







¿Cómo seleccionar la brida correcta para aplicaciones en refinerías? Comience con el rango real de servicio, no con el tamaño nominal de la línea. En las unidades de refinería, una unión de brida debe soportar presión, ciclos de temperatura, cargas externas de tuberías, corrosión, intervenciones de mantenimiento y requisitos de estanqueidad durante años de operación. Es por eso que la selección de bridas para refinerías nunca es simplemente “elegir una brida por tamaño y clase”. Es una decisión de sistema que involucra tipo de brida, acabado superficial, grado de material, junta, perno, procedimiento de montaje y registros de inspección trazables.
Respuesta rápida: para servicio crítico en refinerías, los ingenieros generalmente trabajan a través de cinco verificaciones en orden: condición de servicio, clasificación de presión-temperatura, mecanismo de corrosión, método de sellado y requisitos de documentación/inspección. En servicio de alta presión o cíclico, las bridas de cuello de soldadura (weld neck) son comúnmente preferidas. En servicio de estanqueidad severa, los acabados RF o RTJ se seleccionan según el sistema de junta y la capacidad de mantenimiento. En servicio ácido o corrosivo, la selección de material debe revisarse contra la química real y, cuando sea aplicable, NACE MR0175 / ISO 15156 requisitos. La selección final debe entonces alinearse con ASME B16.5, ASME B16.47, ASME PCC-1, y la base del código de tuberías del proyecto, como ASME B31.3.
Ese enfoque reduce la frecuencia de fugas, los retrasos en el arranque, las fallas en las pruebas hidrostáticas y el trabajo de reacondicionamiento recurrente en las paradas de mantenimiento. También facilita la adquisición porque el comprador ya no solo solicita una “brida A105, Clase 300”. El comprador especifica un paquete de bridas diseñado con una base técnica clara.
Respuesta Rápida: Cómo Seleccionar la Brida Correcta para Aplicaciones en Refinerías
La brida correcta para refinerías es la que coincide con el riesgo real del proceso, no la que parece más familiar en el catálogo. Un flujo de trabajo práctico para la selección de bridas en refinerías debe responder estas preguntas antes de la compra:
- ¿Cuáles son las condiciones reales de operación y perturbación? Utilice casos normales, de arranque, parada, purga con vapor, hidroprueba y de emergencia, no solo el diseño en estado estacionario.
- ¿Qué clasificación de presión-temperatura se requiere para el grupo de material real? La clase de presión sin base de material es incompleta.
- ¿Qué mecanismo de corrosión controla la vida útil de la junta? La corrosión general, el agrietamiento por ácido, los cloruros, el ataque por hendidura, el emparejamiento galvánico, el ciclo húmedo-seco o la corrosión bajo depósito pueden cambiar la elección del material.
- ¿Qué método de sellado se adapta a la función? RF, FF y RTJ no resuelven el mismo problema de la misma manera.
- ¿Puede el sitio instalar y mantener la junta correctamente? Una junta técnicamente correcta aún puede tener fugas si el equipo de campo carece de la junta adecuada, el método de apriete o los controles de inspección.
Respuesta directa: En servicio de refinería, la selección de bridas siempre debe basarse en integridad de la junta, no solo en la compatibilidad de componentes. Si la brida, la cara, la junta, los pernos y el método de apriete no se especifican como un conjunto, el riesgo de fuga sigue siendo alto incluso cuando la clasificación nominal de la brida parece correcta.
Desafíos principales en la selección de bridas para refinerías
Servicio de alta presión y alta temperatura

El servicio de refinería HPHT rara vez es estático. Una brida en una salida de calentador, línea de aceite caliente o servicio relacionado con vapor puede experimentar expansión y contracción repetidas, relajación de pernos, vibración y desalineación de tuberías con el tiempo. Por eso bridas de cuello de soldadura se seleccionan comúnmente para tuberías críticas de refinería: su cubo cónico proporciona una mejor transición de tensiones y típicamente un mejor rendimiento a fatiga que tipos de bridas más simples en servicio cíclico.
La clase de presión por sí sola no garantiza una selección segura de brida. Los ingenieros deben verificar la clasificación presión-temperatura para el material real de la brida, luego confirmar que el sistema de sellado puede mantener la tensión de la junta bajo ciclado térmico. Una brida Clase 300 que es aceptable en un servicio de acero al carbono puede no ofrecer la misma clasificación utilizable a temperatura elevada o en otro grupo de materiales.
| Factor HPHT de Refinería | Por qué es importante |
|---|---|
| Ciclos térmicos | Impulsa la pérdida de tensión de pernos, relajación de juntas y fugas recurrentes después del arranque o parada |
| Cargas externas de tuberías | La desalineación y cargas de boquilla pueden distorsionar la junta incluso cuando la presión interna está dentro de la clasificación |
| Coincidencia de cara y junta | Un sistema de sellado incorrecto puede fallar mucho antes de que el cuerpo de la brida alcance su límite de clasificación |
| Tipo de brida | Las bridas de cuello de soldadura suelen proporcionar una mejor estabilidad mecánica a largo plazo en servicio cíclico severo |
Ejemplo típico en campo: Una línea de aceite caliente equipada con una brida deslizante puede pasar la prueba hidrostática y el arranque inicial, luego comenzar a filtrarse después de varios ciclos térmicos. La causa raíz a menudo no es “material defectuoso”, sino una combinación de geometría de soldadura, pérdida de tensión cíclica de los pernos y un sistema de juntas que no fue seleccionado para oscilaciones de temperatura repetidas. La solución permanente suele ser un rediseño de la unión, no un re-apriete repetido.
Fluidos de Proceso Corrosivos, Servicio Ácido y Condiciones de Servicios Húmedos

Muchas fallas de bridas en refinerías son impulsadas por la química, no por la resistencia. Los mecanismos comunes incluyen H húmedo2Riesgo de agrietamiento por S, corrosión por hendidura debajo de la junta, contaminación por cloruros, ataque por depósitos, efectos galvánicos y daño por corrosión acelerado por humedad durante el apagado o drenaje deficiente. En servicio ácido, NACE MR0175 / ISO 15156 Se deben considerar restricciones durante la selección de materiales, especialmente para materiales sensibles a la dureza, pernos/espárragos y componentes de reemplazo.
Esto no significa que “cumplir con NACE” automáticamente signifique “seguro en todas las condiciones de refinería”. El cumplimiento para servicio ácido reduce el riesgo de agrietamiento solo cuando el material seleccionado, la dureza, la condición del tratamiento térmico y la severidad real del servicio están todos correctamente emparejados. Un paquete de bridas aún puede fallar si los pernos, la junta anular o los componentes de reemplazo se sustituyen sin el mismo nivel de revisión.
| Mecanismo de Daño | Preocupación típica en bridas de refinería |
|---|---|
| Corrosión por rendija | Ataque localizado bajo la junta o en zonas húmedas estancadas |
| Agrietamiento por tensión de sulfuro | Riesgo de agrietamiento en materiales susceptibles bajo tensión de tracción en servicio H2Servicio con contenido de azufre |
| Corrosión galvánica | Ataque acelerado cuando se emparejan materiales disímiles sin considerar el entorno |
| Ataque por cloruro húmedo | Puede dañar materiales de acero inoxidable no adecuados y degradar la confiabilidad de sellado a largo plazo |
| Condensación de apagado / depósitos | A menudo crea una química local más severa que el fluido operativo a granel |
Ejemplo típico en campo: Una línea de cabeza de agua ácida puede tener fugas repetidamente después de una parada, incluso si el tamaño y la clase del cuerpo de la brida no han cambiado. Una revisión posterior a menudo muestra reemplazo de pernos no documentado, registros de dureza faltantes o selecciones de juntas desajustadas introducidas durante el mantenimiento. En esos casos, el problema no es “la línea es vieja”. El problema es que se perdió la trazabilidad y el control de la junta.
Emisiones fugitivas y requisitos de estanqueidad
Las bridas de refinería no se juzgan solo por si mantienen la presión. Cada vez más se juzgan por si permanecen lo suficientemente estancas para cumplir con las expectativas operativas, ambientales y de inspección a lo largo del tiempo. La filtración crónica de bajo nivel puede crear problemas de COV, problemas de limpieza, corrosión alrededor de la junta, trabajos de apriete repetidos y eventualmente fugas más graves.
Es por eso que Selección de caras RF y RTJ, control de aprobación de juntas, procedimiento de montaje de unión de brida atornillada importan tanto. ASME PCC-1 existe porque una unión de brida que está correctamente diseñada aún puede fallar en servicio si el método de montaje es inconsistente. ASME PCC-1
Ejemplo típico en campo: una unidad de refinería puede registrar emisiones de bajo nivel recurrentes de varias uniones RF después del arranque. El tipo de brida en sí no es el problema real. La investigación a menudo encuentra sustituciones de juntas no aprobadas, caras de asiento dañadas, pernos reutilizados o registros de apriete faltantes. La solución duradera no es “apretar más fuerte”. Es restaurar el paquete de unión aprobado y el método de montaje controlado.
Mejores Tipos de Brida para Aplicaciones de Refinería
Bridas de Cuello de Soldadura para Tuberías de Proceso Críticas
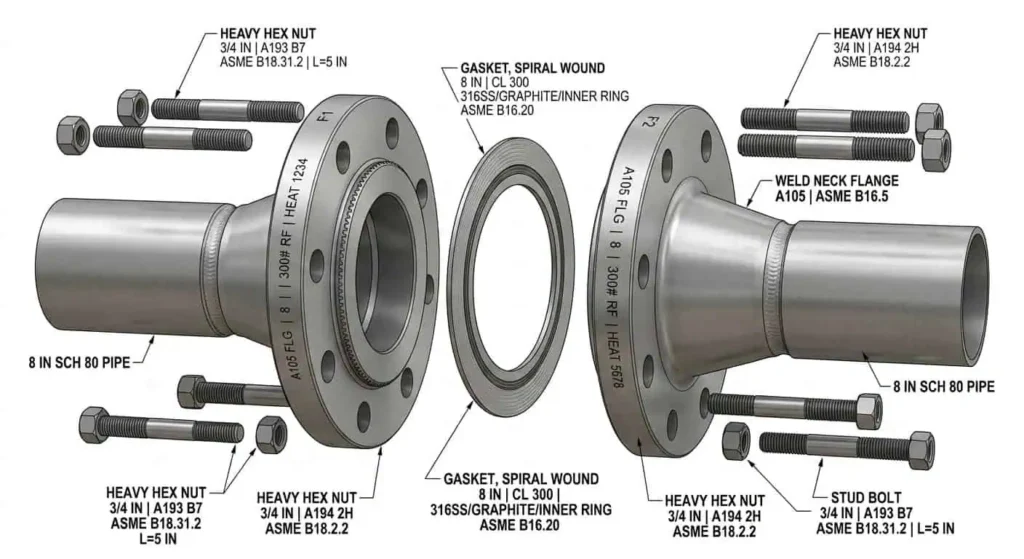
Las bridas de cuello de soldadura suelen ser el tipo de brida preferido en refinerías para servicios de alta presión, alta temperatura, cíclicos y de alta consecuencia. Su cubo cónico reduce la concentración de tensiones entre la tubería y la brida, lo que mejora el rendimiento bajo flexión y carga térmica repetida. Por eso se especifican ampliamente en líneas de proceso principales donde las fugas o el agrietamiento por fatiga serían costosos.
| Por qué los ingenieros eligen bridas de cuello de soldadura | Qué verificar de todos modos |
|---|---|
| Mejor distribución de tensiones y resistencia a la fatiga | Procedimiento de soldadura calificado y control de ajuste |
| Comúnmente preferidas para tuberías críticas de refinería | La cara, la junta, el pernado y la clase aún deben coincidir con el servicio |
| Mejor estabilidad a largo plazo bajo servicio severo | El mayor costo de fabricación e inspección es normal |
No son automáticamente la opción más barata, pero en servicio de refinería a menudo se convierten en la opción de menor costo de ciclo de vida una vez que se consideran el riesgo de fugas, el retrabajo y el mantenimiento.
Bridas Ciegas para Aislamiento, Prueba Hidrostática y Planificación de Mantenimiento

Las bridas ciegas son más que placas de cierre. En trabajos de refinería, se utilizan para pruebas hidrostáticas, aislamiento de mantenimiento, futuras conexiones y separación mecánica positiva. Deben seleccionarse con la misma base de diseño que la brida de acoplamiento, incluyendo clase, cara, material, junta y conjunto de pernos. Para diámetros más grandes y clases más altas, el espesor de la brida ciega y la adecuación del perno se vuelven especialmente importantes.
Ejemplo típico en campo: Una prueba hidrostática de parada puede retrasarse no porque la brida ciega “no encaje”, sino porque el paquete de documentación está incompleto, el material del espárrago no puede verificarse o el hardware de aislamiento temporal nunca se verificó contra la condición de prueba hidrostática. Un registro de bridas ciegas preparado antes de la parada evita ese tipo de retraso evitable.
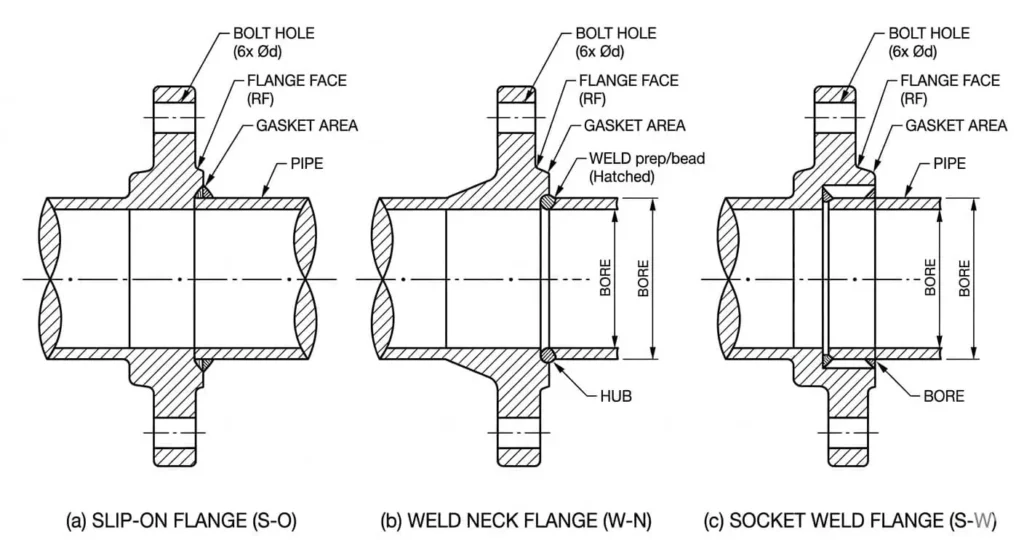
Bridas de Deslizamiento y Socket Weld: Dónde Encajan y Dónde No
Las bridas de deslizamiento y socket weld no son incorrectas por defecto, pero no son la primera opción para cada aplicación de refinería. Las bridas de deslizamiento pueden funcionar bien en servicios menos severos, pero generalmente son menos atractivas en servicio cíclico o sensible a la fatiga porque el rendimiento de la junta depende en gran medida de la ejecución y geometría de la soldadura. Las bridas socket weld pueden ser útiles en sistemas de diámetro pequeño, pero su geometría propensa a grietas las hace menos atractivas en servicios de ensuciamiento, corrosivos o formadores de depósitos a menos que el servicio haya sido examinado cuidadosamente.
| Tipo de brida | Utilizar con precaución cuando |
|---|---|
| Brida deslizante | Están presentes ciclos térmicos, cargas de fatiga, consecuencias altas de fugas u operación repetida de arranque-parada |
| Brida de soldadura a casquillo | Se espera corrosión por hendidura, depósitos, servicio corrosivo húmedo o acceso difícil para inspección |
La pregunta correcta no es “¿están permitidos estos tipos de bridas?” La pregunta correcta es “¿justifica este servicio un estilo de junta más tolerante y robusto en su lugar?”
Cara Elevada vs Junta Tipo Anillo en Servicio de Refinería
La selección del acabado de brida en refinería es realmente una decisión de filosofía de sellado. Las juntas RF son flexibles y ampliamente utilizadas en sistemas de refinería porque admiten una amplia gama de tipos de juntas y prácticas de mantenimiento. Las juntas RTJ ofrecen sellado metálico de mayor integridad en servicio severo de alta presión y alta temperatura, pero requieren condición de ranura precisa, materiales de anillo compatibles y control de campo más estricto.
| Tipo de cara | Uso típico en refinería | Consideración principal |
|---|---|---|
| FF | Servicio de baja presión o adaptación a equipos | No suele ser la primera opción para servicio de proceso de refinería severo |
| RF | Servicio general de proceso de refinería | Funciona bien cuando la junta, el acabado y la carga del perno están controlados |
| RTJ | Servicio severo HPHT y de alta integridad con estanqueidad | Requiere ranuras de precisión, selección correcta del anillo e instalación disciplinada |
Respuesta directa: utilizar RF para la mayoría de las tuberías de proceso de refinería donde el sistema de junta seleccionado y el procedimiento de montaje pueden controlarse. Usar RTJ donde el servicio es lo suficientemente severo como para justificar el sellado con anillo metálico y el equipo de campo puede respaldar los requisitos más estrictos de instalación e inspección.
Estrategia de Selección de Material para Bridas de Refinería
Acero al Carbono vs Acero Inoxidable vs Acero Aleado
La selección de material para bridas de refinería comienza con la química del proceso y la temperatura, no con el precio por pieza. Las bridas de acero al carbono como ASTM A105 son comunes porque son fuertes, disponibles y económicas, pero no son adecuadas para todos los servicios de refinería. En servicios de baja temperatura, ácidos húmedos, con cloruros o más corrosivos, los ingenieros pueden necesitar pasar a acero al carbono con prueba de impacto, acero inoxidable, acero aleado, dúplex o aleación de níquel, dependiendo del entorno real.
| Familia de materiales | Lógica típica de selección para refinería |
|---|---|
| Acero al carbono | Rentable y ampliamente utilizado cuando los límites de corrosión y temperatura están controlados |
| Acero inoxidable | Seleccionado donde se necesita una resistencia mejorada a la corrosión, pero el grado debe coincidir con los cloruros y la temperatura |
| Acero de baja aleación | Utilizado en servicio a temperatura elevada donde importan la resistencia y la resistencia a la fluencia |
| Dúplex / súper dúplex | Utilizado en entornos de mayor corrosión donde se necesita tanto resistencia como resistencia a la corrosión |
| Aleaciones de níquel | Reservado para corrosión severa o servicio especial de alta consecuencia |
Regla práctica: si la química del servicio es incierta, el material de la brida no debe finalizarse aún. Aclare primero el mecanismo de corrosión. Un error común en refinerías es “actualizar” a acero inoxidable sin confirmar si los cloruros, las condiciones ácidas húmedas o las excursiones de temperatura realmente hacen que esa actualización sea efectiva.
Trazabilidad, Revisión de MTR y PMI
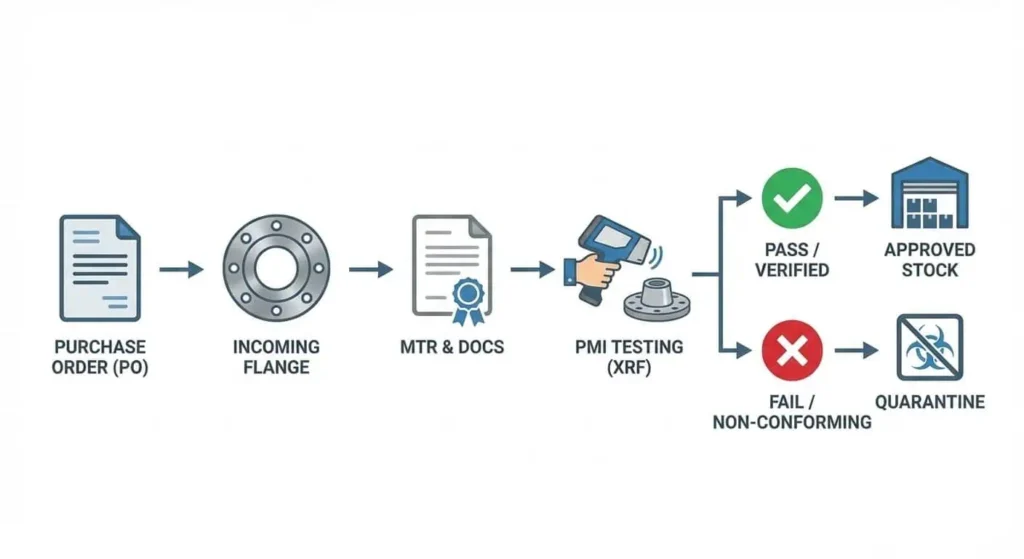
La trazabilidad es lo que convierte una brida de un producto genérico en un componente aprobado de refinería. Los Informes de Prueba de Material deben verificarse contra los números de colada, las marcas, los requisitos de especificación y los registros de inspección de recepción. En servicios de mayor consecuencia, PMI ayuda a reducir el riesgo de mezcla de materiales, especialmente cuando aleaciones visualmente similares pueden confundirse durante la fabricación o el mantenimiento.
Esto se aplica no solo al cuerpo de la brida. Pernos, juntas de anillo, bridas ciegas y componentes de reemplazo deben controlarse con la misma disciplina donde la criticidad del servicio lo requiera. La documentación faltante no es una molestia burocrática en el trabajo de refinería. Es un riesgo de confiabilidad.
- Revisar Números de MTR y de colada antes de la liberación al sitio
- Confirmar que las marcas permanezcan legibles después del manejo y almacenamiento
- Aplicar PMI a grupos de materiales críticos o propensos a confusión
- Mantener la trazabilidad vinculada desde la orden de compra hasta la recepción e instalación
Normas que Controlan la Selección de Bridas en Refinerías
ASME B16.5, B16.47 y B31.3
La mayor parte del trabajo de selección de bridas en refinerías comienza con las normas de bridas y tuberías ASME. ASME B16.5 cubre bridas y accesorios con brida desde NPS 1/2 hasta NPS 24, incluyendo clasificaciones de presión-temperatura, materiales, dimensiones, tolerancias, marcado y pruebas. ASME B16.47 cubre bridas de mayor diámetro desde NPS 26 hasta NPS 60. ASME B31.3 es el marco de código de tuberías de proceso más amplio, ampliamente utilizado para tuberías de refinerías y plantas de proceso. ASME B16.5 ASME B16.47 ASME B31.3
Estas normas no eliminan el juicio de ingeniería. Proporcionan el marco dimensional y de clasificación. El equipo del proyecto aún tiene que adaptar ese marco a las condiciones reales de servicio.
ASME PCC-1 y API 570
La selección y el montaje no pueden separarse. ASME PCC-1 proporciona orientación estructurada para el montaje de juntas de bridas atornilladas en límites de presión, por lo que es tan relevante para los programas de reducción de fugas en refinerías. API 570 es igualmente importante porque rige la inspección en servicio, la clasificación, la reparación y la alteración de sistemas de tuberías, lo que afecta directamente cómo se mantienen las bridas de refinería a lo largo del tiempo. ASME PCC-1 API 570
Implicación práctica: la “brida correcta” para el servicio de refinería no es solo el artículo correcto del catálogo. Es el artículo correcto para el método de montaje del sitio, el programa de inspección, la práctica de parada y la estrategia de mantenimiento a largo plazo.
Lista de verificación de adquisición de bridas para refinerías
Si desea menos fugas en el arranque y menos disputas de recepción, incluya la base de selección de bridas directamente en el flujo de trabajo de compra. Una orden de compra de bridas para refinería no debe detenerse en el tamaño nominal y la clase.
| Elemento de la lista de verificación | Qué confirmar antes de la compra |
|---|---|
| Base de servicio | Condiciones normales, de arranque, de parada, de vaporización, de prueba hidráulica y de alteración |
| Norma aplicable | B16.5 o B16.47, más la base del código de tuberías del proyecto |
| Tipo de brida | Cuello de soldadura, brida ciega, deslizante, socket weld, de valona o requisito especial |
| Acabado de cara | RF, FF, RTJ con base de junta o anillo coincidente |
| Material | Grado correcto para requisitos de corrosión, temperatura y tenacidad |
| Pernos y junta | Especificados como parte del mismo sistema de unión, no como ideas posteriores |
| Documentación | MTRs, marcas trazables, informes de inspección, registros de PMI o dureza cuando se requiera |
| Base de instalación | Procedimiento de montaje, método de apriete y criterios de aceptación de inspección |
Lista de verificación práctica diaria: si falta alguno de estos, el paquete de bridas sigue incompleto para servicio crítico en refinería.
¿Por qué trabajar con un proveedor de bridas de refinería rastreable?
Un proveedor de bridas de refinería debe ser juzgado por la disciplina en la documentación tanto como por la capacidad de mecanizado o forja. Los mejores proveedores reducen el riesgo del proyecto al respaldar la trazabilidad de materiales, la revisión de especificaciones, los registros de inspección y las marcas claras desde la producción hasta la entrega. Esto es especialmente importante cuando los pedidos involucran aceros aleados, aceros inoxidables, requisitos de servicio ácido, o bridas de gran diámetro y caras especiales.
El valor de SUNHY en el suministro relacionado con refinerías debe enmarcarse, por lo tanto, en torno a lo que realmente necesitan los compradores de refinerías:
- inspección de calidad controlada
- documentación de materiales rastreable
- soporte para revisión de estándar de brida, cara de contacto y material antes de la liberación de la orden de compra
- riesgo reducido de retrabajo en sitio, investigaciones de fugas en puesta en marcha y confusión en mantenimiento
Para aplicaciones de refinería y unidades de proceso, eso es más valioso que afirmaciones genéricas sobre ser “de alta calidad”. Los compradores necesitan pruebas, no eslóganes.
PREGUNTAS FRECUENTES
¿Cuál es el mejor tipo de brida para aplicaciones en refinerías?
No existe una única brida óptima para cada servicio de refinería. Para líneas críticas de alta presión, alta temperatura, cíclicas o propensas a vibración, las bridas de cuello de soldadura suelen ser preferidas. Para puntos de aislamiento y pruebas hidrostáticas, las bridas ciegas son esenciales. La respuesta correcta depende de la condición del proceso, consecuencia de fuga, cara de contacto, junta y nivel de control de montaje.
¿Por qué las bridas de cuello de soldadura (WN) a menudo se prefieren en servicio de refinería?
Porque generalmente proporcionan una mejor distribución de tensiones y resistencia a la fatiga. Su cubo cónico mejora la transición de la tubería a la brida, lo que las hace más adecuadas para servicio severo donde se esperan ciclos térmicos, vibración o cargas externas de tubería.
¿Cómo eligen los ingenieros entre bridas RF y RTJ en una refinería?
RF se usa para muchos servicios generales de refinería, mientras que RTJ se elige comúnmente para servicio más severo de alta presión y alta temperatura. RTJ ofrece sellado metálico de alta integridad, pero requiere condición precisa de la ranura, selección correcta del anillo y disciplina de instalación más estricta.
¿Qué documentos debe proporcionar un proveedor de bridas para refinerías?
Como mínimo, los compradores de refinería deben solicitar documentación de material trazable y registros de cumplimiento de estándares. Dependiendo del proyecto, eso puede incluir MTRs, certificados EN 10204 3.1, informes de inspección, marcas trazables, y verificación PMI o de dureza para servicios críticos.
¿Por qué las juntas de bridas en refinerías presentan fugas incluso cuando la clase de brida parece correcta?
Porque la clase de la brida por sí sola no controla la integridad de la junta. Muchas fugas en refinerías son causadas por selección incorrecta de la junta, caras dañadas, falta de control de carga de pernos, sustitución de material, mala alineación o montaje no controlado. Todo el sistema de junta de brida debe especificarse e instalarse correctamente.



