La selección de bridas es una decisión de control de riesgos en las unidades de proceso de refinería, no solo una elección de componentes. Una brida, cara, junta o sistema de pernos desajustados puede desencadenar fugas crónicas, paradas no planificadas, venteos de emergencia y costosas reparaciones. En servicio de refinería, las líneas de proceso pueden experimentar alta presión, ciclos térmicos, vibración, hidrocarburos corrosivos, agua ácida, condiciones de vaporización e intervenciones de mantenimiento durante muchos años. El conjunto de bridas debe permanecer mecánicamente estable y hermético frente a esas realidades.
En la práctica, la selección segura de bridas requiere que ingenieros y compradores evalúen la junta como un sistema: tipo de brida + cara + grado de material + junta + pernos/espárragos + procedimiento de instalación + inspección/trazabilidad. Una brida que parece “correcta” solo por su tamaño aún puede fallar si su clasificación de presión-temperatura, resistencia a la corrosión o compatibilidad de la junta es incorrecta para el entorno de servicio.
Las refinerías enfrentan:
- Riesgos de emisiones relacionadas con fugas, pérdida de producto y exposición a la seguridad cuando las juntas de bridas no están correctamente especificadas y mantenidas
- Mal funcionamiento de equipos, retrasos en pruebas hidrostáticas y eventos de parada causados por desajustes de clasificación o errores de instalación
- Liberaciones químicas y daños por corrosión secundaria alrededor de puntos de filtración persistentes
- Preocupaciones de seguridad de los trabajadores durante inspección, apriete, preparación de trabajos en caliente y actividades de apertura de líneas
Los ingenieros y gerentes de compras deben abordar la selección de bridas como un flujo de trabajo de ingeniería paso a paso. Cada brida debe especificarse según las condiciones operativas reales y de perturbación, no solo según supuestos de diseño nominales. El resultado es una operación más segura, menor frecuencia de fugas y costos de mantenimiento más predecibles durante todo el ciclo de vida de la unidad.
Desafíos principales en aplicaciones de bridas en refinerías
Sobreviviendo en entornos de alta presión y alta temperatura (HPHT)

Las unidades de proceso de refinerías a menudo operan bajo alta presión y temperatura elevada con ciclos repetidos de arranque/apagado. Estas condiciones cargan la junta de brida a través de presión interna, cargas externas de tuberías, relajación de pernos y expansión térmica diferencial. La brida seleccionada debe coincidir con la clase de presión requerida y la clasificación presión-temperatura para la grupo de material específico, mientras también se considera el tipo de cara, el esfuerzo de asiento de la junta y la capacidad de pernos.
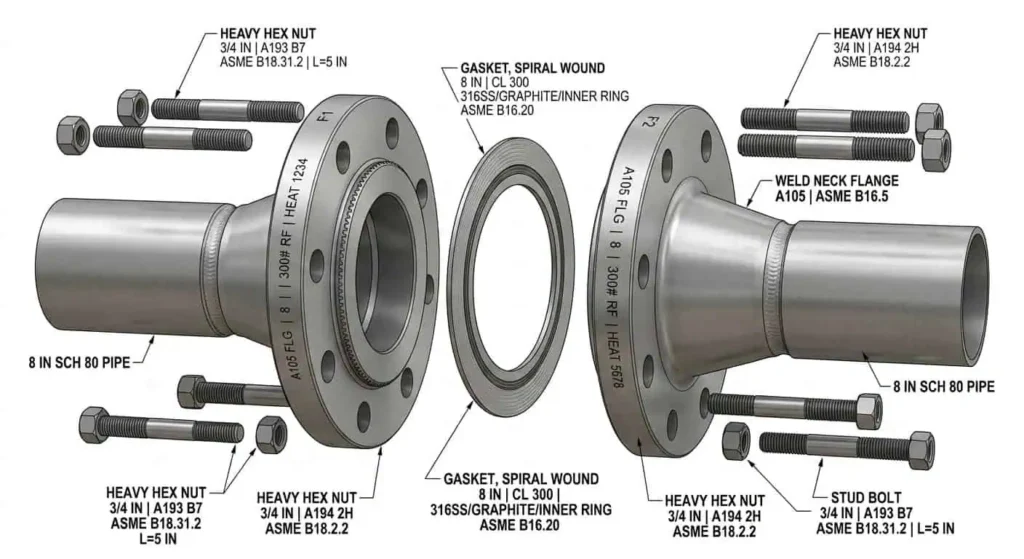
Para servicio severo, las bridas de cuello de soldadura son comúnmente preferidas porque el cubo cónico mejora la distribución de esfuerzos y la resistencia a la fatiga. Las características de refuerzo, el espesor controlado de la brida y el diseño correcto de pernos mejoran la estabilidad de la junta bajo servicio cíclico. Las tecnologías modernas de juntas pueden mejorar la estanqueidad contra fugas, pero solo cuando el acabado superficial, la compresión y la planitud de la brida se controlan durante la instalación.
| Tipo de brida / Característica de diseño | Aplicación en entornos de alta presión |
|---|---|
| Conexión de cuello de soldadura / Soldadura a tope | Preferido para líneas de alta presión y alta temperatura con ciclos térmicos y vibración debido a una mejor transición de tensiones |
| Nervaduras de refuerzo / Sección más pesada (donde lo permita el diseño) | Mayor rigidez y estabilidad para uniones grandes o muy cargadas en condiciones extremas |
Ejemplo de campo (Fugas recurrentes en HPHT): Una brida deslizante RF Clase 300 en servicio cíclico de aceite caliente desarrolló filtraciones repetidas después de cada parada. Las causas principales fueron la geometría desigual de la soldadura de filete, la sustitución de la junta sin revisión de ingeniería y la retención insuficiente de la carga de los pernos después del ciclo térmico. La solución permanente fue una actualización a brida de cuello de soldadura más una especificación controlada de junta/pernos y un procedimiento de apriete.
Perspectiva de Experto:
Un consultor de compras y soporte de campo con 30 años de experiencia señala:, “Verifique la clase de presión y la clasificación presión-temperatura según la norma aplicable y la documentación del fabricante, luego revise los detalles del montaje de la unión. Muchas fallas ocurren porque los equipos confirman el tamaño de la brida, pero no la base completa del diseño de la unión.”
Gestión de fluidos corrosivos y gas ácido (Cumplimiento NACE MR0175)

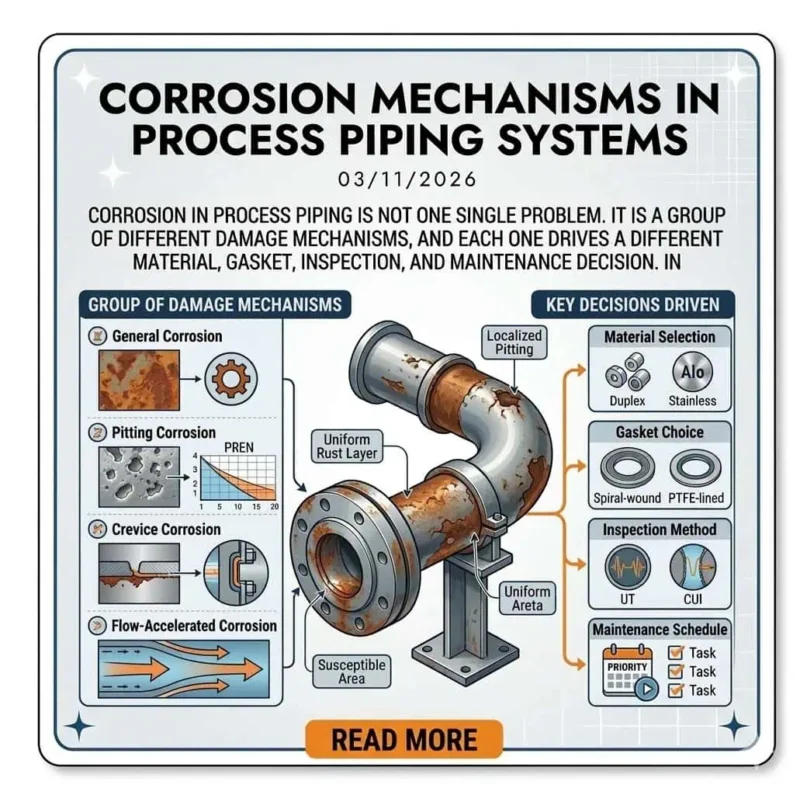
La corrosión es una causa principal de degradación de las uniones de bridas en refinerías, especialmente donde existen bolsas estancadas, H2S húmedo, cloruros, condensación de agua o metalurgia mixta. Los mecanismos comunes incluyen corrosión por hendidura en la interfaz con junta, corrosión galvánica entre metales diferentes, ataque relacionado con cloruros en aleaciones susceptibles y agrietamiento ambiental en servicio ácido. En entornos ácidos, NACE MR0175 / ISO 15156 Las reglas y limitaciones de selección (incluyendo grado de material, dureza, condición de tratamiento térmico y severidad de servicio) deben considerarse como parte de la base de ingeniería—no como una casilla de verificación después de la compra.
El cumplimiento NACE no significa “todo riesgo de corrosión está eliminado”. Reduce el riesgo de agrietamiento cuando los materiales son seleccionados adecuadamente para el H real2Condiciones de servicio que contienen S. La verificación del material, el control de la dureza, la trazabilidad y la revisión de las condiciones del proceso siguen siendo esenciales. Los aceros inoxidables dúplex, los grados super dúplex y las aleaciones de níquel pueden ser necesarios en combinaciones agresivas de cloruros, temperatura y servicio ácido, pero la elección final depende del espectro completo de corrosión y los controles de fabricación.
| Mecanismo de Corrosión / Daño | Preocupación de Ingeniería en Juntas de Bridas |
|---|---|
| Agrietamiento por Tensión de Sulfuro (SSC) | Riesgo de agrietamiento en materiales susceptibles bajo tensión de tracción en servicio H2Servicio H; la dureza y condición del material son críticas |
| Agrietamiento Inducido por Hidrógeno (HIC) | Agrietamiento interno en aceros susceptibles; la calidad del material y la química del servicio influyen fuertemente en el riesgo |
| Corrosión por rendija | Ataque localizado bajo juntas o depósitos donde el oxígeno y la química difieren del fluido principal |
| Condiciones cíclicas húmedas / de alto cloruro | Puede acelerar la corrosión localizada y dañar películas pasivas en aleaciones no adecuadas |
| Régimen de flujo / Efectos de tramos muertos | La severidad de la corrosión localizada puede aumentar en ubicaciones de bajo flujo o propensas a depósitos (el rango típico de ingeniería varía según la química y la temperatura) |
Ejemplo de campo (Cabeza de agua ácida): Una refinería experimentó fugas repetidas en bridas en un servicio relacionado con agua ácida después de reemplazar pernos y juntas durante una parada. La investigación encontró falta de trazabilidad de material para espárragos y registros de dureza inconsistentes en componentes de reemplazo. La acción correctiva incluyó aplicación de trazabilidad, listas de materiales aprobados y verificaciones PMI/dureza para uniones críticas antes del reensamblaje.
Perspectiva de Experto:
El consultor aconseja, “Solicite certificados completos de prueba de materiales, registros de tratamiento térmico cuando corresponda y documentación NACE/ISO para servicio ácido para cada paquete de brida crítico. Las sustituciones ocultas de materiales a menudo crean las fallas más costosas.”
Cumplimiento de estrictas regulaciones de emisiones fugitivas y estanqueidad contra fugas
Los programas de cumplimiento de refinerías modernas se centran cada vez más en el control de emisiones fugitivas y la prevención de fugas. La estanqueidad de las fugas en bridas depende de la selección correcta del acabado de la brida, el tipo de junta, la condición de la superficie, la precarga de los pernos y las prácticas de instalación. Las bridas de cara elevada (RF) y de junta tipo anillo (RTJ) se utilizan ampliamente donde se requiere un rendimiento de sellado más estricto, pero el rendimiento depende de la todo el conjunto y la disciplina de mantenimiento, no solo del tipo de brida.
El diseño de cuerpo de una sola pieza en componentes asociados puede reducir las rutas de fuga, pero las conexiones con bridas siguen siendo comunes y deben diseñarse para las condiciones de servicio esperadas, incluida la temperatura y presión de perturbación. En el trabajo práctico de refinería, muchas “fallas de bridas” son en realidad fallas de control de ensamblaje: junta incorrecta, acabado dañado, sujetadores reutilizados más allá del procedimiento o patrones de apriete desiguales.
| Tipo de Acabado de Brida | Descripción | Caso de uso típico |
|---|---|---|
| Cara plana (FF) | Utiliza una junta blanda de cara completa; menor tensión de la junta y área de contacto más amplia | Servicios de baja presión / menor severidad y acoplamiento a bridas de equipo de cara plana cuando sea necesario |
| Cara Realzada (RF) | Concentra la carga de la junta en un área de sellado elevada para una eficiencia de sellado mejorada | Servicio general de refinería en muchas aplicaciones de presión moderada a alta (sujeto a clasificación y compatibilidad de la junta) |
| Junta de tipo anillo (RTJ) | Utiliza una junta de anillo metálico con ranuras de precisión para un sellado de alta integridad | Servicio severo de alta presión / alta temperatura y tareas críticas de estanqueidad a fugas |
Ejemplo de Campo (Brecha de Cumplimiento de Emisiones): Una unidad señaló fugas recurrentes de VOC de bajo nivel en juntas RF después del arranque. La revisión de causa raíz encontró sustituciones de juntas no aprobadas durante el mantenimiento y ningún criterio de aceptación de inspección de caras documentado. Actualizar la lista de control de juntas, los estándares de inspección de caras y los registros de apriete de pernos redujo las fugas repetidas en el siguiente ciclo operativo.
Perspectiva de Experto:
El consultor destaca, “Elija proveedores y contratistas que documenten la compatibilidad de juntas, los requisitos de acabado de caras y la idoneidad de clase de presión. Una buena documentación por adelantado evita investigaciones de fugas posteriores.”
- Los desafíos comunes en aplicaciones de bridas de refinería incluyen:
- Riesgo de fugas en servicio HPHT o cíclico cuando el tipo de brida, cara, junta y carga de pernos no coinciden como un sistema
- Degradación del material por corrosión, química ácida, depósitos y excursiones térmicas
- Errores de instalación y mantenimiento que reducen la tensión de sellado efectiva
- Dificultades de inspección causadas por aislamiento, restricciones de acceso y geometría compleja de juntas
- Requisitos regulatorios e internos de confiabilidad para control de emisiones, trazabilidad y documentación
Especificación del Tipo de Brida Adecuado para Unidades de Refinería
Bridas con cuello soldable
Por Qué Son el Estándar de Oro para Sistemas de Tuberías Críticos
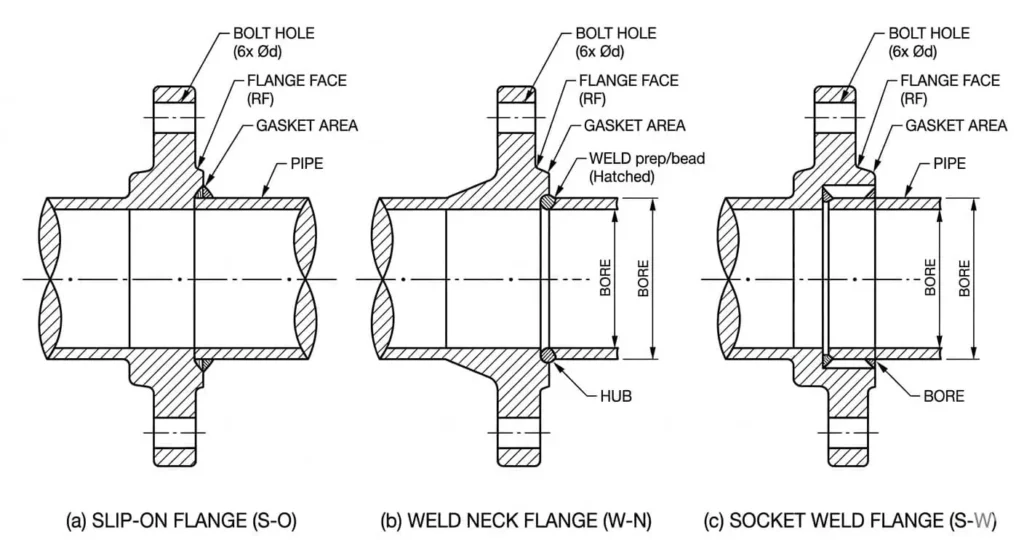
Las bridas de cuello de soldadura se consideran frecuentemente la opción predeterminada para tuberías críticas de refinería porque su geometría de cubo proporciona una mejor distribución de tensiones que muchos tipos alternativos. En líneas de alta presión, servicio de ciclado térmico y ubicaciones propensas a vibraciones, las bridas de cuello de soldadura generalmente ofrecen un mejor rendimiento a fatiga y una confiabilidad a largo plazo de la junta. Son especialmente valiosas donde las consecuencias de fugas son altas y el acceso para reparación es limitado.
Estas ventajas no eliminan la necesidad de una calificación adecuada del procedimiento de soldadura, control de ajuste, END según sea requerido y tratamiento térmico posterior a la soldadura (PWHT) cuando sea aplicable. El costo de instalación es mayor, pero el costo del ciclo de vida a menudo es menor cuando se consideran la frecuencia de fugas, el retrabajo y el tiempo de inactividad.
| Ventajas | Limitaciones / Compensaciones |
|---|---|
| Resistencia superior y mejor transición de tensiones para cargas de presión y térmicas | Requiere soldadura calificada y más tiempo de instalación |
| Comúnmente preferida para sistemas críticos de alta presión | Costo inicial de fabricación e inspección más alto |
| Mejor resistencia a la fatiga en servicio cíclico cuando se instala correctamente | Menos conveniente de modificar que las soluciones temporales solo con pernos |
| Fuerte rendimiento a largo plazo en servicio de refinería | La calidad depende de la ejecución de la soldadura y la alineación de la junta |
Bridas ciegas

Mejores Prácticas para el Aislamiento de Equipos y el Mantenimiento Seguro
Las bridas ciegas son esenciales para el aislamiento positivo, las pruebas hidrostáticas, las futuras conexiones y la planificación de mantenimiento en sistemas de tuberías de refinería. Cierran un límite de presión y deben seleccionarse con la misma base de diseño que la brida de acoplamiento y la condición de servicio (incluida la condición de prueba hidrostática, que puede diferir de la condición de operación). El espesor de la brida ciega y la adecuación de los pernos son controles de ingeniería críticos, especialmente en diámetros más grandes y clases de presión más altas.
- Las bridas ciegas aíslan secciones de tuberías para mantenimiento y apertura de líneas.
- Soportan actividades de pruebas de presión y puesta en marcha.
- Proporcionan flexibilidad para futuras conexiones y ejecución de proyectos por fases.
- Las bridas de espectáculo ofrecen un estado operativo claro para tareas de aislamiento periódicas.
- La planificación del aislamiento debe incluir el tipo de junta, la condición de los pernos y el procedimiento de torque, no solo la clase de la brida.
Ejemplo de Campo (Retraso en Prueba Hidrostática): Una prueba hidrostática de mantenimiento se retrasó cuando un paquete de brida ciega temporal carecía de documentación trazable de clasificación y registros de material de pernos. La revalidación y reemplazo extendieron la ventana de parada. Un registro de bridas ciegas previo al cierre con clasificaciones, tamaños y requisitos de documentación habría prevenido el retraso.
Bridas de Deslizamiento y Socket Weld
Comprendiendo Sus Limitaciones y Riesgos en Áreas de Alto Estrés
Las bridas de deslizamiento y socket weld son ampliamente utilizadas y pueden funcionar bien en los servicios adecuados, pero requieren un cribado más estricto para el servicio crítico de refinería. Las bridas de deslizamiento pueden ser menos adecuadas para cargas cíclicas severas porque el rendimiento a fatiga depende en gran medida de la calidad y geometría de la soldadura. Los diseños de socket weld pueden crear regiones propensas a grietas y pueden ser sensibles en servicios corrosivos o de ensuciamiento si no se especifican y mantienen cuidadosamente.
Estos tipos de bridas no son “incorrectos” por defecto. La clave es la clasificación del servicio: consecuencia de fuga, carga cíclica, mecanismo de corrosión, acceso a inspección y práctica de mantenimiento. Donde la consecuencia de fuga es alta o las condiciones son severas, los ingenieros a menudo especifican alternativas más robustas y controles de montaje más estrictos.
| Tipo de brida | Factores de Riesgo de Fuga / Fiabilidad a Vigilar |
|---|---|
| Brida deslizante | Sensibilidad a fatiga en servicio cíclico, calidad del perfil de soldadura, control de alineación |
| Brida de soldadura a casquillo | Efectos de grietas, calidad de ejecución de soldadura, idoneidad del servicio en condiciones corrosivas/ensuciamiento |
Seleccionando la Cara Correcta de la Brida
Cara Elevada (RF) vs. Junta Tipo Anillo (RTJ) para Servicios de Alta Presión
La selección del acabado de la brida afecta directamente el rendimiento de sellado y el riesgo de fugas. RF y RTJ son comunes en servicios de refinería, pero sirven para diferentes mecanismos de sellado y realidades de mantenimiento. Las juntas RF ofrecen flexibilidad en muchos servicios con una amplia gama de selección de juntas. Las juntas RTJ proporcionan un sellado de alta integridad en condiciones severas, pero requieren una condición precisa de la ranura, material de anillo compatible y una disciplina de instalación más fuerte.
Al seleccionar un acabado, los ingenieros deben evaluar: severidad del proceso, rango de presión-temperatura, disponibilidad de juntas/anillos, expectativas de reutilización de la junta, requisitos de acabado superficial, control de precarga de pernos y competencia de mantenimiento. Un acabado técnicamente superior aún puede tener un rendimiento inferior si el equipo de campo no tiene controles de instalación e inspección coincidentes.
| Tipo de Brida | Características | Impacto en el Rendimiento |
|---|---|---|
| Cara plana (FF) | Menor tensión de asiento de la junta; utilizado donde el equipo de acoplamiento requiere FF | Adecuación limitada para servicio hermético de alta presión |
| Cara Realzada (RF) | Acabado común de refinería con amplias opciones de juntas | Buen control de fugas cuando la junta, el acabado y la carga de pernos están correctamente emparejados |
| Junta de tipo anillo (RTJ) | Junta de anillo metálico con sellado de ranura de precisión | Alta integridad de sellado en servicio severo de alta presión/alta temperatura |
Consejo: Empareje el tipo de brida, el acabado, la tecnología de juntas y el procedimiento de pernos con el servicio real de la refinería. La confiabilidad de la junta proviene del diseño completo del ensamblaje y la ejecución en campo, no de un componente aislado.
Estrategia de Metalurgia y Selección de Materiales
Correspondencia de Grados de Materiales con Condiciones del Proceso
La selección del material de la brida es una decisión basada en el entorno de servicio, no solo en el precio. Los ingenieros deben evaluar la temperatura de operación y de perturbación, la presión, la química del proceso, el mecanismo de corrosión, la carga mecánica, la ruta de fabricación y los requisitos de inspección. Las normas definen los requisitos básicos, pero la selección final del material debe reflejar las condiciones reales del proceso de refinería y las especificaciones del proyecto.
La siguiente tabla resume los factores de decisión más importantes para la metalurgia y la selección de materiales en el servicio de bridas de refinería:
| Factor | Por qué es importante |
|---|---|
| Presión y temperatura | Determinar las clasificaciones de presión-temperatura aplicables, la idoneidad del material y la base de clase de brida / resistencia de pared requerida |
| Resistencia a la corrosión | Controla la resistencia a la corrosión general/localizada y los mecanismos de agrietamiento; el servicio con ácido/cloruro puede requerir límites de material más estrictos |
| Resistencia Mecánica y Tenacidad | Afecta la capacidad de carga, el riesgo de fragilidad y el rendimiento en condiciones de baja temperatura o dinámicas |
| Soldabilidad y Fabricación | Influye en el tratamiento térmico, la calificación del procedimiento de soldadura, la reparabilidad y el riesgo de ejecución en campo |
| Rastreabilidad y Requisitos de Control de Calidad | Crítico para verificar el grado del material, número de lote, cumplimiento y documentación de aptitud para el servicio |
Las familias de materiales comunes para bridas utilizadas en aplicaciones relacionadas con refinerías incluyen:
- Acero al Carbono (ej., ASTM A105, A350 LF2): Económico y resistente para muchos servicios; los límites de temperatura, tenacidad y margen de corrosión deben verificarse contra el servicio real.
- Acero Inoxidable (ej., 304/304L, 316/316L): Mejor resistencia a la corrosión; la selección del grado debe reflejar los riesgos de cloruros, temperatura y contaminación del proceso.
- Acero Aleado (ej., ASTM A182 F11, F22): Común para servicio a temperaturas elevadas donde se requiere resistencia a la fluencia y fuerza.
- Duplex / Super Duplex (ej., F51, F53, F55): Alta resistencia y fuerte resistencia a la corrosión en entornos adecuados, pero la fabricación y el control del equilibrio de fases son importantes.
- Aleaciones de Níquel (por ejemplo, Aleación 625, C276): Utilizadas para aplicaciones de corrosión severa y de alta consecuencia donde los aceros estándar no son adecuados.
Acero al Carbono (por ejemplo, ASTM A105) vs. Aceros Aleados y Aceros Inoxidables
Las bridas de acero al carbono como ASTM A105 son ampliamente utilizadas porque equilibran resistencia, disponibilidad y costo. Sin embargo, no son universalmente adecuadas. El mecanismo de corrosión, el rango de temperatura y los requisitos de tenacidad pueden eliminar rápidamente el acero al carbono de la consideración en subservicios de refinería como servicio húmedo ácido, contaminado con cloruros o de baja temperatura. Para servicio a baja temperatura, los ingenieros a menudo evalúan alternativas con prueba de impacto (por ejemplo, ASTM A350 LF2) basándose en el código del proyecto y las condiciones de diseño.
Los aceros inoxidables como 304/304L y 316/316L proporcionan una mejor resistencia a la corrosión, pero la selección del grado debe basarse en la química real, la temperatura y las condiciones de tensión, no en suposiciones genéricas de “el inoxidable es mejor”. 316/316L generalmente ofrecen mejor resistencia a los cloruros que 304/304L, pero las combinaciones agresivas de cloruros + temperatura aún pueden requerir aleaciones dúplex o de níquel. Los aceros aleados como ASTM A182 F11/F22 siguen siendo importantes para servicio a temperatura elevada donde el rendimiento mecánico y el cumplimiento del código impulsan la elección del material.
Consejo: Haga coincidir el material de la brida con el envolvente de servicio completo (condiciones normales, de arranque/parada, de alteración, de limpieza y de hidroprueba). Para servicio ácido o agresivo, verifique los requisitos del proyecto con NACE MR0175 / ISO 15156 y los límites de calificación del material.
Verificación de Material y Aseguramiento de Calidad
Verificación de material y control de calidad de fabricación son críticos en la adquisición de refinerías porque el costo de una confusión de materiales puede superar con creces la diferencia de precio de compra. Los ingenieros y equipos de adquisición deben verificar no solo el material del cuerpo de la brida, sino también los pernos, juntas y cualquier junta de anillo o accesorios utilizados en el ensamblaje final de la unión.
El papel crucial de los informes de prueba de materiales (MTR) en la adquisición
Los informes de prueba de materiales (MTR) proporcionan evidencia trazable de la composición química y las propiedades mecánicas del lote de material suministrado. En proyectos de refinerías, la revisión de MTR respalda el cumplimiento de las especificaciones del proyecto y los códigos aplicables, y ayuda a verificar que la brida pueda soportar las demandas de presión, temperatura y corrosión. Para servicios críticos, la revisión de MTR debe vincularse a los números de lote, marcas y registros de inspección de recepción, no tratarse como una verificación de documentos desvinculada.
- Los MTR confirman las propiedades químicas y mecánicas del lote de material suministrado.
- Apoyan la verificación de cumplimiento frente a especificaciones del proyecto y requisitos de códigos.
- Mejoran la trazabilidad para futuros análisis de fallas, mantenimiento y revisión de auditorías.
Puntos de control prácticos de MTR: grado de material, número de lote, estándar/especificación aplicable, estado de tratamiento térmico (si corresponde), valores de tracción/cedencia, dureza cuando se requiere, resultados de pruebas de impacto cuando se especifican y trazabilidad a las marcas del producto.
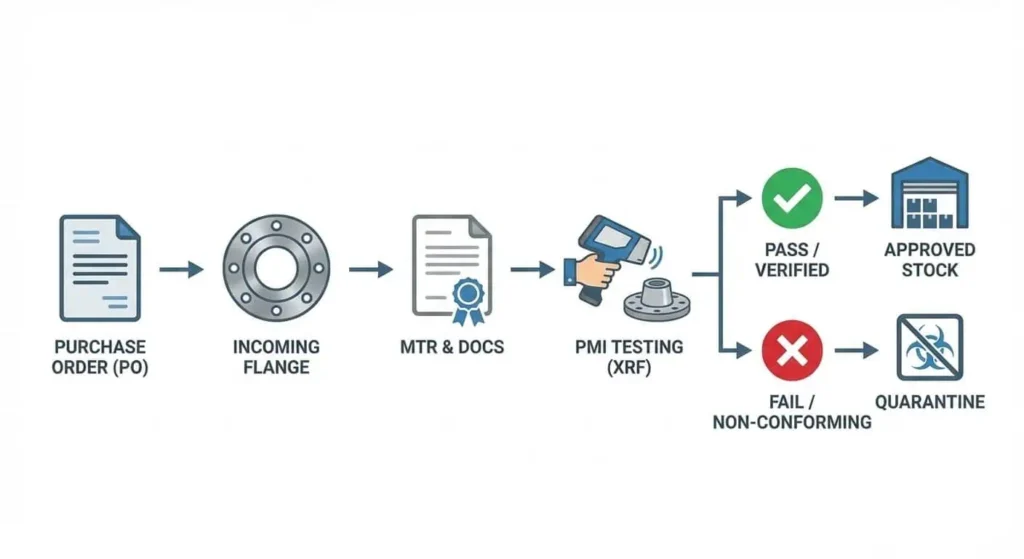
Mitigación de riesgos con pruebas de identificación positiva de materiales (PMI)
La identificación positiva de materiales (PMI) ayuda a prevenir confusiones de materiales durante la recepción, fabricación y mantenimiento. PMI verifica la composición química de las aleaciones y es especialmente valiosa donde materiales visualmente similares pueden confundirse (por ejemplo, acero al carbono vs. acero de baja aleación o diferentes grados de acero inoxidable). Para juntas clasificadas por criticidad en refinerías, PMI debe aplicarse mediante un plan de muestreo documentado o una política de verificación 100% basada en los requisitos de riesgo del proyecto.
Los equipos también deben comprender los límites del método PMI. El XRF portátil es común y efectivo para muchas verificaciones de aleaciones, pero la capacidad del método y el procedimiento de prueba deben coincidir con los materiales y elementos que se están verificando. Cuando lo requiera la especificación o el nivel de riesgo, pueden ser necesarios métodos complementarios y verificación de laboratorio.
- PMI confirma la identidad de la aleación y reduce el riesgo de sustitución.
- Apoya la instalación segura en unidades de proceso de alta consecuencia.
- Los registros de PMI mejoran la trazabilidad y la calidad de la investigación de fallas.
Nota: Solicite siempre documentación completa y mantenga la trazabilidad desde la orden de compra hasta la inspección de recepción y la instalación. Las marcas claras del producto y los registros vinculados son esenciales para los programas de confiabilidad de refinerías y el trabajo futuro de mantenimiento.
Navegando por estándares y especificaciones de la industria
Dominando los códigos de dimensiones ASME B16.5 y ASME B16.47
Los estándares de la industria proporcionan el marco de referencia para la selección segura e intercambiable de bridas. ASME B16.5 y ASME B16.47 definen requisitos básicos como dimensiones, clasificaciones de presión-temperatura, materiales, tolerancias, marcado y pruebas. Los ingenieros deben usar estos estándares como base dimensional/de clasificación y luego aplicar especificaciones del proyecto, requisitos del proceso y controles de confiabilidad sobre ellos.
- ASME B16.5 cubre bridas de tubería y accesorios con brida para NPS 1/2 hasta NPS 24.
- ASME B16.47 Cubre bridas de acero de gran diámetro para NPS 26 hasta NPS 60.
En proyectos de refinería, el flujo de trabajo de selección práctica debe verificar al menos: clase de presión, grupo de material, tipo de cara, dimensiones/patrón de pernos, compatibilidad con la brida de acoplamiento y requisitos de marcado. Los errores en el círculo de pernos o la configuración de la cara pueden causar costosos retrasos en campo incluso cuando el tamaño nominal parece correcto.
Consejo: Confirme el estándar de brida, la edición utilizada por el proyecto, la clase de presión, la cara y la compatibilidad dimensional antes de liberar órdenes de compra o emitir paquetes de instalación en campo.
| Tipo de Estándar | Ejemplos | Importancia |
|---|---|---|
| Nacional / Regional | GB/T, HG/T, JIS, DIN/EN (dependiente del proyecto) | Garantiza la compatibilidad con los requisitos locales y las normas de adquisición del proyecto |
| Línea Base Internacional / Global del Proyecto | ASME/ANSI, API, ASTM, ISO | Apoya la seguridad, la intercambiabilidad y la consistencia del suministro transfronterizo |
Alineación con los Estándares API para Equipos Especializados de Refinería
La selección de bridas de refinería no debe aislarse de los estándares de inspección y equipos utilizados en toda la unidad. Los estándares API para inspección de tuberías, recipientes a presión, tanques, bombas, sellos y sistemas de alivio de presión determinan cómo se instalan, inspeccionan, reparan y mantienen las uniones durante la vida útil del servicio. Esto es especialmente importante para los equipos de adquisiciones que de otro modo podrían centrarse solo en el cumplimiento dimensional.
Por ejemplo, los programas de inspección de tuberías en servicio (como los basados en API 570, cuando corresponda) influyen en la documentación, planificación de acceso para inspección y decisiones de reparación en torno a las uniones de bridas. Por lo tanto, la selección de bridas afecta no solo el rendimiento inicial, sino también la practicidad de inspección y mantenimiento a largo plazo.
| Estándar API | Relevancia Típica para la Selección / Mantenimiento de Bridas |
|---|---|
| API 510 | Interfaces de inspección de recipientes a presión, consideraciones de integridad de boquillas y bridas de recipientes |
| API 570 | Impactos de inspección, reparación, alteración y rerating de tuberías en servicio en las uniones de bridas |
| API 650/653 | Sistemas de tanques y prácticas de mantenimiento donde pueden estar involucradas conexiones con bridas |
| API 610/674/675/676/682/683/685 | Sistemas de bombas, sellos y equipos rotativos con interfaces de bridas críticas para fugas |
| API 660/661 | Sistemas de intercambiadores de calor con conexiones de bridas que requieren acceso de mantenimiento y confiabilidad de sellado |
| API 520/521/2000 | Sistemas de alivio de presión/ventilación donde la estanqueidad y la idoneidad del servicio son críticas |
| API 936 | Relevancia indirecta en sistemas de equipos revestidos con refractarios y coordinación de planificación de paradas |
La selección adecuada de bridas debe considerar la presión de operación, temperatura, cargas externas, ambiente corrosivo, accesibilidad de inspección y estrategia de mantenimiento. El incumplimiento o la mala alineación de especificaciones puede causar fugas, fallas recurrentes o hallazgos regulatorios.
Nota: Verifique que las especificaciones de bridas se alineen tanto con la base del código de tuberías del proyecto (por ejemplo, ASME B31.3 para proyectos de tuberías de proceso) como con los estándares y procedimientos de inspección/mantenimiento de la instalación.
Evaluación de su Fabricante y Proveedor de Bridas
Evaluación de Sistemas de Control de Calidad y Certificaciones ISO
Los sistemas de calidad del proveedor afectan directamente la confiabilidad de la refinería. Una brida que es dimensionalmente correcta pero mal documentada, marcada incorrectamente o tratada térmicamente de manera inconsistente puede crear un riesgo importante en servicio crítico. Los fabricantes con sistemas de control de calidad estructurados y registros auditables están mejor equipados para prevenir defectos, mantener la consistencia y respaldar los requisitos de documentación de la refinería.
La certificación ISO 9001:2015 es una línea de base importante para la gestión de calidad, pero los compradores aún deben verificar los controles de proceso reales: trazabilidad de materias primas, puntos de inspección en proceso, criterios de inspección final, gestión de calibración, manejo de no conformidades y retención de documentación. Para uso en refinerías, la capacidad del proveedor para producir registros trazables es a menudo tan importante como el producto en sí.
- Los sistemas de control de calidad deben:
- Identificar defectos antes del envío
- Controlar la consistencia dimensional y de marcado
- Respaldar el cumplimiento de especificaciones y estándares del proyecto
- Reducir retrabajo de instalación, riesgo de fugas y costos de tiempo de inactividad
Evaluación de Capacidades Avanzadas de Forja y Trazabilidad
La capacidad avanzada de forja y mecanizado mejora la consistencia, el control de tolerancias y la confiabilidad del suministro, especialmente para bridas de gran diámetro o de materiales especiales. Sin embargo, las afirmaciones de capacidad deben estar respaldadas por evidencia: listas de equipos, capacidad de inspección, procedimientos documentados, informes de muestra y prácticas de trazabilidad.
La trazabilidad debe cubrir la cadena completa desde la materia prima hasta la brida terminada, incluyendo el vínculo del número de colada, registros de mecanizado cuando corresponda, informes de inspección y documentación de envío. Las marcas permanentes deben permanecer legibles y consistentes con la documentación para que los equipos de recepción y el personal de mantenimiento puedan verificar el material y la clasificación en el campo.
El control de calidad no es negociable en la fabricación de bridas. Un proveedor confiable debe demostrar producción controlada, trazabilidad clara y certificación/documentación relevante para el alcance del proyecto, no solo proporcionar afirmaciones generales de marketing.
| Práctica de Trazabilidad | Beneficio Operacional |
|---|---|
| Marcas permanentes (material, clase, tamaño, colada/ID cuando corresponda) | Identificación rápida, verificación de recepción y trazabilidad de mantenimiento |
| Paquete completo de documentación (MTRs, informes de inspección, certificados) | Auditabilidad y reducción de disputas de adquisición/instalación |
| Informes de inspección de terceros para pedidos críticos | Mayor confianza para aplicaciones de refinería de alta consecuencia |
El Valor a Largo Plazo de Asociarse con un Experto Certificado como SUNHY
Para proyectos de refinería e industria de procesos, el valor a largo plazo del proveedor proviene de la calidad consistente, la documentación trazable, el soporte técnico receptivo y la capacidad de cumplir con los requisitos específicos del proyecto, no solo del precio unitario. Los proveedores que pueden respaldar la verificación de materiales, la trazabilidad del marcado y la documentación de inspección reducen el riesgo del ciclo de vida para EPC, equipos de adquisición y usuarios finales.
El posicionamiento de SUNHY debe presentarse a través de capacidades verificables: sistemas de calidad certificados, trazabilidad documentada, capacidad de mecanizado/forja, controles de inspección y la capacidad de proporcionar paquetes de documentación completos (como certificados de material EN 10204 3.1 cuando corresponda). Enmarcar el valor del proveedor en torno a la reducción de riesgos y la confiabilidad de ejecución se alinea mejor con la intención del comprador de refinería que el lenguaje de marketing genérico.
Las fallas en campo a menudo se remontan a causas prevenibles: confusión de materiales, mala trazabilidad, montaje inadecuado o desajuste de especificaciones. La disciplina del proveedor en documentación y control de calidad es una defensa primaria contra estas vías de falla.
Elegir un proveedor con control de procesos y trazabilidad probados puede reducir el retrabajo, mejorar la confianza en la puesta en marcha y respaldar una operación de refinería más segura a largo plazo.
Los ingenieros y gerentes de adquisiciones deben emparejar consistentemente los tipos de bridas con las condiciones del proceso, verificar el material y la documentación, y alinear las selecciones con los códigos y requisitos de la instalación. Estos pasos reducen significativamente el riesgo de fugas y fallas en el servicio de refinería.
- La selección precisa de bridas ayuda a mantener la integridad de la tubería en servicios de refinería peligrosos y cíclicos.
- La verificación estricta de materiales y la trazabilidad reducen el costo de mantenimiento y la carga de investigación de fallas.
- Las combinaciones correctas de cara/junta/tuercas mejoran el rendimiento hermético en servicio HPHT y corrosivo.
Lista de Verificación Diaria Práctica (Selección y Adquisición de Bridas para Refinería): Confirmar condiciones de servicio (normal/alterado), código/estándar aplicable, tipo y clase de brida, cara, grado de material, compatibilidad de juntas, grado de pernos, requisitos de MTR/PMI, marcado/trazabilidad, plan de inspección y requisitos de procedimiento de instalación antes de la emisión de PO o problema en campo.
Seleccionar proveedores certificados y usar esta guía como lista de verificación de trabajo ayuda a mejorar la seguridad, el control de costos y la confiabilidad en las operaciones de refinería.
PREGUNTAS FRECUENTES
¿Cuál es el factor más importante al seleccionar una brida para servicio en refinería?
El factor más importante es la compatibilidad de servicio del conjunto completo de la unión de brida. Los ingenieros deben emparejar el material de la brida, clase de presión, cara, junta y pernos con la presión real, temperatura, mecanismo de corrosión y consecuencia de fugas. Revisar solo el tamaño y la clase nominal no es suficiente para el servicio en refinería.
¿Cómo pueden los ingenieros verificar la calidad de una brida?
Usar un enfoque de verificación por capas: revisar MTRs, confirmar marcado/trazabilidad, realizar inspección de recepción y aplicar pruebas PMI para materiales críticos o servicios de alta consecuencia. Para materiales agrios o especiales, también verificar registros aplicables de dureza/tratamiento térmico y documentos de cumplimiento específicos del proyecto.
¿Qué tipos de bridas son mejores para unidades de refinería de alta presión?
| Tipo de Brida / Acabado de Cara | Caso de Uso Típico Recomendado |
|---|---|
| Brida de Cuello de Soldadura (generalmente RF o RTJ según requerido) | Líneas de alta presión crítica, servicio cíclico, tuberías de refinería propensas a vibración |
| Acabado de Cara RTJ (con diseño de brida/junta compatible) | Servicio severo de alta presión/alta temperatura con estanqueidad a fugas |
Los diseños de bridas de cuello de soldadura y las juntas con acabado de cara RTJ se seleccionan comúnmente para servicio severo en refinerías cuando la presión, temperatura, consecuencias de fugas y cargas cíclicas justifican mayores requisitos de integridad de la junta. La selección final aún debe seguir el código del proyecto y la revisión de ingeniería específica del servicio.
¿Por qué es importante la trazabilidad en la adquisición de bridas?
La trazabilidad vincula la brida instalada con sus registros verificados de material e inspección. Esto permite a los ingenieros confirmar el cumplimiento durante la instalación, el mantenimiento, las auditorías y las investigaciones de fallos. Sin trazabilidad, incluso una brida dimensionalmente correcta puede ser insegura de instalar en servicio crítico de refinería.
¿Qué certificaciones y documentos debe proporcionar un proveedor de bridas para refinería?
- ISO 9001:2015 (línea base del sistema de gestión de calidad)
- Cumplimiento de las normas de bridas aplicables (por ejemplo, ASME B16.5 / B16.47 según se especifique)
- Certificados de material EN 10204 3.1 (cuando lo requiera el proyecto/especificación)
- MTR, marcas trazables e informes de inspección
- Documentación relacionada con PMI / dureza / NACE para pedidos críticos de servicio ácido, cuando se especifique
El paquete exacto de certificación/documentación depende de la especificación del proyecto y la criticidad del servicio, pero los compradores de refinería siempre deben exigir documentos que prueben la identidad del material, el cumplimiento de las normas y la trazabilidad.