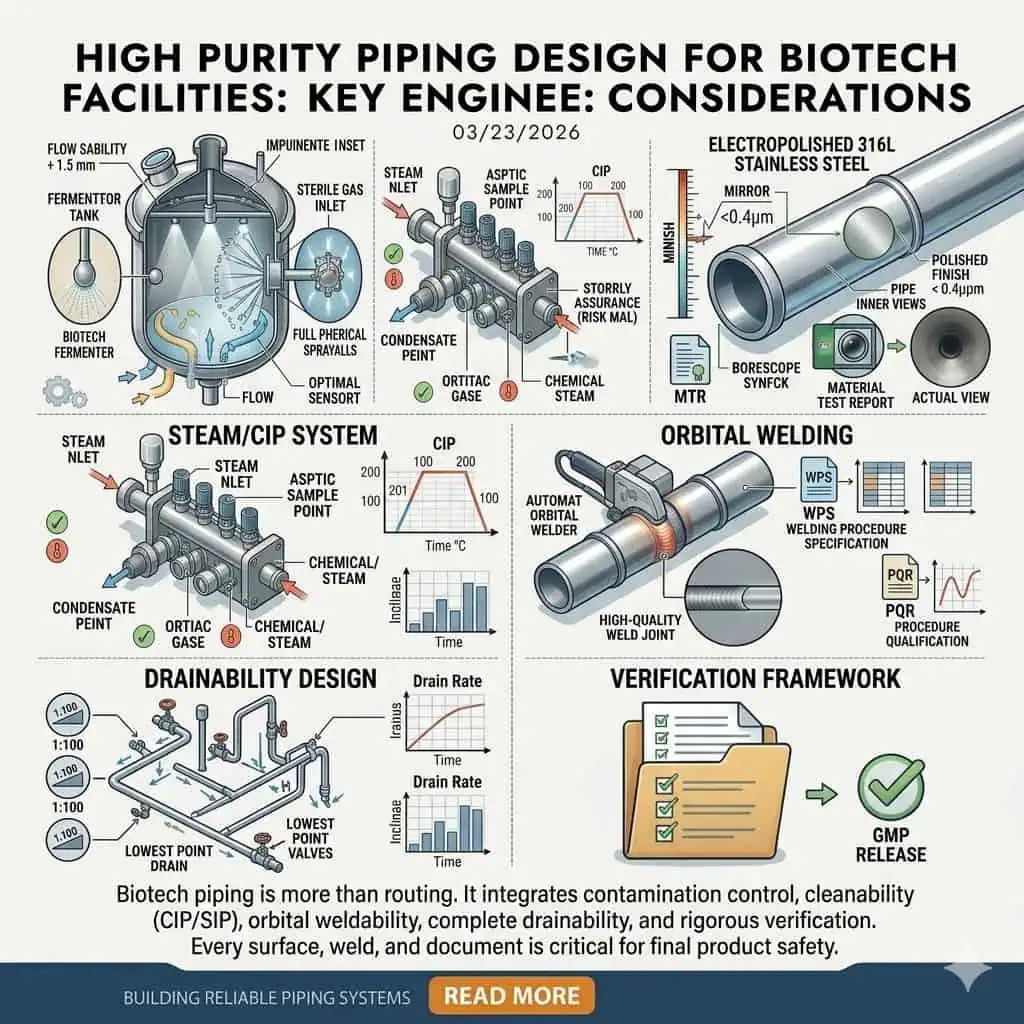
O projeto de tubulação de alta pureza para instalações de biotecnologia não é apenas um exercício de roteamento. É uma decisão de controle de contaminação, limpeza, soldabilidade, drenagem e validação. Na fabricação de biotecnologia, um sistema de tubulação faz mais do que mover fluido de um vaso para outro. Ele deve proteger a integridade do processo, suportar limpeza e esterilização repetíveis, minimizar o risco microbiano e de resíduos, permanecer inspecionável após a fabricação e resistir à carga de documentação e qualificação de um ambiente regulamentado.
É por isso que um bom projeto de tubulação de alta pureza começa com a geometria, não com a aparência. Um sistema pode parecer higiênico em um P&ID e ainda falhar na operação se o layout dos ramos criar pernas mortas, a inclinação não drenar conforme instalada, a estratégia de solda for irrealista ou as válvulas locais e conjuntos de amostragem forem mais difíceis de limpar do que a linha principal. Em instalações de biotecnologia, o detalhe higiênico mais fraco geralmente importa mais do que o trecho reto mais limpo.
Este guia explica como os engenheiros projetam tubulação de alta pureza para instalações de biotecnologia, onde decisões sobre 316L e acabamento de superfície realmente importam, como o controle de pernas mortas e a drenagem moldam o layout, por que o projeto de solda não pode ser separado do projeto de tubulação e como as expectativas de manutenção e validação devem ser incorporadas ao sistema antes do início da fabricação.

O que o Projeto de Tubulação de Alta Pureza Realmente Significa em Instalações de Biotecnologia
Projeto de Alta Pureza é uma Decisão de Controle de Contaminação
Em sistemas de biotecnologia, o projeto de tubulação é parte do controle de contaminação. ASME BPE é útil aqui porque não trata materiais, requisitos de superfície, projeto para limpeza e esterilidade, fabricação, exame, inspeção, teste e certificação como assuntos isolados. Ele os trata como uma estrutura de engenharia higiênica conectada. Regras de equipamentos da FDA ponto na mesma direção: o equipamento deve ser projetado adequadamente, as superfícies de contato com o produto devem ser não reativas, não aditivas e não absorventes, e o equipamento deve ser lavável e mantido sob controle documentado.
Realidade típica da engenharia: o circuito de tubulação que causa mais problemas raramente é o trecho principal entre os vasos. Geralmente é o ramal de amostragem, o tee do instrumento, o ponto de distribuição ou o coletor local que foi tratado como um detalhe menor durante o projeto. No trabalho de biotecnologia, a questão do projeto nunca é apenas “Este fluido será transferido?” É “Esta montagem ainda será lavável, drenável, inspecionável e defensível após a fabricação e validação?”
Conselho de especialista: se a revisão do projeto focar apenas na vazão, queda de pressão e roteamento da linha, ainda está incompleta para um sistema de biotecnologia de alta pureza. O projeto deve ser revisado através da lente da falha higiênica, não apenas do fluxo do processo.
Por que as Instalações de Biotecnologia Precisam de Mais do que a Prática Geral de Tubulação Grau Alimentício
As instalações de biotecnologia geralmente impõem demandas mais rigorosas na tubulação do que o serviço sanitário geral. A consequência da retenção de resíduos, contaminação microbiana, resposta inadequada do vapor limpo ou alteração de campo não documentada é maior. Em muitas instalações de biotecnologia, o sistema de tubulação não é julgado apenas por operar com segurança. É julgado por poder suportar qualificação, verificação de limpeza, histórico de manutenção, controle de mudanças e consistência de processo a longo prazo.
Caso típico da indústria: um conceito de layout que funciona aceitavelmente em uma planta sanitária geral ainda pode ser rejeitado em um projeto de biotecnologia porque o arranjo do ramal local, a condição da superfície ou o ônus da documentação é mais difícil de defender em um ambiente focado em validação. A questão não é que a biotecnologia use física completamente diferente. A questão é que a tolerância para comportamento higiênico ambíguo é muito menor.
Um Sistema de Alta Pureza Deve Funcionar Higienicamente, Não Apenas Parecer Higiênico
Hardware de aparência sanitária não cria automaticamente um sistema de alta pureza. Um tubo polido, uma luva de grau alimentício ou uma tampa de solda de aparência limpa não provam que o sistema instalado drena adequadamente, que a geometria do ramal é aceitável ou que a montagem local mais difícil será limpa de forma confiável no local. O projeto de tubulação de biotecnologia tem sucesso quando a geometria local e a prática de fabricação apoiam a intenção higiênica da especificação.
Essa é a razão pela qual este artigo deve ser lido junto com Seleção de Conexões de Grau Alimentício para Sistemas de Fermentação. A montagem local errada pode derrotar um projeto de sistema que, de outra forma, seria forte.
Comece com o Processo Real: Fluido, Limpeza e Carga de Validação
As Características do Fluido de Processo Alteram o Projeto
Diferentes fluidos de biotecnologia criam diferentes cargas de projeto higiênico. Soluções tampão, meios de cultura, intermediários de produto, fluxos de colheita, serviços relacionados a WFI, produtos químicos CIP, vapor SIP e fluidos higiênicos relacionados a utilidades não se comportam da mesma forma na tubulação. Alguns desafiam a margem de corrosão. Alguns desafiam a compatibilidade da vedação. Alguns tornam o projeto de pernas mortas e pontos de amostragem mais sensíveis porque o comportamento do resíduo ou a consequência microbiana é maior.
Conclusão de engenharia: Um bom projeto de tubulação começa com o processo real e os meios de limpeza, não com um padrão de tubulação padrão. Se a equipe de projeto não puder descrever claramente o que a linha transportará, quais temperaturas ela enfrentará e como será limpa ou esterilizada, é muito cedo para finalizar os detalhes da tubulação.
CIP, SIP e Exposição Térmico-Química São Entradas de Projeto
A limpeza e a esterilização não são detalhes operacionais adicionados posteriormente. Elas são entradas de projeto. FDA 21 CFR 211.67 requer que o equipamento seja limpo, mantido e, quando apropriado, sanitizado e/ou esterilizado sob procedimentos controlados. No projeto prático de tubulação, isso significa que o sistema deve ser projetado para o regime térmico e químico real que ele enfrentará. Exposição a vapor limpo, WFI quente, cáustico, ácido, sanitizante, resfriamento e ciclagem térmica repetida afetam quais materiais, vedações, soldas e conexões locais sobreviverão de forma confiável.
Caso típico da indústria: uma linha foi dimensionada e roteada corretamente para transferência de processo, mas a exposição repetida a SIP posteriormente revelou fragilidades nas interfaces de vedação locais e orientações de válvulas difíceis de drenar. O problema não era que o fluxo do processo estava errado. O problema era que o ambiente de limpeza e esterilização não havia sido tratado como parte da base de projeto original.
Conselho de especialista: se uma montagem local não sobreviveria à sua exposição real a CIP/SIP sem precauções especiais, então o problema é relacionado ao projeto, mesmo que a linha principal ainda pareça aceitável.
A Carga de Validação Muda o Significado de “Bom Projeto”
Em instalações de biotecnologia, o projeto é parcialmente julgado por quão bem o sistema pode ser validado e mantido sob controle de mudanças. Uma linha que é operável, mas difícil de inspecionar, documentar ou defender durante a qualificação não é um projeto de alta pureza robusto. É por isso que engenheiros experientes perguntam desde cedo: onde estão as montagens locais de maior risco, como elas serão inspecionadas e quais evidências serão necessárias após a fabricação e partida?
Para o lado do ciclo de vida desta lógica, conecte este artigo com Considerações de Manutenção e Validação para Tubulação Higiênica.
Os Princípios Centrais de Projeto Que Decidem Se o Sistema Terá Sucesso
Drenabilidade
A verdadeira drenabilidade é um dos primeiros requisitos de projeto em um sistema de tubulação de alta pureza. Líquido residual após limpeza ou vaporização não é apenas um incômodo de manutenção. Ele altera o comportamento higiênico do próximo ciclo, aumenta o risco de contaminação local, complica a secagem e torna a solução de problemas menos confiável. Perguntas e Respostas sobre equipamentos da FDA vincula o projeto do equipamento, limpeza, manutenção e adequação da superfície de contato com o produto, que é exatamente como a drenabilidade deve ser julgada em um circuito de biotecnologia.
Caso típico da indústria: o desenho do projeto mostrava uma linha de drenagem, mas após os suportes serem ajustados no campo, um vão instalado criou um ponto baixo sutil que retinha líquido repetidamente após o CIP. O problema não apareceu no modelo principal do processo. Apareceu na geometria instalada.
Conselho de especialista: nunca assuma a drenabilidade apenas da intenção do desenho. Revise a inclinação, espaçamento dos suportes, orientação do corpo da válvula, localização do ponto de drenagem e o comportamento final instalado em conjunto.

Controle de Trechos Mortos
O controle de trechos mortos continua sendo uma das partes mais importantes e mais subestimadas do projeto de tubulação de alta pureza. Uma linha pode ser feita do material correto, ter o acabamento adequado e ainda assim se tornar difícil de limpar se o projeto do ramal criar zonas estagnadas. Retiradas de amostra, tês de instrumentos, distribuidores locais e ramais adicionados são onde esse problema aparece com mais frequência.
Caso típico da indústria: o circuito principal atendeu repetidamente aos alvos operacionais e de limpeza, mas um ramal de amostra continuou a gerar preocupação higiênica. A causa raiz não foi a concentração de detergente ou o tempo do ciclo. Foi a fraca troca de fluido local em um ramal que nunca foi criticamente revisado como parte do projeto CIP/SIP.
Conselho de especialista: avalie a derivação local mais difícil, não o trecho reto mais fácil. Se um conjunto local não puder trocar fluido e drenar de forma confiável, esse é o projeto que importa.

Caminho de Fluxo Limpável
Uma linha que transfere bem o produto não limpa bem automaticamente. O fluxo de produção e o fluxo de limpeza estão relacionados, mas não são problemas de design idênticos. Em sistemas de alta pureza, a rota principal do processo pode ser hidraulicamente aceitável, enquanto um conjunto local ainda se torna o ponto fraco porque seu caminho interno, orientação ou configuração de ramificação impede uma ação de limpeza eficaz.
Lógica de design baseada em pesquisa: Visão geral do escopo da ASME BPE vincula diretamente os requisitos de superfície, design para limpabilidade e esterilidade, fabricação de componentes, fabricação incluindo junção de materiais, tubulação, exames, inspeções, testes e certificações. Isso importa porque reforça uma verdade prática de engenharia: a limpabilidade não é apenas uma configuração química. Ela é projetada no caminho molhado.
Acesso para Inspeção e Intervenção Controlada
Nem todo local deve ser projetado para abertura rotineira, e nem todo local deve ser permanentemente fechado sem uma boa razão. Sistemas de alta pureza precisam de um equilíbrio controlado entre minimizar interfaces e permitir acesso justificado onde vedações, diafragmas ou conjuntos locais precisarão de atenção durante o ciclo de vida. Este é um dos trade-offs de design mais importantes na tubulação biotecnológica, porque cada interface de desmontagem adicionada pode melhorar o acesso, mas também aumentar o risco higiênico relacionado a vedações.
Materiais e Requisitos de Superfície em Tubulação Biotecnológica de Alta Pureza
Por que o 316L é Comumente a Base
O aço 316L é comumente utilizado em tubulações de biotecnologia de alta pureza porque oferece um equilíbrio prático de margem de corrosão, soldabilidade e aceitação da indústria para serviços críticos de grau alimentício. Isso não o torna a solução para todos os problemas de processo, mas explica por que muitos projetos o tratam como o material metálico de referência para serviços críticos de contato com produto e alta pureza. ASME BPE abrange materiais e requisitos de superfície dentro da estrutura mais ampla de design higiênico, que é exatamente como os engenheiros devem avaliar o 316L na prática.
Para a discussão completa sobre o lado dos materiais, conecte este artigo com Aço Inoxidável 316L em Aplicações de Bioprocessos.
Acabamento de Superfície É uma Variável de Desempenho Higiênico
O acabamento de superfície não é uma escolha cosmética em tubulações de biotecnologia. Ele afeta a limpeza local, a confiança na inspeção e o comportamento prático das superfícies de contato com produto após a fabricação. A questão-chave de projeto não é se um acabamento parece “mais premium”. É se o acabamento escolhido suporta o objetivo higiênico do processo e as expectativas de inspeção da instalação.
Caso típico da indústria: a liga era aceitável, mas o projeto posteriormente revisou o requisito de acabamento porque a expectativa original de superfície não correspondia mais à limpeza e à carga de inspeção da área de processo final. A lição não foi que a família de metais estava errada. A lição foi que o acabamento não havia sido definido com disciplina suficiente específica do processo.
Ponto de fato: ASTM A270 explicitamente afirma que a qualidade farmacêutica pode ser solicitada como um requisito suplementar, o que é um lembrete útil de que as decisões sobre tubos em projetos de maior pureza frequentemente vão além do fornecimento genérico de tubos de grau alimentício.
As Peças Não Metálicas em Contato com o Fluido Também Importam
O projeto de tubulação de alta pureza não para na parede do tubo de aço inoxidável. Juntas, diafragmas, assentos de válvula, mangueiras e outras peças não metálicas em contato com o fluido frequentemente se tornam o primeiro ponto fraco na limpeza, exposição ao vapor ou confiabilidade do ciclo de vida. Em muitos desvios de projeto, o aço inoxidável era aceitável, mas a estratégia local de elastômero ou polímero não foi controlada com rigor suficiente para o processo real e regime de esterilização.
Conselho de especialista: Se a equipe de projeto está debatendo a escolha da liga, mas não definiu a compatibilidade da vedação e a lógica de substituição, a revisão do projeto higiênico ainda está incompleta.
Construção Soldada, Soldagem Orbital e a Realidade da Fabricação
O Projeto de Tubulação Não Pode Ser Separado do Projeto de Solda
Em um sistema biotecnológico de alta pureza, a soldabilidade faz parte do projeto, não uma reflexão tardia da fabricação. Quanto mais um sistema depende da qualidade controlada da solda para o desempenho higiênico, mais irrealista se torna finalizar o roteamento e a lógica de ramificação sem considerar como as soldas serão realmente feitas, purgadas, inspecionadas e documentadas.
Caso típico de engenharia: O material e o roteamento eram aceitáveis no papel, mas uma montagem local se tornou difícil de defender porque o acesso à solda, a qualidade do purgamento e a praticidade da inspeção não haviam sido considerados quando o arranjo do ramal foi inicialmente planejado. A fraqueza não começou apenas na fabricação. Começou no projeto.
Por Que a Lógica da Soldagem Orbital Importa
A lógica da solda orbital é importante na biotecnologia não porque soa mais avançada, mas porque a repetibilidade, a controlabilidade e a documentação importam mais em serviços de alta pureza. Na prática, os engenheiros precisam pensar se um layout proposto suporta execução de solda confiável, condições de purga repetíveis e acesso para inspeção nos locais exatos que mais importarão posteriormente para QA e manutenção.
Conselho de especialista: Durante a revisão de projeto, sempre pergunte se a linha é apenas desenhável ou realmente soldável sob condições controladas de alta pureza.

O material base geralmente está correto, mas a zona de solda se torna o ponto fraco.
Uma das falhas mais realistas em tubulações de biotecnologia é um sistema onde o material selecionado estava correto, mas a condição adjacente à solda se tornou o ponto fraco de grau alimentício. Quando isso acontece, as equipes às vezes focam excessivamente na atualização do material quando o problema real é a execução da solda, o controle do acabamento local ou a geometria original do conjunto. A lição de engenharia é direta: uma liga correta não pode resgatar uma zona de solda de grau alimentício inconsistente.
Válvulas, ramais, pontos de amostragem e conjuntos locais.
Projeto de ponto de amostragem.
Os pontos de amostragem são pequenos em tamanho, mas altos em consequência. Eles combinam geometria de ramificação, interação do operador, contagem de vedações, risco local de troca de fluido e repetida inspeção higiênica. É por isso que o projeto do ponto de amostragem merece mais atenção de engenharia do que sua pegada sugere. Em muitas instalações de biotecnologia, a questão higiênica mais repetida não é sobre a linha principal de transferência. É sobre o conjunto local de amostragem.
Caso típico da indústria: um circuito principal teve desempenho aceitável, mas o mesmo local de amostragem repetidamente desencadeou revisão adicional porque o conjunto retinha fluido e nunca trocava o meio de limpeza tão efetivamente quanto o circuito principal.
Manifolds de Válvulas e Áreas de Alta Densidade de Ramificações
Agrupamentos de válvulas e manifolds de alta densidade de ramificações são onde bons projetos de alta pureza frequentemente se tornam frágeis. O problema não é que as válvulas sejam ruins. O problema é que válvulas, ramificações, vedações e instrumentação multiplicam a complexidade higiênica local. À medida que a complexidade local aumenta, o projeto precisa de controle mais forte sobre drenabilidade, densidade de solda, interfaces de vedação e lógica de inspeção.
Tês de Instrumento e Conexões de Sensor
Tês de instrumento e conexões de sensor são frequentemente subestimados porque são pequenos, mas podem dominar o risco local de limpeza. Se a equipe de projeto não os tratar como conjuntos locais críticos, eles frequentemente se tornam o local onde a retenção de resíduos, estagnação local ou incompatibilidade de documentação primeiro se torna visível.
Conselho de especialista: projete o conjunto local que é mais difícil de limpar e mais fácil de negligenciar. Geralmente é aí que reside o risco real do sistema.
Estratégia de Conexão: Soldada Versus Tipo Grampo Versus Acesso Controlado
Onde Conexões Soldadas Mais Permanentes São Preferidas
Conexões soldadas mais permanentes são frequentemente a escolha mais segura onde a consequência higiênica é alta e o acesso rotineiro não é necessário. Em áreas estáveis de contato com o produto, reduzir a quantidade de interfaces pode diminuir a variabilidade relacionada à vedação e remover uma camada de risco de montagem local. Isso não torna a soldagem automaticamente melhor em todos os lugares. Significa que a junção permanente geralmente se torna preferível onde a localização não se beneficia o suficiente da abertura repetida para justificar a interface extra.
Onde o Acesso Higiênico do Tipo Grampo Ainda Faz Sentido
Conexões de encaixe por grampo ainda fazem sentido onde o acesso controlado, a substituição da junta ou a mudança modular é um requisito real do ciclo de vida. O erro não é usar conexões de grampo de forma alguma. O erro é colocá-las em locais de alta consequência sem reconhecer o ônus adicional de controle de vedação que elas criam.
Para a lógica local do lado do acessório, conecte este artigo com Seleção de Conexões de Grau Alimentício para Sistemas de Fermentação.
A Melhor Pergunta Não É “Qual Conexão É Melhor?”
A melhor pergunta é se a localização se beneficia mais do acesso ou da redução da quantidade de interfaces. Esse é o verdadeiro tradeoff de engenharia. Um estilo de conexão que é excelente em uma área pode se tornar a resposta errada em outro lugar se introduzir controle de vedação desnecessário, ônus extra de limpeza ou intervenção de manutenção excessiva em uma zona de alta pureza.
Projetando para Manutenção e Validação desde o Primeiro Dia
Um Bom Projeto é Mais Fácil de Manter
O sistema de tubulação de alta pureza mais fácil de manter é aquele cujos riscos sanitários locais foram reduzidos durante o projeto, em vez de delegados à manutenção posteriormente. Drenagem fraca, acesso difícil aos vedantes, válvulas mal orientadas e conjuntos locais difíceis de inspecionar tornam-se fardos de manutenção após a partida. Eles são mais fáceis de corrigir em um desenho do que em uma instalação de biotecnologia em operação.
Para o lado do ciclo de vida, conecte este artigo com Considerações de Manutenção e Validação para Tubulação Higiênica.
A Validação Começa no Projeto
A validação não começa após a instalação. Ela começa quando a equipe de projeto decide o que o sistema deve ser capaz de provar. Se a linha precisar de evidências robustas de limpeza, inspecionabilidade ou geometria local controlada, então esses requisitos já devem estar visíveis no projeto. Sistemas que são operáveis, mas difíceis de validar, geralmente revelam que a equipe de projeto tratou a lógica de qualificação muito tarde no projeto.
Caso típico da indústria: um circuito de tubulação foi mecanicamente bem-sucedido, mas a qualificação demorou mais do que o esperado porque os conjuntos locais mais difíceis de limpar não haviam sido claramente identificados durante o projeto. A correção técnica foi pequena. O impacto no cronograma não foi.
Documentação e Rastreabilidade Devem Ser Antecipadas no Projeto
Um projeto de alta pureza também precisa de uma cadeia de evidências realista. A identidade do material, os registros de solda, as expectativas de acabamento e as alterações em campo tornam-se muito mais difíceis de fechar se o projeto nunca definiu como o sistema final seria documentado e liberado. É por isso que o projeto de tubulação de alta pureza também deve se conectar à lógica de entrega e rastreabilidade do projeto.
Erros Comuns de Projeto em Tubulação de Alta Pureza para Biotecnologia
Projetando para o Fluxo do Produto, mas Não para o Fluxo de Limpeza
Um circuito pode transferir o fluido do processo bem e ainda ter baixo desempenho durante a limpeza se os conjuntos locais nunca trocarem o meio de limpeza de forma suficientemente eficaz.
Aceitando Layouts de Aparência Sanitária Sem Verificar Pernas Mortas
A aparência não substitui a revisão local dos ramais. O comportamento de pernas mortas geralmente se esconde em pequenos conjuntos, não na rota principal.
Foco Excessivo em 316L Enquanto Ignora Soldas e Geometria
Uma liga mais forte não corrige execução de solda deficiente, drenagem inadequada ou geometria de ramal difícil.
Usando Uma Lógica de Projeto em Todas as Áreas do Processo
Linhas de alto risco em contato com o produto, ramais de amostragem, serviços sanitários relacionados a utilidades e áreas de menor risco não devem ser todos projetados para um padrão indiferenciado.
Deixar Validação e Questões de Documentação para Estágios Tardios do Projeto
Se o sistema só começa a pensar em evidências, rastreabilidade e qualificação após a fabricação, o projeto já está operando com menos controle do que deveria.
Lista de Verificação Prática para Projeto de Tubulação de Alta Pureza em Instalações de Biotecnologia
Antes do Congelamento do P&ID
- Definir o meio de processo e limpeza real.
- Identificar os conjuntos locais de maior risco.
- Decidir onde o sistema precisa de acesso e onde precisa de menos interfaces.
- Definir a carga sanitária e de validação de cada área principal do processo.
Antes do Roteamento Detalhado
- Revisar drenabilidade, lógica de inclinação e risco de ponto baixo.
- Verificar comprimento do ramal, direção de saída e potencial de trecho morto local.
- Revisar orientações de válvulas e pontos de amostragem como conjuntos instalados, não apenas símbolos.
- Confirmar acesso à solda e praticidade de purga em locais críticos.
Antes da Fabricação
- Definir material, acabamento e requisitos de vedação em conjunto.
- Alinhar roteamento com estratégia realista de solda e lógica de inspeção.
- Identificar os conjuntos que precisarão de revisão higiênica mais rigorosa após a fabricação.
- Garantir que a cadeia de documentação seja compatível com a intenção final do projeto.
Antes da Partida e Qualificação
- Confirme se o circuito instalado ainda drena conforme o planejado.
- Revise as montagens locais mais difíceis de limpar, não apenas o trecho principal.
- Confirme que as alterações em campo não introduziram novos pontos fracos de higiene.
- Verifique se o sistema final ainda suporta a abordagem de validação e manutenção pretendida.
| Tópico de Projeto | Como é um Bom Projeto | O que Geralmente Dá Errado |
|---|---|---|
| Drenabilidade | A linha instalada drena de forma previsível em pontos locais de baixo e alto risco | O desenho drena, mas a geometria de suporte instalada não |
| Controle de trecho morto | As ramificações são revisadas como montagens locais de grau alimentício | Pontos de amostragem e tês de instrumentação são tratados como detalhes menores |
| Estratégia de soldagem | Suportes de roteamento permitem purga, acesso e inspeção realistas | O projeto assume qualidade de solda sem verificar a praticidade de fabricação |
| Lógica de conexão | Contagem de acessos e interfaces é equilibrada pela necessidade do processo | Escolhas de grampo ou solda são copiadas sem revisão específica do local |
| Prontidão para validação | Os conjuntos mais difíceis são identificáveis e defensáveis | A lógica de qualificação começa após a fabricação em vez de durante o projeto |

Conclusão: O Projeto de Tubulação de Alta Pureza Tem Sucesso Quando a Geometria, os Materiais, a Soldabilidade e a Lógica de Validação São Tratados como um Único Sistema
O projeto de tubulação de alta pureza para instalações de biotecnologia tem sucesso quando a geometria, os materiais, a soldabilidade, a limpeza, a drenagem e a lógica de validação são projetados como um único sistema. Os projetos de tubulação de biotecnologia mais robustos não dependem apenas do nome da liga, da aparência da superfície ou do estilo do componente do catálogo. Eles reduzem o risco higiênico local no ramal, ponto de amostragem, conjunto de válvula e zona de solda, onde o processo é menos tolerante a falhas.
Se você deseja um cluster de tópicos de biotecnologia mais forte, conecte este artigo com Aço Inoxidável 316L em Aplicações de Bioprocessos, Seleção de Conexões de Grau Alimentício para Sistemas de Fermentaçãoe Considerações de Manutenção e Validação para Tubulação Higiênica.
PERGUNTAS FREQUENTES
Qual é o fator de projeto mais importante em tubulação biotecnológica de alta pureza?
O fator mais importante geralmente é a geometria limpeza e drenagem. Se o sistema não drena bem ou cria comportamento de perna morta em conjuntos locais, materiais mais fortes e acabamentos de melhor aparência não resolverão o problema higiênico central.
A liga 316L é sempre necessária em tubulações de grau alimentício para biotecnologia?
Não automaticamente. O 316L é uma linha de base comum para serviço crítico de alta pureza, mas a decisão final ainda depende da química do processo, da exposição à limpeza e esterilização, do requisito de acabamento e do perfil de risco do conjunto local.
Por que os trechos mortos são um problema tão grande em sistemas de alta pureza?
Porque as pernas mortas enfraquecem a troca de fluido local, a eficácia da limpeza e a drenagem. Elas são uma das razões mais comuns pelas quais um ramal local ou ponto de amostragem continua criando preocupação higiênica, mesmo quando o circuito principal parece aceitável.
Quando as conexões de encaixe por grampo devem ser usadas em tubulações de biotecnologia?
Use-os onde o acesso controlado, a substituição de vedação ou a intervenção modular são genuinamente necessários. Eles podem ser a escolha certa, mas cada interface adicionada também aumenta o risco higiênico relacionado à vedação, portanto, não devem ser usados por padrão em todos os locais de alta pureza.
O polimento eletrolítico resolve problemas de solda deficiente ou geometria inadequada?
Não. Um acabamento mais apertado pode suportar um alvo higiênico mais alto, mas não corrige drenagem fraca, geometria de ramificação ruim ou uma zona de solda deficiente.
Como a validação afeta as decisões de projeto de tubulação?
A validação altera o que o sistema deve ser capaz de provar, não apenas como ele deve funcionar. Um projeto de tubulação que é operável, mas difícil de inspecionar, documentar ou defender ainda pode ser um projeto de biotecnologia fraco.

