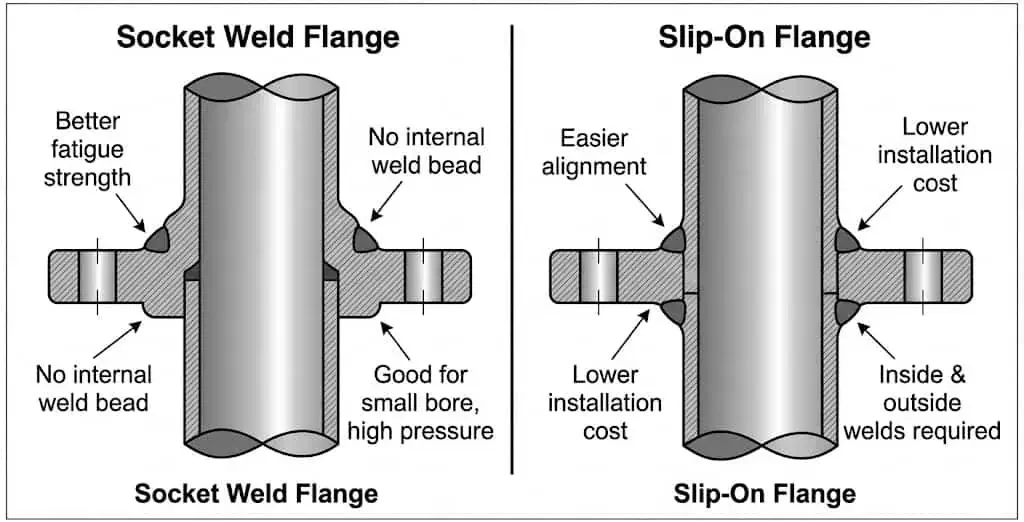
Der Hauptunterschied zwischen Muffenschweißflanschen und Slip-On-Flanschen liegt darin, wie das Rohr gesetzt und geschweißt wird – dies beeinflusst direkt das Ermüdungsverhalten, das schweißbedingte Leckagerisiko und wie empfindlich die Verbindung gegenüber Montagefehlern ist.
In der Praxis hängt die richtige Wahl ab von Druckklasse, Rohrgröße (insbesondere bei kleinen Durchmessern), Vibration/zyklischer Belastung, Korrosionsrisiko, Fertigungsqualitätskontrolle und Wartungsphilosophie. Diese Seite dient als Auswahl- und Vergleichsleitfaden für Ingenieure, Einkäufer und Wartungsteams. Wenn Sie produktspezifische Abmessungen und Kaufdetails benötigen, besuchen Sie unsere Muffenschweißflansche (SW), Slip-On-Flansche (SO)und Vorschweißflansche (WN) Produktseiten.
Wenn Ihr Projekt ASME-Flanschsysteme verwendet, werden Abmessungsmuster und Nennklassen üblicherweise geregelt durch ASME B16.5 Flanschabmessungen und Bohrbilder. Für offizielle Standardreferenzen siehe die ASME B16.5 Standardseite.
Hinweis zur Beschaffung: Betrachten Sie dies als eine ingenieurtechnische Entscheidung, nicht als eine Entscheidung für den “billigsten Flansch”. Die versteckten Kosten sind in der Regel Nacharbeit: Verformung der Dichtfläche, Leckage beim Hydrotest, Fehlausrichtung oder vibrationsbedingte Ausfälle nach Inbetriebnahme.
Kurze Antwort (typische Auswahlneigung; endgültige Entscheidung = Norm + Rohrleitungsklasse + Lastfall):
| Flanschtyp | Typische Stärken | Wo es am besten passt |
|---|---|---|
| Slip-On (SO) | Schneller Einbau, wirtschaftliche Fertigung, breite Verwendung in Versorgungs-/Allgemeinrohrleitungen | Dienste mit stabiler Belastung, bei denen Schweißverzug und Vibration kontrolliert werden |
| Socket Weld (SW) | Kompakte Kleinrohrverbindung, wiederholbare Einbauposition, üblich im Hochdruck-Kleinrohrdienst | Kleinrohrdienst, bei dem die Rohrleitungsklasse Muffenschweißung zulässt und die Verarbeitungs-/Stützungssteuerungen stark sind |
| Vorschweißflansch (WN) | Bessere Spannungsübergang und Lastübertragung, oft in kritischen Diensten bevorzugt | Starke zyklische Belastung, hohe Vibration, hohe Konsequenzen oder strengere Rohrleitungsklassen |
Benötigen Sie eine produktspezifische Aufschlüsselung? Überprüfen Muffenschweißflansch-Spezifikationen, Slip-On-Flansch-Spezifikationenund Flansch-Normen Übersicht vor Kaufabwicklung.
Muffenschweißflansch-Übersicht (SW)
Design- und Montagelogik
Muffenschweißflansche sind so konstruiert, dass der Außendurchmesser des Rohrs in eine Senkbohrung (“Muffe”) eingepasst wird und der Druckbereich durch eine äußere Kehlnaht abgeschlossen wird.
Die Muffe hilft bei der Positionierung des Rohrs während der Montage, weshalb SW-Flansche häufig in Kleinrohrarbeiten eingesetzt werden. Im Betrieb hängt die Leistung weniger von der Muffenform selbst ab, sondern mehr von Montagedisziplin, Schweißnahtprofilqualität, Abstand der Stützpunkte und Kontrolle von Vibrationen/Thermischen Zyklen.
Beschaffungshinweis (häufige Feldabweichung): Stellen Sie sicher, dass die Bestellung NPS, Klasse, Flanschfläche (RF/FF/RTJ, falls zutreffend), Bohrung und den Muffenschweißung-Endtyp klar angibt. Wenn Sie für wiederholte Gestelle oder modulare Konstruktionen bestellen, standardisieren Sie die Sprache Ihres Datenblatts – siehe So bestellen Sie Socket-Weld-Flansche für eine praktische Checkliste.
| Merkmal | Beschreibung |
|---|---|
| Verbindungstyp | Muffenschweißung (SW) Flansch |
| Geometrie | Muffe/Gegenbohrung positioniert das Rohr vor der äußeren Kehlnahtschweißung |
| Typische Anwendung | Kleinbohrungsanwendungen, bei denen kompakte Geometrie und wiederholbare Passform wichtig sind |
| Hauptrisiko bei Fehlanwendung | Vibrationsermüdung, Spalt-/Korrosionsprobleme in einigen Nassanwendungen, schlechte Passform-/WPS-Kontrolle |
Wie Muffenschweißung-Flansche in realen Systemen funktionieren
Muffenschweißflansche bilden eine geschweißte Druckgrenze, nachdem das Rohr in die Muffe eingesetzt und von außen verschweißt wurde. Viele Projektverfahren erfordern einen kleinen Abstand (Spalt) nach vollständigem Einsetzen vor dem Schweißen, um Schrumpfspannungen zu reduzieren und die Schweißkonsistenz zu verbessern; der genaue Wert wird durch den anwendbaren Code/Spezifikation und das qualifizierte WPS gesteuert.

- Einpassungskontrolle: Setzen Sie das Rohr ein, wenden Sie den erforderlichen Abstand gemäß WPS/Spezifikation an, tackern Sie und überprüfen Sie die Flächenausrichtung erneut.
- Schweißprofilkontrolle: Über- oder Unterschweißen sowie schlechte Wärmeeintragskontrolle können die Ermüdungsreserve verringern und die Ausrichtung verzerren.
- Spaltbewusstsein: Die Muffenregion kann in aggressiven nassen/chloridhaltigen Diensten problematisch sein, wenn Chemie und Wartung nicht kontrolliert werden.
- Verschraubte Flächenkontrolle: Der Zustand der Flanschfläche und die Verschraubungsmethode bestimmen weiterhin die Dichtungsleistung nach dem Schweißen.
Beispiel aus der Praxis (häufiges Abschaltproblem): Eine SW-Leitung mit kleinem Durchmesser besteht den Hydrotest, leckt aber nach dem Aufwärmen. In vielen Fällen liegt die Ursache nicht in “schlechter Dichtungsqualität”, sondern in einer Kombination aus Montage-/Abstandsfehler, Flanschausrichtungsfehler und thermischer Bewegung, die die Dichtung entlastet.
Wo Ingenieure Vorsicht walten lassen
Muffenschweißflansche sind oft eine gute Option für kleine Durchmesser, aber sie sind kein universelles Upgrade. Ingenieure werden in vibrationsanfälligen Bereichen, bei starken thermischen Zyklen und in nassen korrosiven Anwendungen vorsichtig, wo Spaltbedingungen die Korrosion beschleunigen können.
| Einschränkungstyp | Beschreibung |
|---|---|
| Ermüdungsrisse | Kleine Nennweiten mit Vibrationen und zyklischem Druck/Temperatur können an der Schweißnahtwurzel reißen, wenn die Abstützungen unzureichend sind. |
| Montage- / WPS-Probleme | Schlechte Abstandskontrolle, Ausrichtung oder Schweißprofil können die Zuverlässigkeit verringern und das Leckrisiko erhöhen. |
| Flansch-/Dichtungsfehlanpassung | Falsche Flanschausführung oder Dichtungstyp können Leckagen unabhängig vom Flanschtyp verursachen. |
| Spalt- / Korrosionsrisiko | Muffenbereich und schlechte Entwässerung können Ablagerungen in einigen Nassanwendungen zurückhalten. |
Für umfassendere SW-Produktdaten, Materialien und Bestelldetails siehe Muffenschweißflansche (SW) Spezifikationen.
Überblick über Aufschiebflansche (SO)
Design- und Montagelogik
Ein Aufschiebflansch gleitet über den Außendurchmesser des Rohrs und wird durch Kehlnähte gesichert (typischerweise innen + außen gemäß WPS/Spezifikation).
Diese Geometrie macht Aufschiebflansche schnell zu montieren und wirtschaftlich in vielen Versorgungs- und allgemeinen Anwendungen. Der Kompromiss ist, dass die Verbindung stark abhängig ist von Schweißfolge, Schweißprofil und Flanschgesichtsverzugssteuerung.
Tipp: Aufschiebflansche wirken bei der Montage nachsichtig, aber viele Anlauflecks werden durch Schweißfolgeverzug, schlechte Ausrichtung oder ungleichmäßige Bolzenbelastung verursacht – nicht nur durch die Dichtung.
Wie Aufschiebflansche in realen Systemen funktionieren
Die Aufschiebverbindung wird durch Einstellen des Rohrüberstands und Anwenden kontrollierter Kehlnähte aufgebaut. Die technische Herausforderung besteht nicht einfach darin, “die Schweißnaht anzufertigen”; es geht darum, die Flanschflächenausrichtung und die Dichtungssitzqualität nach dem Schweißen zu erhalten.
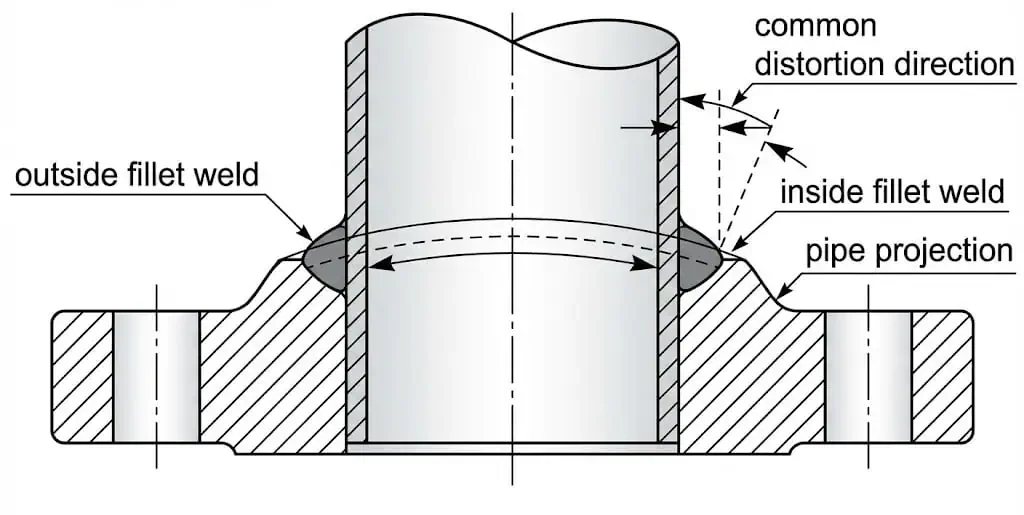
- Projektionskontrolle: Rohrprojektion gemäß WPS/Spezifikation einstellen, um eine schlechte Innenkehlnahmgeometrie oder Spaltprobleme zu vermeiden.
- Verzugskontrolle: Schweißfolge und Wärmeeintrag können die Flanschfläche drehen/ziehen; Flächenparallelität vor dem Verschrauben überprüfen.
- Schweißnahtgrößenkontrolle: Unterdimensionierte Schweißnähte reduzieren die Sicherheitsmarge; übermäßiges Schweißen kann die Fläche verziehen und das Leckrisiko erhöhen.
- Schutz der verschraubten Fläche: Dichtungssitzflächen frei von Lichtbogenschlägen und Schleifschäden halten.
Aufschiebflansche werden häufig verwendet, da sie schnell zu fertigen und wirtschaftlich sind, insbesondere bei stabilen externen Lasten und gutem Inspektionszugang. Für Größen/Klassen/Materialien siehe Aufschiebflansche (SO) Spezifikationen.
Muffenschweißflansch vs. Aufschiebflansch: Vergleich
Installationsprozess
Muffenschweißflansche erfordern eine präzisere Passformdisziplin im Muffenbereich; Aufschiebflansche lassen sich im Allgemeinen schneller montieren, erfordern jedoch eine konsequente Kontrolle der Schweißreihenfolge und der Flanschflächenverformung.
Keine der beiden Verbindungsarten “gewinnt”, wenn die Flanschfläche nicht parallel ist oder wenn die Rohrleitung während des Verschraubens in Ausrichtung gezwungen wird.
- Socket-Weld-Flansch: Rohr einsetzen, Abstand gemäß WPS/Spezifikation einstellen, anheften, Rechtwinkligkeit/Parallelität prüfen, dann mit kontrollierter Wärmeeintrag eine äußere Kehlnaht anbringen.
- Losflansch: in Position schieben, Überstand gemäß WPS/Spezifikation einstellen, gleichmäßig anheften, dann in einer Reihenfolge schweißen, die die Flanschflächenverformung begrenzt.
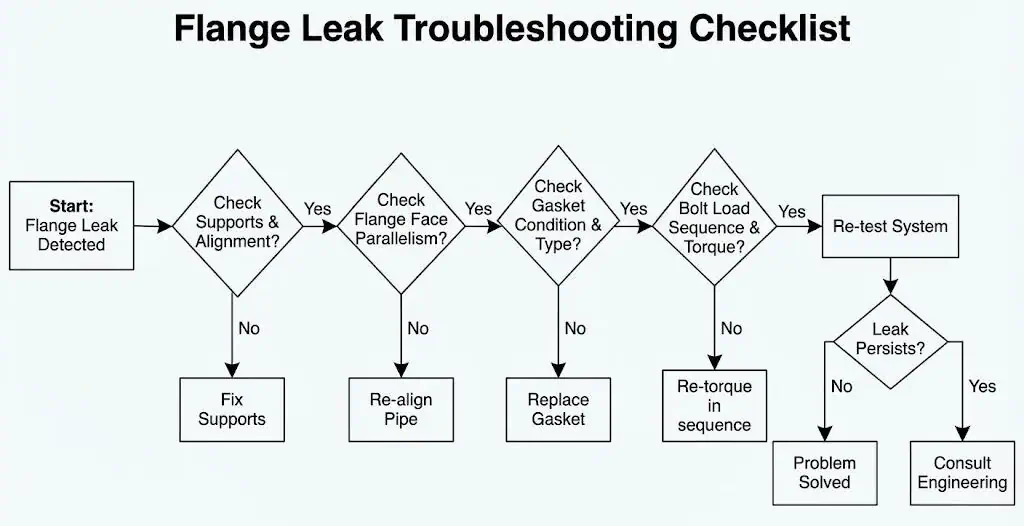
Vor-Ort-Prüfung, bevor die Dichtung beschuldigt wird: (1) Parallelität der Flanschfläche, (2) Zustand der Unterstützung/Vibration und (3) Gleichmäßigkeit der Schraubenbelastung.
Festigkeit und Leistung unter realen Belastungen
Sowohl Muffenschweiß- als auch Aufschiebflansche können Normabmessungen und -klassen erfüllen, reagieren jedoch unterschiedlich auf Vibrationen und Biegebelastungen.
In ermüdungsgetriebenen Systemen, die Qualität der Schweißnahtausführung, der Abstand der Stützen und die Größe der zyklischen Belastung bestimmen oft die Leistung stärker als die Flanschbezeichnung.
| Flanschtyp | Leistungsmerkmal | Wo es gut funktioniert |
|---|---|---|
| Socket-Weld-Flansch | Kompakte Verbindung; empfindlich gegenüber Passgenauigkeit und Schweißqualität im Muffenbereich | Kleinrohrleitungsanwendungen, wenn Vibrations-/Korrosionsrisiken beherrscht werden |
| Losflansch | Wirtschaftlich und schnell; setzt auf gleichbleibende Kehlnahtqualität und Flächenkontrolle | Stabile Belastungsanwendungen/Allgemeine Dienste mit guter Qualitätskontrolle und Stützensteuerung |
| Schweißhalsflansch (Referenz) | Bessere Spannungsübergänge und Lastübertragung in vielen anspruchsvollen Anwendungen | Kritische Aufgaben / höhere zyklische oder Vibrationslasten bei Spezifikation |
- Wenn die Leitung in der Nähe von rotierenden Geräten liegt, bewerten Sie zuerst Vibrationen und zyklische Biegung – schlechte Halterungen verursachen Leckagen unabhängig vom Flanschtyp.
- Wenn der Betrieb nass und chloridhaltig ist, überprüfen Sie das Spalt-/Korrosionsrisiko in Schweißbereichen und bestätigen Sie Reinigungs-/Passivierungserwartungen für Edelstahlsysteme.
Druckstufe und Betriebsbeschränkungen
Die Druckfähigkeit wird durch die Flanschklasse und Druck-Temperatur-Tabellen bestimmt, dann durch Betriebsregeln in der Rohrleitungsklasse eingeschränkt.
Sowohl Muffenschweiß- als auch Aufschiebflansche sind in ASME-Druckklassen verfügbar, aber viele Betreiberspezifikationen beschränken, wo sie in anspruchsvollen zyklischen, hochvibrations- oder gefährlichen Anwendungen eingesetzt werden dürfen.
- Hoher Druck + kleiner Durchmesser: Muffenschweißung wird häufig gewählt, wenn kompakte Geometrie und Zugang die Muffenschweißkonstruktion begünstigen und die Rohrleitungsklasse dies zulässt.
- Stabile Lastversorgung: Aufschiebflansche werden häufig gewählt, wenn Geschwindigkeit und Kosten wichtig sind und Vibrationen kontrolliert werden.
- Starke zyklische Belastung/Vibration: Viele Rohrleitungsklassen wechseln zu höherintegrierten Konstruktionen (oft Schweißhalsflansche) anstatt zu versuchen, “SO/SW funktionieren zu lassen” am falschen Ort.
Kosten, Wartung und verstecktes Nacharbeitsrisiko
Aufschiebflansche haben in der Regel niedrigere Stückkosten und sind schneller in repetitiver Fertigungsarbeit; Muffenschweißflansche können die Passungsvariabilität in kompakten Kleinrohrinstallationen reduzieren, wenn Verfahren standardisiert sind.
Die versteckten Kosten in beiden Fällen sind Nacharbeit: Verformung der Flanschfläche, Leckagen bei Hydrotests, Ausrichtungskorrektur, Dichtungsersatz und Ausfallzeiten.
| Faktor | Aufschiebflansch (SO) | Muffenschweißflansch (SW) |
|---|---|---|
| Treiber der Installationskosten | Fertigungsgeschwindigkeit vs. Nacharbeit durch Schweißverzug | Passungsdisziplin / Inspektionserwartung vs. Wiederholbarkeitsvorteil |
| Wartungsaufmerksamkeit | Schweißnahtintegrität, Flanschverformung und Montagequalität der Schrauben prüfen | Zustand des Muffenbereichs, Ausrichtung/Unterstützungen und Schweißnahtqualität prüfen |
| Typische Leckursache | Ungleichmäßige Schraubenbelastung, Flanschverformung, Fehlausrichtung | Passungs-/Abstandsproblem, Vibrationsermüdung, Flächenbelastungsverlust nach thermischer Bewegung |
Die Montagedisziplin von Schraubverbindungen ist für beide Typen wichtig. Viele Standorte verweisen auf Verfahren basierend auf ASME PCC-1 (Druckgrenz-Flanschschraubverbindungsmontage) oder gleichwertigen Eigentümerstandards.
Wie Sie den richtigen Flansch auswählen
Auswahlkriterien (was tatsächlich Leckagen beim Anfahren verhindert)
Priorisieren Sie Druck-Temperatur-Anforderungen, externe Lasten, Korrosionsrisiko und Qualitätskontrolle bei der Installation bei der Wahl zwischen Muffenschweißung und Aufschiebeflanschen.
Diese Kriterien verhindern die meisten “rätselhaften Leckagen”, die während des Hydrotests und im frühen Betrieb auftreten:
- Druck-/Temperatur-Basis: Bestätigen Sie die maßgebliche Druck-Temperatur-Tabelle, den Standardumfang und die Einschränkungen der Rohrleitungsklasse des Projekts.
- Externe Belastungen und Vibration: Wenn sich der Flansch in der Nähe von rotierenden Anlagen oder auf einer ungestützten Spanne befindet, gehen Sie von einem zyklischen Lastrisiko aus, bis das Gegenteil bewiesen ist.
- Korrosions-/Spaltrisiko: Überprüfen Sie die Betriebschemie, Nass-/Trockenzyklen, Ablagerungen und die erwartete Oberflächenbeschaffenheit von Edelstahl.
- Flanschdichtfläche und Dichtungsstrategie: RF-/FF-Auswahl, Dichtungstyp und Bolzenbelastungsmethode müssen übereinstimmen.
- Wiederholbarkeit der Fertigung: Wählen Sie die Verbindungsart, die Ihre Werkstatt/Baustelle konsistent ohne “Heldenarbeit” ausführen kann.”
Schnellentscheidungstabelle (typische Tendenz; endgültige Entscheidung = Spezifikation + Lastfall + QC-Fähigkeit):
| Zustand an der Verbindung | Typischere Wahl | Warum |
|---|---|---|
| Kleinbohrung, höherer Druck, kompakter Zugang | Socket-Weld-Flansch | Kompakte Geometrie und reproduzierbare Ausrichtung bei kontrolliertem WPS/Abstand |
| Versorgungsleitungen, stabile Auflager, große Stückzahl | Losflansch | Schnelle Fertigung und wirtschaftliche Montage |
| Starke Vibration/zyklische Biegung oder kritischer Einsatz | Schweißhalsflansch (häufig) | Bessere Spannungsübertragung und Lastverteilung; oft bevorzugt in strengeren Rohrleitungsklassen |
Expertenauswahlgewohnheit: Zuerst die Stütz-/Vibrationsstrategie festlegen. Viele Flanschprobleme sind tatsächlich strukturelle Lastprobleme.
Zu vermeidende Fehler (häufige Ausfallmuster im Feld)
Die meisten Feldausfälle resultieren aus vorhersehbaren Fehlern – vermeiden Sie diese, und die Leckageraten sinken schnell.
- Nur den Flanschdruck als einzige Entscheidungsgrundlage verwenden: Eine “bewertete” Flansch kann in Bereichen mit starken zyklischen Belastungen/Vibrationen dennoch die falsche Wahl sein.
- Falsche Dichtung/Oberflächenpaarung: RF/FF-Fehlanpassung oder falscher Dichtungstyp verursacht Leckagen bei thermischen Übergängen.
- Überspringen des kontrollierten Anziehens: Ungleichmäßige Bolzenbelastung ist eine Hauptursache für Leckagen; verwenden Sie kontrollierte Reihenfolge/Schmierung und überprüfen Sie die Verfahrenskonformität.
- Erzwingen der Ausrichtung beim Anziehen: Das Ziehen von Rohrleitungen mit Bolzen in Position belastet die Verbindung vor und verringert die Gleichmäßigkeit der Dichtungskompression.
Feldbeispiele (Problem → wahrscheinliche Ursache → Prävention):
| Beispiel | Was geschah | Wahrscheinliche Ursache | Lösung / Prävention |
|---|---|---|---|
| Rutschflansch leckt während des Hydrotests an einem Versorgungsverteiler | Leckage in einem Quadranten nach dem Anziehen | Verformung der Flanschfläche durch Schweißfolge + ungleichmäßige Bolzenbelastung | Überprüfen Sie die Ebenheit/Parallelität der Flanschfläche, korrigieren Sie bei Bedarf und montieren Sie mit kontrolliertem Anziehen und Schmierungspraxis neu. |
| Einsteck-Schweißflansch leckt nach dem Aufwärmen | Leckage beginnt nach thermischem Zyklus | Passungs-/Abstandsproblem, Flanschflächenfehlausrichtung oder thermische Bewegung, die die Dichtung entlastet | Überprüfen Sie die Abstandspraxis gemäß WPS, prüfen Sie Stützen/Führungen, bestätigen Sie den Zustand der Flanschfläche und die Bolzenmethode |
Feldlektionen, Forschungsbeispiele und Referenzen von Behörden
Warum erfahrene Teams die Flanschauswahl als Systementscheidung behandeln
Erfahrene Rohrleitungsteams behandeln die Flanschauswahl nicht als isolierte Komponentenentscheidung. Sie behandeln sie als Systementscheidung: Flanschtyp + Schweißausführung + Stützen + Ausrichtung + Dichtung + Anziehverfahren + Wartungszugang.
- Die Integrität von Rohrleitungen ist ein wiederkehrendes Thema der Prozesssicherheit: HSE-Leitlinien zur Integrität von Raffinerierohrleitungen heben die Bedeutung systematischer Inspektion und Integritätskontrollen für Rohrleitungssysteme hervor, nicht nur für einzelne Komponenten. Siehe HSE-Leitlinien zur Rohrleitungsintegrität.
- Vorfälle bei Leitungsöffnungen / Flanschdemontage zeigen, dass Verfahren genauso wichtig sind wie Hardware: Öffentliche Vorfallzusammenfassungen des U.S. Chemical Safety Board umfassen Flanschöffnungs- und Leitungsöffnungsereignisse, bei denen Isolations-, Druckentlastungs- und Arbeitskontrollfehler schwerwiegende Folgen verursachten. Siehe CSB-Vorfallberichte Band Eins.
- Die Zuverlässigkeit von Schraubflanschen hängt von der Montagedisziplin ab: ASME PCC-1 wird in der Industrie häufig als Referenz für die Entwicklung von Montageverfahren und Qualitätskontrolle für Schraubflanschverbindungen herangezogen. Siehe die ASME PCC-1 Standardseite.
Praktische Erkenntnis: Wenn Sie weniger Lecks wollen, hören Sie auf, Flansch, Dichtung, Schweißnaht und Stützen als separate Checklisten zu behandeln. Sie sind ein einziges Zuverlässigkeitssystem.
FAQ
Was ist der Hauptunterschied zwischen Socket-Weld- und Slip-On-Flanschen?
Muffenschweißflansche setzen das Rohr in eine Muffe und verwenden eine äußere Kehlnaht; Aufschiebeflansche schieben über das Rohr und verwenden typischerweise Kehlnähte gemäß WPS/Spezifikation.
Muffenschweißflansche werden häufig für kompakte Kleinrohrarbeiten ausgewählt, bei denen die Wiederholgenauigkeit der Montage wichtig ist. Aufschiebeflansche werden häufig für Versorgungs- und Allgemeindienste ausgewählt, bei denen Geschwindigkeit und Kosten Priorität haben und Vibrationen kontrolliert werden.
Können Slip-On-Flansche für Hochdruckanwendungen verwendet werden?
Slip-On-Flansche können in ASME-Druckklassen geliefert werden, aber viele Rohrleitungsklassen schränken ein, wo sie verwendet werden dürfen.
In Hochdruckdiensten mit Vibrationen, thermischen Zyklen oder kritischen Aufgaben bevorzugen viele Eigentümerspezifikationen höherintegrierte Verbindungen (oft Schweißhalsflansche) und strengere Inspektionsanforderungen. Befolgen Sie immer die Rohrleitungsklasse, den Code und den Schweiß-/NDE-Plan für die spezifische Leitung.
Wann wird normalerweise ein Muffenschweißflansch bevorzugt?
Muffenschweißflansche werden häufig in Kleinrohrdiensten bevorzugt, bei denen kompakte Geometrie und wiederholbare Montage wichtig sind und die Rohrleitungsklasse SW-Konstruktion zulässt.
Sie sind nicht automatisch die beste Wahl in vibrationsanfälligen oder spaltempfindlichen Diensten; Stützendesign, Chemie und Fertigungsqualität steuern weiterhin die Zuverlässigkeit.
Was sind die häufigsten Ursachen für Flanschleckagen nach der Inbetriebnahme?
Die meisten Lecks kommen von Flanschflächendeformation, Fehlausrichtung/Rohrfederung, falscher Dichtung/Flächenpaarung oder ungleichmäßiger Bolzenlast – nicht vom Flanschtyp allein.
Bevor Sie die Dichtung ersetzen, überprüfen Sie die Flächenparallelität, die Kontrolle von Stützen/thermischer Bewegung und die Einhaltung des Bolzenanziehverfahrens.
Wann sollten Sie einen Schweißhalsflansch bevorzugen?
Schweißhalsflansche werden oft ausgewählt, wenn der Dienst schwer, zyklisch, vibrationsanfällig oder hochkonsequent ist und die Rohrleitungsklasse höherintegrierte Stumpfschweißverbindungen bevorzugt.
Die endgültige Entscheidung sollte dem Lastfall, dem Betriebsrisiko, dem Code/der Spezifikation und dem Inspektionsplan folgen—nicht einer generischen Rangliste.
Bestimmt die Flanschklasse allein die Eignung?
Nein. Die Flanschklasse ist nur ein Teil der Entscheidung.
Die Eignung in der Praxis hängt von Druck-Temperatur-Bedingungen, Rohrleitungsklassenbeschränkungen, externen Lasten/Vibrationen, Korrosionsumgebung, Schweißqualität, Dichtungs/Flanschflächenkompatibilität und Montagedisziplin der Schrauben ab.
Verwandte technische Ressourcen
Setzen Sie Ihre technische Überprüfung mit diesen verwandten Produktseiten und technischen Leitfäden fort. Nutzen Sie diese Links, um Abmessungen, Normen, Bestelldetails und alternative Flanschoptionen zu bestätigen, bevor Sie Ihre Rohrleitungsklasse endgültig auswählen.
| Ressourcentyp | Empfohlener Link | Warum es hilft |
|---|---|---|
| Produktspezifikationen | Muffenschweißflansche (SW) Spezifikationen | Überprüfen Sie die SW-Abmessungen, Materialien und den Produktumfang für Anwendungen mit kleinen Durchmessern. |
| Produktspezifikationen | Aufschiebflansche (SO) Spezifikationen | Prüfen Sie SO-Größen, Dichtflächenoptionen und wo Aufschiebflansche am besten in Versorgungs-/Allgemeindiensten passen. |
| Alternative für Schwerlastanwendungen | Vorschweißflansche (WN) | Nützlich, wenn Vibration, zyklische Belastung oder kritische Dienste eine höherintegrierte Verbindung begünstigen können. |
| Normen | Übersicht über Flanschnormen (ASME / DIN / EN) | Bestätigen Sie die maßgeblichen Normen, Bewertungssysteme und Kompatibilitätsanforderungen. |
| ASME-Referenz | Was ASME B16.5 für Rohrflansche und Flanschfittings bedeutet | Schnelle interne Referenz für ASME B16.5 Umfang, Klassen und technische Interpretation. |
| Bestell-Checkliste | Wie man Muffenschweißflansche bestellt | Nützlich für RFQ- und PO-Formulierungen (NPS, Klasse, Dichtfläche, Bohrung, Material und Dokumentation). |
| Flansch-Taxonomie | Verschiedene Arten von Flanschen für Rohrleitungen | Hilfreich, wenn Ihr internes Team mehrere Flanschtypen über SO vs. SW hinaus vergleicht. |
| Installation / Leckagevermeidung | Installationsanleitung für Gewindeflansche (NPT vs BSPT, Leckvermeidung & Fehlerbehebung) | Nützlich für Teams, die geschweißte vs. nicht geschweißte Flanschverbindungsstrategien in der Wartungsplanung vergleichen. |
Auswahlhinweis: Die endgültige Flanschauswahl sollte auf dem vollständigen Systemzustand basieren – Druck/Temperatur, externe Belastungen, Vibration, Korrosionsrisiko, Fertigungsqualitätskontrolle, Dichtungs/Dichtflächenkompatibilität und der Projekt-Rohrleitungsklasse.



