Tri-Clamp-Fittings werden in Brausystemen häufig eingesetzt, da sie eine hygienische Montage, schnellen Wartungszugang, modulare Leitungsänderungen und sauberere produktberührende Verbindungen als Gewindeverbindungen unterstützen. In Brauereien ist das in Fermentern, Lagerbietanks, Probenahmestellen, Kellerröhren, Transferkreisen und Verpackungsanschlüssen wichtig, wo Brauer sowohl Reinigungsfähigkeit als auch praktische Wartbarkeit benötigen. Eine Tri-Clamp-Verbindung ist jedoch nicht automatisch hygienisch, nur weil sie hygienisch aussieht. Das tatsächliche Ergebnis hängt immer noch von der Ausrichtung der Bördel, der Wahl der Dichtung, der Schweißqualität, der Abzweiggeometrie, der Entwässerbarkeit und davon ab, wie die Montage tatsächlich gereinigt und inspiziert wird.
Dieser Leitfaden erklärt, wie Brauereiingenieure und Brauer Tri-Clamp-Fittings nach Prozessbereich, Größe, Dichtungsmaterial, CIP-Reinigungsfähigkeit und tatsächlichem Ausfallrisiko auswählen sollten. Er zeigt auch, wo Tri-Clamp-Systeme besonders gut funktionieren, wo sie falsch eingesetzt werden und wie sie mit breiteren hygienischen Rohrleitungsentscheidungen in Brauereibetrieben verbunden sind.
Was Tri-Clamp-Fittings in Brausystemen tatsächlich bewirken
Wie eine Tri-Clamp-Verbindung funktioniert
Eine Tri-Clamp-Verbindung verbindet zwei Bördel mit einer Dichtung dazwischen und einer Klemme, die die Montage gleichmäßig komprimiert. Der Wert liegt nicht nur in der schnellen Montage. Der wirkliche Vorteil ist, dass die Verbindung zur Inspektion, zum Austausch der Dichtung, zu Leitungsänderungen oder zum Austausch von Komponenten geöffnet werden kann, ohne Rohr zu schneiden oder eine gewindebasierte produktberührende Verbindung zu stören. Im Brauereibetrieb ist diese Modularität besonders nützlich, wenn eine Leitung Tanktransfers, Probenmontagen, Schlauchabgänge, Ventile, Sichtgläser oder zukünftige Erweiterungen unterstützen muss.
Aus technischer Sicht funktioniert das Fitting nur wie beabsichtigt, wenn die Bördelflächen ausgerichtet sind, die Dichtung korrekt sitzt und die Klemme verwendet wird, um eine korrekte Verbindung abzudichten, anstatt eine schlechte Passform zu erzwingen. Bei wiederholten Brauereiwartungsarbeiten ist dieser Unterschied wichtiger als der Klemmentyp selbst.

Warum Brauer Tri-Clamp-Verbindungen gegenüber Gewindeverbindungen in Produktkontaktbereichen bevorzugen
Brauer bevorzugen in der Regel Tri-Clamp-Fittings in Produktkontaktbereichen, da sie einfacher zu inspizieren, einfacher zu demontieren und weniger spaltanfällig sind als Gewindeverbindungen. Dies bedeutet nicht, dass Tri-Clamp automatisch überall korrekt ist. Es bedeutet, dass der Verbindungsstil besser für hygienischen Produktkontakt geeignet ist, wenn die gesamte Baugruppe korrekt spezifiziert und installiert wird. Wenn Sie die umfassendere Logik hinter dieser Unterscheidung benötigen, lesen Sie Hygienische vs. industrielle Rohrarmaturen.
Diese Präferenz stimmt auch mit den Regeln für Lebensmittelkontaktgeräte überein. FDA 21 CFR 117.40 erfordert, dass Lebensmittelkontaktoberflächen ausreichend reinigbar, korrosionsbeständig und für die vorgesehene Lebensmittel- und Reinigungsumgebung geeignet sind. Eine Gewindeverbindung im Produktkontakt kann in einigen nichtkritischen Bereichen den Betriebsanforderungen entsprechen, aber in hygienischen Zonen von Brauereien bietet Tri-Clamp Brauern in der Regel eine bessere Kontrolle bei Inspektion und Wartung.
Wo Tri-Clamp in Brauereien üblicherweise verwendet wird
In Brauereien sind Tri-Clamp-Fittings überall üblich, wo Produktkontaktsauberkeit und flexible Wartung gleichermaßen wichtig sind. Typische Standorte umfassen Sudhaus-Transferleitungen, Kellereirohre, Fermenter, Lagerbiertanks, Probenahmepunkte, Karbonisierungsschleifen, Schlauchadapter, Ventilverteiler, Sichtgläser und verpackungsbezogene Baugruppen. Bei druckgeprüften Brauereibehältern stellt der Brewers Association fest, dass sekundäre nicht-mechanische Druckentlastungsvorrichtungen wie Berst- oder Bruchscheiben häufig an einem Tri-Clamp-Fitting oder ähnlichem Fitting auf dem Tankdom montiert sind. Dieses Detail ist wichtig, da es zeigt, wie Tri-Clamp-Hardware nicht nur für Prozessrohre, sondern auch für kritische Brauereitankzubehörteile verwendet wird..

| Typischer Brauereibereich | Warum Tri-Clamp üblich ist | Haupttechnische Prüfung |
|---|---|---|
| Fermenter und Lagerbierbehälter | Einfache Demontage von Ventilen, Probenahmestellen und Zubehör | Bördelausrichtung, Dichtungskompatibilität, hygienische Abzweiggeometrie |
| Kellertransferleitungen | Modulares Routing und häufige Reinigung | Entwässerbarkeit, Schlauchanschlussdisziplin, Standardgrößenkontrolle |
| Probenahme- und Abfüllpunkte | Schneller Zugang und Inspektion | Niedrige Durchflussreinigung, Rückstandsbindung, wiederholtes Leckrisiko |
| Verpackungsbezogene Verbindungen | Flexible Wartung und Umrüstung | Dichtungshandhabung, Geruchsbindung, häufige Wiederzusammenbaukontrolle |
Warum Tri-Clamp-Fittings in der Brauerei Sinn machen – und wo nicht
Die wirklichen Brauvorteile
Der wirkliche Brauvorteil von Tri-Clamp-Fittings liegt nicht allein in der Geschwindigkeit. Es ist die Kontrolle. Brauer können Baugruppen leichter öffnen, inspizieren, reinigen, ersetzen und umkonfigurieren als mit vielen festen oder gewindebasierten Alternativen. Das ist besonders nützlich in Pilotbrauereien, wachsenden Produktionsbrauereien und gemischt genutzten Kellerräumen, wo Schlauchverbindungen, temporäre Änderungen und modulare Geräteerweiterungen Teil des normalen Betriebs sind.
In der praktischen Brauereiarbeit wird Tri-Clamp am wertvollsten, wenn eine Baugruppe mehrere Anforderungen gleichzeitig erfüllen muss: hygienischer Produktkontakt, häufiger Zugang, begrenzte Ausfallzeiten und die Möglichkeit, dass das Prozesslayout nach Inbetriebnahme geändert wird. Das ist eine realistischere Designgrundlage als Tri-Clamp einfach als “einfach zu bedienen” zu bezeichnen.”
Wo Tri-Clamp immer noch zu einem Hygieneproblem werden kann
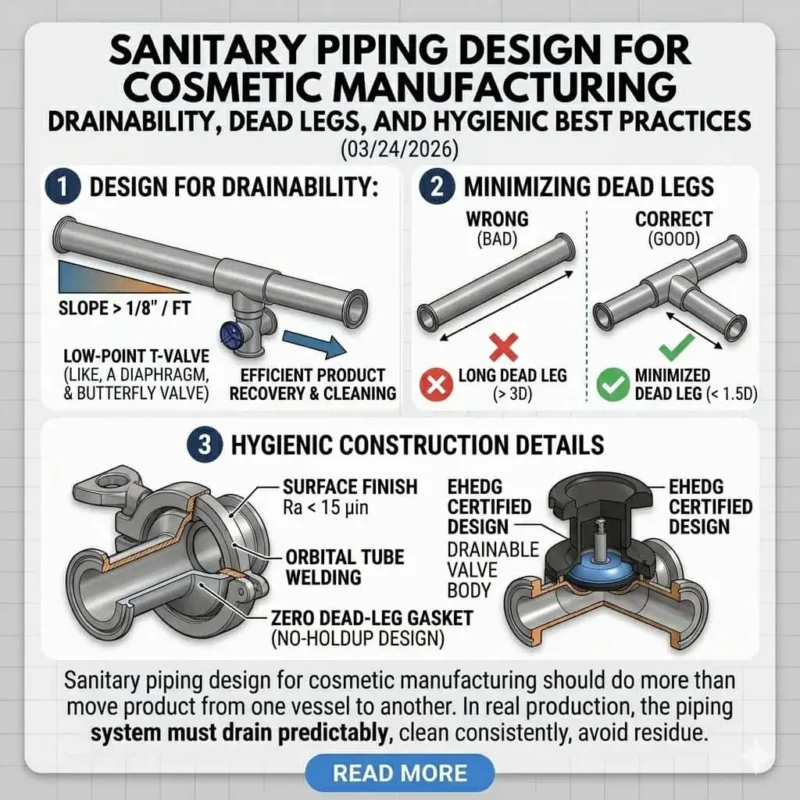
Eine Tri-Clamp-Verbindung kann immer noch zu einem Hygieneproblem werden, wenn die gesamte Baugruppe falsch ist. Häufige Ursachen sind Fehlausrichtung der Bördel, beschädigte Dichtungskanten, schlechte Schweißübergänge, falsches Dichtungsmaterial, wiederholtes Überziehen, schlechte Entwässerung und Abzweiggeometrien, die nach der CIP Flüssigkeit zurückhalten. Genau deshalb konzentrieren sich die FDA-Gerätevorschriften darauf, ob lebensmittelberührende Oberflächen ausreichend reinigbar, korrosionsbeständig und in der Lage sind, ihrer vorgesehenen Umgebung standzuhalten, einschließlich Reinigungsmitteln und -verfahren. Eine hygienisch aussehende Verbindung reicht nicht aus, wenn die installierte Baugruppe nicht tatsächlich korrekt gereinigt und gewartet werden kann..
Ein wiederkehrendes Muster in Brauereien ist, dass die Verbindung von außen korrekt aussieht, das Leck klein oder intermittierend ist und Bediener davon ausgehen, dass das Problem geringfügig ist. Spätere Überprüfungen zeigen, dass der eigentliche Schwachpunkt eine beschädigte Dichtungslippe, eine leichte Bördelverschiebung oder ein kurzer Abzweig war, der nach der CIP nie vollständig entwässert hat. Mit anderen Worten, das Problem war in einer Verbindung verborgen, die “hygienisch genug” aussah.”
Eine Tri-Clamp-Verbindung ist nur so hygienisch wie die gesamte Baugruppe
Das hygienische Ergebnis hängt von der gesamten Verbindung ab, nicht nur von der Klemme allein. Das bedeutet, dass die Bördeloberflächen, die Dichtungsauflage, das Dichtungsmaterial, der Kompressionszustand, die umgebende Schweißqualität und die Entwässerung des angeschlossenen Abzweigs alle zusammen wichtig sind. In der Brauereipraxis ist einer der häufigsten Fehler, die Klemme zu beschuldigen, wenn das eigentliche Problem eine schlechte Passung oder eine Baugruppe ist, die von vornherein nie als vollständig CIP-reinigbar hätte behandelt werden dürfen.
EHEDG-Hygienekonstruktionsprinzipien Machen Sie den gleichen Punkt aus einer Designperspektive: Einheiten mit schlechtem hygienischem Design sind schwer zu reinigen. In Brauereibegriffen bedeutet das, dass ein Tri-Clamp-Fitting einen schlecht ausgerichteten Probenabzweig, eine raue Bördel-Schweißnaht oder einen tiefen Punkt, der Spülwasser zurückhält, nicht retten kann.

Wie Brauer Tri-Clamp-Fittings nach Prozessbereich auswählen sollten
Anwendungen auf der Heißseite
Auf der Heißseite sollten Brauer Tri-Clamp-Fittings nach Temperaturbelastung, Reinigungszugänglichkeit und praktischer Anwendbarkeit bewerten, nicht nur nach dem Aussehen. Würzeübertragung, Brauhauszirkulation und Heißseiten-Schlauchwechsel beinhalten oft wiederholte Montage, Abspülung und thermische Zyklen. In diesen Bereichen sind die wichtigen Fragen, ob das Dichtungsmaterial geeignet ist, ob die Montage häufig geöffnet wird und ob die Verbindung während normaler Brauereibetriebe zuverlässig gereinigt und wieder zusammengebaut werden kann.
Heißseiten-Tri-Clamp-Hardware wird oft zu nachlässig beurteilt, weil die mikrobiellen Folgen als geringer als bei Kaltseitenanwendungen wahrgenommen werden. Das ist nur teilweise wahr. Schlechte Dichtungswahl, wiederholte Montagebelastung und unzuverlässige Passung verursachen dennoch Wartungsaufwand, verzögern Neustarts und verringern das Vertrauen der Bediener in die Verbindung.
Anwendungen auf der Kaltseite und im Keller
Kaltseiten-Tri-Clamp-Entscheidungen haben in der Regel höhere hygienische Konsequenzen als Heißseitenentscheidungen. Bei Gärung, Klarbierübertragung, Karbonisierungsschleifen und Endbierkontakt-Montagen sind die Folgen von Rückständen, Dichtungsgeruchsaufnahme, schlechtem Rückfluss oder versteckter Kontamination höher. Hier sollten Brauer genauer auf Abzweiggeometrie, Dichtungszustand, lokale Reinigungsfähigkeit und ob dieselbe Montage nach Reinigung oder Wechsel weiterhin Eingriffe erfordert, achten.
Eine gute technische Regel ist einfach: Je näher das Produkt am fertigen Bier ist, desto geringer wird die Toleranz für Verbindungsfehler. Bei Kaltseitenmontagen kann ein scheinbar kleines Verbindungsdetail schneller als erwartet zu Geschmacks-, Hygiene- oder Haltbarkeitsproblemen werden.
Verpackung, Abfüllung und Probenahmepunkte
Die am meisten unterschätzten Probleme mit Tri-Clamp-Verbindungen in Brauereien liegen oft nicht in der Haupttransferleitung, sondern an Probenahmestellen, Abfüllanlagen und verpackungsbezogenen Abzweigungen. Dies sind die Stellen, an denen die lokale Strömung schwächer ist, Flüssigkeit länger verweilen kann und manuelle Handhabung häufiger erfolgt. Die Richtlinie des Brewers Association zur Fassleistung ist hier nützlich, da sie darauf hinweist, dass nach einer CIP-Reinigungsserie Bierprozesshauptleitungen, Anschlüsse von Klar- oder Sterilbiertanks sowie Abfüllkopfanschlüsse abgewischt und auf visuelle Sauberkeit überprüft werden können, um die Reinigungswirksamkeit zu verifizieren. Das ist eine praktische Erinnerung daran, dass die Reinigungsverifizierung in Brauereien oft am meisten an Verbindungsdetails statt an den einfachsten geraden Rohrabschnitten zählt..
Ein realistisches Brauereibeispiel ist ein Probenabzweig, der bei oberflächlicher Sichtprüfung besteht, aber nach der Reinigung weiterhin Geruchs- oder Rückstandsprüfungen nicht besteht. Die Ursache liegt oft nicht in der Klemme selbst. Es ist die lokale Geometrie um die Baugruppe und die falsche Annahme, dass der Abzweig die gleiche effektive CIP-Wirkung wie die Hauptleitung erhält.
Dimensionierung und Anschlusslogik: Was tatsächlich wichtig ist
Rohrgröße vs. Klemmenmaß
Brauer sollten Tri-Clamp-Fittings nach Prozessleitungsgröße und Ferrule-Standard auswählen, nicht nur nach dem Erscheinungsbild der Klemme. In realen Brauereiprojekten ist einer der häufigsten Einkaufsfehler, die Klemmenmaße als primären Entscheidungspunkt zu behandeln. Der bessere Ansatz ist, mit dem bereits in der Brauerei verwendeten Rohr- und Ferrule-Standard zu beginnen und dann das passende Klemmen- und Dichtungsformat zu bestätigen, damit die Verbindung mit der bestehenden hygienischen Hardwarestrategie konsistent bleibt.
Dies ist wichtig, weil Wartungsfehler oft im Lagerregal beginnen, nicht in der Prozessleitung. Wenn die Brauerei nicht klar zwischen Leitungsstandard, Ferrule-Format und Dichtungskompatibilität unterscheiden kann, wird das falsche “fast korrekte” Teil unter Zeitdruck während der Stillstandszeiten eingebaut.
Strömung, Geschwindigkeit und Umrüstpraktikabilität
Größer ist nicht automatisch besser bei der Dimensionierung von Tri-Clamp-Verbindungen in Brauereien. Überdimensionierte produktberührende Baugruppen können das Totvolumen erhöhen, die Reinigungseffizienz in bestimmten Zweigen verringern und Routinewechsel weniger praktikabel machen. Unterdimensionierte Fittings können die Transfergeschwindigkeit einschränken, CIP-Ziele erschweren oder Engpässe an Tank- und Kellereiverbindungen verursachen. Die richtige Größe ist diejenige, die der tatsächlichen Brauereifunktion entspricht, nicht die, die einfach robuster aussieht.
Aus ingenieurtechnischer Sicht beeinflusst die Dimensionierung mehr als nur die Transferrate. Sie beeinflusst das Rücklaufverhalten, den Schlauchhandling, die Reinigungsreaktion und die Menge an Bier oder Spülflüssigkeit, die bei einem Wechsel in lokalen Baugruppen zurückbleiben kann.
Standardisierung in der gesamten Brauerei
Brauereien, die frühzeitig Tri-Clamp-Dimensionierungen standardisieren, reduzieren in der Regel später die Ausfallzeiten. Standardisierung vereinfacht Schlauchsätze, Ersatzteile, Dichtungsbestand, Mitarbeiterschulung und Wiederzusammenbau-Geschwindigkeit. In wachsenden Brauereien führen gemischte Clamp- und Bundstrategien oft zu mehr Wartungsverwirrung, als Brauer erwarten. Ein praktisches Muster im Feld ist, dass die Brauerei den Schmerz nicht während der Installation spürt; sie spürt ihn sechs Monate später, wenn das falsche Ersatzteil bei einem Leck oder Reinigungsproblem gegriffen wird.
Technische Anmerkung: Standardisierung ist nicht nur eine Einkaufserleichterung. In expandierenden Brauereien ist sie eine der einfachsten Möglichkeiten, Fehleinbau von Teilen zu reduzieren und die Wartungswiederherstellungszeit zu verkürzen.
Dichtungsauswahl für Brausysteme
Warum die Dichtung oft entscheidet, ob die Verbindung zuverlässig ist
Im Brauerei-Tri-Clamp-Betrieb ist die Dichtung oft der erste echte Schwachpunkt. Die Verbindungsleistung hängt vom Dichtungsmaterial, der chemischen Beständigkeit, der Temperaturtoleranz, der elastischen Rückstellung, dem Geruchsrückhalteverhalten und der Handhabung der Montage während der Wartung ab. Wenn Brauereien ein wiederkehrendes Verbindungsproblem haben, wird oft zuerst die Klemme selbst beschuldigt, aber die Dichtung ist häufiger der Ausgangspunkt für den tatsächlichen Zuverlässigkeitsverlust.
Dies gilt insbesondere für Brauereibetriebe mit wiederholter Reinigung, häufiger Öffnung und gemischten Betriebsbedingungen zwischen Heiß- und Kaltseite. Die gleiche Dichtungsmischung, die in einer Zone akzeptabel funktioniert, kann in einer anderen zu einem wiederkehrenden Problem werden, weil das eigentliche Problem Chemie plus Handhabung plus Kompressionsgeschichte ist, nicht nur der Materialname allein.
EPDM, Silikon, PTFE und andere gängige Optionen
Die Dichtungswahl sollte den Brauereibetriebsbedingungen folgen, nicht der Gewohnheit. EPDM wird oft ausgewählt, wo gute allgemeine Beständigkeit und Dichtungsrückstellung benötigt werden. Silikon wird häufig gewählt, wo Flexibilität und Handhabungskomfort wichtig sind, aber Brauereien müssen sorgfältig über Geruch und Betriebspassform nachdenken. PTFE-basierte Optionen werden oft in Betracht gezogen, wo chemische Beständigkeit die stärkere Anforderung ist. Die richtige Wahl hängt von der Reinigungschemie, der Betriebstemperatur, den Produktkontakterwartungen und der Häufigkeit der Öffnung und Wiederzusammenbauung der Verbindung ab.

| Dichtungsoption | Wo Brauereien sie oft verwenden | Hauptvorsicht |
|---|---|---|
| EPDM | Allgemeiner hygienischer Brauereibetrieb mit wiederholter Montage und Reinigung | Überprüfen Sie die tatsächliche chemische Verträglichkeit mit dem CIP-Programm der Brauerei |
| Silikon | Anwendungen, bei denen Handhabungsflexibilität geschätzt wird | Überprüfen Sie Geruchsbindung und tatsächliche Betriebseignung vor der Standardisierung |
| PTFE / PTFE-beschichtet | Chemisch anspruchsvollere Betriebsbedingungen | Vernachlässigen Sie nicht das Dichtungsverhalten und die Montagepraktikabilität |
| Andere Spezialverbindungen | Ausgewählte brauereispezifische Aufgaben | Verwenden Sie nur, wenn die Betriebsbedingungen die zusätzliche Komplexität rechtfertigen |
Gute Praxis ist es, Dichtungsmaterialien als zugelassene Komponenten zu kontrollieren, nicht als billige Verbrauchsmaterialien. Wenn die Dichtungsdisziplin schwach ist, werden Brauereiverbindungsprobleme schwerer zu verfolgen und dauerhaft zu beheben.
Ein häufiges Fehlermuster in Brauereien: Die Verbindung hört auf zu lecken, wird aber schwerer hygienisch zu halten.
Ein wiederkehrendes Fehlermuster in Brauereien ist eine Verbindung, die äußerlich nicht mehr leckt, aber hygienisch weniger zuverlässig wird. Die übliche Abfolge ist bekannt: Dieselbe Verbindung leckt, ein Bediener zieht sie fester an, der sichtbare Tropfen hört auf, aber die Ferrule waren leicht falsch ausgerichtet und die Dichtungskante ist nun ungleichmäßig belastet oder beschädigt. Von außen sieht die Verbindung verbessert aus. Innen kann sie nun anfälliger für Produktrückstände sein oder schwerer konsistent zu reinigen. Eine trockene Verbindung ist nicht automatisch eine gute Verbindung.
Dies ist ein nützlicher Fehlerbehebungshinweis in Brauereien, da es erklärt, warum eine Verbindung aufhören kann zu lecken, aber dennoch ein Hygieneproblem bleibt. Das Leck-Symptom ist verschwunden, aber die Reinigungsfähigkeit der Verbindung ist weniger zuverlässig als zuvor.
Tri-Clamp-Fittings und CIP-Design in Brauereien
Warum Tri-Clamp CIP unterstützt – aber nicht garantiert
Tri-Clamp-Fittings unterstützen CIP, da sie hygienische Montage und einfache Inspektion ermöglichen, aber sie garantieren nicht, dass ein installiertes System vollständig an Ort und Stelle reinigbar ist. Diese Grenze ist wichtig. Die Reinigungsfähigkeitsrichtlinie von 3-A behandelt direkt das häufige Missverständnis, dass alle hygienisch aussehenden Geräte automatisch für vollständige CIP geeignet sind.. In Brauereibegriffen bedeutet das, dass eine Klemmverbindung korrekt sein kann, während der angeschlossene Abzweig, die Probenahmevorrichtung oder das Ventildetail immer noch schwer effektiv ohne Inspektion oder Demontage zu reinigen ist.
Wenn Sie die umfassendere Seite der Leitungsgestaltung dieser Frage betrachten möchten, verlinken Sie diesen Artikel zu CIP-Designüberlegungen für hygienische Rohrleitungen.
Abzweigungen, Ventile und Probenahmestellen sind der eigentliche Test
Der eigentliche Test eines Tri-Clamp-Systems in einer Brauerei besteht nicht darin, ob die Hauptleitung nach der CIP-Reinigung sauber aussieht. Es geht darum, ob die schwierigste lokale Baugruppe reinigungs- und entleerbar bleibt. Dies wird an Probenahmehähnen, kurzen Seitenabzweigungen, Ventilgruppen und Zubehöranschlüssen mit geringer Entleerung offensichtlich. Bei mehr als einer Brauerei oder einer nahegelegenen hygienischen Leitung sahen die Hauptrücklaufdaten akzeptabel aus, während derselbe lokale Abzweig weiterhin Rückstände oder wiederkehrende Verifizierungsprobleme aufwies. Die eigentliche Ursache war die lokale Geometrie und ein schwacher effektiver Durchfluss, nicht ein Mangel an Reinigungsmittelstärke.
Diese Unterscheidung ist wichtig, weil Betreiber oft mit einer Verlängerung des Zyklus oder einer Erhöhung der Chemikalien reagieren, während die dauerhaftere Korrektur darin besteht, die problematische lokale Baugruppe zu verkürzen, neu auszurichten oder neu zu gestalten.

Was Brauer nach der CIP-Reinigung überprüfen sollten
Brauer sollten die Baugruppen überprüfen, die am leichtesten übersehen werden, nicht nur die am einfachsten zugänglichen. Nützliche Nach-CIP-Prüfungen umfassen Rücklaufentleerung, zurückgehaltene Flüssigkeit, ungewöhnlichen Geruch, sichtbare Rückstände und gezielte Tupfer- oder ATP-Verifizierung, wo gerechtfertigt. In der Brauereipraxis verdienen Probenbaugruppen, Anschlüsse im Zusammenhang mit Lagerbottich und Abfüllpunkte oft mehr Aufmerksamkeit als die gerade Hauptleitung, weil dort versteckte Reinigungsprobleme zuerst auftreten.
Materialien und Oberflächenüberlegungen für Tri-Clamp-Baugruppen in Brauereien
304 vs. 316L im Brauereibetrieb
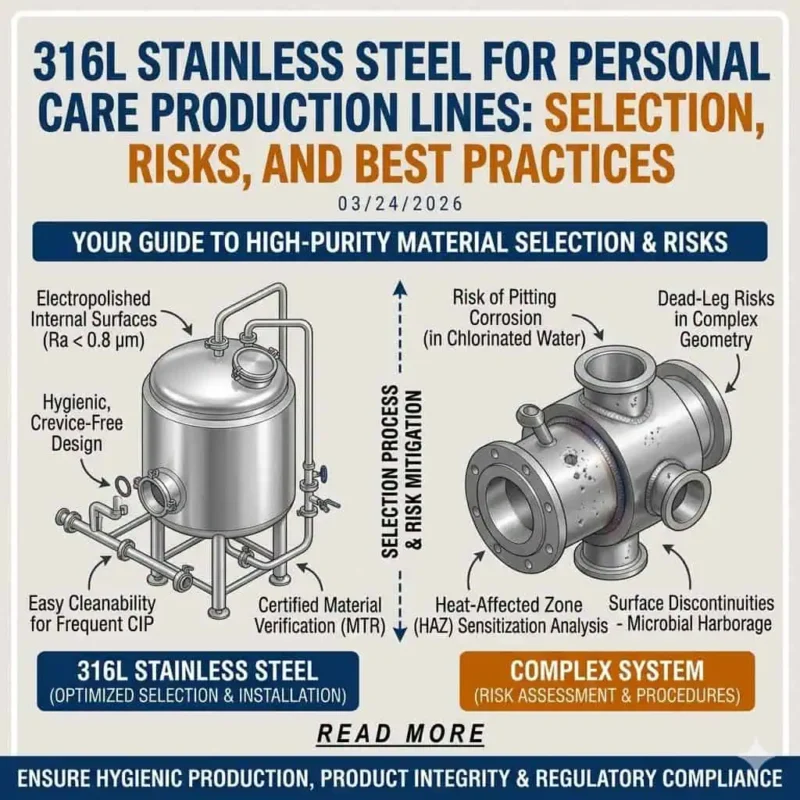
Die Materialauswahl für Tri-Clamp-Baugruppen in Brauereien sollte der Produktchemie, der Reinigungsintensität und den hygienischen Anforderungen folgen. Viele Brauereisysteme arbeiten erfolgreich mit hygienischer Hardware auf 304-Basis, aber einige Betriebsbedingungen rechtfertigen eine höhere Korrosionsbeständigkeit. Wenn die Anwendung aggressivere Reinigung, höhere hygienische Anforderungen oder anspruchsvollere Chemie beinhaltet, überprüfen Sie die Entscheidung gegen 316L Edelstahl für Milch- und Brauereianwendungen.
Das bedeutet nicht, dass Brauer überall reflexartig 316L spezifizieren sollten. Die bessere Frage ist, wo zusätzliche Korrosionsbeständigkeit wirklich die hygienische Zuverlässigkeit verändert und wo Hardware auf 304-Basis vollkommen angemessen bleibt.
Warum die Schweißqualität wichtiger ist, als viele Käufer denken
Eine Tri-Clamp-Fitting kann nur so gut funktionieren wie die Schweißnaht, die sie speist. Wenn die Schweißnaht zwischen Bördel und Rohr schlecht konturiert, oxidiert oder schwer zu reinigen ist, kann die Verbindung hygienisch schwach bleiben, selbst wenn die Klemme, Dichtung und Bördelabmessungen korrekt sind. In der Praxis bemerken Brauer das Symptom oft später als wiederholte Geruchsrückhaltung, langsame Reinigungsreaktion oder unerklärliche Probleme an derselben lokalen Baugruppe.
Dies ist eines der deutlichsten Beispiele dafür, warum Hardwarespezifikation und Fertigungsqualität nicht getrennt werden können. Ein richtig gewähltes Fitting beseitigt keine schlechte Schweißwurzel oder einen rauen internen Übergang.
Oberflächengüte, Produktfilm und Reinigungsfähigkeit
Oberflächengüte ist kein Premiummerkmal für Tri-Clamp-Baugruppen in Brauereien. Sie ist ein Reinigungsfaktor. Rauhere oder weniger kontrollierte produktberührende Oberflächen erschweren die Entfernung von Produktrückständen und machen die Inspektion weniger zuverlässig. Dies ist besonders wichtig in Kaltseiten- und Endbierkontaktzonen, wo sensorische Qualität und mikrobiologische Konsequenzen strenger sind.
Häufige Fehlerquellen in Brauerei-Tri-Clamp-Systemen
Wiederkehrende Clamp-Leckagen
Wiederkehrende Clamp-Leckagen deuten meist auf Ausrichtungs-, Dichtungs- oder Ferrule-Oberflächenprobleme hin, nicht auf einen Clamp-Ausfall allein. Wenn dieselbe Verbindung weiterhin leckt, gehen Sie nicht davon aus, dass mehr Kraft die Lösung ist. Überprüfen Sie zuerst den Sitz, den Zustand der Dichtung, den Zustand der Ferrule-Oberfläche und ob die Verbindung so verwendet wird, dass wiederholte Montagespannungen entstehen.
Rückstände um Probenabzweige oder Ventilcluster
Rückstandsprobleme treten eher an Abzweigen und Baugruppen als in der Hauptleitung auf. Probenanschlüsse, Ventilcluster und Nebenleitungen mit geringem Durchfluss sind Orte, an denen Brauer zuerst lokale Reinigungsprobleme erwarten sollten. Deshalb verdienen diese Stellen eine Inspektionslogik, die über “der CIP-Rücklauf sah gut aus” hinausgeht.”
Falsches Vertrauen in hygienisch aussehende Hardware
Einer der häufigsten Fehler in Brauereien ist die Annahme, dass hygienisch aussehende Hardware im Betrieb automatisch hygienisch ist. Eine polierte Klemme und Hülse gleichen keine schlechte Abzweiggeometrie, schwierige Rückentleerung, schwache Schweißnaht oder falsches Dichtungsmaterial aus. Deshalb ist die umfassende hygienische Logik immer noch wichtiger als das bloße Erscheinungsbild der Hardware.
Bestands- und Standardisierungsprobleme
Wenn Brauereien wachsen, führen gemischte Tri-Clamp-Formate und unkontrollierte Ersatzteilauswahl zu vermeidbaren Ausfallzeiten. Wenn verschiedene Größen, Dichtungsmaterialien und Montagestile ohne kontrollierten Standard gemischt werden, verlangsamt sich die Wartung und die Fehlerbehebung wird weniger zuverlässig. Standardisierung ist nicht nur ein Beschaffungsproblem. Es ist ein Problem für die Betriebszeit der Brauerei.
Praktische Einkaufscheckliste für Tri-Clamp-Fittings in Brausystemen
Fragen, die vor dem Kauf zu beantworten sind
- Wo wird das Fitting verwendet: Heißseite, Kaltseite, Keller, Abfüllung oder Probenahme?
- Welche Reinigungsmethode wird tatsächlich angewendet?
- Welches Dichtungsmaterial ist für diesen Einsatz zugelassen?
- Wird die Verbindung wahrscheinlich häufig geöffnet?
- Ist die Baugruppe nach der Reinigung wirklich entleerbar?
- Passen diese Größe und Ausführung zum bestehenden Standard der Brauerei?
Was vor der Installation zu prüfen ist
- Bördelausrichtung
- Bördeloberflächenzustand
- Richtiges Dichtungsmaterial und -größe
- Klemmenzustand
- Richtige Ausrichtung für Inspektion und Entwässerung
- Zugänglichkeit für Öffnung und Reinigungsprüfung
Was nach der Inbetriebnahme zu überprüfen ist
- Wiederkehrende Leckage an derselben Verbindung
- Geruchsrückhaltung nach der Reinigung
- Rückstände nach CIP an Proben- und Abfüllpunkten
- Wiederholte Montageprobleme an derselben Armatur
- Ob sich ein Standardisierungsproblem entwickelt, während die Brauerei expandiert

Fazit: Tri-Clamp-Armaturen funktionieren in Brauereien am besten, wenn die gesamte Baugruppe für Hygiene und nicht nur für Bequemlichkeit ausgelegt ist.
Tri-Clamp-Armaturen funktionieren in Brausystemen außergewöhnlich gut, wenn sie als Teil einer hygienischen Montagestrategie spezifiziert werden, anstatt nur als Bequemlichkeitshardware gekauft zu werden. Ihr wirklicher Wert liegt in sauberer produktberührender Geometrie, einfacherem Wartungszugang, modularer Prozessflexibilität und besserem Inspektionspotenzial für den Brauereibetrieb. Aber diese Vorteile gelten nur, wenn die Dichtung richtig ist, die Bundstücke ausgerichtet sind, der Schweißübergang reinigbar ist, der Abzweig entleerbar ist und die Reinigungslogik der tatsächlichen Geometrie entspricht.
Für einen vollständigen hygienischen Verbindungsweg in der Brauerei, verbinden Sie diesen Artikel mit Hygienefittings vs. Industrielle Rohrverbindungen, 316L Edelstahl für Milch- und Brauereianwendungenund CIP-Designüberlegungen für hygienische Rohrleitungen.
FAQ
Sind Tri-Clamp-Verschraubungen besser als Gewindefittings in Brausystemen?
In den meisten produktberührenden Bereichen von Brauereien, ja. Tri-Clamp-Verschraubungen sind in der Regel einfacher zu inspizieren, einfacher zu demontieren und weniger anfällig für Spalten als Gewindeverbindungen mit Produktkontakt. Der Vorteil hängt davon ab, dass die gesamte Baugruppe korrekt spezifiziert und installiert wird, und er wird wichtiger, je höher die hygienischen Anforderungen sind.
Welches Dichtungsmaterial eignet sich am besten für Tri-Clamp-Verbindungen in Brauereien?
Es gibt keine einzige beste Dichtung für jede Brauereianwendung. Die richtige Wahl hängt von der Reinigungschemie, der Betriebstemperatur, den Erwartungen an den Produktkontakt, der Öffnungshäufigkeit und davon ab, ob Geruchsbindung oder Kompressionsrückgewinnung in dieser Betriebszone ein größeres Problem darstellt.
Können Tri-Clamp-Verschraubungen immer an Ort und Stelle gereinigt werden?
Nein. Eine Tri-Clamp-Verbindung kann ein gutes hygienisches Design unterstützen, garantiert aber nicht, dass die installierte Baugruppe wirklich an Ort und Stelle gereinigt werden kann. Abzweiggeometrie, Ventildetails, Entwässerbarkeit und Inspektionszugang bestimmen immer noch das tatsächliche Ergebnis, weshalb einige Brauereibaugruppen noch gezielte Inspektion oder Demontage benötigen.
Warum leckt die gleiche Tri-Clamp-Verbindung in der Brauerei weiter?
Die häufigsten Ursachen sind nicht allein die Klemme. Wiederholte Lecks entstehen in der Regel durch Fehlausrichtung des Fittings, falsches Dichtungsmaterial, beschädigte Dichtungskanten, ungleichmäßige Kompression, schlechten Zustand der Fittingsoberfläche oder eine Verbindung, die verwendet wird, um eine schlechte Rohrleitungspassung auszugleichen.
Sollten Brauereien 304 oder 316L für Tri-Clamp-Verschraubungen verwenden?
Das hängt von den Betriebsbedingungen ab. Viele Brauereianwendungen verwenden erfolgreich hygienische Hardware auf 304-Basis, aber anspruchsvollere chemische, Reinigungs- oder Korrosionsrisikoumgebungen können 316L in ausgewählten Zonen rechtfertigen, insbesondere dort, wo hygienische Anforderungen und Reinigungsschwere beide höher sind.
Welche Tri-Clamp-Größe ist in Brauereien am häufigsten verwendet?
Die häufigsten Brauereigrößen hängen von der Prozessleitung und dem bestehenden Standard ab. Die richtige Entscheidung sollte sich an Rohrleitungs- und Bundstandards, den tatsächlichen Brauereibetrieb und die Systemstandardisierung im gesamten Werk orientieren, nicht nur am Erscheinungsbild.