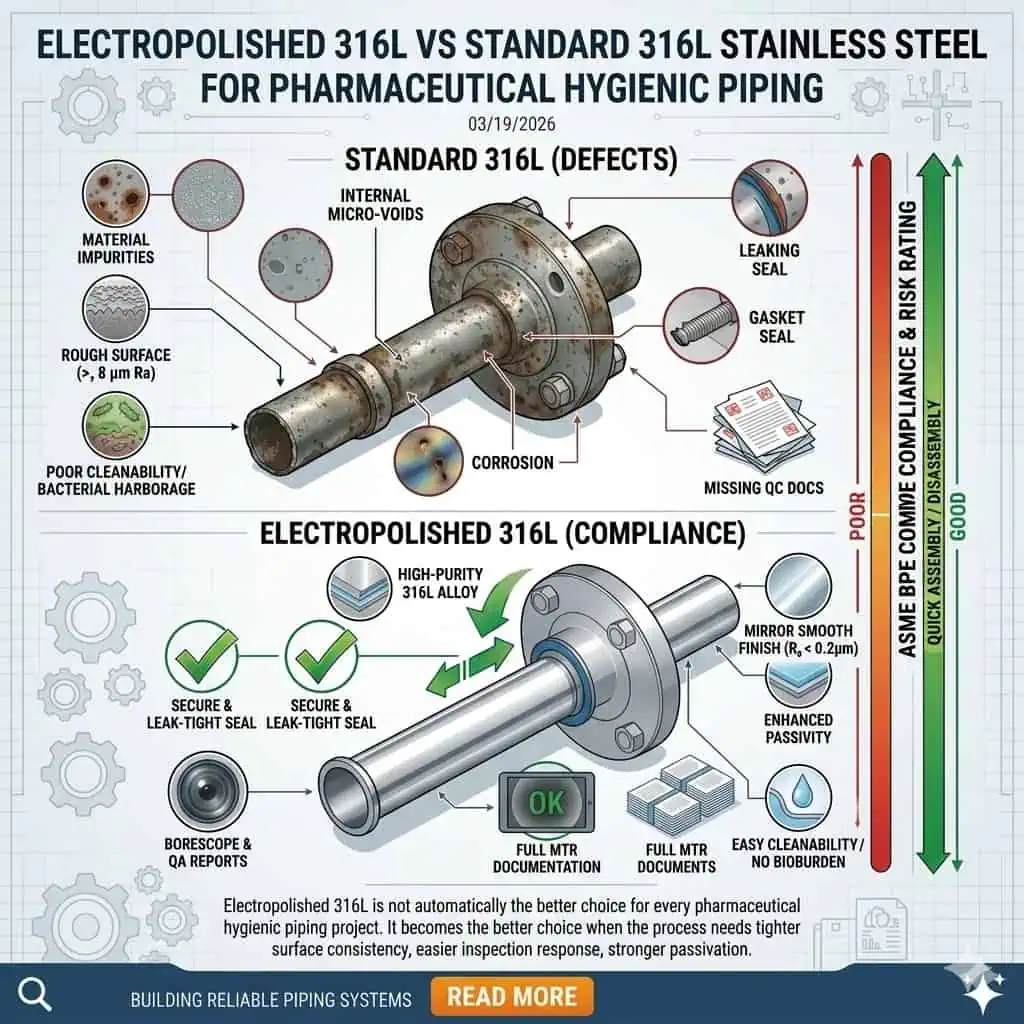
Elektropolierter 316L ist nicht automatisch die bessere Wahl für jedes pharmazeutische Hygienisch-Rohrleitungsprojekt. Er wird zur besseren Wahl, wenn der Prozess eine höhere Oberflächenkonsistenz, eine einfachere Inspektionsreaktion, eine stärkere Reinigungsfähigkeitszuversicht oder höhere Reinheitserwartungen benötigt, als ein Standard-316L-Finish zuverlässig unterstützen kann. Wenn das eigentliche Problem schlechte Schweißqualität, schlechte Geometrie, Totstrecken oder schwache Dokumentation ist, wird Elektropolieren allein es nicht beheben.
Deshalb ist der echte Vergleich nicht “Premium-Finish” versus “Basis-Finish”. Es ist eine Frage der technischen Eignung. In pharmazeutischen Hygienisch-Rohrleitungen muss die Oberflächenbeschaffenheit nach Produktkontaktrisiko, Reinigungsfähigkeitsziel, Fertigungsqualität, Inspektionsmethode und QA-Freigabeanforderungen beurteilt werden. Ein Finish-Upgrade macht nur Sinn, wenn es eines dieser Ergebnisse auf bedeutungsvolle Weise verändert.
Dieser Leitfaden erklärt, wie Ingenieure elektropolierten 316L und Standard-316L-Edelstahl in pharmazeutischen Hygienisch-Rohrleitungen vergleichen, wo Elektropolieren echten Mehrwert bringt, wo Standard-316L voll akzeptabel ist und warum die Finish-Auswahl an Schweißqualität, lokaler Geometrie und Dokumentationskontrolle gebunden bleiben muss, anstatt als kosmetische Entscheidung behandelt zu werden. In echten GMP-Projekten ändert sich die Finish-Entscheidung selten aufgrund einer abstrakten Theorie. Sie ändert sich meist aufgrund eines wiederholten Musters: lokale Schweißnähte sind schwerer freizugeben als erwartet, Finish-Nachweise sind schwächer als die QA es wünscht, oder der Prozess benötigt am Ende mehr Inspektionszuversicht als das ursprüngliche RFQ annahm.
Warum dieser Vergleich in pharmazeutischen Hygienisch-Rohrleitungen wichtig ist
Dies ist kein kosmetischer Vergleich
In pharmazeutischen Systemen beeinflusst die Finish-Wahl, wie sich die Oberfläche beim Reinigen, Inspizieren und Freigeben verhält, nicht nur wie sie aussieht. ASME BPE ist hier nützlich, weil es Materialien, Oberflächenanforderungen, Design für Reinigungsfähigkeit und Sterilität, Fertigung, Prüfungen, Inspektionen, Tests und Zertifizierungen als Teil eines integrierten technischen Rahmens behandelt, anstatt als separate Themen. Genau so sollten Finish-Entscheidungen in GMP-Rohrleitungsprojekten gehandhabt werden.
Ingenieure wechseln nicht zu elektropoliertem 316L, weil das Rohr “besser aussieht”. Sie wechseln, wenn erwartet wird, dass der Oberflächenzustand die hygienische Leistung, die visuelle oder Borescope-Inspektionszuversicht, das Rückstandsverhalten oder die Konsistenz des Übergabepakets beeinflusst.
Technische Anmerkung: In pharmazeutischen Rohrleitungen ist Finish keine Stilentscheidung. Es ist ein Teil der Nachweiskette, die Reinigungsfähigkeit, Inspizierbarkeit und QA-Zuversicht unterstützt.
Warum GMP-Teams diese Frage so oft stellen
GMP-Teams fragen nach elektropoliertem gegenüber Standard-316L, weil die Oberfläche ein Freisetzungsproblem werden kann, bevor es ein Korrosionsproblem wird. In realen Projekten taucht die Frage normalerweise auf, wenn eines von vier Dingen passiert:
- Der Prozess ist empfindlicher gegenüber dem Oberflächenzustand als ursprünglich angenommen.
- Das Projekt erwartet eine strengere Inspektionsreaktion oder visuelle Konsistenz.
- Das System enthält viele geschweißte lokale Baugruppen, bei denen der Oberflächenzustand mehr Gewicht hat.
- Die QA möchte klarere Beweise, dass die installierte Oberfläche dem hygienischen Ziel entspricht, das während des Designs definiert wurde.
Ein häufiges Projektmuster ist, dass die Entscheidung für die Grundlegierung früh akzeptiert wird, aber die Entscheidung für die Oberfläche länger offen bleibt, weil das Team noch Prozessrisiken, Fertigungskapazitäten und Übergabeerwartungen abstimmt. Das ist normales Ingenieurverhalten, keine Unentschlossenheit. Die Anforderung an die Oberfläche wird normalerweise erst klarer, nachdem das Team verstanden hat, welchen Ausfallmodus es tatsächlich vermeiden möchte.
Was der Normenrahmen impliziert
Der Normenrahmen behandelt die Oberfläche nicht als Dekoration. FDA 21 CFR 211.65 erfordert, dass produktberührte Oberflächen nicht reaktiv, nicht additiv und nicht absorbierend sind, während 21 CFR 211.67 die Auswahl der Ausrüstung direkt mit Reinigungs- und Wartungspraktiken verknüpft. ASTM A270 ermöglicht, dass pharmazeutische Qualität als zusätzliche Anforderung angefordert werden kann, was eine wichtige Erinnerung ist, dass die Rohrentscheidung in Pharma-Projekten oft über die grundlegende Versorgung mit hygienischen Rohren hinausgeht. EU GMP Anhang 1 dann drängt die Kontaminationskontrollstrategie und Risikomanagementlogik in sterile Umgebungen, was unkontrollierte Oberflächenvariationen in höherrisikoreichen Anwendungen schwerer zu rechtfertigen macht.
Für die breitere Materialbasis, verbinden Sie diesen Artikel mit Pharmazeutische Hygienik-Rohrleitungsmaterialauswahl.

Was ist der wirkliche Unterschied zwischen Standard 316L und elektropoliertem 316L
Die Legierungsfamilie ist dieselbe, aber der Oberflächenzustand ist nicht derselbe
Dieser Vergleich handelt nicht von der Änderung der Edelstahlfamilie. Es geht um die Änderung des Zustands der produktberührten Oberfläche. Beide Optionen können mit 316L-Edelstahl beginnen, aber das endgültige hygienische Verhalten hängt teilweise davon ab, wie die Oberfläche bearbeitet wird, wie konsistent diese Bearbeitung geliefert wird und wie diese Oberfläche mit Reinigung, Inspektion und lokalen Fertigungsdetails interagiert.
Dieser Unterschied ist wichtig, weil pharmazeutische Hygienerohrleitungen selten abstrakt versagen. Sie versagen an lokalen Details wie schweißnahen Zonen, Ferrule-Übergängen, Abzweigbaugruppen, Ventilschnittstellen und Stellen, an denen QA oder Betrieb mehr Vertrauen benötigen, als eine generische hygienische Oberfläche immer bieten kann.
Was Elektropolieren in praktischer Hinsicht ändert
Elektropolieren wird normalerweise gewählt, um die Oberflächenkonsistenz, das Inspektionsvertrauen und die praktische Reinigungsmarge des Systems zu verbessern. In der Projektsprache bedeutet das oft:
- Eine kontrolliertere Produktkontaktoberflächenbedingung
- Mehr Vertrauen während visueller, Endoskop- oder freigabebezogener Überprüfung
- Eine bessere Eignung für höhere Reinheits- oder anspruchsvollere Hygieneerwartungen
- Bessere Ausrichtung auf Projekte, die die Oberfläche als Teil der Qualifikationslogik behandeln, nicht nur als Fertigungsdetail
Typischer Branchenfall: Ein Team kann Standard-316L für allgemeine Hygienedienste akzeptieren, aber zu elektropoliertem 316L für eine inspektionsempfindlichere Produktkontaktschleife wechseln, weil die Oberflächenentscheidung das Freigabevertrauen verbessert, nicht weil die Legierungsfamilie selbst falsch war.

Was Elektropolieren nicht automatisch ändert
Elektropolieren behebt nicht automatisch den Rest des Hygienesystems. Es korrigiert keine schlechte Schweißspülung, schlechte Abzweiggeometrie, eingeschlossene Totstrecken, schwache Entwässerung oder unvollständige Rückverfolgbarkeit. Es kann den Oberflächenzustand verbessern, aber es entschuldigt kein System, das stromaufwärts schlecht konstruiert oder gefertigt wurde.
Dies ist eine der wichtigsten technischen Grenzen in diesem gesamten Thema. Ein häufiger Fehler ist, Elektropolieren als Kompensationsmaßnahme zu verwenden, wenn das eigentliche Problem die Schweißqualität oder die Montagekonstruktion ist. In diesen Fällen kann die Oberflächengüteverbesserung einen Teil des Risikos mindern, während der dominante Ausfallmodus unberührt bleibt.
Wann Standard 316L normalerweise ausreicht
GMP-Hygienebetrieb mit moderatem Risiko
Standard 316L reicht oft aus, wenn das Hygieneziel bereits durch gute Fertigung, kontrollierte Schweißqualität, angemessene Reinigung und moderate Erwartungen an die Oberflächengüte erreichbar ist. Nicht jede pharmazeutische Leitung benötigt Elektropolieren, um zuverlässig zu funktionieren. In vielen GMP-Systemen sind die dominierenden Erfolgsfaktoren immer noch die Schweißausführung, die Geometriekontrolle, die ordnungsgemäße Materialdokumentation und eine realistische Wartungsdisziplin.
Praktisch gesehen, wenn der Prozess nicht besonders oberflächenempfindlich ist, die Inspektionsbelastung beherrschbar ist und das Team bereits eine gute Kontrolle über die Fertigungsqualität hat, kann Standard 316L eine solide technische Wahl sein.
Wo Teams zu viel Elektropolieren spezifizieren
Teams spezifizieren oft zu viel Elektropolieren, wenn sie nicht klar definiert haben, welchen hygienischen oder QA-Vorteil sie tatsächlich davon benötigen. Dies geschieht normalerweise, wenn die Oberflächengüte als Prestigemerkmal und nicht als Risikokontrollwerkzeug behandelt wird. Das Ergebnis können höhere Kosten ohne entsprechende Reduzierung der dominanten Ausfallursache des Systems sein.
Expertenrat: Wenn das Team nicht erklären kann, ob das Upgrade die Reinigungszuverlässigkeit, die Inspektionsreaktion, die Freigabekonsistenz oder ein anderes definiertes Projektergebnis verbessern soll, ist die Anforderung an die Oberflächengüte wahrscheinlich noch nicht ausgereift genug.
Typischer Branchenfall: Die Leitung funktionierte gut mit Standard-316L
Viele pharmazeutische hygienische Kreisläufe funktionieren gut mit Standard-316L, weil die grundlegenden technischen Anforderungen korrekt umgesetzt wurden. In diesen Systemen wurde die Schweißqualität kontrolliert, die lokale Geometrie reinigungsfähig gehalten, die Dokumentation ordnungsgemäß abgeschlossen, und der Prozess stellte keine oberflächengüteempfindliche Belastung dar, die eine weitere Aufrüstung rechtfertigte. Die Lehre ist nicht, dass Elektropolieren keinen Wert hat. Die Lehre ist, dass ein gut gefertigtes Standard-316L-System ein schlecht ausgeführtes elektropoliertes System übertreffen kann.
Wann sich elektropoliertes 316L als Aufrüstung lohnt
Hochreine und hochinspektionsempfindliche Umgebungen
Elektropoliertes 316L rechtfertigt sich eher in hochreinen und inspektionsempfindlichen Anwendungen. Wenn das Projekt eine höhere Oberflächengleichmäßigkeit, eine stärkere Inspektionszuverlässigkeit oder anspruchsvollere hygienische Prüfungen erfordert, kann die Entscheidung für eine Oberflächenveredelung leichter zu rechtfertigen sein. Dies gilt insbesondere für Systeme, in denen Freigabeentscheidungen stark vom lokalen Oberflächenzustand abhängen und visuelle Unregelmäßigkeiten wahrscheinlich wiederholte technische Diskussionen auslösen.
Wenn der Prozess empfindlicher auf den Oberflächenzustand reagiert
Einige Prozesse reagieren empfindlicher auf lokales Oberflächenverhalten als andere. In diesen Fällen trägt die Entscheidung über die Oberflächenveredelung mehr technisches Gewicht, da das System weniger tolerant gegenüber Schwankungen in der Inspektionsreaktion, Rückstandsverhalten oder lokaler hygienischer Zuverlässigkeit ist. Die Frage ist nicht, ob Elektropolieren objektiv in jeder Umgebung besser ist. Die Frage ist, ob der Prozess empfindlich genug ist, dass der Unterschied in der Oberflächenveredelung das praktische Risiko verändert.
Typischer technischer Fall: Elektropolieren wurde für Inspektions- und Reinigungszuverlässigkeit gewählt
Ein häufiger technischer Fall ist ein Projekt, das ursprünglich Standard-316L als akzeptabel betrachtete, dann aber auf elektropoliertes 316L umstieg, weil die erforderliche Inspektions- und Reinigungszuverlässigkeit während der Designprüfung strenger wurde. Der entscheidende Punkt ist, dass die Änderung durch das hygienische Ziel vorangetrieben wurde, nicht durch die Annahme, dass Standard-316L von vornherein fehlerhaft sei. Dies ist die korrekte Logik: Definieren Sie zuerst die erwartete Leistung, dann entscheiden Sie, ob Elektropolieren die Chancen, diese zu erreichen, wesentlich verbessert.
Expertenrat: Elektropolieren nur dann aufwerten, wenn Sie den Nutzen benennen können
Die stärksten Entscheidungen für Elektropolieren sind spezifisch. Ingenieure, die es gut spezifizieren, können normalerweise genau sagen, was sie sich davon versprechen: Inspektionskonsistenz, Reinigungszuverlässigkeit, höhere Reinheitserwartungen an die Oberfläche oder QA-Komfort bei der Freigabe. Wenn das Projekt diesen Nutzen nicht klar benennen kann, ist die Oberflächenveredelung möglicherweise eher emotional als technisch motiviert.

Was Elektropolieren nicht beheben kann
Schlechte Schweißqualität
Elektropolieren ersetzt keine Schweißqualität. Wenn die Schweißzone schlecht gespült, unregelmäßig, schwer zu prüfen oder nicht mit der hygienischen Absicht des Systems vereinbar ist, beseitigt die Oberflächenverbesserung dieses Risiko nicht. In der praktischen GMP-Arbeit dominiert die Schweißqualität oft die lokale Oberflächenleistung mehr als die allgemeine Oberflächenkategorie.
Typischer Branchenfall: Die Spezifikation hat die Oberfläche korrekt aufgewertet, aber eine kleine Anzahl schweißnaher Stellen löste weiterhin Bedenken aus, weil der lokale Schweißzustand, nicht die allgemeine Rohroberfläche, der schwächste Punkt im Kreislauf blieb.

Schlechte Geometrie und Toträume
Elektropolieren macht eine schlecht konstruierte Baugruppe nicht reinigungsfähig. Wenn ein Abzweig zu lang ist, ein Probenahmepunkt Flüssigkeit einschließt oder ein Ventilcluster einen lokalen hygienischen Schatten erzeugt, kann das System trotz strengerer Oberflächenanforderungen unterperformen. Deshalb sollte die Oberflächenauswahl niemals von der Verbindungskonstruktion und der lokalen Reinigungslogik getrennt werden.
Für diese Seite des Problems, verbinden Sie diesen Artikel mit Auswahl von Hygienefittings für GMP-Anlagen.
Schwache QA-Dokumentation
Elektropolieren ersetzt auch nicht die Dokumentation. In GMP-Projekten geht die Entscheidung über die Oberflächengüte in das Übergabepaket ein. Wenn das Projekt nachweisbezogene Belege zur Oberflächengeschaffenheit erfordert und der Aufzeichnungssatz unvollständig ist, kann das System selbst dann schwer freizugeben sein, wenn die installierte Oberfläche für das Auge akzeptabel aussieht.
Deshalb gehören die Wahl der Oberflächengüte und die QA-Dokumentation in dieselbe Diskussion, nicht in getrennte Projektsilos.
Typischer Industriefall: Das Projekt verbesserte die Oberflächengeschaffenheit, scheiterte aber dennoch am hygienischen Ziel
Einer der häufigsten Fehltritte ist ein Projekt, das auf elektropolierten 316L umgestellt hat und dennoch das eigentliche hygienische Problem nicht löste. Spätere Überprüfungen zeigten, dass das Hauptproblem eher der Schweißzustand, die Geometrie oder der Dokumentationsabschluss war als die Kategorie der Oberflächengüte. Genau deshalb sollte Elektropolieren als eine Kontrollmaßnahme innerhalb einer größeren hygienischen Systementscheidung behandelt werden, nicht als universelle Korrektur für jedes Risiko.
Wie die Wahl der Oberflächengüte mit Schweißnähten, Inspektion und Reinigungsfähigkeit zusammenhängt
Warum Schweißzonen das Risiko weiterhin dominieren
Bei vielen Untersuchungen von pharmazeutischen Rohrleitungssystemen tritt das erste hygienische Problem in der Schweißzone auf, nicht in der allgemeinen Rohrwand. Deshalb bleiben Diskussionen über Oberflächengüte, die Schweißnähte ignorieren, oft zu abstrakt, um nützlich zu sein. Je mehr das System geschweißt ist, desto mehr muss das Projekt auf die lokale Ausführungsqualität achten, denn dort ist es am wahrscheinlichsten, dass die beabsichtigte hygienische Leistung zuerst nachlässt.
Warum die Inspektionsstrategie die Oberflächengüteentscheidung verändert
Je strenger die Inspektions- und Freigabestrategie ist, desto wahrscheinlicher wird die Oberflächengüte als Projektvariable relevant. Wenn visuelle Überprüfung, Endoskopieerwartungen oder QA-Prüfungen streng sind, wird die Wahl der Oberflächengüte leichter zu rechtfertigen, weil sie direkt beeinflusst, wie die Oberfläche in der Praxis beurteilt wird. Mit anderen Worten, einige Aufwertungen der Oberflächengüte werden ebenso sehr durch die Inspektionsrealität wie durch die Prozesschemie vorangetrieben.
Forschungserkenntnis: Oberflächenanforderungen sind nur dann relevant, wenn die gesamte Fertigungskette sie unterstützt
ASME BPE behandelt Oberflächenanforderungen als Teil der umfassenderen Fertigungs-, Inspektions- und Prüfkette und nicht als isolierten Dekorationsschritt. Das ist der richtige Weg, um Anforderungen an die Oberflächengüte in pharmazeutischen hygienischen Rohrleitungen zu interpretieren. Ein Oberflächenziel wird erst dann bedeutsam, wenn Fertigungspraxis, lokale Schweißqualität, Inspektionsmethoden und Übergabekontrollen in der Lage sind, es konsistent zu unterstützen.
Wie Ingenieure in realen Projekten entscheiden
Beginnen Sie mit dem Fehlermodus, nicht mit dem Oberflächengütenamen
Die zuverlässigste Methode, um zwischen Standard-316L und elektropoliertem 316L zu wählen, besteht darin, mit dem Ausfallmodus zu beginnen, den Sie kontrollieren möchten. Eine praktische Abfolge sieht so aus:
- Definieren Sie die Prozessreinheit und das hygienische Ziel.
- Überprüfen Sie die Reinigungs- und Sterilisationsexposition.
- Überprüfen Sie die Schweißdichte und das lokale Montagerisiko.
- Definieren Sie, wie das System inspiziert und freigegeben wird.
- Entscheiden Sie dann, ob Standard-316L ausreicht oder ob Elektropolieren die praktische Risikomarge verändert.
Fragen, die vor dem Verfassen der RFQ zu stellen sind
- Ist der Prozess so oberflächenempfindlich, dass Elektropolieren gerechtfertigt ist?
- Geht es tatsächlich um Reinigungsfähigkeit, Inspektion oder QA-Freigabe?
- Sind die Schweißqualitätserwartungen bereits definiert?
- Wird das Projekt fertigungsbezogene Nachweise über die grundlegende Materialzertifizierung hinaus erfordern?
- Löst Elektropolieren ein echtes technisches Problem oder erhöht es nur die Kosten?
Eine einfache technische Regel
Verwenden Sie Standard-316L, wenn das hygienische Ziel durch gute Fertigung, kontrollierte Schweißqualität und moderate Oberflächenerwartungen erreichbar ist.
Wechseln Sie zu elektropoliertem 316L, wenn die Oberflächenkonsistenz, Prüfbarkeit und Reinigungszuverlässigkeit enger sein müssen, als die Standardoberfläche zuverlässig unterstützen kann.
Verwenden Sie Elektropolieren nicht als Ersatz für die Behebung von Schweiß-, Geometrie- oder Dokumentationsproblemen.

Häufige Fehler beim Vergleich von elektropoliertem 316L und Standard-316L
Elektropolieren als Luxus-Upgrade behandeln
Die Elektropolierung sollte durch hygienischen oder Qualitätssicherungswert gerechtfertigt sein, nicht durch Aussehen oder Prestige.
Standard 316L als automatisch unzureichend behandeln
Viele GMP-Systeme funktionieren gut mit Standard 316L, wenn Herstellung, Geometrie, Reinigung und Dokumentation alle ordnungsgemäß kontrolliert werden.
Schweißnähte ignorieren während der Diskussion über die Oberfläche
Ein Oberflächenargument, das die Schweißausführung ignoriert, verfehlt normalerweise das tatsächliche lokale Risiko.
Oberfläche wählen bevor QA-Erwartungen definiert werden
In regulierten Projekten müssen die Wahl der Oberfläche und die Freigabeerwartungen frühzeitig abgestimmt werden.
EP verwenden, um eine Design- oder Herstellungsschwäche zu verbergen
Eine engere Oberfläche kann eine grundlegend schwache hygienische Baugruppe nicht retten.
Praktische Auswahlliste
Standard 316L wählen, wenn
- Das hygienische Ziel ist moderat und klar definiert
- Schweiß- und Fertigungskontrollen sind bereits stark
- Die Prüfempfindlichkeit in Bezug auf die Oberfläche ist nicht ungewöhnlich hoch
- Das tatsächliche Systemrisiko ist ohne strengere Oberflächenvorgaben beherrschbar
Wählen Sie elektropolierten 316L, wenn
- Der Prozess ist hochrein oder prüfempfindlich
- Die Konsistenz der Oberfläche ist für die Qualifizierung oder Freigabe wesentlich
- Das Vertrauen in die Reinigungsfähigkeit der Oberfläche ist wichtig
- Das Projekt hat einen echten, definierten Grund, die Erwartungen an die Oberfläche zu verschärfen
Bewerten Sie das gesamte System neu, wenn
- Das Team diskutiert über die Oberflächengüte, während die Schweißkriterien unklar bleiben
- Die Abzweiggeometrie ist nach wie vor unzureichend
- Lokale Baugruppen sind schwer zu reinigen
- Das Dokumentationspaket ist noch nicht klar
Fazit: Die beste Oberflächengüte ist diejenige, die das richtige Problem löst
Elektropoliertes 316L ist nicht automatisch die beste Lösung, und Standard-316L ist nicht automatisch der günstigere Kompromiss. Die richtige Wahl der Oberflächengüte hängt davon ab, welchen hygienischen Ausfall, Inspektionsaufwand oder QA-Risiko das Projekt tatsächlich kontrollieren möchte.
Für das vollständige Pharma-Themencluster, verbinden Sie diesen Artikel mit Pharmazeutische Hygienik-Rohrleitungsmaterialauswahl, Auswahl von Hygienefittings für GMP-Anlagenund Dokumentation und Rückverfolgbarkeit in Pharma-Rohrleitungsprojekten.
FAQ
Ist elektropoliertes 316L für pharmazeutische Rohrleitungen erforderlich?
Nein. Es ist gerechtfertigt, wenn das Projekt eine engere Oberflächenkonsistenz, Reinigungszuverlässigkeit oder Inspektions- und Freigabesicherheit benötigt, als Standard-316L zuverlässig bieten kann.
Was ist der Unterschied zwischen Standard 316L und elektropoliertem 316L?
Die Legierungsfamilie mag dieselbe sein, aber die fertige produktberührende Oberfläche ist es nicht. Der Vergleich betrifft hauptsächlich den Oberflächenzustand, die Konsistenz und wie sich dies auf die Reinigbarkeit und die Inspektionsreaktion auswirkt.
Verbessert Elektropolieren die Reinigungsfähigkeit?
Es kann das Vertrauen in die Reinigungsfähigkeit und die Oberflächenkonsistenz verbessern, aber es behebt nicht automatisch ein System mit schlechten Schweißnähten, Totstrecken oder schlechter Geometrie.
Kann Elektropolieren eine gute Schweißnahtqualität ersetzen?
Nein. Die Schweißqualität dominiert weiterhin viele der höchstrisikobehafteten lokalen hygienischen Zonen in pharmazeutischen Rohrleitungen.
Wann ist die Norm 316L in GMP-Rohrleitungen ausreichend?
Es reicht oft aus, wenn das hygienische Ziel durch gute Fertigung, moderate Oberflächenanforderungen, kontrollierte Schweißqualität und realistische Prüfanforderungen erreichbar ist.
Ist Elektropolieren sowohl eine Dokumentations- als auch eine Oberflächenfrage?
Ja. In GMP-Projekten kann die Wahl der Oberflächenbeschaffenheit beeinflussen, wie das System spezifiziert, inspiziert und im Übergabepaket unterstützt wird.

