extremo de tope para su plan de mantenimiento.
- Explore la guía de selección de bridas de Sunhy para relacionar el tipo de brida con la función y la inspección.
PREGUNTAS FRECUENTES
¿Cuál es la principal diferencia entre las bridas de unión a solape y las bridas deslizantes?
Notará la principal diferencia en su trayectoria de carga y fijación. Los conjuntos de unión a solape utilizan un extremo de tope (soldadura a tope) más un anillo de respaldo suelto que gira para el alineamiento de los pernos. Las bridas deslizantes se sueldan a la tubería con soldaduras de filete y quedan fijas después de la soldadura.
¿Cuándo debería elegir una brida de junta deslizante?
Debe elegir un conjunto de unión a solape cuando su sistema necesita desmontaje frecuente, alineamiento fácil o materiales mixtos para la estrategia de corrosión. Es común en sistemas químicos, sistemas revestidos, bancadas de tratamiento de agua y servicios con desmontaje planificado.
¿Son adecuadas las bridas slip-on para aplicaciones de alta presión?
No trate las bridas deslizantes como una opción por defecto para servicio severo. Incluso cuando la clase de presión está definida por la especificación de tuberías, las bridas deslizantes se evitan comúnmente en líneas con alta vibración, ciclado térmico frecuente o carga cíclica severa. Para esos servicios, los diseños de brida con cubo soldada a tope suelen ser preferidos.
¿Se pueden usar materiales diferentes para el extremo de tope y la brida de respaldo en las bridas de unión a solape?
Sí. Esa es una de las principales razones de ingeniería para usar conjuntos de unión a solape. El extremo de tope (mojado) puede cumplir con los requisitos de corrosión, mientras que el anillo de respaldo puede ser un grado más económico si no entra en contacto con el fluido del proceso.
¿Cómo garantizan las bridas de acero inoxidable Sunhy calidad y fiabilidad?
Sunhy se centra en la fabricación e inspección controladas para que las caras de la brida, los patrones de pernos y el ajuste sigan siendo repetibles. El sellado fiable depende de la planicidad, el estado de la superficie, la correcta selección de la junta y los procedimientos disciplinados de apriete de pernos; la consistencia del producto de Sunhy respalda esos controles.
¿Qué práctica de apriete de pernos ayuda a prevenir fugas en ambos tipos de bridas?
Utilice un patrón cruzado/estrellado en múltiples pasadas, mantenga las caras limpias y evite el apriete “de una sola vez”. Muchos fabricantes de juntas publican instrucciones de apriete con secuencia y guía de apriete por etapas. Siga siempre el procedimiento de su sitio y el método de par (o la disciplina de estilo PCC-1 cuando sea aplicable).
¿Cuál es la causa más común de fugas repetidas en los conjuntos de brida de solape?
Las causas más comunes son el daño/mal acabado de la cara de solape del extremo de tope, los residuos atrapados en el área de asiento de la junta y la carga desigual de los pernos debido a una mala secuencia de apriete. El anillo de respaldo generalmente no es la causa raíz; el extremo de tope es el componente de sellado.