Die richtige Schraubenanziehung für Lagertankflansche geht über das bloße Erreichen eines Drehmomentwerts hinaus. Es geht darum, die richtige Dichtungssitzspannung über die gesamte Verbindung zu erzeugen und zu erhalten. Im realen Tankbetrieb entstehen wiederkehrende Leckagen meist durch ungleichmäßige Vorspannung, schlechten Schraubenzustand, mangelhafte Schmierungskontrolle, Flanschoberflächenprobleme, Fehlausrichtung, falsche Anziehreihenfolge oder schwache Montagedisziplin, nicht allein durch “schlechte Schrauben”.
Deshalb sollte die Schraubenanziehung in Lagertanks als Aufgabe der Verbindungsintegrität behandelt werden, nicht als Schraubenschlüsselaufgabe. Ein Flansch kann auf das spezifizierte Drehmoment angezogen werden und trotzdem lecken, wenn die Vorspannung nicht gleichmäßig ist, die Dichtung ungleichmäßig sitzt oder der Flansch durch Rohrbelastung aus der Ausrichtung gezwungen wird. In der Praxis ist das Ziel nicht, einen Drehmomentwert zu erreichen. Das Ziel ist, eine stabile, gleichmäßige, erhaltene Schraubenlast aufzubauen, die es der Dichtung ermöglicht, ihre Aufgabe während Anlauf, Abschaltung, Temperaturwechsel, Vibration und Wartungsgeschichte zu erfüllen. Deshalb ist ASME PCC-1 in der Praxis wichtig: Seine Anleitung zur Montage von verschraubten Flanschverbindungen soll Benutzern helfen, effektive Montageverfahren für eine breite Palette von Flanschgrößen und Betriebsbedingungen zu entwickeln.
Feldregel: In Lagertanks ist ein Flansch, der “nach Spezifikation angezogen” ist, nicht automatisch eine gute Verbindung. Eine gute Verbindung ist eine, die gleichmäßige Dichtungsspannung aufbaut, die Last im Betrieb hält und nach dem nächsten Betriebszyklus kein wiederkehrender Sickerpunkt wird.
| Anziehvariable | Warum es wichtig ist |
|---|---|
| Gleichmäßigkeit der Schraubenvorspannung | Steuert, ob die Dichtung gleichmäßig um den Flanschumfang komprimiert wird. |
| Schmierungskonsistenz | Verändert das Verhältnis zwischen angewendetem Drehmoment und tatsächlicher Schraubenbelastung. |
| Flanschdichtfläche | Bestimmt, ob die Dichtung korrekt sitzen und Spannung halten kann. |
| Ausrichtung vor dem Anziehen | Verhindert, dass die Bolzen verwendet werden, um die Verbindung in Position zu ziehen. |
| Anziehreihenfolge und Durchgänge | Reduziert die Streuung der Vorspannung, insbesondere bei größeren Flanschgrößen. |
| Zustand der Hardware | Beeinflusst Reibung, Wiederholbarkeit und verbleibende Belastung nach der Montage. |
| Betriebsbewegung | Vibration, thermische Bewegung und Rohrleitungsspannung können die verbleibende Last nach dem Anfahren verringern. |

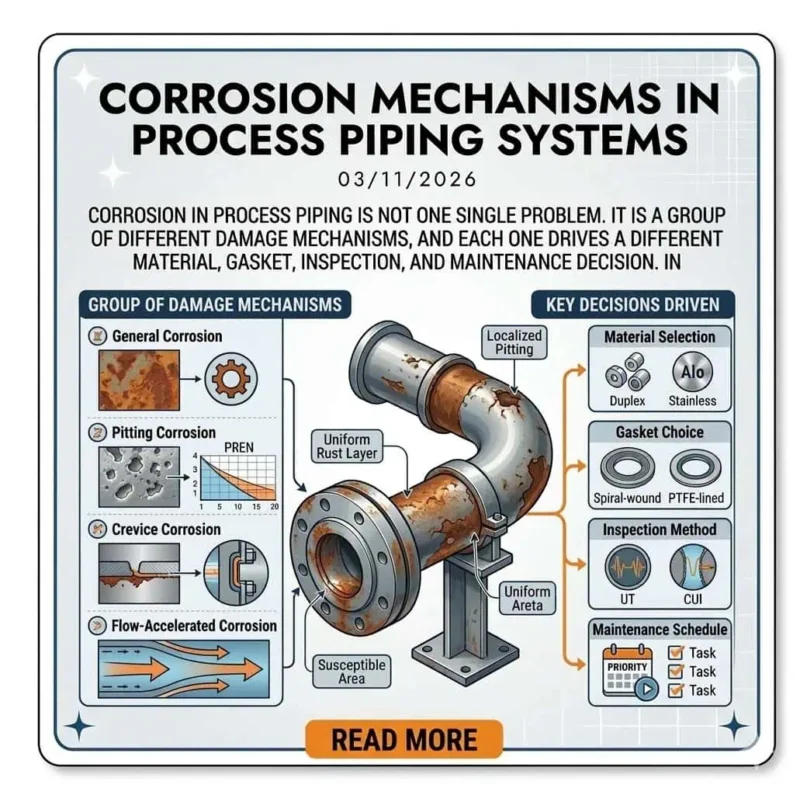
Wenn Sie dieses Thema als Teil eines umfassenderen Flanschzuverlässigkeitspfads überprüfen, hilft es auch, zu lesen Flanschmontage: 4 Schritte zur Nullleckage-Verbindungsintegrität, Flanschdichtung und Dichtungsüberlegungen für Chemieanlagen, Beste Praktiken für Rohrleitungsanschlüsse in Tanklagern für Flansche und Verteilerund Korrosionsmechanismen in Prozessrohrleitungssystemen. Diese Seiten erklären das Verbindungsdesign, die Abdichtung und die Betriebsfaktoren, die hinter erfolgreichem Schraubenanziehen in Lagertanks stehen.
Warum Schraubenanziehen in Lagertanks ein größeres Problem ist, als viele Nutzer erwarten
Lagertankflansche arbeiten oft bei moderatem Druck, aber die Leckagefolgen sind dennoch hoch
Lagertankflansche werden oft unterschätzt, weil sie nicht immer im höchstdruck- oder höchsttemperaturbetrieb eingesetzt werden. Das ist irreführend. Selbst wenn die Betriebsbedingungen moderat erscheinen, können die Folgen schlechten Anziehens erheblich sein: chronisches Kohlenwasserstoffausdringen, sichtbare Produktleckage, Emissionen, wiederholte Wartung, Reinigungskosten und verringertes Vertrauen des Bedienpersonals in das System. EPA-Leitlinien zu Geräteleckagen behandeln Verbindungen und andere Komponentenleckstellen als echte Fluchtemissionsquellen, weshalb das Anziehen von Lagertankflanschen niemals als geringfügige Werkstattaufgabe behandelt werden sollte.
Wiederholte Leckagen an Anschlüssen sind meist Montageprobleme, nicht nur Materialprobleme
Bei Anschlussarbeiten kann derselbe Flansch während seiner Lebensdauer viele Male geöffnet und geschlossen werden. Die Hardware kann wiederverwendet werden, die Gewinde sind möglicherweise nicht mehr im gleichen Zustand, die Schmierung kann von Mannschaft zu Mannschaft variieren, und die Flanschfläche kann nach wiederholter Wartung langsam an Qualität verlieren. In diesem Umfeld sind wiederholte Leckagen oft ein Problem der Montagekontrolle, lange bevor sie zu einem Materialgrenzproblem werden.
Was Anwender tatsächlich von einem Anziehungsartikel benötigen
Aus praktischer Sicht müssen Anwender, dass dieser Artikel vier Dinge leistet:
- Identifizieren, welche Anschlussflansche eine strengere Anzugskontrolle benötigen
- Verstehen, warum Drehmoment allein nicht ausreicht
- Die häufigsten Ursachen hinter wiederholtem Sickerwasser erkennen
- Eine wiederholbare Anzieh- und QA-Methode aufbauen, die verschiedene Mannschaften konsistent befolgen können
Praktische Erkenntnis: Gute Anschluss-Anziehpraxis wird nicht dadurch definiert, wie stark jemand einen Schraubenschlüssel zieht. Sie wird dadurch definiert, ob verschiedene Personen dasselbe dichte Ergebnis an derselben Klasse von Verbindung erzielen können.
Welche Lageranschlussflansche die strengste Kontrolle benötigen
Tankauslass- und erste Absperrflansche
Flansche in der Nähe von Tankauslässen und ersten Absperrpunkten verdienen in der Regel eine strengere Schraubenanziehungssteuerung als routinemäßige gerade Rohrverbindungen. Es handelt sich um hochkritische Verbindungen, da sie an praktischen Absperrgrenzen liegen, oft für Bediener sichtbar sind und bei Undichtigkeiten nach einer Wartungsrückkehr sofort Reinigungs- und Betriebsprobleme verursachen können.
Manifold-Umschaltpunkte und Ventilgruppen
Manifold-Flansche und Ventilgruppenverbindungen sind häufige Problemstellen beim Anziehen, da sie häufig geöffnet werden, oft überfüllt sind und nicht immer perfekt ausgerichtet werden können. Sie sind auch wiederholten Bedieneraktivitäten ausgesetzt, was bedeutet, dass die Verbindungsgeschichte genauso wichtig sein kann wie die ursprüngliche Flanschspezifikation.
Pumpensaug-, -druck- und Messgestellverbindungen
Diese Standorte kombinieren oft Anziehschwierigkeiten mit Bewegung. Selbst wenn das anfängliche Schraubenanziehen korrekt ist, können Vibrationen, Ausrichtungsverschiebungen, Pumpenwartung oder benachbarte Rohrleitungsbewegungen die verbleibende Last nach dem Start reduzieren. Eine Verbindung, die bei der kalten Montage in Ordnung ist, kann zu einem Leckpunkt werden, sobald das System im Betrieb in Bewegung gerät.
Wieder geöffnete Wartungsflansche
Jeder wieder geöffnete Flansch verdient eine strengere Anziehdisziplin als eine nie geöffnete Verbindung. Wiederholte Demontage verändert den Zustand der Hardware, die Gewindereibung, die Flanschoberflächenqualität und die Konsistenz der Handhabung durch die Mannschaft. Wenn ein Terminal wiederholte Undichtigkeiten reduzieren möchte, sollten wieder geöffnete Flansche eine der ersten Kategorien sein, die unter eine schriftliche Anziehprozedur gestellt werden.

| Terminal-Flanschtyp | Warum die Anzugskontrolle höher sein sollte |
|---|---|
| Tankauslassflansch | Hochkonsequenz-Freisetzungsgrenze mit sichtbarem Leckauswirkung |
| Verteiler-Umschaltflansch | Häufiger Betrieb, wiederholtes Öffnen, Verstopfung und Bedienbarkeitsrisiko |
| Pumpenanschlussflansch | Bewegung, Vibration und Ausrichtungsempfindlichkeit |
| Messgerätegestellflansch | Wartungszugang und wiederholte Störung |
| Wieder geöffnetes Wartungsgelenk | Höhere Variabilität bei Zustand und Montagequalität der Hardware |
Die häufigsten Ursachen für schlechte Schraubenanziehergebnisse
Drehmoment erreicht, aber Vorspannung nicht kontrolliert
Dies ist eine der häufigsten Ursachen für wiederkehrende Flanschlecks in Lagertanks. Der Drehmomentwert mag auf dem Papier korrekt sein, aber die tatsächliche Schraubenlast kann von Bolzen zu Bolzen zu stark variieren. Wenn die Vorspannung nicht gleichmäßig ist, ist auch die Dichtungskompression ungleichmäßig. Sobald dies geschieht, kann die Verbindung bei der Übergabe akzeptabel erscheinen und dennoch nach Bewegung oder Temperaturwechsel im Betrieb zu einem Leckpunkt werden.
Variation der Schmierung und Streuung der Reibung
Zwei auf das gleiche Drehmoment angezogene Schrauben tragen nicht automatisch die gleiche Last. Zustand der Gewinde, Zustand der Mutter, Zustand der Unterlegscheibe, Menge der Schmierung und Art des Schmiermittels beeinflussen alle die Reibung. In der Praxis bedeutet dies, dass unkontrollierte Schmierung zu erheblicher Vorspannungsstreuung führen kann, selbst wenn die Mannschaft glaubt, den gleichen Anziehwert einzuhalten.
Schlechte Anziehreihenfolge und schwache Mehrfachdurchgangsdisziplin
Großdurchmesser-Flansche in Lagertanks sind besonders empfindlich gegenüber der Art, wie die Last in die Verbindung eingebracht wird. Zufälliges Anziehen, Einfachdurchgangsanziehen, unvollständiges Kreuzmusteranziehen oder Überspringen des abschließenden Verifikationsdurchgangs können alle zu ungleichmäßiger Dichtungsspannung führen. Je größer der Flansch und je höher die Schraubenzahl, desto schädlicher wird eine schlechte Reihenfolgenkontrolle.
Zustand von Bolzen, Mutter und Unterlegscheibe nicht standardisiert
Gemischte Hardware, korrodierte Gewinde, wiederverwendete beschädigte Befestigungselemente, Fressen und inkonsistente Unterlegscheibenpraxis verringern alle die Wiederholbarkeit des Anziehens. Lagertankmannschaften entdecken dies oft erst im Nachhinein, wenn ein Flansch in einer Gruppe sich anders verhält als die anderen, obwohl der gleiche Drehmomentwert verwendet wurde.
Flanschdichtfläche Beschädigung, Fehlausrichtung und Rohrbelastung
Einige Anziehfehler sind nicht wirklich Anziehfehler. Es handelt sich um Verbindungszustandsfehler. Wenn die Flanschdichtfläche zerkratzt, verschmutzt, verformt oder fehlausgerichtet ist, beginnt der Anziehprozess unter schlechten Bedingungen und kann kein stabiles Ergebnis liefern. Bolzen sollten nicht verwendet werden, um den Flansch in Position zu ziehen. Wenn das geschieht, wird ein Teil der Bolzenlast für die erzwungene Ausrichtung aufgewendet, anstatt für die Dichtungssitzung.

Praktische Erkenntnis: Wenn derselbe Flanschort nach mehreren Dichtungswechseln wiederholt leckt, hören Sie auf, zuerst die Dichtung zu beschuldigen. Überprüfen Sie die Vorspannungsstreuung, Schmierungskontrolle, Flanschdichtflächenzustand und Ausrichtung, bevor Sie dieselbe Reparatur wiederholen.
Warum Drehmoment allein keine vollständige Anziehstrategie ist
Drehmoment ist eine Kontrollmethode, nicht das Ziel
Drehmoment ist nützlich, weil es dem Monteur eine kontrollierbare Möglichkeit gibt, die Verbindung zu belasten. Aber das Drehmoment selbst ist nicht das Dichtungsziel. Das eigentliche Ziel ist eine ausreichende und gleichmäßige Dichtungssitzspannung, gefolgt von einer akzeptablen Restlast im Betrieb. Ein abschließendes Anziehverfahren, das das Drehmoment als Endziel behandelt, verfehlt normalerweise den wahren Grund für das Leck der Verbindung.
Großdurchmesser-Abschlussflansche sind besonders empfindlich gegenüber Streuung
Lagerterminals verwenden häufig größere Flansche an Transferleitungen, Verteiler, Pumpenanschlüssen und Tankverbindungen. Diese Verbindungen sind weniger tolerant gegenüber ungleichmäßiger Belastung, weil die Last über einen größeren Umfang mit mehr Bolzen entwickelt und ausgeglichen werden muss. Die physikalische Größe des Flansches erhöht den Bedarf an Disziplin, nicht nur den Bedarf an einer höheren Anziehzahl.
Denken Sie in Bezug auf Verbindungsintegrität, nicht Schraubenschlüsselausgabe
Die Schraubendrehmomentausgabe ist eine Prozessvariable. Die Dichtheit der Verbindung ist das Ergebnis. Deshalb ist ASME PCC-1 in der Praxis nützlich: Es behandelt die verschraubte Flanschmontage als kontrolliertes Verfahren, nicht als einstufige Anziehaktion. Auf die gleiche Weise, ASME B16.5 bleibt relevant, weil es Flanschdruck-Temperatur-Bewertungen, Materialien, Abmessungen, Toleranzen, Kennzeichnung und Prüfung abdeckt, die die Randbedingungen definieren, innerhalb derer das Anziehen erfolgen muss. Wenn die Frage an Ihrem Standort auch die Wahl der Dichtfläche betrifft, lohnt es sich RF vs FF vs RTJ Flansche zu überprüfen, bevor eine einheitliche Anziehgewohnheit über verschiedene Verbindungskonstruktionen hinweg standardisiert wird.
Wenn die eigentliche Frage an Ihrem Standort nicht mehr lautet “Welches Drehmoment sollten wir verwenden?”, sondern “Warum verhält sich diese Verbindung immer noch nicht konsistent?”, dann ist das Problem bereits größer als nur das Drehmoment.
Beste Praktiken vor der Montage, bevor das Anziehen beginnt
Bestätigen Sie die richtige Flansch-, Dichtungs- und Befestigungskombination
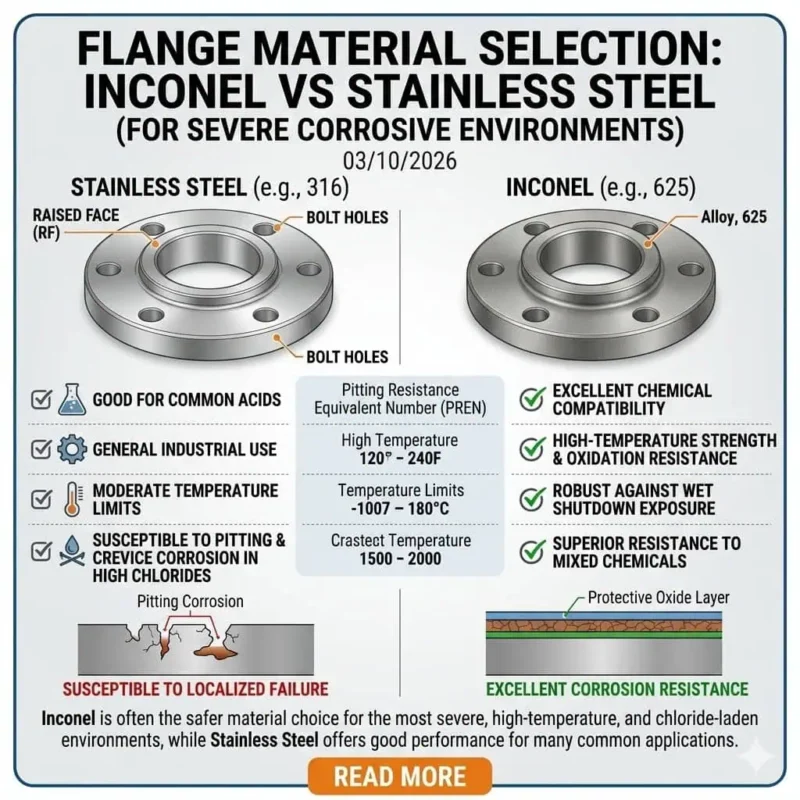
Bevor mit dem Anziehen begonnen wird, bestätigen Sie, dass Flanschklasse, Dichtfläche, Dichtung, Schraubengüte, Abmessungen und Unterlegscheibenpraxis alle mit der vorgesehenen Verbindungskonstruktion übereinstimmen. Ein Anschluss sollte sich nicht auf “annähernd passende” Hardwareersatzteile zum Zeitpunkt der Montage verlassen. Wenn die Flanschklasse oder Dichtfläche falsch ist, kann die Anziehqualität die Verbindung später nicht retten. Wenn die Hardware und die Betriebsbasis noch überprüft werden müssen, ist die nächste vorgelagerte Referenz in der Regel Wie man Flanschmaterialien für die chemische Verarbeitung auswählt.
Sauberkeit, Flächenprüfung und Oberflächenzustand
Flanschflächen sollten sauber und frei von Schmutz, losen Korrosionsschuppen, Farbeindringungen in den Dichtbereich, eingebettetem Material oder sichtbaren Schäden sein, die die Dichtungssitzung beeinträchtigen könnten. In der Praxis verursachen schlechte Sauberkeit und schlechte Prüfung bei wieder geöffneten Anschlussverbindungen mehr Probleme, als viele Teams erwarten.
Ausrichtung und Spaltprüfung vor dem Beladen der Verbindung
Verwenden Sie keine Bolzen, um eine schlecht ausgerichtete Verbindung in Position zu ziehen. Wenn die Flansche vor dem Anziehen nicht angemessen ausgerichtet sind, geht ein Teil der Bolzenlast durch erzwungene Positionierung verloren, und ein Teil der Dichtung wird überkomprimiert, während ein anderer Teil unterbelastet bleibt. Das ist ein klassisches Szenario für wiederkehrendes Durchsickern.
Überprüfung des Zustands von Bolzen und Mutter sowie Kontrolle der Schmierung
Der Zustand der Gewinde, der Mutter, die Verwendung von Unterlegscheiben und die Art des Schmiermittels sollten vor Beginn des Anziehens überprüft werden. Anlagen, die diesen Schritt nicht standardisieren, haben oft das Problem, dass eine Mannschaft andere Bolzenlasten erzeugt als eine andere, obwohl beide behaupten, denselben Anziehwert zu verwenden.

Schritt-für-Schritt-Anziehbest Practices für Anlagenflansche
Verwendung einer kontrollierten Mehrfach-Anziehsequenz
Das Anziehen von Anlagenflanschen sollte einer dokumentierten Mehrfachmethode folgen, anstatt einem Einfachansatz. Die übliche Logik ist ein Anzugspass, ein oder mehrere Zwischenpässe, ein Endpass und ein Verifikations- oder Rotationspass, wenn das schriftliche Verfahren dies erfordert. Der Zweck ist, die Verbindung schrittweise und gleichmäßig unter Last zu bringen.
Folgen Sie einem Kreuzmuster, aber hören Sie nicht dort auf
Ein Kreuzmuster ist eine grundlegende Anforderung, keine vollständige Anziehstrategie. Das Endergebnis hängt auch von der Anzahl der Pässe, der Inkrementkontrolle, der Flanschgröße, der Anzahl der Bolzen und davon ab, ob die Mannschaft die letzte Verifikationsstufe durchführt, anstatt frühzeitig aufzuhören.

Große Flansche benötigen mehr Disziplin, nicht nur mehr Kraft
Wenn Besatzungen mit größeren Endflanschen kämpfen, ist der Instinkt oft, zuerst an höheres Drehmoment zu denken. Das ist meist der falsche Ausgangspunkt. Größere Flansche benötigen mehr Disziplin in der Reihenfolge, bessere Hardwarekontrolle, sauberere Ausrichtung und bessere Dokumentation. Mehr Kraft löst keine schlechte Belastungspraxis.
Aufzeichnen, was bei kritischen Endverbindungen wichtig ist
Bei kritischen Lager-Endflanschen sollten mehr als nur der endgültige Anzugswert aufgezeichnet werden. Nützliche Aufzeichnungen umfassen Verbindungsort, Flanschklasse und -fläche, Dichtungstyp, Schraubengüte und -größe, verwendetes Schmiermittel, Anzugsmethode, Besatzung oder Prüfer und ob die Verbindung eine wiederholte Leckgeschichte hat. Das verwandelt das Verschrauben von einer auf Erinnerung basierenden Aufgabe in einen wiederholbaren Zuverlässigkeitsprozess.
Lager-Endszenarien, die häufig zu Anzugsversagen führen
Wiedermontage nach Produktwechsel oder Wartung
Lager-Endverbindungen werden oft während des Wechsels, Ausfallarbeiten, Ventilersatz oder Skid-Wartung wieder geöffnet. Dies sind genau die Situationen, in denen Besatzungen schnell arbeiten, der Hardwarezustand variiert und Oberflächenschäden übersehen werden. Das Ergebnis ist ein Flansch, der ordnungsgemäß montiert erscheint, aber nach der Rückkehr des Systems in den Betrieb nicht dicht bleibt.
Außenkorrosion und lange Stillstandszeiten
Gewinde, die lange Zeit ungeschützt waren, Muttern, die verwendbar aussehen, aber nicht mehr konsistent funktionieren, und Verbindungen, die durch Witterungseinflüsse stillstanden, können alle zu schlechter Anzugswiederholbarkeit führen. Hier zählt nicht nur sichtbare Korrosion. Es ist die Änderung im Reibungsverhalten und im Belastungsverhalten, wenn die Verbindung schließlich wieder montiert wird.
Vibration oder Rohrleitungsschwingungen in der Nähe von Pumpen und Ventilgruppen
Nicht jedes Leck, das nach der Inbetriebnahme auftritt, ist ein reines Anziehproblem. Einige Verbindungen werden korrekt montiert, verlieren aber die Vorspannung, weil Vibrationen, Halterungsprobleme oder Rohrleitungsschwingungen die Verbindung nach der Wiederinbetriebnahme stören. Anziehqualität und Vorspannungsstabilität müssen gemeinsam betrachtet werden.
Großkalibrige Niederdruckflansche, die unterschätzt werden
Einer der größten Fehler in der Endphase ist, große Niederdruckflansche zu unterschätzen, weil sie nicht Teil einer kritischen Prozesseinheit sind. In Wirklichkeit können großer Durchmesser, wiederholte Wartung, Kohlenwasserstoffbetrieb und Außenexposition ein chronisches Leckumfeld schaffen, wenn die Anziehdisziplin schwach ist.
Echte Ingenieursfälle und Branchenbeispiele
Fall 1 – Wiederkehrendes Sickerleck nach einer Stillstands-Rückkehr
Was der Benutzer beobachtete: ein Endflansch begann nach einer Stillstands-Rückkehr leicht zu sickern, obwohl die Dichtung gerade ersetzt worden war.
Was die tatsächliche Ursache war: die Vorspannungsstreuung war zu groß, weil der Zustand der Hardware variierte, die Schmierung inkonsistent war und die Flächenprüfung übereilt durchgeführt worden war.
Was sich nach der Korrektur geändert hat: die Verbindung wurde unter Verwendung eines kontrollierten Mehrlagenschweißverfahrens, einer standardisierten Überprüfung der Hardwarebedingungen und einer besseren Oberflächeninspektionsdisziplin wieder aufgebaut.
Welche Regel für das nächste Mal zu beachten ist: wenn ein Leck unmittelbar nach der Wiederinbetriebnahme auftritt, zuerst die Montagekonsistenz verdächtigen, bevor allein die Dichtungsqualität in Frage gestellt wird.
Fall 2 — Großer Verteilerflansch auf Spezifikation angezogen, trotzdem geleckt
Was der Benutzer beobachtete: ein großer Verteilerflansch leckte, obwohl der Anzugswert über die Verbindung hinweg erreicht wurde.
Was die tatsächliche Ursache war: die Flansche waren vor dem Belasten nicht gut ausgerichtet, sodass die Bolzenlast darauf verwendet wurde, die Verbindung in Position zu ziehen, und die Dichtungsauflage ungleichmäßig wurde.
Was sich nach der Korrektur geändert hat: das Ausrichtungsproblem wurde zuerst korrigiert, dann wurde der Flansch mit einer kontrollierten Reihenfolge wieder montiert.
Welche Regel für das nächste Mal zu beachten ist: niemals Bolzen als Ausrichtungswerkzeuge verwenden und dann eine gleichmäßige Dichtungsspannung erwarten.
Fall 3 — Pumpengestellflansch verlor Dichtheit nach dem Start
Was der Benutzer beobachtete: Die Flanschverbindung hielt während der Kaltmontage, begann jedoch nach der Wiederinbetriebnahme des Gestells zu lecken.
Was die tatsächliche Ursache war: Die Verbindung verlor die Vorspannung, da Bewegung und Vibration in der Nähe des Gestells bei der Montageprüfung nicht berücksichtigt wurden.
Was sich nach der Korrektur geändert hat: Die Unterstützungsbedingungen, Ausrichtung und die kritische Klassifizierung des Flansches wurden gemeinsam überprüft, anstatt es als einfaches Nachziehenproblem zu behandeln.
Welche Regel für das nächste Mal zu beachten ist: Eine Verbindung kann korrekt montiert sein und dennoch versagen, wenn die Betriebsbewegung nicht kontrolliert wird.
Fall 4 – Chronische Leckstelle erst nach Verfahrensänderung beim Anziehen gelöst
Was der Benutzer beobachtete: Dieselbe Flanschposition leckte wiederholt über mehrere Wartungszyklen hinweg.
Was die tatsächliche Ursache war: Verschiedene Teams verwendeten unterschiedliche Anziehgewohnheiten, unterschiedliche Schmierungspraktiken und unterschiedliche Entscheidungen zur Wiederverwendung von Hardware.
Was sich nach der Korrektur geändert hat: Das Terminal klassifizierte die Verbindung als kritisch, erstellte eine schriftliche Anziehungsmethode und fügte QA-Aufzeichnungen für zukünftige Arbeiten hinzu.
Welche Regel für das nächste Mal zu beachten ist: Wiederkehrende Leckstellen sollten als Prozessprobleme im Wartungssystem behandelt werden, nicht als einmalige Pechfälle.
Wie man ein terminalgerechtes Bolzenanziehverfahren erstellt
Definieren Sie, welche Flansche kritisch sind
Nicht alle Flansche in Lagertanks benötigen das gleiche Maß an Anzugskontrolle. Beginnen Sie mit der Klassifizierung der wichtigsten Verbindungen: Tankauslassflansche, erste Absperrstellen, Verteiler-Umschaltflansche, Pumpensatz-Verbindungen, Verbindungen mit wiederholter Leckagehistorie und umweltbelastungsempfindliche Stellen. Eine Liste kritischer Verbindungen hilft Terminals, Disziplin dort anzuwenden, wo sie am wichtigsten ist, anstatt jeden Flansch gleich zu behandeln.
Standardisieren Sie Hardware, Schmierung und Anzugsmethode
Wiederholbarkeit kommt von Standardisierung. Kritische Terminalverbindungen sollten nicht von den gerade verfügbaren Bolzen, Muttern, Schmiermitteln und Anzugsstilen in einer Schicht abhängen. Standardisieren Sie das Hardware-Set, die Schmierungspraxis, die Passfolge und die Akzeptanzlogik, wenn Sie möchten, dass verschiedene Teams das gleiche Ergebnis erzielen.
Fügen Sie Vor-, In-Prozess- und Nach-Montage-Prüfungen hinzu
Terminal-Anzugsverfahren sollten drei Phasen umfassen:
- Vor der Montage: Flächeninspektion, Ausrichtungsprüfung, Hardware-Verifizierung, Dichtungsbestätigung, Schmierungskontrolle
- Während des Prozesses: Sequenzkontrolle, Passkontrolle, Teamkonsistenz, Beobachtung abnormaler Bewegungen
- Nach der Montage: Verifizierung bestanden, Fertigstellung dokumentiert, kritische Verbindungen gekennzeichnet und erforderliche Nachinspektionslogik
Monteure schulen, nicht nur Vorgesetzte
Eine schriftliche Methode funktioniert nur, wenn die ausführenden Personen verstehen, warum die Methode existiert. ASMEs PCC-1 Bolzen-Montage-Lernpfad beinhaltet ausdrücklich Inspektions- und Montagegrundlagen, manuelle Anzugskonzepte sowie Qualitätssicherung vor, während und nach der Montage. Terminals, die weniger wiederkehrende Lecks wünschen, sollten Bolzen-Kompetenz als trainierbare und überprüfbare Fähigkeit behandeln, nicht als informelle Handwerksgewohnheit.
Praktische Checkliste für Flanschanzug in Lagertanks
Vor dem Anziehen
- Korrekte Flanschklasse und Dichtfläche bestätigt?
- Korrekte Dichtung verifiziert?
- Korrekte Bolzen-, Mutter- und Unterlegscheiben-Satz bestätigt?
- Gewinde sauber und Zustand akzeptabel?
- Schmierung kontrolliert und konsistent?
- Flächen sauber und geprüft?
- Ausrichtung vor Belastung akzeptabel?
Während des Anziehens
- Mehrstufen-Sequenz eingehalten?
- Kreuzmuster korrekt angewendet?
- Zielinkremente kontrolliert?
- Mannschaft verwendet eine Methode statt gemischter Methoden?
- Gibt es Anzeichen für Flanschrotation oder erzwungene Ausrichtung während des Beladens?
Nach dem Anziehen
- Letzter Durchgang verifiziert?
- Gibt es ungewöhnliche Spalten oder ungleichmäßige Kompression?
- Kritische Verbindungsaufzeichnung abgeschlossen?
- Wurde Wiederöffnungs- oder Leckgeschichte vermerkt?
- Sollte dieser Ort für eine Nachfolgeinspektion markiert werden?
| Was der Benutzer sieht | Wahrscheinlichste Ursache | Beste erste Überprüfung |
|---|---|---|
| Leckage nach Wartungsrückkehr | Vorspannungsstreuung, schlechte Dichtflächenprüfung, ungleichmäßige Hardware oder Schmierung | Montagedisziplin überprüfen, bevor Dichtung erneut gewechselt wird |
| Große Flanschleckagen trotz erreichtem Drehmoment | Fehlausrichtung oder ungleichmäßige Dichtungslagerung | Ausrichtung und Verbindungszustand zuerst prüfen |
| Pumpengestellflansch lockert sich nach Inbetriebnahme | Verbleibende Lastverluste durch Bewegung oder Vibration | Unterstützung, Ausrichtung und Betriebsbewegung überprüfen |
| Derselbe Flansch leckt bei jedem Turnaround | Keine schriftliche kritische Verbindungsprozedur oder keine Historiendokumentation | Klassifizieren Sie die Verbindung und standardisieren Sie die Anziehungsmethode |
| Ein Flansch verhält sich anders als ähnliche benachbarte Flansche | Zustand der Hardware oder Inkonsistenz der Schmierung | Überprüfen Sie die Standardisierung von Bolzen, Mutter, Unterlegscheibe und Schmiermittel |
| Projektsituation | Wie gute Praxis aussieht | Was normalerweise schiefgeht | Beste erste Maßnahme |
|---|---|---|---|
| Routine-Wartung am Terminal | Geschriebene Bolzen-Anzieh-Methode, kontrollierte Hardware, Flächeninspektion, dokumentierte Durchgänge | Überstürzte Montage und gemischte Feldgewohnheiten | Die Verbindung mit einer kontrollierten Methode wieder aufbauen |
| Großer Verteilerflansch | Ausrichtung zuerst geprüft, diszipliniertes mehrstufiges Anziehen, Verifizierungsdurchgang | Bolzen zur Erzwingung der Ausrichtung verwendet | Korrekte Ausrichtung vor dem erneuten Anziehen |
| Pumpengestell oder bewegliche Rohrleitungskupplung | Montage gemeinsam mit Unterstützung und Bewegung überprüft | Das Leck als reines Drehmomentproblem behandeln | Überprüfung des Risikos der verbleibenden Last und des Stützungszustands |
| Chronische wiederkehrende Leckagestelle | Kritische Verbindungsklassifizierung, Verlaufsverfolgung, wiederholbare QA-Aufzeichnungen | Gleiche Reparatur wiederholt ohne Änderung der Ursache | Eskalation der Verbindung in ein schriftliches Zuverlässigkeitsverfahren |
Die beste Praxis für das Anziehen von Bolzen an Lagertankflanschen geht nicht nur um Drehmoment. Es geht um den Aufbau gleichmäßiger, verbleibender Dichtungssitzspannung durch kontrollierte Montage. Die meisten wiederkehrenden Lagertankflanschleckagen sind nicht zufällig und nicht rein dichtungsbezogen. Sie stammen meist aus Streuung der Vorspannung, schwacher Montagedisziplin, schlechter Hardwarekontrolle oder ungelösten Ausrichtungs- und Bewegungsproblemen.
Der praktische Weg ist unkompliziert: Identifizieren Sie, welche Lagertankflansche kritisch sind, standardisieren Sie die Montageschritte, kontrollieren Sie Hardware und Schmierung und dokumentieren Sie die Anziehungsmethode bei wiederholungsgefährdeten Verbindungen. Wenn Ihr Standort weniger wiederkehrende Sickerstellen möchte, behandeln Sie das Anziehen als Zuverlässigkeitsprogramm, nicht als Schraubenschlüsselaufgabe. Wenn die nächste Frage lautet, warum ein Lagertankflansch auch nach korrektem Anziehen weiterhin leckt, sind die nützlichsten nächsten Seiten Flanschdichtung und Dichtungsüberlegungen für Chemieanlagen, Beste Praktiken für Rohrleitungsanschlüsse in Tanklagern für Flansche und Verteilerund Fragen an einen Flanschlieferanten vor RFQ.
FAQ
Reicht das Erreichen des spezifizierten Drehmoments aus, um einen dichten Flansch zu gewährleisten?
Nein.
Drehmoment ist nur eine Kontrollmethode. Das eigentliche Ziel ist gleichmäßige Dichtungssitzspannung und ausreichende verbleibende Last. Ein Flansch kann das Ziel-Drehmoment erreichen und trotzdem lecken, wenn die Vorspannung ungleichmäßig ist, die Reibung zu stark variiert oder die Verbindung falsch ausgerichtet ist.
Warum lecken Lagertankflansche nach der Wartung oft, selbst mit einer neuen Dichtung?
Weil viele Leckagen nach der Wartung auf Probleme mit der Montagekonsistenz zurückzuführen sind, nicht auf einfache Dichtungsprobleme.
Der Zustand der Hardware, Schwankungen bei der Schmierung, Beschädigungen der Flanschfläche, Streuungen der Vorspannung und schlechte Ausrichtung können alle dazu führen, dass die neue Dichtung schlecht funktioniert, selbst wenn sie der richtige Typ ist.
Sollten wieder geöffnete Flansche anders behandelt werden als nie geöffnete Flansche?
Ja.
Wieder geöffnete Flansche weisen eine höhere Variabilität in Bezug auf den Zustand der Gewinde, den Zustand der Flanschfläche, den Umgang mit der Dichtung und die Ausrichtung auf. Sie sollten einer stärker kontrollierten Inspektion und einer strengeren Anziehdisziplin unterzogen werden als unberührte Verbindungen.
Was ist der häufigste Anziehfehler bei großen Lagertankflanschen?
Einer der häufigsten Fehler ist die Annahme, dass ein korrekter Drehmomentwert automatisch eine korrekte Verbindung bedeutet.
Große Flansche sind besonders empfindlich gegenüber Streuungen der Vorspannung, der Qualität der Anziehreihenfolge, Unterschieden in der Schmierung und Ausrichtungsproblemen.
Wann sollte ein Terminal einen schriftlichen Anziehplan für einen Flansch erstellen?
Jeder Flansch mit hohen Konsequenzen, wiederholter Leckagegeschichte, großem Durchmesser, häufiger Wiedereröffnung oder Empfindlichkeit gegenüber Vibration oder Bewegung sollte als Kandidat für ein schriftliches Anziehverfahren behandelt werden.
Schriftliche Verfahren sind besonders nützlich, wenn verschiedene Teams im Laufe der Zeit an denselben Verbindungen arbeiten.