MSS SP-83 Rohrverbindungen Hersteller | Klasse 3000 | NPT/BSPT & Socket Weld | wartungsbereite Verbindung
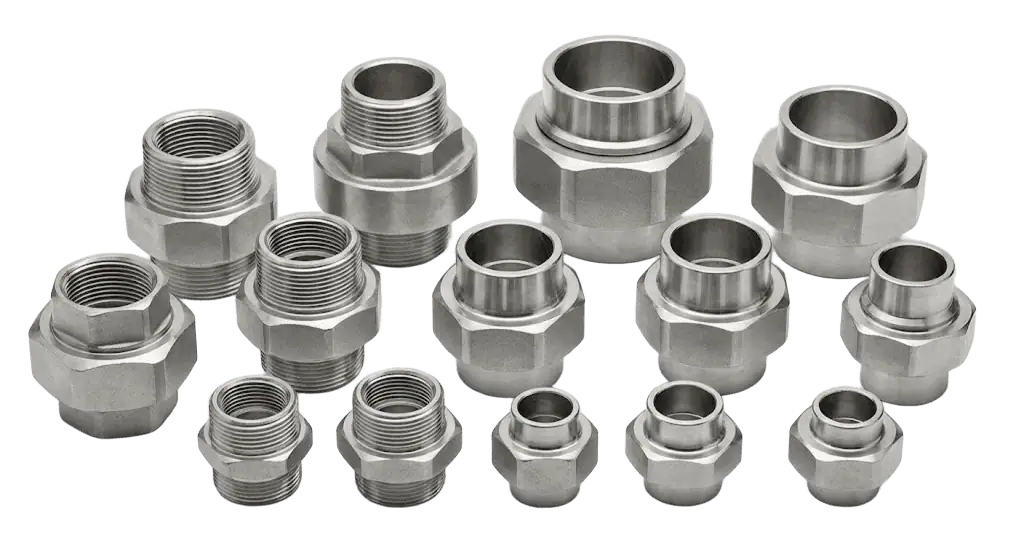
SUNHY liefert geschmiedete MSS SP-83 Rohrverbindungen für Hochdruckanwendungen, bei denen schneller Demontagebedarf für Wartung, Inspektion oder Geräteaustausch besteht. Verbindungen bieten einen zuverlässigen Trennpunkt ohne Schneiden und Neuverschweißen langer Rohrleitungen.
Verfügbar in Gewinde- (NPT/BSPT) oder Socket-Weld-Konfigurationen (SW) wie spezifiziert. Gängige Edelstahl-304/316L- und Kohlenstoffstahloptionen, mit EN 10204 3.1 MTC und Inspektionsstufe verfügbar, um Ihren Projektanforderungen zu entsprechen.
- Wartbare Verbindung, einfache Wartung
- Präzise Passung, zuverlässige Verbindung
- Standardkonstruktionen, schnelle Auswahl
- Rückverfolgbare Kennzeichnung, Chargen-ID
- Inspektionsoptionen, gemäß Spezifikation
- Dokumente verfügbar, projektbereit
Spezifikation & Norm
Nennweite
Üblicherweise 1/4″ – 2″ (andere Größen auf Anfrage)
Verbindung
Gewindet (NPT/BSPT) oder Muffenschweiß (SW), wie angegeben
Endbearbeitung
Fasen an den Enden für Stumpfschweißen; typische Ausführung gemäß ASME B16.25 (gemäß Projekt-WPS)
Normen
MSS SP-83 (gemäß Projektspezifikation); Endverbindungen gemäß anwendbarer Norm
Druckklasse
Klasse 3000 (höhere Klasse/Bewertung verfügbar wie angegeben)
Union-Typ
Grundgelenkverschraubung / Konische Sitzverschraubung (wie spezifiziert)
Werkstoffe
Edelstahl 304/316L üblich; Kohlenstoffstahl / Legierungsoptionen auf Anfrage
Dokumentation & Prüfung
EN 10204 3.1 MTC; Maßprüfung; PMI für Edelstahl auf Anfrage; ZfP wie spezifiziert
MSS SP-83 Verbindungen | Geschmiedete Rohrverbindungen für Hochdruckanwendungen
SUNHY supplies MSS SP-83 unions designed for maintenance-friendly piping. Compared with permanent welded joints, unions allow fast disassembly for inspection, instrument replacement, spool changes, and tight-space repairs— without reworking long pipe runs.
Verfügbar als Gewindeausführung (NPT/BSPT) oder Muffenschweißausführung (SW) wie spezifiziert, mit gängigen Edelstahloptionen 304/316L und projektspezifischer Dokumentation für die Abnahme vor Ort.
Wesentliche Vorteile
- Wartungsbereite Verbindung — Schnellaufbau- und -abbau-Design für häufig genutzte Zugangspunkte.
- Hochdruckrohrleitungseinsatz — kompakte Schmiedekonstruktion für anspruchsvolle Betriebsbedingungen.
- Gewinde- oder SW-Optionen — NPT/BSPT-Gewinde oder Socket-Weld-Enden gemäß Stückliste.
- Materialoptionen — 304/316L üblich; andere Güteklassen auf Anfrage.
- Rückverfolgbarkeitsunterstützung — EN 10204 3.1 MTC verfügbar; PMI/NDT nach Projektanforderung.
Typische Anwendungen
- Öl- und Gas-Skids, chemische Prozessleitungen, Versorgungsleitungen und allgemeine Industrierohrleitungen
- Instrumentenabzweige, Pumpenpakete, Filtergehäuse und Wartungsabschnitte
MSS SP-83 Union-Abmessungen | Was Sie in Ihrer RFQ angeben sollten
Für Beschaffung und Fertigung wird die Auswahl der Union bestimmt durch Nennweite, Druckklasse, Endverbindungund Sitz-/Fugenart. Um Fehlanpassungen zu vermeiden, bestätigen Sie diese Punkte direkt in der Stückliste und der Projektzeichnung vor der Bestellung.
Schnell-Checkliste (empfohlen)
- Nennweite: 1/4"–2" üblich (andere Größen auf Anfrage)
- Druckklasse: Klasse 3000 (höhere Druckstufe nach Spezifikation)
- Endverbindung: NPT / BSPT oder Sockelschweiß (SW)
- Union-Typ: Schleifdichtung / Konische Sitz (nach Spezifikation)
- Material: 304 / 316L üblich; andere Güteklassen auf Anfrage
Maßhinweise (für die technische Verwendung)
- Ende-zu-Ende und Mutter/Sechskant-Freigang sollte dem Einbauraum entsprechen.
- Sitztyp beeinflusst die Dichtungsmethode und das Wartungsverfahren.
- Endabmessungen entsprechen MSS SP-83 und/oder der genehmigten Projektzeichnung.
Produktmontage | Installation von MSS SP-83 Unions
Correct fit-up and tightening practice are critical for leak performance. Final procedures should follow your project spec and be executed by qualified personnel.
Gewindeverbindung (NPT / BSPT) — Empfohlene Schritte
- Spezifikation prüfen — Größe, Gewindeart (NPT/BSPT), Druckklasse, Material und Kupplungstyp bestätigen.
- Gewinde und Sitz prüfen — Stellen Sie sicher, dass Dichtflächen keine Dellen, Grat oder Verunreinigungen aufweisen.
- Dichtmittel auftragen — Verwenden Sie zugelassenes Gewindedichtmittel/-band gemäß Werkspraxis (Dichtfläche nicht kontaminieren).
- Rohrleitung ausrichten — Erzwungene Ausrichtung vermeiden; Fehlausrichtung kann zu Leckagen und Fressen führen.
- Richtig anziehen — die Verbindungsmutter gleichmäßig anziehen; nicht über das in Ihrem Verfahren angegebene Anziehdrehmoment hinaus anziehen.
- Druckprüfung — Dichtheitsprüfung gemäß Projekt-Prüfplan durchführen.
Muffenschweißverbindung (SW) — Empfohlene Schritte
- WPS bestätigen — Schweißverfahren und Schweißerqualifikation gemäß Projektanforderung.
- Einpassen — stabile Einstecktiefe und gleichmäßigen Wurzelspalt gemäß Ihrem WPS sicherstellen.
- Anheften & schweißen — Wärmeeintrag kontrollieren; Oberflächenzustand von Edelstahl gegebenenfalls schützen.
- Nachschweißprüfungen — Maßprüfung; ZfP/PMI falls spezifiziert.
Qualitätskontrolloptionen: EN 10204 3.1 MTC verfügbar; PMI für Edelstahl auf Anfrage; ZfP wie spezifiziert.
Verwandte Produkte
Stumpfschweiß-T-Stück (gleich/Reduzierend)
Für Abzweigverbindungen in geschweißten Rohrleitungsspulen.
Konzentrischer Reduzierstutzen
Glatter Mittellinienübergang für vertikale Leitungen und Pumpen.
Exzentrischer Reduzierstutzen
Flache Seite zur Reduzierung von Luftblasen in horizontalen Rohrleitungen.
Butt-Weld-Endkappe
Sauberer Abschluss für Rohrenden – ideal für Prüfspulen und Sammler.
Stumpfende (Lap Joint)
Häufig bei Lap Joint-Flanschen für häufige Demontage verwendet.
FAQ
Was ist eine MSS SP-83 Union?
MSS SP-83 ist die Standardpraxis, die von der Manufacturers Standardization Society für Class 3000 und Class 6000 Rohrverbindungen entwickelt wurde. Sie deckt Rohrverbindungen aus Kohlenstoff- und Edelstahl in Socket Weld (SW) und Threaded (NPT) Anschlüssen ab. Im Gegensatz zu Standard-Fittings zeichnen sich MSS SP-83 Rohrverbindungen durch ein dreiteiliges Design mit einem Metall-auf-Metall “Kugel-auf-Kegel”-Sitz, aus, der den Rohrzerleg ohne Schneiden ermöglicht und speziell für Hochdruck- und Hochtemperaturanwendungen in der Industrie konzipiert ist.
In welchen Größen sind MSS SP-83-Kupplungen erhältlich?
MSS SP-83-Kupplungen sind für Nennrohrgrößen (NPS) von 1/8 Zoll bis 3 Zoll (DN6 bis DN80) standardisiert.
Standardbereich: 1/8″, 1/4″, 3/8″, 1/2″, 3/4″, 1″, 1-1/4″, 1-1/2″, 2″, 2-1/2″ und 3″.
Reduzierende Größen: Die Norm umfasst auch Reduzierkupplungen, bei denen die Anschlussenden unterschiedliche Größen haben (z. B. 1″ x 3/4″), obwohl diese seltener auf Lager sind.
Hinweis: Die physikalischen Abmessungen (Länge und Mutternbreite) nehmen zwischen den Druckstufen Class 3000 und Class 6000 deutlich zu, um höhere Drücke aufzunehmen.
Aus welchen Materialien werden MSS SP-83 Unions hergestellt?
Diese Kupplungen werden aus Materialien geschmiedet, die mit ASTM-Rohrleitungsnormen kompatibel sind. Die gängigsten Materialien umfassen:
Kohlenstoffstahl: ASTM A105 (Standard) oder A105N (Normalisiert für bessere Tieftemperaturzähigkeit).
Edelstahl: ASTM A182 Güten wie F304/F304L und F316/F316L für Korrosionsbeständigkeit.
Legierter Stahl: ASTM A182 F11 oder F22 für Hochtemperatur-Dampfanwendungen.
Nickellegierungen: Legierungen wie Monel oder Inconel für extreme chemische Umgebungen.
Auswahltipp: Stimmen Sie das Material der Verbindung immer auf das Rohrmaterial ab (z. B. A105-Verbindung für A106-Rohr), um Kontaktkorrosion zu vermeiden und eine gleichmäßige thermische Ausdehnung sicherzustellen.
Wie werden MSS SP-83-Verbindungsstücke installiert?
Die Installation hängt vom Verbindungstyp ab—Threaded (NPT) oder Socket Weld (SW).
Für Gewindeverbindungen:
Reinigen: Stellen Sie sicher, dass die Gewinde frei von Schmutz sind.
Abdichten: Tragen Sie ein hochwertiges Rohrleitungsdichtmittel oder PTFE-Band nur auf die Rohrgewinde auf. Warnung: Tragen Sie kein Dichtmittel auf die innere Metall-auf-Metall-Sitzfläche der Kupplung auf.
Anziehen: Ziehen Sie die Mutter fest an. Eine “Hammerlappen”-Mutterkonstruktion ermöglicht das endgültige Anziehen mit einem Hammer in engen Räumen.
Für Socket-Schweißverbindungen (ASME B31.3-konform):
Einführen: Führen Sie das Rohr vollständig in die Socket ein.
Zurückziehen: Markieren Sie das Rohr und ziehen Sie es 1/16 Zoll (1,5 mm) zurück , um einen Ausdehnungsspalt zu schaffen.
Schweißen: Führen Sie eine Kehlnaht um den Hub aus. Dieser Spalt verhindert, dass die Schweißnaht aufgrund der thermischen Ausdehnung während des Schweißprozesses reißt.
Sind MSS SP-83-Kupplungen für Hochdrucksysteme geeignet?
Ja, sie sind speziell für hohen Druck ausgelegt.
Klasse 3000: Ausgelegt für etwa 3000 PSI (Betriebsdruck) und wird mit Schedule 80 (Extra Strong) Rohr verwendet.
Klasse 6000: Ausgelegt für etwa 6000 PSI und wird mit Schedule 160 Rohr verwendet.
Wichtiger Hinweis: Die tatsächliche Druckfestigkeit nimmt mit steigender Betriebstemperatur ab. Beispielsweise kann eine Kohlenstoffstahl-Kupplung, die bei Umgebungstemperatur für 3000 PSI ausgelegt ist, bei 700°F (370°C) nur noch für ~2155 PSI ausgelegt sein. Konsultieren Sie vor der Installation immer die Druck-Temperatur-Abminderungstabellen in der Norm.