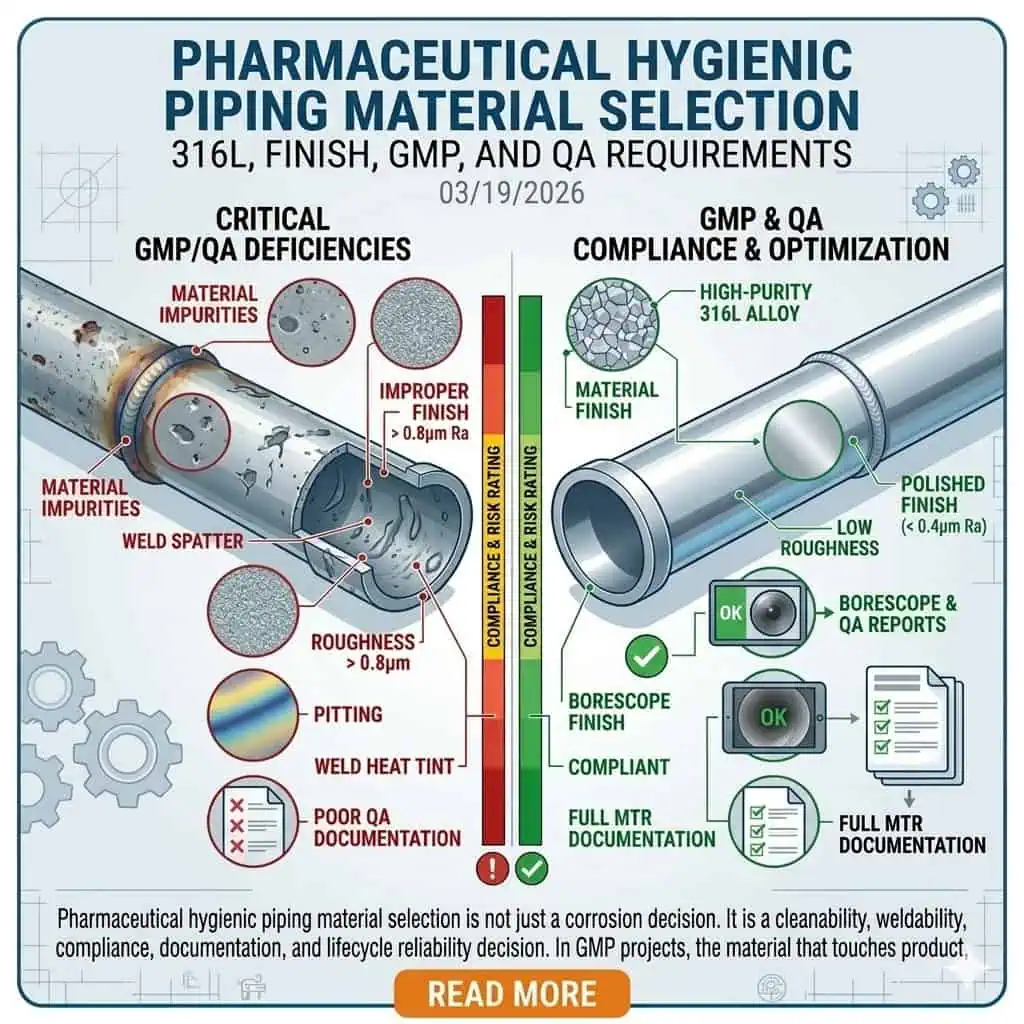
Die Auswahl von Materialien für pharmazeutische Hygienische Rohrleitungen ist nicht nur eine Korrosionsentscheidung. Es ist eine Entscheidung über Reinigungsfähigkeit, Schweißbarkeit, Konformität, Dokumentation und Lebensdauerzuverlässigkeit. In GMP-Projekten muss das Material, das mit Produkt, Prozessflüssigkeiten, hochreinem Wasser oder Reinigungsmedien in Berührung kommt, mehr tun als nur “Rost widerstehen”. Es muss reaktionslos, nicht-additiv, nicht-absorbierend, reinigbar, inspizierbar sein und wiederholbare Fertigung sowie QA-Freigabe unterstützen. Deshalb wählen erfahrene Ingenieure Rohre und Fittings nicht allein nach Legierungsnamen aus.
In den meisten pharmazeutischen Hygienischen Rohrleitungssystemen ist, 316L-Edelstahl die praktische Basis für kritische metallische Produktkontaktdienste, da es Korrosionsspielraum, Schweißbarkeit, Branchenakzeptanz und Kompatibilität mit hochreinen Fertigungspraktiken ausbalanciert. Das bedeutet nicht, dass jede Leitung, jedes Fitting oder jede Baugruppe gleich behandelt werden muss. Die richtige Entscheidung hängt von der tatsächlichen Prozesschemie, dem CIP/SIP-Regime, der Oberflächenanforderung, der Schweißdichte, der Kontaminationsempfindlichkeit und dem für Übergabe und Validierung erforderlichen Dokumentationspaket ab.
Dieser Leitfaden erklärt, wie Ingenieure Materialien für pharmazeutische Hygienische Rohrleitungen auswählen, wo 316L klar Sinn macht, wo Standard-316L ohne die richtige Oberfläche und Schweißqualität möglicherweise nicht ausreicht und wo Dokumentation und Rückverfolgbarkeit genauso wichtig werden wie das Metall selbst. In tatsächlichen Projektprüfungen wird die endgültige Materialentscheidung selten durch einen großen Ausfall geändert. Sie wird normalerweise durch ein Muster kleinerer Probleme geändert: eine Schweißnaht, die schwerer zu inspizieren ist als erwartet, ein Oberflächennachweis, der nicht sauber mit QA abgeschlossen wird, ein Probenabzweig, der härtere SIP-Zyklen als der Rest der Schleife erfährt, oder eine lokale Baugruppe, die sich wie eine höherrisikozone verhält als das P&ID vorschlug.
Was die Auswahl von Materialien für pharmazeutische Hygienische Rohrleitungen wirklich bedeutet
Materialwahl ist eine GMP- und Kontaminationskontrollentscheidung
In pharmazeutischen Systemen ist die Materialauswahl Teil der Kontaminationskontrolle. Ein Rohr, Ventilkörper, Ferrule oder Fitting wird nicht akzeptiert, weil es hygienisch aussieht. Es wird akzeptiert, weil die produktkontaktfläche den vorgesehenen Prozess unterstützen kann, ohne Sicherheit, Identität, Stärke, Qualität oder Reinheit zu verändern. Dieses Prinzip stimmt überein mit FDA 21 CFR 211.65, die vorschreibt, dass produktberührende Oberflächen nicht reaktiv, nicht additiv und nicht absorbierend sein müssen.
In der Praxis bedeutet das, dass Ingenieure die Materialauswahl zusammen mit Oberflächenbeschaffenheit, Schweißzustand, Entwässerbarkeit, Passivierung, Reinigungschemie und Inspektionszugänglichkeit überprüfen. Eine korrekte Legierung mit schlechter Schweißspülung, unkontrolliertem Oberflächenzustand oder schwacher Dokumentation kann dennoch zu einem GMP-Problem werden. Eine häufige Erfahrung im Feld ist, dass ein Rohrleitungspaket bei der Fertigungsfreigabe technisch akzeptabel aussehen kann, aber während der Qualifizierung schwierig wird, weil die Materialentscheidung eher als Einkaufsgegenstand denn als Kontaminationskontrollentscheidung behandelt wurde.
Technische Anmerkung: Bei GMP-Arbeiten lautet die Frage nicht nur “Wird diese Legierung überleben?”, sondern auch “Wird diese fertige, geschweißte, dokumentierte Oberfläche bei Inspektion, Reinigung und QA-Freigabe vorhersehbar funktionieren?”.”
Warum die Auswahl von Pharma-Rohrleitungen sich von allgemeinen Hygienischen Diensten unterscheidet
Pharmazeutische hygienische Rohrleitungen werden in der Regel nach strengeren Standards gehalten als allgemeine Lebensmittel- oder Versorgungs-Hygienische Dienste. Der Grund liegt nicht nur im Produktwert. Es sind die Folgen von Kontamination, Rückstandsretention, undokumentierten Substitutionen, inkonsistenter Fertigung und verzögerter QA-Freigabe in validierten Umgebungen. Derselbe Edelstahlgrad kann in einer allgemeinen Hygienischen Anwendung akzeptabel sein, aber in einem GMP-System dennoch unzureichend sein, wenn die Beschaffenheitskonsistenz, Schweißaufzeichnungen oder Rückverfolgbarkeit nicht auf das vom Projekt geforderte Niveau kontrolliert werden.
Deshalb sollte die Materialprüfung in Pharma-Projekten neben der Verbindungsauswahl, Totstreckenkontrolle, Schweißakzeptanz und QA-Übergabeplanung stehen. Eine korrekte Legierung in der falschen Montage ist dennoch das falsche technische Ergebnis.
Welche Standards die Entscheidung tatsächlich treiben
Die nützlichsten Standards sind diejenigen, die ändern, was Sie spezifizieren, inspizieren und akzeptieren. In der pharmazeutischen Hygienik-Rohrleitungstechnik umfassen die relevantesten Referenzen üblicherweise:
- ASME BPE für Materialien, Konstruktion, Fertigung, Prüfung, Test und Zertifizierungslogik in Bioprozess- und Pharmaanlagen.
- FDA 21 CFR 211.65 für Gerätebau und Eignung produktberührender Oberflächen.
- FDA 21 CFR 211.67 für Reinigungs- und Wartungserwartungen.
- ASTM A270/A270M für Hygienik-Rohre, einschließlich der Option, pharmazeutische Qualität als Zusatzanforderung zu spezifizieren.
- EU GMP Anhang 1 für Kontaminationskontrolle, Qualitätsrisikomanagement und Erwartungen an die sterile Fertigung.
Die Aufgabe des Ingenieurs besteht darin, diese Anforderungen in konkrete Entscheidungen zu Material, Oberfläche, Schweißung und Dokumentation umzusetzen, die Beschaffung, Fertigung, Inspektion, Inbetriebnahme und QA-Überprüfung überstehen. In starken Projekten werden Normen nicht am Ende zitiert, um eine getroffene Wahl zu rechtfertigen. Sie werden zu Beginn in Ausschreibungssprache, Prüfkriterien, Übergabeanforderungen und Änderungskontrollgrenzen übersetzt.

Die Kernmaterialfamilien, die in pharmazeutischen hygienischen Rohrleitungen verwendet werden
Warum 316L die praktische Basis für viele GMP-Hygienesysteme ist
316L wird häufig als Basismetallmaterial für kritische pharmazeutische hygienische Rohrleitungen behandelt, da es eine praktische Kombination aus Korrosionsbeständigkeit, Schweißbarkeit und breiter Industrieakzeptanz bietet. Die niedrigkohlenstoffhaltige Qualität unterstützt die geschweißte hygienische Fertigung zuverlässiger als Standard-316 in vielen Prozessbedingungen, und die molybdänhaltige Chemie verbessert die Beständigkeit gegen lokale Korrosion im Vergleich zu 304/304L in anspruchsvolleren Reinigungs- und Betriebsumgebungen.
Das macht 316L nicht zu einer magischen Lösung. Es bedeutet, dass 316L oft der am besten vertretbare Ausgangspunkt für produktberührende metallische Rohrleitungen ist, wenn das System auch hohe Reinheitsfertigungs- und Dokumentationserwartungen erfüllen muss. In realen Projekten wählen Ingenieure 316L oft nicht, weil jeder Abschnitt des Systems chemisch anspruchsvoll ist, sondern weil das Gesamtprojektrisiko von geschweißten Baugruppen, lokaler Reinigbarkeit, SIP/CIP-Exposition und Validierungserwartungen gemeinsam getragen wird.
Wann 304/304L noch auftreten kann – und warum es oft begrenzt ist
304 oder 304L kann in einigen pharmazeutischen Projekten noch auftreten, aber normalerweise in begrenzteren Rollen. Niedrigrisiko-Hilfsdienste, Altbestandssysteme, nichtkritische Unterstützungsbereiche oder kostengetriebene historische Designs können weiterhin 304-Familienmaterialien verwenden. Aber in kritischen hygienischen produktberührenden Rohrleitungen bewegt sich die Industrie normalerweise zu 316L, weil das Gesamtrisiko breiter ist als nur Massenkorrosion.
Dies ist einer der häufigsten Spezifikationsfehler in frühen Projektphasen: 304 vs 316L als einfache Preiswahl statt als Reinigbarkeits-, Fertigungs- und QA-Risikoentscheidung zu behandeln. In der Praxis, wenn ein Team fragt, ob 304L noch verwendet werden kann, ist die bessere Folgefrage normalerweise: Verwendet wo, unter welchem Reinigungsregime, mit welcher Anforderung an die Oberflächenbeschaffenheit und unter welcher Dokumentationsnorm?
Wo nichtmetallische Materialien noch wichtig sind
Die Auswahl von Rohrleitungsmaterialien für die Pharmaindustrie endet nicht mit der Rohrwand. Membranen, Ventilsitze, Dichtungen, Schläuche und andere benetzte nichtmetallische Teile bestimmen oft, ob die Endbaugruppe wie beabsichtigt funktioniert. PTFE, modifiziertes PTFE, EPDM, FKM, Silikon oder anwendungsspezifische Verbindungen können je nach Chemie, Temperatur, SIP-Exposition und Validierungsanforderungen beteiligt sein.
Bei vielen GMP-Abweichungen ist der Schwachpunkt nicht das Edelstahlrohr. Es ist das Grenzflächenmaterial, das als geringfügiger Verbrauchsartikel statt als kontrolliertes benetztes Bauteil behandelt wurde. Ein häufiges Beispiel ist ein chemisch kompatibles Metallsystem, gepaart mit einem Dichtungsmaterial, das unter wiederholter SIP schneller altert als ursprünglich in der Risikobewertung angenommen. Die Lehre ist nicht, dass die Metallauswahl isoliert falsch war; es ist, dass das benetzte System nicht als Ganzes überprüft wurde.
Wie Ingenieure zwischen Standard 316L, elektropoliertem 316L und höherspezifizierten Optionen entscheiden
Standard 316L vs. elektropoliertes 316L
Standard 316L und elektropoliertes 316L sind keine konkurrierenden Legierungsfamilien. Es sind unterschiedliche Entscheidungen zur Oberflächenbeschaffenheit, die auf derselben Grundmaterialfamilie basieren. Standard 316L kann vollständig akzeptabel sein, wo die erforderliche Oberflächenbeschaffenheit, Reinigungsfähigkeit und Inspektionserwartungen moderat sind. Elektropoliertes 316L wird attraktiver, wo die Anforderungen an Oberflächenkonsistenz, Rückstandsabgabeverhalten, Prüfbarkeit und Hochreinheits-Reinigungsfähigkeit strenger sind.
Die bessere Frage ist nicht “Ist elektropoliert besser?”, sondern “Benötigt dieser Prozess die vorteilhaften Eigenschaften der Oberflächenbeschaffenheit stark genug, um die strengere Anforderung zu rechtfertigen?” In der realen technischen Überprüfung wird Elektropolieren oft nicht gewählt, weil Standard 316L überall versagt hat, sondern weil der Prozess eine besser kontrollierte Oberfläche für Inspektionssicherheit, Rückstandsreaktion oder Hochreinheits-Betriebsdisziplin erforderte. Für die detaillierte Diskussion zur Oberflächenbeschaffenheit, verbinden Sie diesen Artikel mit Elektropolierter 316L vs. Standard 316L Edelstahl.

Wenn die Oberflächenbeschaffenheit die tatsächliche hygienische Leistung verändert
Die Oberflächenbeschaffenheit ist in der pharmazeutischen Anwendung kein kosmetisches Upgrade. Sie verändert die Reinigungsfähigkeit, die Inspektionsreaktion und das Rückstandsverhalten. Eine Anforderung an die Beschaffenheit ist am wichtigsten, wo der Prozess empfindlich auf Rückstände reagiert, wo die Wiederholbarkeit von SIP/CIP kritisch ist, wo die Produktkontaktinspektion streng ist oder wo die lokale Geometrie jeden Oberflächendefekt folgenreicher macht.
In hochreinen und biopharmazeutischen Umgebungen trennen Ingenieure die Legierungsauswahl nicht von der Beschaffenheitsauswahl, da das hygienische Ergebnis durch beides zusammen entsteht. Eine wiederkehrende Lehre aus Felduntersuchungen ist, dass ein System die richtige Legierung verwenden kann und dennoch unterperformt, wenn der lokale Beschaffenheitszustand stärker variiert, als das Risikomodell zuließ.
Wenn eine höhere Legierung oder eine spezielle Materialprüfung gerechtfertigt ist
Manchmal reicht 316L immer noch nicht aus, aber diese Entscheidung sollte auf Chemie und Ausfallmechanismus basieren, nicht auf Gewohnheit. Aggressivere Halogenidexposition, ungewöhnliche Lösungsmittelsysteme, starke Prozesschemie oder wiederholte Ausfallhistorie können eine höhere Legierungsprüfung rechtfertigen. Dieser Schritt sollte auf tatsächlichen Betriebsdaten, Korrosionsmechanismusprüfung und Prozesschemie basieren, nicht auf einer generellen Annahme, dass “Pharma immer die höchste verfügbare Qualität verwendet.”
Expertenrat hier ist einfach: Skalieren Sie die Legierung nicht hoch, weil das System “wichtig” ist. Skalieren Sie sie nur hoch, wenn Sie den Ausfallmodus definieren können, den Sie verhindern möchten, und den Grund, warum die Basisoption nicht genügend Spielraum bietet.
Materialauswahl nach Prozessbereich in pharmazeutischen Anlagen

Hochreines Wasser und zugehörige Reinigungs- und Versorgungssysteme
Hochreines Wasser und zugehörige Reinigungs- und Versorgungskreisläufe stellen hohe Anforderungen an Materialkonsistenz, Schweißqualität und langfristige Oberflächenstabilität. In diesen Systemen hängt die Materialentscheidung eng mit Rostneigung, Oberflächenkonsistenz, Schweißannahme und Reinigungskompatibilität zusammen. Die strengsten Spezifikationen konzentrieren sich meist weniger auf den Legierungsnamen allein und mehr darauf, ob das komplette Rohr-Schweiß-Paket eine stabile, wiederholbare hygienische Leistung über die Zeit gewährleisten kann.
Typische technische Anmerkung: In hochreinen Wasserkreisläufen ist die erste Sorge oft nicht die allgemeine Wandkorrosion. Es sind lokale Oberflächeninkonsistenzen, der Schweißzustand oder unvollständige Wiederherstellung der produktberührenden Oberfläche nach Fertigung und Nacharbeit. Deshalb konzentrieren sich Ingenieure, die wiederholte Kreislaufuntersuchungen erlebt haben, früh auf Schweißausführung und Oberflächennachweise, nicht nur auf die Legierungsbezeichnung.
Produktberührende Prozessleitungen und Transferbaugruppen
Produktberührende Prozessleitungen rechtfertigen meist die konservativste Materialauswahl. Hier können Korrosion, Oberflächenveränderungen, Extraktionsbedenken oder Fertigungsinkonsistenzen die direktesten Auswirkungen auf Produktqualität und Chargensicherheit haben. Die Materialgüte, Oberflächenbeschaffenheit, Anschlussstücke und Dokumentation sollten alle vor der Ausschreibung definiert werden, nicht erst nach der Fertigung geklärt.
In Projekten trennt sich hier am deutlichsten “geeignet für allgemeine hygienische Anwendungen” und “geeignet für validierte produktberührende Anwendungen”. Die Strafe für späte Klärung ist oft nicht nur technische Nacharbeit, sondern verzögerte FAT, SAT oder QA-Abschlüsse.
CIP/SIP-exponierte Abschnitte
CIP/SIP-exponierte Abschnitte zeigen oft Materialschwächen schneller auf als der Prozess selbst. Wiederholte Heißwasser-, Reinigungsdampf-, Laugen-, Säure-, Desinfektions- und Kühlzyklen verändern das Betriebsumfeld erheblich. In der Praxis werden viele materialbedingte Probleme in pharmazeutischen Rohrleitungen nicht zuerst durch das Produkt aufgedeckt; sie werden durch wiederholte Reinigungs- und Sterilisationszyklen offenbart.
Dies ist ein Grund, warum ein Ingenieur metallische und nichtmetallische benetzte Materialien gemeinsam überprüfen sollte, wenn das System wiederholte SIP/CIP-Belastungen erfährt. Ein häufiges Muster im Feld ist, dass das Rohr akzeptabel bleibt, während eine lokale Dichtung, Sitz oder Abzweigbaugruppe unter den tatsächlichen thermischen und chemischen Zyklen schneller altert als erwartet.
Probenahme, Ventilverteiler und andere Hochrisiko-Lokalbausätze
Die schwierigsten Materialentscheidungen liegen oft bei lokalen Baugruppen, nicht in geraden Rohrstrecken. Probenahmeventile, Verteilverteiler, Abzweigverbindungen, Membranventile und Instrumenten-T-Stücke kombinieren höhere Schweißdichte, mehr Schnittstellen, höheres Totraumrisiko und höhere Inspektionsempfindlichkeit. Hier ist das gesamte Hygienepaket am wichtigsten.
Deshalb sollte dieser Artikel direkt mit Auswahl von Hygienefittings für GMP-Anlagen. verbunden sein. In der Pharmaindustrie ist die richtige Legierung in der falschen Baugruppe immer noch das falsche Ergebnis. Ingenieure, die diese Systeme regelmäßig warten, wissen, dass die Leitung selten “überall” versagt. Sie versagt zuerst an der lokalen Stelle, die als normal behandelt wurde, obwohl sie tatsächlich der höchste Risikopunkt im Kreislauf war.
Schweißbarkeit, Oberflächenzustand und Nachbearbeitung
Warum die Schweißdichte das Materialrisiko verändert
Je mehr Schweißnähte ein hygienisches System enthält, desto weniger sinnvoll ist es, über die Materialwahl zu sprechen, als ob nur das Grundrohr wichtig wäre. Wärmeeinflusszonen beim Schweißen, Spülqualität, Zustand der Innenwulst, Konsistenz beim Orbitalschweißen und Nacharbeitshistorie beeinflussen alle, ob das endgültige System sich wie ein reinigungsfähiges GMP-Asset oder eine wiederkehrende Abweichungsquelle verhält.
Ein System mit ausgezeichneter Legierungswahl, aber schlechter Schweißausführung ist immer noch ein schwaches pharmazeutisches System. Praktisch gesehen erhöht jede zusätzliche Schweißnaht die Bedeutung der Fertigungsdisziplin, nicht nur die Bedeutung des Legierungszertifikats.
Warum Oberflächendefekte eine gute Materialwahl zunichtemachen können
Eine korrekte Legierung rettet keine schlechte produktberührende Oberfläche. Oberflächenunregelmäßigkeiten, Schweißverfärbungen, schlechte Kontur, Kratzer, Kontamination durch Fertigungshandhabung oder unkontrollierte Nacharbeit können alle den hygienischen Wert einer guten Materialauswahl verringern. Hier sehen Ingenieure oft die erste Lücke zwischen Spezifikationsabsicht und installierter Realität.
Typischer Branchenfall: Das Projekt spezifizierte korrekt 316L für eine kritische produktberührende Schleife, aber das Übergabepaket löste dennoch Besorgnis aus, weil lokales Schweißaussehen, Oberflächenkonsistenz und Boroskopüberprüfung den behaupteten hygienischen Standard nicht unterstützten. Die Legierung war nicht das Problem. Der gefertigte Oberflächenzustand war es.
Dieser Fall ist häufig genug, um relevant zu sein. Er ist ein Grund, warum erfahrene Prüfer eine Schleife nicht einfach mental abzeichnen, nur weil das Materialtestzertifikat korrekt aussieht.

Passivierung, Reinigungskompatibilität und Langzeitstabilität
Passivierung und Nachbearbeitung nach der Fertigung sind Teil der Materialstrategie, kein optionaler Feinschliff. Ein Material, das auf dem Papier korrekt ist, aber schlecht bearbeitet, nach der Fertigung unzureichend gereinigt oder nach Schweißarbeiten nicht angemessen wiederhergestellt wurde, wird nicht wie das spezifizierte Material funktionieren. Das ist besonders wichtig in Systemen mit wiederholter Reinigung, Hygienisierung und Validierungsprüfungen.
Expertenrat hier ist einfach: Behandeln Sie die Oberflächenbeschaffenheit nach der Fertigung nie als kosmetischen Abschluss. Im hygienischen Pharmabereich ist sie Teil der technischen Leistung der Materialentscheidung selbst.
Dokumentation und Rückverfolgbarkeit: Warum Materialauswahl auch eine QA-Entscheidung ist
Was QA normalerweise sehen möchte
In GMP-Rohrleitungsprojekten ist das korrekte Material nur die halbe Antwort. QA benötigt normalerweise Nachweise. Je nach Projektumfang kann das Wärmenummern, Materialtestzertifikate, EN 10204 3.1-Zertifikate, PMI-Aufzeichnungen (wo erforderlich), Oberflächengüteaufzeichnungen, Schweißpläne, Schweißprotokolle, Prüfprotokolle und Übergabedokumentation umfassen, die die installierte Baugruppe mit der genehmigten Spezifikation verknüpft.
Das genaue Paket variiert je nach Projekt, aber das Muster ist konsistent: Wenn die Materialwahl nicht rückverfolgt und verifiziert werden kann, bleibt es ein Projektrisiko. Hier verlieren viele technisch fähige Pakete Zeit während der Übergabe: nicht weil die Metallurgie falsch war, sondern weil die Nachweiskette dünner war, als die GMP-Umgebung erforderte.
Warum “Richtiges Material” ohne Aufzeichnungen immer noch ein Projektrisiko ist
Eines der häufigsten Pharma-Projektversagen ist nicht die falsche Legierungsauswahl. Es ist der unvollständige Abschluss der Nachweiskette. Das Rohr kann korrekt sein. Die Armaturen können korrekt sein. Die Schweißnähte können sogar akzeptabel sein. Aber wenn Rückverfolgbarkeit, Oberflächenaufzeichnungen oder Inspektionsdokumentation unvollständig sind, kann die QA-Freigabe immer noch ins Stocken geraten.
Typischer Branchenfall: Ein GMP-Rohrleitungspaket bestand die Fertigungsprüfung, scheiterte aber an der Übergabebereitschaft, weil die Wärmebehandlungsnachweise und Oberflächenaufzeichnungen für eine Gruppe von hygienischen Rohrleitungsteilen unvollständig waren. Das Problem war nicht die technische Metallurgie. Es war die Dokumentationskontrolle.
Deshalb behandeln erfahrene Ingenieure Dokumentation von Anfang an als Teil der Materialauswahl, nicht als Papierkram für das Projektende.
Wie man Materialanforderungen vor der RFQ definiert
Die beste Zeit, um Materialerwartungen zu definieren, ist vor der RFQ, nicht während der Mängellistenprüfung. Eine starke RFQ definiert normalerweise die Legierungsgüte, Rohrleitungsnorm, Oberflächenziel, Schweißanforderungen, Passivierungserwartungen, Dokumentationslieferungen und spezifische Inspektionsanforderungen für die Annahme.
Für den vollständigen QA-Aspekt dieses Themas, verbinden Sie diesen Artikel mit Dokumentation und Rückverfolgbarkeit in Pharma-Rohrleitungsprojekten.

Forschungsbeispiele, Branchenfälle und Expertenrat
Typischer Ingenieursfall 1: 316L war korrekt, aber die Schweißzone verfehlte die hygienische Absicht
Dies ist einer der realistischsten Ausfälle in pharmazeutischen Rohrleitungen. Das Designteam wählte die richtige Legierungsfamilie, aber die installierte Schweißzone bewahrte nicht die hygienische Absicht der Materialwahl. Die daraus resultierende Sorge kann sich als Inkonsistenz der Oberfläche, Inspektionsfehler, schwierige Reinigungsreaktion oder QA-Zögern bezüglich der lokalen Produktkontaktqualität zeigen.
Die Lehre ist direkt: In der Pharmaindustrie können Materialauswahl und Schweißausführung nicht getrennt werden. Die stärksten Systeme sind nicht die mit der teuersten Materialbeschreibung. Sie sind diejenigen, bei denen Material, Oberfläche, Fertigung und Inspektionslogik alle dasselbe hygienische Ziel unterstützen.
Typischer Ingenieursfall 2: Das QA-Problem war die Dokumentation, nicht die Legierung
Ein weiterer häufiger Ausfallmodus tritt während der Übergabe auf. Das Projekt verwendete die korrekte Materialgüte, aber das Paket fehlte die Aufzeichnungen, die zur Nachweisführung der Konformität benötigt wurden. Fehlende Zertifikate, unklare Rückverfolgbarkeit, unvollständige Oberflächenprotokolle oder schwache Schweißdokumentation können die Genehmigung verzögern, selbst wenn das installierte Metall technisch korrekt ist.
Deshalb behandeln erfahrene Ingenieure die Dokumentation von Anfang an als Teil der Materialauswahl. In praktischer GMP-Arbeit ist eine undokumentierte korrekte Wahl immer noch eine unvollständige Wahl.
Typische Ingenieurfallstudie 3: Elektropolieren war aufgrund der Reinigungsfähigkeit erforderlich, nicht weil 316L “falsch” war”
Manchmal wird Standard-316L nicht abgelehnt, weil die Legierung unzureichend ist, sondern weil die Anforderung an die Oberflächengüte das hygienische Ziel verändert hat. In solchen Fällen ist die bessere Antwort nicht zu sagen, dass das Projekt die falsche Metallfamilie gewählt hat. Die bessere Antwort ist, dass das Projekt schließlich eine strengere Anforderung an Reinigungsfähigkeit und Prüfbarkeit erkannt hat, als die ursprüngliche Oberflächengütespezifikation unterstützte.
Das ist eine normale ingenieurtechnische Verfeinerung, keine Blamage. Genau so verbessert ein starkes Prozessteam die Spezifikationsgenauigkeit im Laufe der Zeit.
Expertenrat: Fragen Sie, welchen Ausfall Sie tatsächlich verhindern wollen
Die beste Frage zur Materialauswahl ist nicht “Welche Güte verwenden die meisten Leute?” Sie lautet: “Welchen Ausfall versuchen wir in diesem spezifischen System zu verhindern?” Die Antwort könnte Korrosion sein. Es könnte Rostrisiko sein. Es könnte Bedenken hinsichtlich Extraktstoffen sein. Es könnte reinigungsfähigkeitsgetriebene Oberflächengüte sein. Es könnte Schweißungsinkonsistenz sein. Es könnte ein QA-Abschlussversagen sein. Sobald dieser Ausfallmodus klar ist, wird die Materialentscheidung viel rationaler.
Das ist der konsistenteste Rat von Ingenieuren, die echte Abweichungen in pharmazeutischen Rohrleitungen durchgearbeitet haben: Definieren Sie zuerst den Ausfallmodus, und die Materiallogik wird klarer, enger und leichter zu verteidigen.
Häufige Fehler bei der Materialauswahl für pharmazeutische hygienische Rohrleitungen
Auswahl allein nach Legierungsnamen
Die Legierungsfamilie ist wichtig, aber das installierte hygienische Ergebnis hängt auch von Oberflächenbeschaffenheit, Schweißnähten, Geometrie, Schnittstellen und Dokumentation ab.
Unterscheidung zwischen Güteklasse und Oberflächenbeschaffenheit
Standard 316L und elektropoliertes 316L sind nicht austauschbar, wenn das hygienische Ziel durch die reinigungs- und prüfungsbezogenen Erwartungen der Oberflächenbeschaffenheit definiert ist.
Vernachlässigung der Schweißbarkeit und Fertigungsrealität
Ein korrekter Grundwerkstoff mit schlechter Schweißausführung ist immer noch ein schwaches GMP-Rohrleitungspaket.
Behandlung der Dokumentation als Problem nach der Beschaffung
In Pharma-Projekten ist die Dokumentation Teil der Abnahme, nicht ein nachträglicher Gedanke für die Übergabe.
Verwendung einer Materialregel für jeden Prozessbereich
Hochreine Wasserkreisläufe, produktberührende Übertragungen, CIP/SIP-exponierte Abschnitte und Hilfsbereiche haben nicht alle die gleichen hygienischen oder Compliance-Konsequenzen.
Praktische Auswahlliste für pharmazeutische hygienische Rohrleitungsmaterialien
Fragen, die vor der endgültigen Materialfreigabe zu beantworten sind
- Welches Prozessmedium oder Produkt kommt tatsächlich mit der Oberfläche in Kontakt?
- Welcher CIP/SIP-Einsatz wird das System tatsächlich erfahren?
- Welche Oberflächengüte ist für Reinigbarkeit und Inspektion erforderlich?
- Welche lokalen Baugruppen bergen das höchste Kontaminations- oder Rückhalterisiko?
- Welches Dokumentationspaket ist für die QA-Freigabe erforderlich?
- Ist Standard 316L ausreichend, oder ändern die Anforderungen an Oberfläche und Fertigung die Antwort?
Was im Angebotsanfrage (RFQ) zu definieren ist
- Legierungsgrad
- Rohrstandard
- Oberflächengüteanforderung
- Schweißannahmekriterien
- Passivierung / Erwartungen nach der Fertigung
- Zertifikate und Rückverfolgbarkeitsdokumente
- Freigabeprüfanforderungen
Fazit: Gute pharmazeutische Materialauswahl ist eine Systementscheidung, kein Metallkauf
Gute pharmazeutische hygienische Rohrleitungsmaterialauswahl ist eine Systementscheidung, kein Metallkauf. Die stärksten Projekte wählen Materialien durch gemeinsame Betrachtung von Korrosionsbeständigkeit, Oberfläche, Schweißbarkeit, Reinigungsregime, QA-Dokumentation und Prozessrisiko. Deshalb ist 316L in kritischen GMP-hygienischen Rohrleitungen so verbreitet, aber auch warum 316L allein nie die ganze Antwort ist.
Wenn Sie ein saubereres Pharma-Themencluster wünschen, verbinden Sie diesen Artikel mit Elektropolierter 316L vs. Standard 316L Edelstahl, Auswahl von Hygienefittings für GMP-Anlagenund Dokumentation und Rückverfolgbarkeit in Pharma-Rohrleitungsprojekten.
FAQ
Ist 316L immer in pharmazeutischen hygienischen Rohrleitungen erforderlich?
Nein. 316L ist die praktische Basis für viele kritische pharmazeutische hygienische Systeme, aber die endgültige Wahl hängt immer noch von Prozesschemie, Oberflächenanforderung, Schweißdichte, Validierungserwartungen und Projektrisiko ab.
Was ist der Unterschied zwischen elektropoliertem 316L und Standard-316L in pharmazeutischen Anwendungen?
Die Basislegierungsfamilie mag dieselbe sein, aber der Oberflächenzustand ist es nicht. Elektropolierter 316L wird dort gewählt, wo eine engere Oberflächenkonsistenz, Reinigungsfähigkeit und Prüfbarkeit erforderlich sind.
Kann 304L noch in pharmazeutischen Rohrleitungsprojekten verwendet werden?
Manchmal. Es kann immer noch in Anwendungen mit geringerem Risiko oder in Altbeständen vorkommen, aber kritische GMP-hygienische Produktkontaktsysteme gehen häufiger zu 316L über, da die Entscheidung breiter ist als nur die Korrosionskosten.
Warum ist Dokumentation Teil der Materialauswahl in GMP-Projekten?
Weil die QA-Freigabe von Nachweisen abhängt, nicht nur von der Absicht. Ein korrekter Werkstoff ohne Rückverfolgbarkeit, Zertifikate und zugehörige Prüfaufzeichnungen stellt immer noch ein Projektrisiko dar.
Welche Normen sind am wichtigsten bei der Auswahl von Hygienisch-Rohrleitungsmaterialien für die Pharmaindustrie?
ASME BPE, FDA 21 CFR 211.65 und 211.67, ASTM A270 und der GMP-Rahmen einschließlich Anhang 1 gehören zu den nützlichsten Ausgangspunkten. Sie prägen, wie Ingenieure Materialien, Fertigungsqualität, Reinigungsfähigkeit und Dokumentationserwartungen definieren.
Beseitigt eine gute Legierungsauswahl die Notwendigkeit von Schweiß- und Oberflächenkontrolle?
Nein. Eine korrekte Legierung mit schlechter Oberflächenkonsistenz, schwacher Schweißqualität oder unvollständiger Nachbehandlung kann immer noch die hygienische Absicht des Projekts verfehlen.

