Edelstahlflansche
Edelstahlflansche 
Kundenspezifisch bearbeitete Edelstahl-Kernflansche für Hochdruckanwendungen

Präzisions-CNC-gefräste sternförmige Platte kundenspezifisch nach Zeichnung gefertigt

Nicht genormter Flansch mit gefrästen Nuten, kundenspezifischer Edelstahl-Dichtungsring

Maßgefertigte Metall-Blindplatte mit großer zentraler Öffnung und Schraubenlöchern

Hochpräzise lasergeschnittene nicht genormte gezahnte Rotorscheibe für Industrieanlagen
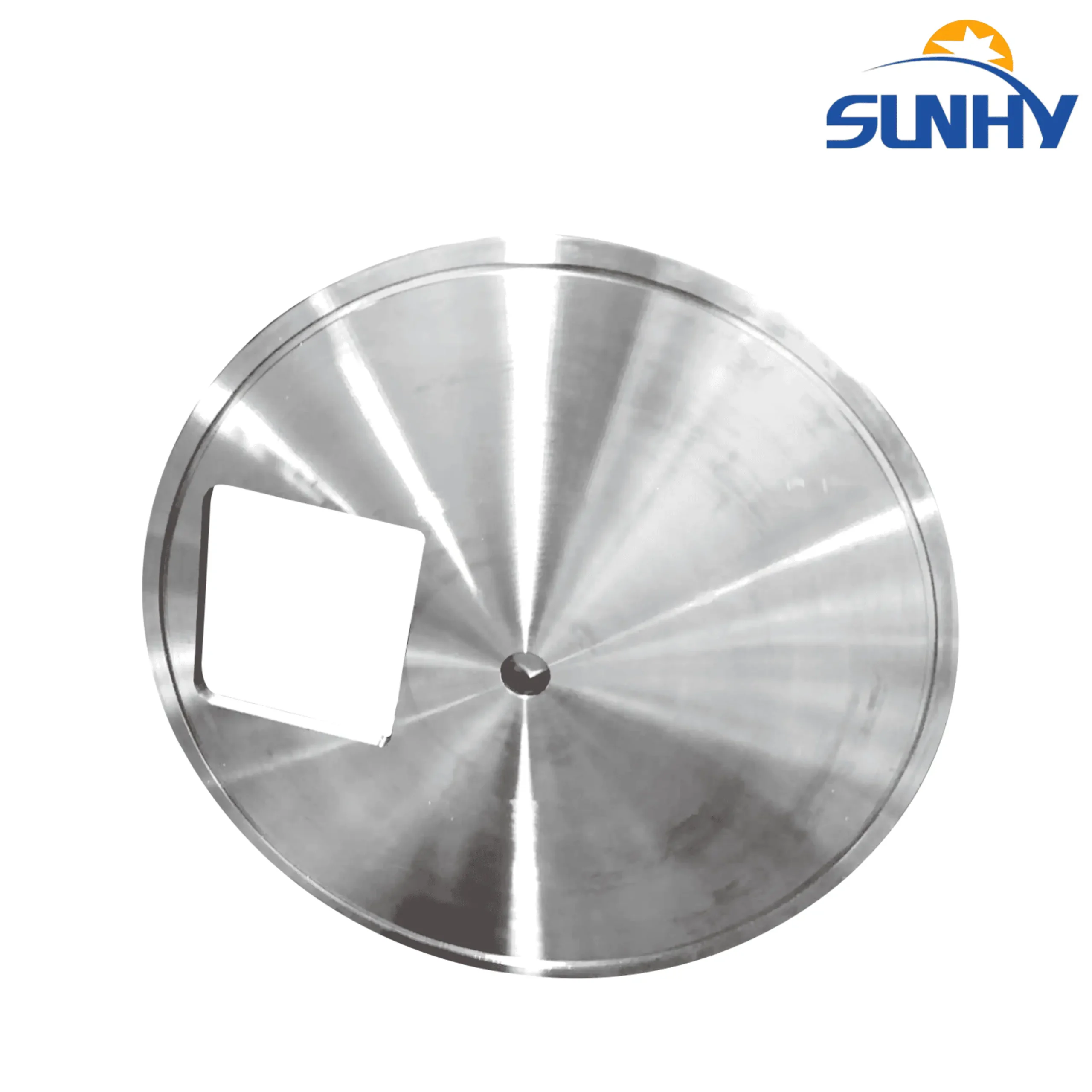
Kundenspezifische Metallfertigung Blindplatte mit quadratischem Ausschnitt und polierter Oberfläche

Hochbelastbarer nicht genormter Adapterflansch mit asymmetrischer Schraubenlochanordnung

Dünnprofiliger kundenspezifischer Flansch-Dichtungsring mit Ausrichtkerben
Präzisionsbearbeiteter nicht genormter Nabenflansch mit Passfedernuten
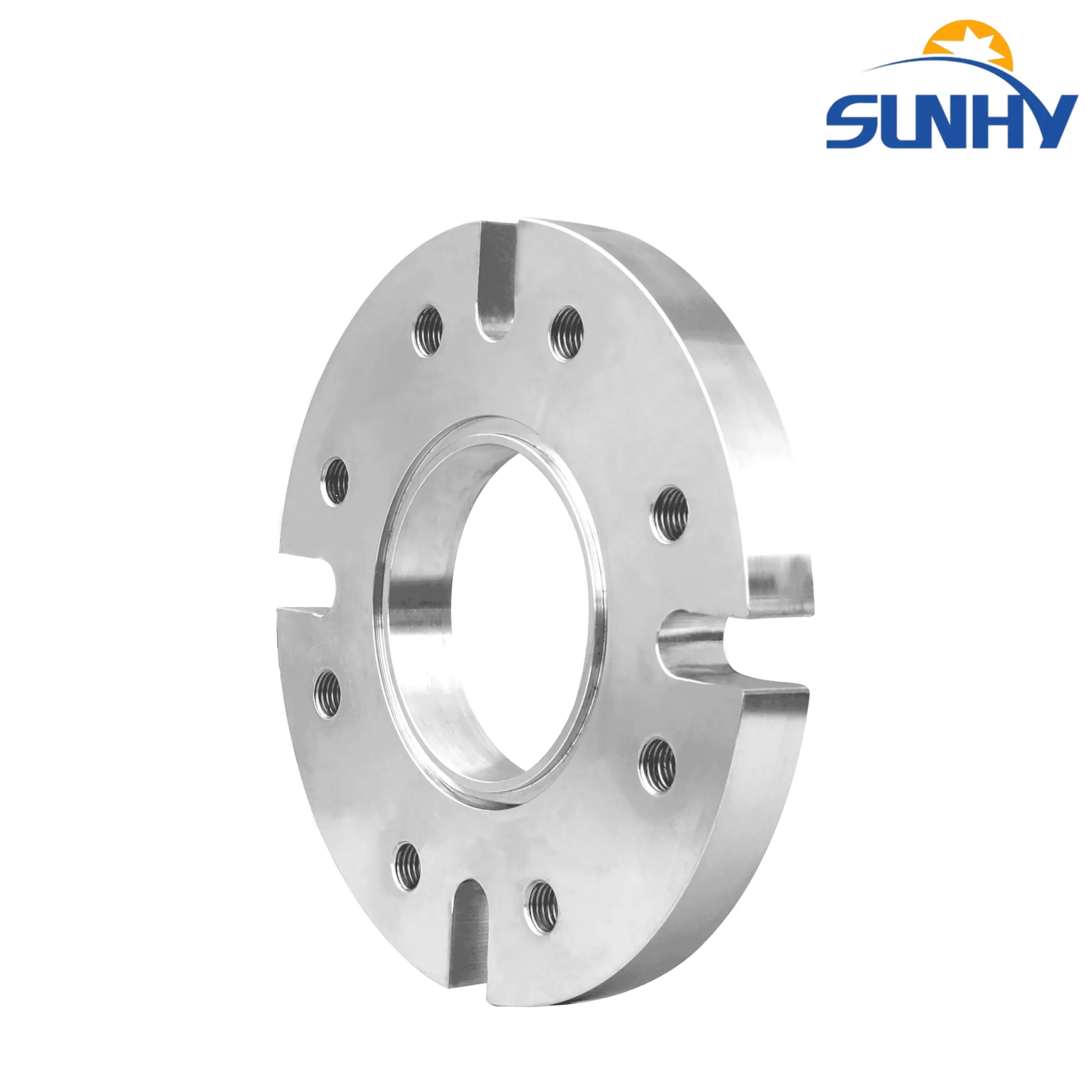
Kundenspezifische Metall-Blindflansche mit Durchgangsbohrung und gegenüberliegenden Entlastungsschnitten

Hochdruck-Edelstahl-Standardmuster kundenspezifische Slip-On-Flansche

Leichtgewichtige nicht genormte perforierte runde Scheibe für Hochgeschwindigkeitsrotation