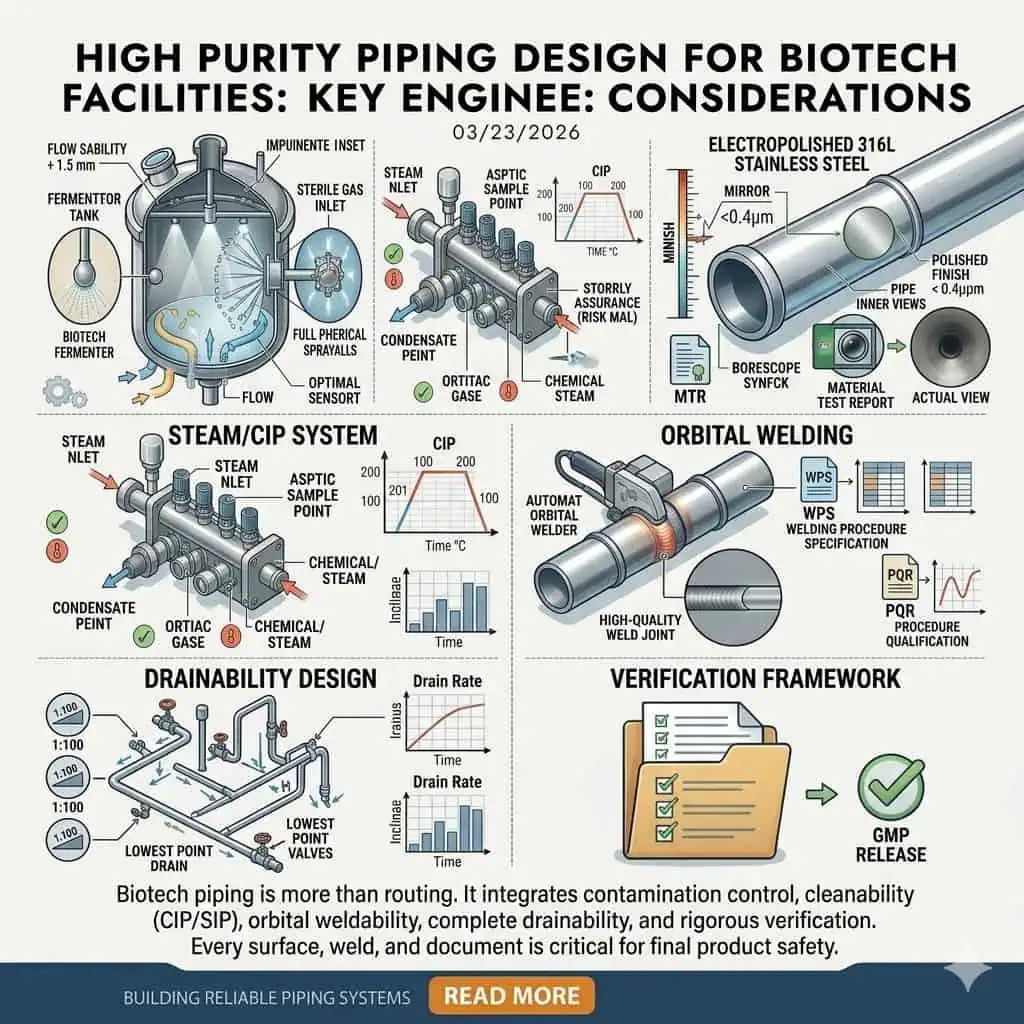
Проектирование трубопроводов высокой чистоты для биотехнологических предприятий — это не просто прокладка маршрутов. Это решение по контролю загрязнения, очищаемости, свариваемости, дренируемости и валидации. В биотехнологическом производстве трубопроводная система делает больше, чем просто перемещает жидкость из одного сосуда в другой. Она должна защищать целостность процесса, обеспечивать повторяемость очистки и стерилизации, минимизировать риск микробного загрязнения и остатков, оставаться доступной для осмотра после изготовления и выдерживать нагрузку документации и квалификации в регулируемой среде.
Вот почему хорошее проектирование трубопроводов высокой чистоты начинается с геометрии, а не с внешнего вида. Система может выглядеть гигиеничной на P&ID, но все равно не работать, если разводка ответвлений создает мертвые зоны, уклон не обеспечивает дренаж при установке, стратегия сварки нереалистична, или местные клапаны и узлы отбора проб сложнее очищать, чем основную линию. На биотехнологических предприятиях самая слабая гигиеническая деталь обычно важнее самого чистого прямого участка.
Это руководство объясняет, как инженеры проектируют трубопроводы высокой чистоты для биотехнологических предприятий, где решения по выбору стали 316L и обработке поверхности действительно имеют значение, как контроль мертвых зон и дренируемость формируют компоновку, почему проектирование сварки нельзя отделять от проектирования трубопроводов, и как ожидания по обслуживанию и валидации должны быть заложены в систему до начала изготовления.

Что на самом деле означает проектирование трубопроводов высокой чистоты на биотехнологических предприятиях
Проектирование высокой чистоты — это решение по контролю загрязнения
В биотехнологических системах проектирование трубопроводов является частью контроля загрязнения. ASME BPE полезен здесь, потому что он не рассматривает материалы, требования к поверхности, проектирование для очищаемости и стерильности, изготовление, проверку, осмотр, испытания и сертификацию как изолированные темы. Он рассматривает их как единую связанную гигиеническую инженерную структуру. Правила FDA для оборудования направлены в одну сторону: оборудование должно быть соответствующим образом спроектировано, поверхности, контактирующие с продуктом, должны быть нереактивными, неаддитивными и неабсорбирующими, а оборудование должно быть очищаемым и обслуживаемым в рамках письменного контроля.
Типичная инженерная реальность: трубопроводный контур, который создает больше всего проблем, редко является основной магистралью между сосудами. Чаще всего это отборная ветвь, тройник для прибора, точка распределения или локальный коллектор, которые рассматривались как второстепенная деталь при проектировании. В биотехнологических работах вопрос проектирования никогда не сводится только к “Будет ли эта жидкость передаваться?”. Это “Будет ли эта сборка по-прежнему очищаемой, дренируемой, инспектируемой и защищаемой после изготовления и валидации?”
Экспертный совет: если обзор проекта фокусируется только на пропускной способности, перепаде давления и маршрутизации линий, он все еще неполон для высокочистой биотехнологической системы. Проект должен быть рассмотрен через призму гигиенического отказа, а не только потока процесса.
Почему биотехнологическим объектам нужно больше, чем общая практика пищевых трубопроводов
Биотехнологические объекты обычно предъявляют более строгие требования к трубопроводам, чем общее пищевое обслуживание. Последствия удержания остатков, микробного загрязнения, плохого отклика чистого пара или недокументированных изменений на месте выше. Во многих биотехнологических объектах трубопроводная система оценивается не только по тому, работает ли она безопасно. Она оценивается по тому, может ли она поддерживать квалификацию, верификацию очистки, историю обслуживания, контроль изменений и долгосрочную согласованность процесса.
Типичный отраслевой случай: концепция компоновки, которая приемлемо работает на общем пищевом заводе, все еще может быть отклонена в биотехнологическом проекте, потому что локальное расположение ветвей, состояние поверхности или нагрузка на документацию труднее защитить в среде, ориентированной на валидацию. Проблема не в том, что биотехнология использует совершенно другую физику. Проблема в том, что допуск на неоднозначное гигиеническое поведение намного ниже.
Высокочистая система должна работать гигиенически, а не только выглядеть гигиенически
Пищевой внешний вид оборудования не гарантирует создание системы высокой чистоты. Полированная труба, гигиеническая обжимная муфта или чистая на вид сварная заглушка не доказывают, что установленная система правильно дренируется, что геометрия ответвления приемлема или что самое сложное местное соединение будет надежно очищаться на месте. Проектирование трубопроводов для биотехнологий успешно, когда местная геометрия и практика изготовления поддерживают гигиенические цели спецификации.
Вот почему эту статью следует читать вместе с Выбор пищевых фитингов для ферментационных систем. Неправильное местное соединение может свести на нет в остальном сильный проект системы.
Начните с реального процесса: жидкость, очистка и нагрузка валидации
Характеристики технологической жидкости изменяют проект
Различные биотехнологические жидкости создают разные нагрузки на гигиеническое проектирование. Буферные растворы, среды, промежуточные продукты, потоки сбора, услуги, связанные с WFI, химикаты CIP, пар SIP и гигиенические жидкости, связанные с коммунальными услугами, ведут себя по-разному в трубопроводах. Некоторые проверяют запас по коррозии. Некоторые проверяют совместимость уплотнений. Некоторые делают дизайн тупиков и точек отбора проб более чувствительным, потому что поведение остатков или микробные последствия выше.
Инженерный вывод: Хорошее проектирование трубопроводов начинается с фактического процесса и очищающих сред, а не со стандартного стандарта труб. Если проектная группа не может четко описать, что будет переносить линия, какие температуры она будет видеть и как она будет очищаться или стерилизоваться, еще рано завершать детали трубопроводов.
CIP, SIP и термохимическое воздействие являются входными данными для проектирования
Чистка и стерилизация — это не эксплуатационные детали, добавленные позже. Это исходные данные для проектирования. FDA 21 CFR 211.67 требует, чтобы оборудование очищалось, обслуживалось и, при необходимости, санировалось и/или стерилизовалось по контролируемым процедурам. В практическом проектировании трубопроводов это означает, что система должна быть спроектирована с учётом реальных термических и химических режимов, которым она будет подвергаться. Воздействие чистого пара, горячей воды для инъекций (WFI), щелочи, кислоты, санирующих средств, охлаждение и повторные термические циклы — всё это влияет на то, какие материалы, уплотнения, сварные швы и местные фитинги будут надёжно работать.
Типичный отраслевой случай: линия была правильно подобрана и проложена для технологической передачи, но повторное воздействие SIP (стерилизации на месте) впоследствии выявило слабые места на стыках местных уплотнений и в ориентации клапанов, затрудняющих дренаж. Проблема была не в том, что технологический поток был неправильным. Проблема заключалась в том, что условия чистки и стерилизации не были учтены как часть исходной основы проектирования.
Экспертный совет: если местный узел не выдержит реального воздействия CIP/SIP без особых мер предосторожности, то проблема связана с проектированием, даже если основная линия всё ещё выглядит приемлемой.
Изменение требований к валидации меняет значение “хорошего проектирования”
На биотехнологических предприятиях проектирование частично оценивается по тому, насколько хорошо систему можно валидировать и обслуживать в рамках контроля изменений. Линия, которая работоспособна, но трудна для инспекции, документирования или обоснования во время квалификации, не является надёжной конструкцией для высокочистых систем. Вот почему опытные инженеры задаются вопросами на раннем этапе: где находятся наиболее рискованные местные узлы, как они будут инспектироваться и какие доказательства потребуются после изготовления и запуска?
Для жизненного цикла в рамках этой логики свяжите эту статью с Соображения по техническому обслуживанию и валидации гигиенических трубопроводов.
Основные принципы проектирования, которые определяют успех системы
Способность к дренированию
Истинная дренируемость — одно из первых требований к проектированию в высокочистой трубопроводной системе. Остаточная жидкость после очистки или пропаривания — это не просто проблема обслуживания. Она изменяет гигиенические характеристики следующего цикла, повышает риск локального загрязнения, усложняет сушку и снижает надежность устранения неисправностей. Вопросы и ответы FDA по оборудованию связывает конструкцию оборудования, очистку, техническое обслуживание и пригодность поверхностей, контактирующих с продуктом, что именно так и следует оценивать дренируемость в биотехнологическом контуре.
Типичный отраслевой случай: На конструкторском чертеже была показана дренажная линия, но после корректировки опор на месте один установленный пролет создал незаметную низкую точку, которая постоянно удерживала жидкость после CIP. Проблема не проявлялась в основной технологической модели. Она проявилась в установленной геометрии.
Экспертный совет: Никогда не предполагайте дренируемость только по замыслу чертежа. Совместно проверяйте уклон, расстояние между опорами, ориентацию корпуса клапана, расположение дренажных точек и фактическое поведение установленной системы.

Контроль мертвых зон
Контроль мертвых зон остается одной из самых важных и наиболее недооцененных частей проектирования трубопроводов высокой чистоты. Линия может быть изготовлена из правильного материала, иметь нужную отделку и все равно стать трудной для очистки, если конструкция ответвления создает застойные зоны. Отбор проб, тройники для приборов, локальные коллекторы и добавленные ответвления — вот где эта проблема чаще всего проявляется.
Типичный отраслевой случай: Основной контур постоянно соответствовал эксплуатационным и очистным целям, но одно ответвление для отбора проб продолжало вызывать гигиенические опасения. Основной причиной была не концентрация моющего средства или время цикла. Это был слабый локальный обмен жидкостью в ответвлении, которое никогда не подвергалось критическому анализу как часть проекта CIP/SIP.
Экспертный совет: Оценивайте самый сложный локальный участок, а не самый простой прямой участок. Если одна локальная сборка не может надежно обмениваться жидкостью и дренироваться, то именно этот дизайн имеет значение.

Очищаемый путь потока
Линия, которая хорошо передает продукт, не обязательно хорошо очищается. Производственный поток и поток очистки связаны, но не являются идентичными задачами проектирования. В высокочистых системах основной технологический маршрут может быть гидравлически приемлемым, в то время как одна локальная сборка все еще становится слабым звеном, потому что ее внутренний путь, ориентация или конфигурация отвода препятствуют эффективному действию очистки.
Логика проектирования на основе исследований: Обзор области применения ASME BPE непосредственно связывает требования к поверхности, проектирование для очищаемости и стерильности, изготовление компонентов, сборку, включая соединение материалов, трубопроводы, осмотры, проверки, испытания и сертификацию. Это важно, потому что это подтверждает практическую инженерную истину: очищаемость — это не только химический параметр. Она заложена в конструкцию смачиваемого пути.
Доступ для осмотра и контролируемое вмешательство
Не каждое место должно быть спроектировано для регулярного открывания, и не каждое место должно быть постоянно закрыто без веской причины. Высокочистые системы нуждаются в контролируемом балансе между минимизацией интерфейсов и обеспечением обоснованного доступа там, где уплотнения, диафрагмы или локальные сборки потребуют внимания в течение жизненного цикла. Это один из самых важных компромиссов в проектировании биотехнологических трубопроводов, потому что каждый добавленный интерфейс разборки может улучшить доступ, но также увеличить гигиенический риск, связанный с уплотнениями.
Материалы и требования к поверхности в трубопроводах высокой чистоты для биотехнологий
Почему 316L обычно является базовым материалом
316L обычно используется в трубопроводах высокой чистоты для биотехнологий, поскольку обеспечивает практический баланс запаса коррозионной стойкости, свариваемости и признания в отрасли для критических гигиенических применений. Это не делает его решением для каждой технологической проблемы, но объясняет, почему многие проекты рассматривают его как базовый металлический материал для критических контактных с продуктом и высокочистых применений. ASME BPE охватывает материалы и требования к поверхности в рамках более широкой гигиенической концепции проектирования, что именно так инженеры должны оценивать 316L на практике.
Для полного обсуждения материалов, свяжите эту статью с Нержавеющая сталь 316L в биопроцессных приложениях.
Чистота поверхности является переменной гигиенической производительности
Чистота поверхности — это не косметический выбор в трубопроводах для биотехнологий. Она влияет на локальную очищаемость, уверенность при инспекции и практическое поведение контактных с продуктом поверхностей после изготовления. Ключевой вопрос проектирования — не то, звучит ли одна отделка “более премиальной”. Он заключается в том, поддерживает ли выбранная отделка гигиеническую цель процесса и ожидания инспекции объекта.
Типичный отраслевой случай: сплав был приемлемым, но проект позже пересмотрел требования к отделке, потому что первоначальные ожидания по поверхности больше не соответствовали очищаемости и нагрузке на инспекцию в конечной технологической зоне. Урок заключался не в том, что семейство металлов было неправильным. Урок заключался в том, что отделка не была определена с достаточной дисциплиной, специфичной для процесса.
Факт: ASTM A270 явно указывает, что фармацевтическое качество может быть запрошено в качестве дополнительного требования, что служит полезным напоминанием о том, что решения по выбору труб в проектах с высокой чистотой часто выходят за рамки поставки стандартных пищевых труб.
Неметаллические контактирующие детали также важны
Проектирование трубопроводов высокой чистоты не ограничивается стенкой из нержавеющей трубы. Прокладки, диафрагмы, седла клапанов, шланги и другие неметаллические контактирующие детали часто становятся первым слабым звеном при очистке, воздействии пара или надежности в течение жизненного цикла. Во многих отклонениях в проектах нержавеющая сталь была приемлемой, но локальная стратегия использования эластомеров или полимеров не была достаточно строго контролируема для реального процесса и режима стерилизации.
Экспертный совет: если проектная команда обсуждает выбор сплава, но не определила совместимость уплотнений и логику замены, проверка гигиенического проектирования все еще не завершена.
Сварная конструкция, орбитальная сварка и реальность изготовления
Проектирование трубопроводов нельзя отделить от проектирования сварки
В системе биотехнологии высокой чистоты свариваемость является частью проектирования, а не второстепенным аспектом изготовления. Чем больше система зависит от контролируемого качества сварки для гигиенических характеристик, тем более нереалистичным становится окончательное определение маршрутизации и логики ответвлений без учета того, как сварные швы будут фактически выполнены, продуты, проверены и задокументированы.
Типичный инженерный случай: Материал и маршрут были приемлемы на бумаге, но одна локальная сборка стала сложной для защиты, потому что доступ к сварке, качество продувки и практичность инспекции не были учтены при первоначальной планировке ответвления. Слабость началась не только в изготовлении. Она началась в проектировании.
Почему важна логика орбитальной сварки
Логика орбитальной сварки важна в биотехнологии не потому, что она звучит более продвинуто, а потому, что повторяемость, управляемость и документация имеют большее значение в высокочистых системах. На практике инженерам необходимо задумываться о том, поддерживает ли предлагаемая компоновка надежное выполнение сварки, повторяемые условия продувки и доступ для инспекции именно в тех местах, которые впоследствии будут наиболее важны для контроля качества и обслуживания.
Экспертный совет: Во время проверки проекта всегда спрашивайте, является ли линия лишь чертежной или фактически свариваемой в контролируемых высокочистых условиях.

Основной материал часто правильный, но зона сварки становится слабым местом
Одним из наиболее реалистичных отказов биотехнологических трубопроводов является система, где выбранный материал был правильным, но состояние, прилегающее к сварке, стало гигиеническим слабым местом. Когда это происходит, команды иногда чрезмерно сосредотачиваются на улучшении материала, когда реальная проблема заключается в выполнении сварки, локальном контроле отделки или исходной геометрии сборки. Инженерный урок прост: правильный сплав не может спасти нестабильную гигиеническую зону сварки.
Клапаны, ответвления, точки отбора проб и локальные сборки
Конструкция точки отбора проб
Точки отбора проб имеют небольшие размеры, но высокую значимость. Они сочетают в себе геометрию ответвления, взаимодействие с оператором, количество уплотнений, риск локального обмена жидкостью и многократный гигиенический контроль. Именно поэтому проектированию точек отбора проб следует уделять больше инженерного внимания, чем предполагает их размер. Во многих биотехнологических предприятиях наиболее часто повторяемый гигиенический вопрос касается не основной магистрали передачи, а локального узла отбора проб.
Типичный отраслевой случай: Основной контур работал удовлетворительно, но та же точка отбора проб неоднократно вызывала дополнительную проверку, потому что узел удерживал жидкость и никогда не обменивался чистящей средой так эффективно, как основной контур.
Клапанные коллекторы и зоны с высокой плотностью ответвлений
Кластеры клапанов и коллекторы с высокой плотностью ответвлений — это места, где хорошие конструкции высокой чистоты часто становятся уязвимыми. Проблема не в том, что клапаны плохие. Проблема в том, что клапаны, ответвления, уплотнения и приборы умножают локальную гигиеническую сложность. По мере роста локальной сложности конструкция требует более строгого контроля над дренируемостью, плотностью сварных швов, интерфейсами уплотнений и логикой инспекции.
Тройники для приборов и соединения датчиков
Тройники для приборов и фитинги датчиков часто недооценивают из-за их малого размера, но они могут доминировать в локальном риске очищаемости. Если проектная группа не рассматривает их как критические локальные узлы, они часто становятся местом, где впервые становятся заметными удержание остатков, локальный застой или несоответствие документации.
Экспертный совет: Спроектируйте местный узел, который труднее всего очищать и проще всего упустить из виду. Именно там обычно скрывается реальный риск для системы.
Стратегия соединения: Сварные соединения против соединений хомутового типа против контролируемого доступа
Где предпочтительны более постоянные сварные соединения
Более постоянные сварные соединения часто являются более безопасным выбором там, где гигиенические последствия высоки, а регулярный доступ не требуется. В стабильных зонах контакта с продуктом уменьшение количества интерфейсов может снизить вариабельность, связанную с уплотнениями, и устранить один слой риска местного узла. Это не делает сварку автоматически лучше везде. Это означает, что постоянное соединение часто становится предпочтительным там, где местоположение не выигрывает достаточно от многократного открытия, чтобы оправдать дополнительный интерфейс.
Где соединения хомутового типа для гигиенического доступа всё ещё имеют смысл
Соединения хомутового типа всё ещё имеют смысл там, где контролируемый доступ, замена прокладок или модульные изменения являются реальным требованием жизненного цикла. Ошибка заключается не в использовании соединений хомутового типа вообще. Ошибка заключается в их размещении в местах с высокими последствиями без учёта дополнительной нагрузки по контролю уплотнений, которую они создают.
Для логики на стороне местной арматуры, свяжите эту статью с Выбор пищевых фитингов для ферментационных систем.
Лучший вопрос не “Какое соединение лучше?”
Лучший вопрос заключается в том, что приносит больше пользы для данного места: доступность или уменьшение количества соединений. Это и есть настоящий инженерный компромисс. Стиль соединения, который отлично подходит в одной области, может стать неправильным решением в другом месте, если он вводит ненужный контроль уплотнений, дополнительную нагрузку на очистку или чрезмерное вмешательство в обслуживание в зоне высокой чистоты.
Проектирование с учетом обслуживания и валидации с самого начала
Хорошая конструкция легче в обслуживании
Самая простая в обслуживании система трубопроводов высокой чистоты — это та, чьи локальные гигиенические риски были снижены на этапе проектирования, а не переложены на обслуживание позже. Слабая дренируемость, неудобный доступ к уплотнениям, плохо ориентированные клапаны и труднодоступные для осмотра локальные узлы — все это становится бременем для обслуживания после запуска. Их легче исправить на чертеже, чем в действующем биотехнологическом объекте.
Для жизненного цикла свяжите эту статью с Соображения по техническому обслуживанию и валидации гигиенических трубопроводов.
Валидация начинается на этапе проектирования
Валидация не начинается после установки. Она начинается, когда проектная команда решает, что система должна быть способна доказать. Если линия потребует убедительных доказательств очищаемости, доступности для осмотра или контролируемой локальной геометрии, то эти требования уже должны быть видны в проекте. Системы, которые работоспособны, но сложны для валидации, обычно показывают, что проектная команда слишком поздно учла логику квалификации в проекте.
Типичный отраслевой случай: Механическая часть трубопроводного контура была успешной, но квалификация заняла больше времени, чем ожидалось, потому что наиболее трудные для очистки локальные узлы не были четко определены на этапе проектирования. Техническое исправление было незначительным. Влияние на график - нет.
Документация и прослеживаемость должны быть предусмотрены в проекте
Проект высокой чистоты также требует реалистичной цепочки доказательств. Идентификация материала, записи о сварке, ожидания по отделке и изменения на месте становятся гораздо сложнее завершить, если проект никогда не определял, как будет документироваться и сдаваться конечная система. Вот почему проектирование трубопроводов высокой чистоты также должно быть связано с логикой сдачи и прослеживаемости проекта.
Распространенные ошибки проектирования в трубопроводах высокой чистоты для биотехнологий
Проектирование для потока продукта, но не для потока очистки
Контур может хорошо передавать технологическую жидкость и все равно работать неэффективно во время очистки, если локальные узлы никогда не обмениваются очищающей средой достаточно эффективно.
Принятие гигиенически выглядящих компоновок без проверки мертвых зон
Внешний вид не заменяет проверку локальных ответвлений. Поведение мертвых зон часто скрывается в небольших узлах, а не в основном маршруте.
Чрезмерное внимание к 316L при игнорировании сварных швов и геометрии
Более прочный сплав не исправляет плохое выполнение сварки, недостаточный дренаж или сложную геометрию ответвлений.
Использование единой логики проектирования для всех технологических зон
Линии контакта с продуктом с высокими последствиями, ответвления для отбора проб, гигиенические системы для коммунальных услуг и зоны с низким риском не должны проектироваться по одному недифференцированному стандарту.
Откладывание вопросов валидации и документации до поздних стадий проекта
Если система начинает задумываться о доказательствах, прослеживаемости и квалификации только после изготовления, проект уже работает с меньшим контролем, чем должен.
Практический контрольный список для проектирования трубопроводов высокой чистоты на биотехнологических объектах
До заморозки P&ID
- Определите реальные технологические и очистные среды.
- Определите наиболее рискованные локальные узлы.
- Решите, где системе требуется доступ, а где требуется меньше интерфейсов.
- Определите гигиенические и валидационные требования для каждой основной технологической зоны.
Перед детальной прокладкой трубопроводов
- Проверьте дренаж, логику уклона и риск образования низких точек.
- Проверьте длину ответвления, направление отвода и возможность образования локальных застойных зон.
- Проверьте ориентацию клапанов и точек отбора проб как установленных узлов, а не только символов.
- Подтвердите доступность сварки и практичность продувки в критических местах.
Перед изготовлением
- Определите требования к материалам, отделке и уплотнениям совместно.
- Согласуйте прокладку трубопроводов с реалистичной стратегией сварки и логикой контроля.
- Определите узлы, которые потребуют более строгого гигиенического контроля после изготовления.
- Убедитесь, что цепочка документации соответствует конечному замыслу проекта.
Перед запуском и квалификацией
- Подтвердите, что установленный контур по-прежнему сливается, как задумано.
- Проверьте самые труднодоступные для очистки местные узлы, а не только основную магистраль.
- Подтвердите, что изменения на месте не создали новых гигиенически слабых мест.
- Убедитесь, что конечная система по-прежнему поддерживает предполагаемый подход к валидации и обслуживанию.
| Тема проектирования | Как выглядит хороший проект | Типичные ошибки |
|---|---|---|
| Способность к дренированию | Установленная линия предсказуемо сливается в местных точках низкого и высокого риска | На чертеже слив есть, но геометрия установленной опоры не позволяет этого |
| Управление мёртвыми зонами | Ветви рассматриваются как локальные гигиенические узлы | Точки отбора проб и тройники для приборов рассматриваются как второстепенные детали |
| Стратегия сварки | Маршрутизация обеспечивает реалистичную продувку, доступ и осмотр | Конструкция предполагает качество сварки без проверки практичности изготовления |
| Логика соединений | Доступ и количество интерфейсов сбалансированы в соответствии с технологической необходимостью | Выбор между хомутами или сваркой копируется без проверки для конкретного местоположения |
| Готовность к валидации | Самые сложные узлы идентифицируемы и обоснованы | Логика квалификации начинается после изготовления, а не во время проектирования |

Вывод: Проектирование трубопроводов высокой чистоты успешно, когда геометрия, материалы, свариваемость и логика валидации рассматриваются как единая система
Проектирование трубопроводов высокой чистоты для биотехнологических объектов успешно, когда геометрия, материалы, свариваемость, очищаемость, дренируемость и логика валидации проектируются как единая система. Самые надежные биотехнологические трубопроводные проекты не полагаются только на название сплава, внешний вид поверхности или стиль каталогных компонентов. Они снижают локальный гигиенический риск в местах ответвлений, точек отбора проб, узлов клапанов и зон сварки, где процесс наименее устойчив к отказам.
Если вы хотите усилить кластер тем по биотехнологии, свяжите эту статью с Нержавеющая сталь 316L в биопроцессных приложениях, Выбор пищевых фитингов для ферментационных систем, и Соображения по техническому обслуживанию и валидации гигиенических трубопроводов.
Часто задаваемые вопросы
Какой самый важный конструктивный фактор в трубопроводах высокой чистоты для биотехнологий?
Наиболее важным фактором обычно является очищаемая и дренируемая геометрия. Если система плохо дренирует или создает мертвые зоны в локальных узлах, более прочные материалы и лучшая отделка поверхности не решат основную гигиеническую проблему.
Требуется ли всегда 316L в биотехнологических гигиенических трубопроводах?
Не автоматически. 316L является распространенным базовым вариантом для критических применений высокой чистоты, но окончательное решение все еще зависит от химии процесса, воздействия очистки и стерилизации, требований к отделке и профиля риска локального узла.
Почему тупиковые участки представляют такую большую проблему в системах высокой чистоты?
Поскольку мертвые зоны ослабляют локальный обмен жидкости, эффективность очистки и дренируемость. Они являются одной из наиболее частых причин, по которым локальный отвод или точка отбора проб продолжают создавать гигиенические проблемы, даже когда основной контур выглядит приемлемым.
Когда следует использовать соединения с зажимной посадкой в трубопроводах биотехнологической промышленности?
Используйте их там, где действительно необходим контролируемый доступ, замена уплотнения или модульное вмешательство. Они могут быть правильным выбором, но каждый добавленный интерфейс также увеличивает гигиенический риск, связанный с уплотнениями, поэтому их не следует использовать по умолчанию в каждом высокочистом месте.
Решает ли электрохимическая полировка проблемы плохой сварки или плохой геометрии?
Нет. Более гладкая отделка может поддерживать более высокую гигиеническую цель, но она не исправляет слабую дренируемость, плохую геометрию отвода или некачественную зону сварки.
Как валидация влияет на решения по проектированию трубопроводов?
Валидация изменяет то, что система должна быть способна доказать, а не только то, как она должна работать. Проект трубопровода, который является работоспособным, но сложным для инспекции, документирования или защиты, всё ещё может быть слабым биотехнологическим проектом.

