Fabricante de Tuercas Hexagonales para Soldar OEM · Selector para Diseños Piloteados Personalizados y Especiales
Tuercas Hexagonales para Soldar Especiales: Diseñadas a Medida para Ensamblajes de Chapa Metálica de Alto Par
Respaldados por 30 años de ingeniería de encabezado en frío, fabricamos tuercas hexagonales para soldar personalizadas y especiales diseñadas para una soldadura por proyección automatizada impecable. Entendemos que en entornos OEM de alto volumen, una tuerca para soldar debe ofrecer tres cosas: fusión de proyección idéntica, roscas libres de salpicaduras y metalurgia de bajo carbono para evitar uniones frágiles. Nuestras tuercas hexagonales para soldar garantizan la máxima resistencia al par de torsión y al arranque para aplicaciones automotrices, de HVAC y de maquinaria pesada.
Capacidades: Planos OEM Personalizados · Alturas de Piloto No Estándar · Equivalentes Modificados de DIN 929 / ISO 21670
Tipos de Tuercas: Con Piloto (Autolocalizante) · Base Plana (Sin Piloto) · 3-Proyección · 6-Proyección
Grados/Materiales: Acero de Bajo Carbono C1010/C1015 (Optimizado para Soldadura) · Acero Inoxidable 304/316
Acabados: Liso/Sin recubrimiento (Recomendado para soldadura) · Aceite ligero antioxidante · Baño de cobre
Documentos: EN 10204 3.1 · PPAP Nivel 3 · Trazabilidad por lote/calor · Informes de soldabilidad
Tipos de Tuerca de Soldadura Hexagonal
 Tuercas Especiales
Tuercas Especiales
Tuercas de Soldadura Serie
Serie de Tuercas de Seguro
Series de Insertos y Remaches
Mobiliario y Especialidades

Tuerca de Soldadura Hexagonal (Base Redonda)

Tuerca de Soldadura Hexagonal con Piloto

Tuerca de Soldadura Hexagonal con Piloto (Estilo DIN 929)
¿Por Qué Elegir Nuestras Tuercas Hexagonales de Soldadura Especiales y Personalizadas?
Diseñadas para Metales de Chapa No Estándar: Las tuercas de soldadura estándar de estante a menudo fallan cuando se aplican a metales de chapa ultra delgados o extra gruesos. Nos especializamos en modificar las alturas del piloto y los volúmenes de proyección para que coincidan perfectamente con el grosor específico de su material, eliminando problemas de protrusión del piloto y asegurando ensamblajes al ras.
Alturas de Proyección Consistentes 100%: Mantenemos las tolerancias de proyección personalizadas en un estricto ±0,05 mm. En la soldadura por resistencia automatizada, las proyecciones desiguales causan soldaduras frías localizadas. Nuestro estricto control dimensional asegura un flujo de corriente igual en todos los puntos, garantizando una fusión estructuralmente sólida cada vez.
Roscas Internas Libres de Salpicaduras: 30 años de resolución de problemas nos han enseñado que retapar roscas es un gran desperdicio de recursos para los OEM. Optimizamos el chaflán del piloto y el avellanado de la rosca más allá de las especificaciones estándar para bloquear físicamente la expulsión de metal fundido, preservando la integridad de la rosca sin operaciones secundarias.
Control Metalúrgico Estricto de Bajo Carbono: Utilizamos exclusivamente acero de bajo carbono C1010/C1015. El uso de acero de chatarra con mayor contenido de carbono conduce a la formación de martensita durante el enfriamiento rápido, resultando en soldaduras frágiles que se rompen bajo el par de apriete final del perno. Nuestro material garantiza una unión resistente y a prueba de impactos.
Compatibilidad con Alimentadores Automatizados: Ya sea que necesite un diseño personalizado de base plana o un perfil hexagonal sobredimensionado, nuestro proceso de encabezado en frío garantiza una geometría impecable y bordes libres de rebabas, evitando cualquier atasco en alimentadores vibratorios de tolva de alta velocidad y celdas de soldadura robóticas pick-and-place.
¿Qué es una Tuerca de Soldadura Hexagonal?
Una tuerca de soldadura hexagonal es un sujeto especializado formado en frío diseñado para fusionarse permanentemente con chapa metálica mediante soldadura por proyección por resistencia. Crea una rosca hembra robusta y de alto par en áreas de ensamblaje ciegas, cerradas o inaccesibles donde una tuerca estándar y una llave no pueden alcanzar.
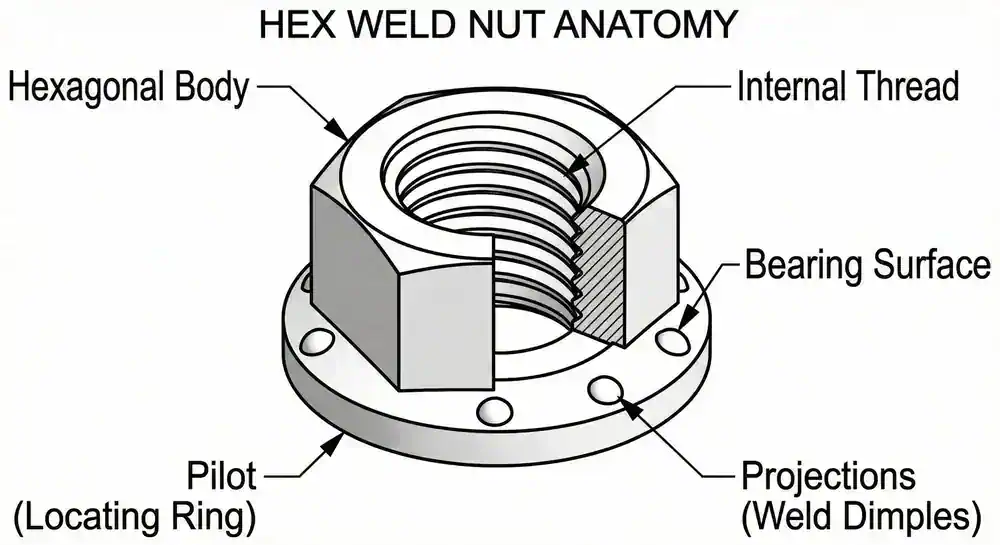
Anatomía y Características Clave:
Proyecciones: Abolladuras diseñadas en la base que concentran la corriente de soldadura, fundiéndose rápidamente para fusionarse profundamente con el panel anfitrión.
Piloto (Anillo de Localización): Una guía circular que encaja en un agujero prepunzonado, asegurando una concentricidad perfecta y protegiendo las roscas internas de las salpicaduras fundidas.
Superficie de Apoyo: La superficie plana que queda al ras contra la chapa metálica después de la soldadura para distribuir las cargas de sujeción de manera uniforme.
Estándares Incluidos y Guía de Configuración
Estándares Incluidos en Esta Gama de Tuercas de Soldadura
| Estándar | Tipo de Tuerca | Caso de Uso Industrial Típico |
| DIN 929 | Tuerca hexagonal de soldadura con piloto y 3 proyecciones | Estándar universal para BIW (Carrocería en Blanco) automotriz y envolventes de chapa metálica. |
| ISO 21670 | Tuerca hexagonal de soldadura con brida | Aplicaciones en chapa delgada que requieren una superficie de apoyo más grande para evitar el arrancamiento de la tuerca. |
| JIS B 1195 | Tuerca hexagonal para soldar estándar japonés | Especificado para subconjuntos automotrices asiáticos y herramientas de electrónica de consumo. |
| OEM personalizado | Alturas o geometrías de piloto modificadas | Espesores de chapa no estándar o sistemas de alimentación automatizados propietarios. |
Guía de ingeniería: Configuraciones de base piloto vs. plana
Regla general experta: Siempre especifique una tuerca con piloto (como DIN 929) si su panel está prepunzonado. El piloto reduce drásticamente los tiempos de ciclo de montaje al autoposicionarse y protege las roscas de las salpicaduras. Use tuercas de soldadura de base plana solo cuando sea imposible punzonar un agujero en el material base y tenga plantillas de soldadura de cobre externas de precisión para alinear la tuerca.
| Factor | Con piloto (estilo DIN 929) | Base plana (sin piloto) |
| Velocidad de montaje | Extremadamente Rápido (Se autoposiciona en el agujero) | Más Lento (Requiere dispositivos de alineación personalizados) |
| Protección de Roscas | Excelente (El piloto actúa como escudo físico) | Pobre (Las salpicaduras pueden entrar fácilmente en las roscas inferiores) |
| Resistencia al Corte | Superior (El piloto comparte la carga lateral de corte) | Estándar (Depende completamente de las 3 uniones soldadas) |
| Preparación del Material Anfitrión | Requiere agujero preperforado con precisión | Requiere una superficie de montaje plana y sin perforaciones |
Cómo Especificar, Materiales y Trazabilidad de Calidad
Cómo Especificar una Tuerca de Soldadura (Lista de Verificación para Solicitud de Cotización)
Norma: DIN, ISO, JIS, o adjunte un dibujo CAD personalizado.
Tamaño y Paso de la Roscadura: p. ej., M8 x 1.25.
Espesor del Panel Anfitrión: Crucial. Debemos igualar la altura del piloto al espesor de su chapa metálica para evitar que el piloto sobresalga e interfiera con el componente de acoplamiento.
Material: Acero de Bajo Carbono (Recomendado) o Acero Inoxidable (304/316).
Acabado: Liso/Sin recubrimiento es obligatorio para la integridad estructural.
EAU (Uso Anual Estimado): Para planificación de producción basada en volumen.
Materiales y Acabados Superficiales (La Advertencia del Experto de 30 Años)
Acero de Bajo Carbono (C1010/1015): El material definitivo para soldabilidad, previniendo grietas térmicas.
Acero Inoxidable (A2/A4): Para entornos especializados no magnéticos o altamente corrosivos.
La Regla del Acabado: Nunca suelde tuercas galvanizadas. El zinc se vaporiza a 907°C (muy por debajo del punto de fusión del acero de ~1400°C). Esta vaporización causa porosidad severa en la soldadura (bolsas de gas), uniones altamente frágiles y libera gas tóxico “zinc chills” en su instalación. Siempre solicite Simple/Sin recubrimiento o Ligeramente aceitado para la etapa de soldadura, y electroplate o recubra con E-coat todo el ensamblaje después la soldadura está completa.
Calidad, Inspección y Trazabilidad
Control de Material Entrante: Verificación con espectrómetro del Equivalente de Carbono (CE) de la varilla de alambre cruda.
Verificaciones en Proceso: Clasificación óptica 100% para presencia de rosca, concentricidad del piloto y uniformidad de altura de proyección de ±0,05 mm.
Verificación Mecánica: Pruebas destructivas de empuje, pruebas de par hasta la falla y verificación de penetración de soldadura por macroataque disponibles bajo pedido.
Documentación: Certificados de material completos EN 10204 3.1 y documentación PPAP Nivel 3 disponibles para proveedores de Nivel 1.
Aplicaciones comunes
Automotriz Carrocería en Blanco (BIW) y Chasis: Utilizado extensivamente en tubos hidroformados y subchasis cerrados para montar anclajes de cinturones de seguridad, rieles de asientos y componentes de suspensión donde se requieren roscas ciegas de alto par.
HVAC y Encerramientos Industriales: Proporcionando roscas hembra permanentes y resistentes a la vibración en encerramientos de chapa pesada para montar compresores, rieles de bastidores de servidores y paneles pesados de interruptores eléctricos.
Maquinaria Agrícola y de Construcción Pesada: Soldado directamente sobre paneles de acero estructural de tractores y excavadoras, proporcionando puntos de anclaje indestructibles que resisten vibraciones severas en campo y altas cargas de corte.
Electrodomésticos y Fabricación de Aparatos: Alimentado a través de tazones vibratorios automatizados de alta velocidad directamente en prensas de estampado y soldadura para el ensamblaje rápido de tambores de lavadoras y chasis de refrigeradores.
APLICACIONES DE INDUSTRIAS OEM Y CHAPA METÁLICA
Entrada de blog relacionada




PREGUNTAS FRECUENTES
¿Por qué nuestras tuercas de soldadura siguen rompiéndose cuando se aprieta el perno final?
Este es un síntoma clásico de material incorrecto o alturas de proyección inconsistentes. Si la tuerca está hecha de acero con un contenido de carbono superior al 0.20%, el enfriamiento rápido crea una estructura martensítica frágil. Alternativamente, si una de las tres proyecciones es más corta que las demás, solo se obtiene una fusión parcial. Resolvemos esto usando estrictamente acero C1010 y clasificando ópticamente 100% de nuestras proyecciones antes del envío.
¿Cómo evitamos que las salpicaduras de soldadura (expulsión) dañen las roscas internas?
Primero, asegúrese de usar una tuerca DIN 929 con piloto; el piloto bloquea físicamente la expulsión de metal fundido. Segundo, verifique la configuración de su soldador: una corriente excesiva o tiempos de “apriete” demasiado cortos hacen que el metal fundido explote en lugar de fundirse suavemente. Finalmente, compruebe la alineación del electrodo; una presión de sujeción desigual hace que el metal fundido se dispare lateralmente directamente hacia las roscas.
¿Cómo determino los parámetros de soldadura correctos (Corriente/Tiempo/Presión)?
Los parámetros dependen completamente del espesor de su chapa metálica, el material y el tamaño de la tuerca. Como referencia para una tuerca M6 en acero dulce de 1,5 mm, normalmente se requieren alrededor de 10-14 kA de corriente, 10-15 ciclos de tiempo de soldadura y 2,5-3,5 kN de fuerza del electrodo. Proporcionamos gráficos detallados de parámetros de referencia con todos los pedidos a granel para minimizar su tiempo de configuración de prueba y error.
¿Podemos simplemente usar tuercas hexagonales estándar para soldar en lugar de tuercas de soldadura específicas?
Absolutamente no. Las tuercas estándar carecen de proyecciones de soldadura. Sin proyecciones, la corriente de soldadura se dispersa sobre toda la base plana de la tuerca en lugar de concentrarse en puntos específicos de alta resistencia. Esto resulta en una adhesión superficial débil y superficial en lugar de una fusión profunda del material. La unión fallará inmediatamente en las pruebas de empuje y par de torsión.