
Stoppen Flanschleckage In Hochdruck-Wasserstoffanwendungen reicht mehr als nur das “Anziehen der Schrauben”. Sie benötigen eine Verbindungskonstruktion und Montagemethode, die die Schraubenvorspannkraft (nicht nur das Drehmoment) steuert, wasserstoffgeeignete Materialien verwendet und ein Dichtungssystem einsetzt, das nachweislich geringe Leckage unter Zyklusbelastung aufweist.
Wasserstoff ist schwierig abzudichten, da es ein sehr kleines, schnell diffundierendes Molekül in vielen nichtmetallischen Materialien ist. Eine praktische Erklärung dafür ist der kinetische Durchmesser: H2 wird typischerweise mit etwa 2,89 Å angegeben gegen Methan bei etwa 3,80 Å, sodass das Dichtungssystem weniger Spielraum gegen Mikrokanäle und Permeation durch einige Polymere und Verbundwerkstoffe hat. Wenn Ihr Einsatz im Bereich “Fahrzeugbetankung” liegt (oft 35 MPa / 70 MPa, d. h. 350 bar / 700 bar), kann selbst ein Mikroleck zu einem Sicherheits- und Verfügbarkeitsereignis werden. Für die Code-Konformität ist die Basisleitlinie in vielen Projekten ASME B31.12 (Hydrogen Piping and Pipelines), wobei die Anleitung für Flanschverbindungen mit Schrauben üblicherweise auf ASME PCC-1. ausgerichtet ist. Wenn Sie Ihren Ansatz um Schraubenlast, Dichtungsspannung und geprüfte Oberflächen aufbauen, wird die Leckagekontrolle wiederholbar – nicht Glückssache.
Hauptursachen für Flanschleckagen im Wasserstoffeinsatz
Flanschleckagen im Hochdruck-Wasserstoffeinsatz treten auf, weil mehrere Mechanismen zusammenwirken: Schraubenlastverlust (Relaxation), ungleichmäßige Dichtungsspannung, Oberflächenrauheitsfehler, die zu Leckpfaden werden, und wasserstoffunterstützte Materialschädigung in anfälligen Legierungen/Befestigungselementen.
Im Gegensatz zu Erdgas kann Wasserstoff an wasserstoffunterstützten Rissmechanismen in bestimmten Stählen und hochfesten Befestigungselementen beteiligt sein, insbesondere bei hoher Festigkeit/Härte oder schlechter Beschichtung/Prozesskontrolle. Getrennt davon können einige Kohlenstoffstähle bei erhöhter Temperatur unter High Temperature Hydrogen Attack (HTHA) (typischerweise verwaltet mit API RP 941 (Nelson-Kurven)). In vielen Hochdruck-H2 Systemen bei Umgebungstemperatur (Kompressoren, Speicher, Abfüllung) sind die häufigsten täglichen Leckageursachen immer noch mechanisch: Streuung der Bolzenlast, Flanschdrehung, Dichtungssitzung/Kriechen und Oberflächenschäden. Das Verständnis dieser Ursachen ist zentral für die korrekte und nachvollziehbare Anwendung von ASME B31.12 .
| Ursache der Leckage | Beschreibung |
|---|---|
| Unzureichende Bolzen-Vorspannkraft | Eine niedrige anfängliche Bolzenlast kann den Dichtungsdruck gegen den Innendruck nicht aufrechterhalten. Bei Wasserstoff zeigt sich eine “grenzwertige” Vorspannkraft typischerweise zuerst als Mikroleckagen, die sich dann mit den Zyklen vergrößern. |
| Falsche Bolzen-Anziehreihenfolge | Ungleichmäßiges Anziehen verursacht lokale Über- und Unterkompression der Dichtung. Unterkomprimierte Bereiche werden während Druckbeaufschlagung und thermischer Zyklen zu Leckagepfaden. |
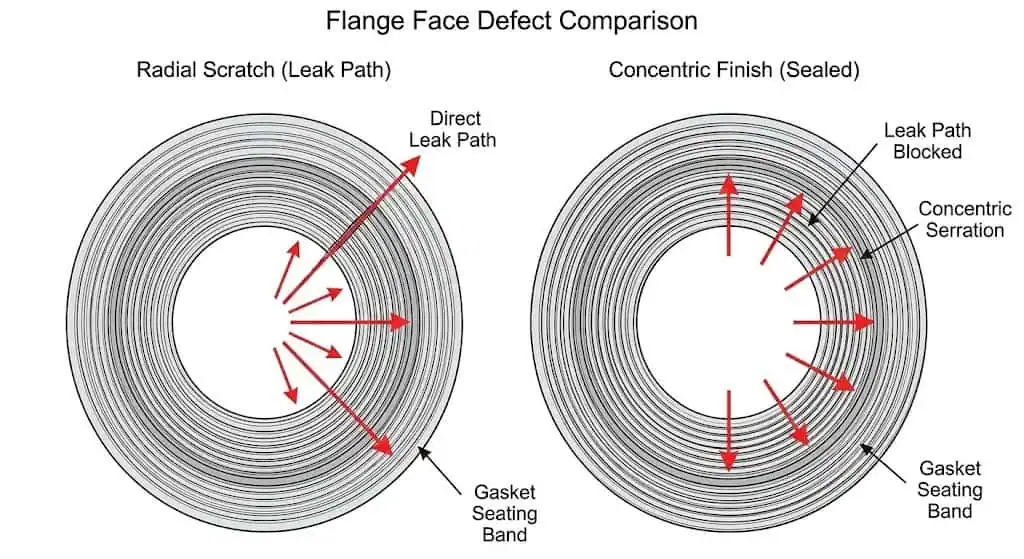
| Schlechte Kontaktoberflächenqualität | Radiale Kratzer, Dellen oder eine nicht spezifikationsgerechte Oberflächenbeschaffenheit erzeugen direkte Leckagekanäle. Für viele ASME B16.5 erhabene Flanschflächen mit Spiralwulstdichtungen liegt die typische Lageroberflächenrauheit im 125–250 µin Ra Bereich (ca. 3–6 µm Ra), wenn ordnungsgemäß bearbeitet und unbeschädigt. |
| Wasserstoffunterstützte Schädigung (HE-Risiko in anfälligen Teilen) | Hochfeste/harte Befestigungselemente und bestimmte Stähle sind anfälliger. Wasserstoffeffekte nehmen mit Festigkeit/Härte und mit Spannungskonzentration an Gewinden oder unter Mutterauflageflächen zu. |
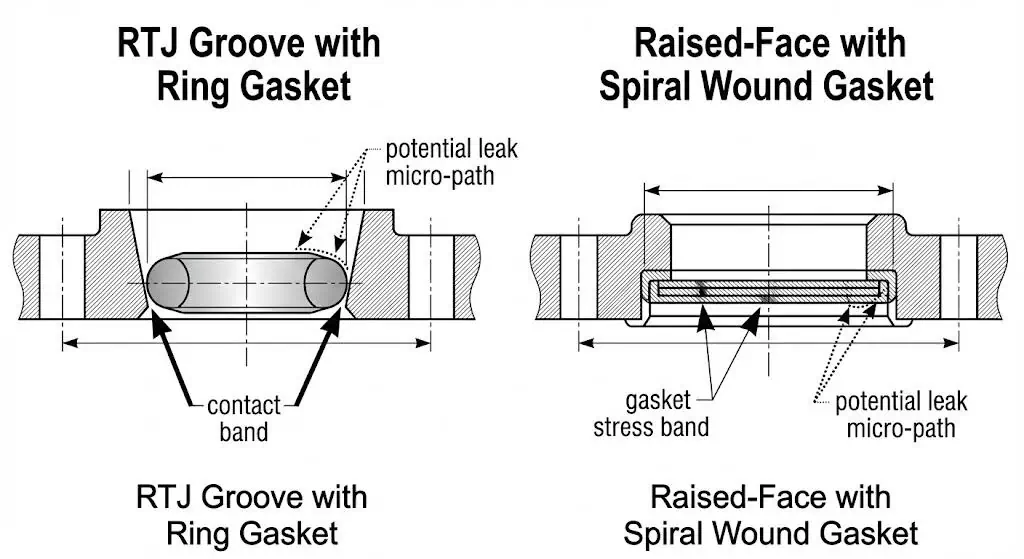
| Dichtungskonstruktion nicht auf H abgestimmt2 Einsatz | Einige nichtmetallische/Verbundsysteme können höhere Permeation oder Grenzflächenleckage unter Zyklisierung ermöglichen. Für sehr hohen Druck wird oft Metall-auf-Metall-Dichtung (z.B. RTJ) gewählt; andernfalls Dichtungskonstruktionen mit starker Rückstellkraft und bewährter Leckageleistung unter Zyklisierung verwenden. |
| Schraubenoberflächenzustand & Reibungsstreuung | Verschmutzte Gewinde, Fressen, gemischte Schmierung oder wiederverwendete Muttern verändern die Reibung. Das Drehmoment wird dann zu einem schlechten Indikator für die Schraubenbelastung, was zu Klemmkraftstreuung und Leckagerisiko führt. |
| Fehlausrichtung / Flanschrotation | Winkelfehlausrichtung und Rohrleitungslasten biegen die Verbindung und entlasten die Dichtung auf einer Seite. Dies ist ein häufiger Grund für “rätselhafte Leckagen” nach Wartung oder Rohrleitungsänderung. |
Bolzenvorspannkraft & Relaxation
Falsche Bolzenvorspannkraft ist eine Hauptursache für Flanschleckagen.
In Hochdruckanwendungen verlieren Bolzen häufig frühzeitig effektive Klemmkraft, weil sich die Dichtung setzt (Einbettung) und entspannt. Dieser Bolzenkraftverlust kann innerhalb von Stunden bis zum ersten Tag nach der Montage auftreten und dann erneut nach dem ersten thermischen Zyklus. ASME PCC-1 behandelt geschraubte Flanschverbindungen als System: Flanschsteifigkeit, Dichtungstyp, Schmierungszustand und Anziehverfahren sind alle wichtig.
Technische Kontrolle, die tatsächlich funktioniert: behandelt Drehmoment als indirekte Methode. Für kritische Wasserstoffverbindungen reduzieren Sie die Streuung durch Standardisierung von Schmiermittel, Mutter/Unterlegscheibenzustand und Werkzeugkalibrierung und ziehen Sie Bolzenkraftverifizierung (Bolzenverlängerung, Ultraschallmessung) in Betracht, wenn möglich. Wenn Sie Drehmoment verwenden müssen, dokumentieren Sie den angenommenen Reibungsfaktor und halten Sie ihn über die Verbindung hinweg konsistent.
Feldbeispiel (repräsentativ): Eine Class-900-Erhöhte-Dichtflächen-Verbindung bestand einen Seifentest bei niedrigem Druck, entwickelte aber nach der ersten Druckbeaufschlagung und Abkühlung eine Mikroleckage. Die Grundursache war gemischte Schmierung: Die Hälfte der Stehbolzen war leicht geölt, die Hälfte war trocken aus der Lagerung. Die Drehmomentwerte waren identisch, aber die Klemmkraft war es nicht. Die Korrekturmaßnahme war ein kontrolliertes Reinigungs-/Schmierverfahren (gleiches Schmiermittel, gleicher Unterlegscheibentyp), eine Mehrfach-Anziehsequenz und eine Drehmomentkontrollrunde nach der ersten Temperaturstabilisierung.
Falsche Anziehreihenfolge

Eine falsche Anziehreihenfolge führt zu ungleichmäßiger Dichtungskompression und Flanschleckagen.
Sie sollten Schrauben in einem Sternmuster (Kreuzmuster) anziehen, um die Dichtungsspannung zu verteilen. Für die meisten Verbindungen ist ein Mehrstufenansatz stabiler als ein einzelner “Enddrehmoment”-Durchgang. Eine gängige kontrollierte Methode (entsprechend der in der Industrie üblichen Praxis, wie in ASME PCC-1) dargestellt, ist: ~30% → ~60% → 100% des Zieldrehmoments im Kreuzmuster, gefolgt von einem Kontrollumlauf bei 100%, bis die Muttern sich nicht mehr drehen.
Praktischer Hinweis für Wasserstoff: Wenn eine Verbindung leckt, verschlimmert “willkürliches Nachziehen” das Problem oft durch lokale Dichtungsquetschung. Nachziehen sollte kontrolliert, nach Muster und dokumentiert erfolgen – oder die Verbindung sollte geöffnet und korrigiert werden (Ausrichtung, Oberfläche, Dichtungsschaden), anstatt erzwungen zu werden.
Oberflächenrauheitsanforderungen
Eine schlechte Oberflächengüte oder Beschädigung erhöht das Risiko von Leckagenemissionen.
Für viele ASME B16.5-Anwendungen mit Bundflanschen, die Spiraldichtungen verwenden, liegt der häufig genannte Standardrauheitsbereich bei 125–250 µin Ra (etwa 3–6 µm Ra). Bei Wasserstoff ist nicht die “Politur” entscheidend, sondern keine radialen Kratzer, keine Dellen und ein gleichmäßiges Bearbeitungsmuster. Eine konzentrische geriffelte Oberfläche wird oft bevorzugt, wenn man “durchgehende” Leckagekanäle vermeiden möchte. Wenn Ihre Flanschfläche radiale Riefen aufweist, versuchen Sie nicht, diese durch höheres Drehmoment zu kompensieren – bearbeiten Sie den Flansch nach oder ersetzen Sie ihn.
Feldbeispiel (repräsentativ): Eine Verbindung leckte wiederholt an derselben Position trotz Dichtungswechsel. Die tatsächliche Ursache war eine flache radiale Bearbeitungsspur, die die Bundfläche kreuzte. Die Lösung war eine kontrollierte Nachbearbeitung auf den korrekten Rauheitsbereich und eine abschließende Inspektion mit flachem Lichteinfall, um radiale Merkmale sichtbar zu machen. Die wiederkehrende Leckage hörte auf, ohne das Drehmoment zu erhöhen.
Korrosion & Wasserstoffangriff
Korrosion und wasserstoffbedingte Schäden können Dichtflächen schwächen und neue Leckagepfade erzeugen.
Zwei verschiedene Probleme werden oft verwechselt:
- Wasserstoffversprödung / wasserstoffunterstützte Rissbildung: ein Risiko für anfällige Materialien und hochfeste Befestigungselemente unter Belastung, das oft durch Kontrolle der Materialfestigkeit/Härte und durch Auswahl wasserstoffverträglicher Legierungen gemanagt wird.
- Hochtemperatur-Wasserstoffangriff (HTHA): ein Hochtemperatur-Degradationsmechanismus in einigen Stählen, typischerweise gemanagt unter Verwendung der API RP 941 -Leitlinie, wenn Sie sich im Hochtemperatur-Wasserstoffdienst befinden.
Auf der Flanschdichtfläche können Lochkorrosion und Spaltkorrosion um den Dichtungskontaktstreifen Leckagepfade in die Verbindung “einprägen”. In chloridhaltigen Umgebungen sind Materialauswahl und Oberflächenzustandskontrolle genauso wichtig wie das Anziehdrehmoment.
Dichtungsauswahlfehler
Die Wahl eines Dichtungssystems, das nicht auf Druck, Zyklen und Leckageerwartung abgestimmt ist, ist ein häufiger Fehlermodus.
Wasserstoffdienst beinhaltet häufig Druckzyklen und thermische Effekte. Das bedeutet, Sie benötigen (1) eine Dichtung mit ausreichender Rückstellung und Stabilität und (2) einen Flanschdichtflächentyp und -oberfläche, für den die Dichtung ausgelegt wurde. Für sehr hohe Drücke werden oft RTJ-Verbindungen gewählt, weil die Abdichtung metallisch an der Ringkontaktstelle erfolgt. Für Bundflanschverbindungen können Spiralumwicklungsdichtungen mit korrekter Zentrierung/Innenringen und kontrollierter Montage gut funktionieren, wenn die Verbindung steif und ausgerichtet ist.
Auswahltipp: Wenn Sie für definierte Dichtheitsleistung auslegen, verweist die europäische Praxis oft auf Berechnungs-/Parameterrahmen wie EN 1591-1 (Flanschverbindungsberechnung für Festigkeit und Dichtheit) und EN 13555 (Dichtungsparameter und Prüfverfahren). Selbst wenn Ihr Projekt ASME-basiert ist, ist die Logik nützlich: Machen Sie die Dichtungsleistung zu einem messbaren Input, nicht zu einer Schätzung.
| Dichtung / Verbindungsoption | Typische Anwendung (technische Sicht) |
|---|---|
| RTJ (Ring Type Joint) | Sehr hochdruckfeste Gasleitungen und hochkritische Verbindungen, bei denen Metall-auf-Metall-Ringabdichtung bevorzugt wird. Erfordert korrekten Nutenzustand und richtige Ringmaterialauswahl. |
| Spiralgewickelte Dichtung (mit Innenring, falls zutreffend) | Häufig bei Bundflanschen, wenn die Montagekontrolle stark und die Flanschsteifigkeit ausreichend ist. Empfindlich gegenüber ungleichmäßiger Belastung und Flanschflächenbeschädigung. |
| Metallummantelte Dichtung / Kammprofil (gerillter Metallkern) | Wird verwendet, wenn verbesserte Rückstellfähigkeit/Handhabung gegenüber einigen Spiralbauweisen benötigt wird, oft mit definierten Dichtungsparametern und kontrollierter Kompression. |
Verschmutzung
Verschmutzung an Bolzen, Flanschen oder Dichtungen kann im Laufe der Zeit zu Flanschleckagen führen.
Wasserstoffverbindungen zeigen Schwächen schnell auf, weil Drehmomentstreuung in Klemmkraftstreuung umschlägt. Schmutz in Gewinden, wiederverwendete beschädigte Muttern, ungleichmäßiges Schmiermittel und Fressen verändern alle die Reibung. Das bedeutet, dass Drehmomentwerte nicht mehr der Bolzenlast entsprechen, die Sie anzuwenden glaubten. Saubere Gewinde, stabile Schmierung und gleichmäßige Unterlegscheiben sind “kleine” Schritte, die große Unsicherheit beseitigen.
Feldbeispiel (repräsentativ): Ein Wartungsteam ersetzte eine Dichtung, verwendete jedoch Muttern mit Gewindepickup wieder. Das Anziehdrehmoment wurde aufgrund hoher Reibung früh erreicht, was zu geringer Schraubenbelastung führte. Das Leck trat sofort bei Druckbeaufschlagung auf. Korrekturmaßnahmen: Kompromittierte Muttern ersetzen, Stehbolzen nachschneiden/reinigen, kontrolliertes Schmiermittel auftragen, dann mit Mehrfach-Kreuzmuster anziehen und einen abschließenden Kontrollgang durchführen.
Faktencheck: Wasserstoff ist in einem weiten Bereich in Luft entzündlich (häufig zitiert bei 4% bis 75% Volumenprozent). Behandeln Sie selbst “Mikrolecks” als ernsthafte Gefahr und überprüfen Sie mit geeigneten H2 Nachweismethoden.
Hochdruck-Wasserstoff-Dichtungslösungen
Materialauswahl: Warum 316L wichtig ist
Für viele gasförmige Wasserstoffumgebungen werden austenitische Edelstähle wie 316/316L häufig als solide Basis für Wasserstoffverträglichkeit betrachtet, sind aber kein “Wundermittel”. Die Auswahl hängt weiterhin von Druck, Temperatur, Festigkeitsniveau und Herstellungszustand ab.
Ein Hauptgrund für die weite Verwendung von 316/316L ist, dass austenitische Edelstähle unter vergleichbaren Bedingungen eine bessere Beständigkeit gegen wasserstoffunterstützte Schädigung als viele höherfeste Stähle aufweisen können. Wasserstoffverträglichkeitsreferenzen in der Industrie betonen, dass Wasserstoffeffekte stark vom Materialzustand (Kaltverformung, Sensibilisierung, Festigkeitsniveau) und der Umgebung (Druck und Temperatur) abhängen. In Beschaffungsbegriffen: Fordern Sie rückverfolgbare Materialprüfberichte, überprüfen Sie den Wärmebehandlungszustand und vermeiden Sie unnötige Kaltverformung in kritischen Bereichen.
Realitätscheck für Befestigungselemente: Das Risiko der Wasserstoffversprödung steigt mit der Härte/Festigkeit des Befestigungselements. Wenn Ihre Schraubstrategie auf hoher Härte basiert, müssen Sie dieses Risiko explizit managen (Materialauswahl, Prozesskontrollen, Beschichtungsstrategie und Inspektion). Dies ist kein Problem nur für Flansche; es ist ein Problem der Verbindungsintegrität.
Sunhys Edelstahlflansche können in lösungsgeglühten 316L-Schmiedeteilen spezifiziert werden, um Eigenspannungen zu reduzieren und die Korrosionsbeständigkeit zu stabilisieren. Für Wasserstoffprojekte behandeln Sie dies als Dokumentationsanforderung: Fordern Sie Wärmebehandlungsprotokolle an und überprüfen Sie Maß- und Dichtflächenkontrollen als Teil Ihres QA-Pakets.
Fortschrittliche Dichtungstechnologien
Für Hochdruckwasserstoff priorisieren Sie Dichtungssysteme, die die Dichtungsspannung unter Zyklusbelastung aufrechterhalten und eine nachvollziehbare Leckageleistungsbasis haben – Berechnungsparameter, Qualifikationsdaten oder beides.
Für Drücke über 100 bar werden RTJ-Verbindungen oft gewählt, wenn das Designziel darin besteht, Permeationswege zu reduzieren und die Robustheit gegenüber Zyklusbelastung zu erhöhen. Für Bundflanschverbindungen können Spiralumwicklungs- oder Nutmetallkern-Dichtungen gut funktionieren, wenn Flanschsteifigkeit, Ausrichtung und Montageverfahren kontrolliert sind. Wenn Ihr Projekt quantifizierte Leckageleistung erfordert, verwenden Sie Helium oder geeignete Nachweismethoden während der Inbetriebnahme und ziehen Sie in Betracht, parameterbasierte Rahmenwerke (EN 1591-1 / EN 13555) zusätzlich zu ASME-Praktiken zu referenzieren.
| Prüfpunkt | Was anzufordern/zu prüfen ist (praktische QA) |
|---|---|
| Dichtungseignung | Druckklasse und Dichtflächentyp stimmen überein, Materialverträglichkeitserklärung für H2 Service, and handling/storage requirements. |
| Leckagebasis | Dichtungsparameter (falls verfügbar), frühere Qualifikationsnachweise oder eine definierte Inbetriebnahme-Lecktestmethode und Annahmekriterien. |
| Verbindungssteifigkeit & Ausrichtung | Überprüfen Sie die Flanschparallelität, Rohrbelastung an der Verbindung und ob die Baugruppe unter Last zu Drehung/Entlastung neigt. |
Installationsbest Practices
Befolgen Sie strikte Installationsschritte, um die Flanschabdichtung Technologie und zu maximieren und Leckagen zu verhindern.
- Bestätigen Sie, dass Flanschdichtflächentyp und -oberfläche der Dichtungskonstruktionsabsicht entsprechen (mischen Sie keine “ähnlich aussehenden” Komponenten).
- Überprüfen Sie die Ausrichtung: Die Flanschflächen sollten parallel sein; vermeiden Sie es, falsch ausgerichtete Rohre mit Bolzen in Position zu ziehen.
- Standardisieren Sie die Bolzenschmierung und den Zustand von Unterlegscheibe/Mutter, um die Streuung des Drehmoment-zu-Vorspannkraft-Verhältnisses zu reduzieren; dokumentieren Sie das verwendete Schmiermittel.
- Reinigen Sie alle Teile vor der Montage. Entfernen Sie Rost, Schmutz, Öl und Dichtungsrückstände; prüfen Sie auf Dellen und radiale Kratzer.
- Zentrieren Sie die Dichtung und halten Sie sie flach; vermeiden Sie es, sie über die erhabene Fläche zu schieben, sobald sie positioniert ist.
- Verwenden Sie ein kontrolliertes Anziehverfahren (Kreuzmuster-Mehrfachdurchgang + abschließender Rundum-Kontrollgang), das mit Branchenrichtlinien wie ASME PCC-1 übereinstimmt.
Praxisfallstudie: Leckage durch thermische Zyklen
Fallhintergrund (repräsentativ): Eine 70 MPa (700 bar) Wasserstoffkompressor-Ablaufleitung wies nach der Wartung wiederkehrende Leckagen an einer Flanschverbindung auf. Die Verbindung verwendete einen Flansch mit erhabener Fläche und einem Dichtungssystem mit begrenzter Rückstellung unter Zyklen, und die Anziehmetode war ein Einfachdurchgangs-“Enddrehmoment”-Ansatz.
Das Problem: Schnelle Temperaturänderungen während der Kompression und Abkühlung verursachten unterschiedliche Ausdehnung und Bolzenkraftverlust. Die Verbindung zeigte auch Anzeichen von Winkelversatz (Rohrspannung), der einen Sektor des Dichtungsbands entlastete. Das Leckverhalten war intermittierend: Es konnte warm verschwinden und kalt zurückkehren, was typisch für Dichtungsspannungsinstabilität ist, nicht für einen einfachen “lockeren Bolzen”.”
Die Lösung: Die Korrekturmaßnahmen konzentrierten sich auf die Verbindungsmechanik, nicht auf höheres Drehmoment: (1) Flanschausrichtung korrigiert, sodass Bolzen nicht zum “Ziehen” der Rohre verwendet wurden, (2) ein Dichtungssystem für bessere Rückstellung und Stabilität für den Flanschtyp ausgewählt, (3) ein kontrolliertes Mehrfach-Kreuzmuster-Anziehverfahren mit einer abschließenden Kontrollrunde, und (4) Bolzenzustand und Schmierung standardisiert. In zyklusbelasteten Verbindungen setzen einige Projekte auch laststabilisierende Strategien (z. B. Tellerfederstapel) ein, wo angemessen, aber die Grundanforderung ist stets korrekte Ausrichtung + kontrollierte Montage.
Ergebnis (technische Erwartung): Wenn die Streuung der Klemmkraft reduziert und die Dichtungsspannung stabilisiert wird, zeigen Inbetriebnahme-Dichtheitsprüfungen typischerweise eine wiederholbare Verbesserung. Falls eine quantifizierte Leckageklasse erforderlich ist, sollte das Projekt eine Prüfmethode und Annahmekriterien definieren und die Ergebnisse als Teil des QA-Protokolls erfassen.
Prävention und Wartung
Routineinspektion

Sie können die meisten Flansch lecksverhindern durch regelmäßige Inspektion Ihres Systems mit H2 Detektoren.
Wasserstoff ist geruchlos und farblos, daher reichen visuelle Kontrollen allein nicht aus. Verwenden Sie tragbare Wasserstoffdetektoren (“Schnüffler”) oder geeignete Methoden wie Ultraschallerkennung für Hochdruckleck-Signaturen. In Bereichen mit höheren Konsequenzen legen Sie ein Inspektionsintervall basierend auf der Zyklusbelastung und dem Expositionsrisiko (in der Nähe von Personen, Zündquellen, geschlossenen Räumen) fest. Wenn Sie ein Leck finden, behandeln Sie die Reaktion als kontrollierte Wartungsmaßnahme – verlassen Sie sich nicht auf zufälliges Anziehen von Bolzen als primäre Lösung.
Inspektionscheckliste:
- Prüfen Sie auf sichtbare Korrosion, Reibungsmarken oder Feuchtigkeit/Eisbildung in der Nähe der Verbindung (ein Hinweis in Ausdehnungs-/Kühlzonen).
- Verwenden Sie einen handgeführten Wasserstoffgasdetektor, der für die Bereichsklassifizierung geeignet ist.
- Hören Sie auf Ultraschallgeräusche (Hochdrucklecks erzeugen oft hochfrequente Geräusche).
- Überprüfen Sie den Zustand der Bolzen und suchen Sie nach Anzeichen von Drehung/Lockerung; dokumentieren Sie die Befunde vor jeder Anpassung.
- Erfassen Sie den Betriebskontext (Druck/Temperatur zum Zeitpunkt der Inspektion), damit das Leck mit den Zyklusbedingungen in Verbindung gebracht werden kann.
Mitarbeiterschulung
Sie stoppen Lecks, indem Sie Ihr Personal schulen, Probleme frühzeitig zu erkennen und zu beheben.
Schulen Sie Bolzenpersonal in kontrollierter Flanschmontage: Ausrichtungsprüfungen, Dichtungshandhabung, Schmierdisziplin, Werkzeugkalibrierung und strukturiertes Mehrfach-Anziehen. Betonen Sie, dass “erreichtes Drehmoment” nicht automatisch “erreichte Bolzenlast” bedeutet. In kritischen Anwendungen fordern Sie kompetenzbasierte Qualifikation gemäß anerkannten Praktiken (ASME PCC-1-Schulungsprogramme sind ein Weg; einige EU-Projekte verweisen auch auf Kompetenzrahmen wie EN 1591-4 für kritische Montagen).
Dokumentation
Sie reduzieren Lecks, indem Sie gute Aufzeichnungen über jede Inspektion und Reparatur führen.
Dokumentieren Sie die Flanschverbindungsgeschichte wie jede Druckgrenze: Dichtungstyp/Charge, Flanschoberflächenzustand, Bolzenmaterial und verwendete Schmierung, Anziehverfahren (Muster + Durchgänge), Werkzeugkalibrierungsstatus und Inbetriebnahmeleckprüfverfahren/-ergebnisse. Aufzeichnungen helfen Ihnen, eine Designbeschränkung von einer Montageabweichung zu unterscheiden, und ermöglichen es Lieferanten, Sie mit Beweisen statt Vermutungen zu unterstützen.
| Datum | Standort | Leck gefunden | Maßnahme ergriffen | Mitarbeitername |
|---|---|---|---|---|
| 2024-05-01 | Flange #12 | Ja (Mikro) | Verbindung geöffnet, Ausrichtung korrigiert, Dichtung ersetzt, gesteuertes Mehrfach-Anziehen + Kontrollgang | J. Smith |
| 2024-05-10 | Flansch #7 | Nein | Routine-Detektorprüfung + visuelle/ultrasonische Überprüfung | L. Brown |
Hinweis: Zuverlässige Lieferanten helfen, aber die Verbindung scheitert oder gelingt immer noch an: korrekter Spezifikation, korrektem Oberflächenzustand, korrekter Montage und korrekter Verifizierung.
Sie können Flansch stoppen Leckage bei Hochdruck-Wasserstoffanwendung durch Auswahl der richtigen Materialien, Montage nach einer gesteuerten Bolzenlast-Methode und Verifizierung der Leistung nach Zyklen.
- Spezifizieren Sie wasserstoffgeeignete Materialien und dokumentieren Sie den Materialzustand (Wärmebehandlung, Festigkeitsklasse, Rückverfolgbarkeit).
- Passen Sie den Dichtungstyp an Druck, Flanschfläche und Zyklisierung an; vermeiden Sie “gleichwertige” Ersatzteile ohne Nachweis.
- Steuern Sie Ausrichtung und Anziehreihenfolge; reduzieren Sie Drehmomentstreuung durch Standardisierung von Schmierung und Befestigungselementzustand.
- Prüfen Sie mit geeigneten H2 Nachweismethoden und dokumentieren Sie die Ergebnisse in Bezug auf Betriebsbedingungen.
Für sicherheitskritische Wasserstoffsysteme behandeln Sie jeden undichten Flansch als ein Ursachenproblem: Überprüfen Sie Ausrichtung, Oberflächenzustand, Dichtungsauswahl und Bolzenbelastungsmethode, bevor Sie das Drehmomentziel ändern.
FAQ
Welche Dichtung eignet sich am besten für Hochdruck-Wasserstoffanwendungen?
Es gibt keine einzelne “beste” Dichtung; die beste Wahl hängt von Druckklasse, Flanschflächentyp, Zyklisierung und der Dichtheitserwartung ab.
Für sehr hohe Gasdrücke werden oft RTJ-Verbindungen gewählt, da die Abdichtung an einem Metallringkontakt erfolgt. Für Flansche mit erhabener Fläche können Spiralwickel- oder Nutmetallkern-Dichtungen gut funktionieren, wenn Flanschsteifigkeit, Ausrichtung und kontrollierte Montage gegeben sind. Passen Sie immer die Dichtungskonstruktion an Flanschfläche und Druckstufe an und definieren Sie eine Verifizierungsmethode bei Inbetriebnahme (Nachweismethode + Akzeptanzkriterien).
Wie verhindert man Dichtungsausfall während der Installation?
Verhindern Sie Dichtungsversagen durch Steuerung von Ausrichtung, Oberflächenzustand und Bolzenbelastungsmethode – nicht durch “mehr Drehmoment”.”
Reinigen und prüfen Sie Flanschflächen (keine radialen Kratzer, Dellen oder Rückstände). Überprüfen Sie die Flanschparallelität und vermeiden Sie, falsch ausgerichtete Rohre mit Bolzen in Position zu ziehen. Ziehen Sie in einem Kreuzmuster-Mehrschrittverfahren an (z.B. ~30% → ~60% → 100%), führen Sie dann einen kreisförmigen Kontrollgang durch. Verwenden Sie kalibrierte Werkzeuge und konsistente Schmierung, damit Drehmoment ein stabiler Indikator für Bolzenbelastung ist.
Warum dichten Dichtungen in Wasserstoffsystemen nicht?
Wasserstofflecks entstehen häufig durch Bolzenlastverlust, ungleichmäßige Dichtungsspannung und kleine Leckpfade, die bei größermolekularen Gasen “verzeihend” wären.
Die geringe Molekülgröße von Wasserstoff und sein Verhalten in einigen Dichtungsmaterialien verringern die Sicherheitsmarge. Fügt man Druck-/Temperaturwechsel und Drehmomentstreuung hinzu, kann die Verbindung unter die für Dichtheit erforderliche Dichtungsspannung fallen. In der Praxis lassen sich die meisten hartnäckigen Lecks zurückführen auf: (1) Ausrichtung/Drehung, (2) Flächenschäden, (3) Dichtungsfehlanpassung oder (4) unkontrolliertes Anziehen.
Wie oft sollten Dichtungen in Wasserstoffanwendungen inspiziert werden?
Prüfen Sie basierend auf dem Risiko: Schweregrad der Zyklen, Druckniveau und Folgen eines Austritts.
Ein übliches technisches Intervall ist alle 3–6 Monate für Routineprüfungen und zusätzlich nach größeren Temperatur-/Druckwechselereignissen oder Wartungsarbeiten. Verwenden Sie H2 Erkennungsmethoden anstelle von reinen Sichtprüfungen und dokumentieren Sie die Betriebsbedingungen zum Zeitpunkt der Inspektion, damit intermittierende, zyklusbedingte Lecks diagnostiziert werden können.
Kann man eine Dichtung nach dem Demontieren wiederverwenden?
In kritischen Wasserstoffanwendungen behandeln Sie Dichtungen als Einwegartikel.
Nach dem Komprimieren verlieren viele Dichtungssysteme ihre Rückstellkraft oder zeigen Prägeschäden, die das Leckverhalten verändern. Wiederverwendung erhöht die Unsicherheit und erschwert die Ursachenanalyse. Wenn die Verbindung geöffnet werden muss, ersetzen Sie die Dichtung und überprüfen Sie erneut den Oberflächenzustand und die Ausrichtung.
Müssen Sie nach dem Druckaufbau oder dem ersten thermischen Zyklus nachziehen?
Manchmal – aber nur als Teil eines definierten Verfahrens.
Dichtungssitz/Relaxation kann die Bolzenlast nach der ersten Stabilisierungsphase reduzieren. Wenn Ihr Verfahren eine Nachprüfung erlaubt, führen Sie diese unter kontrollierten Bedingungen durch (musterbasiert, dokumentiert und innerhalb der Konstruktionsgrenzen). Wenn ein Leck bestehen bleibt, ist das Öffnen und Korrigieren der Verbindung (Ausrichtung, Flächenzustand, Dichtungsschaden) in der Regel zuverlässiger als wiederholtes Erhöhen des Drehmoments.



