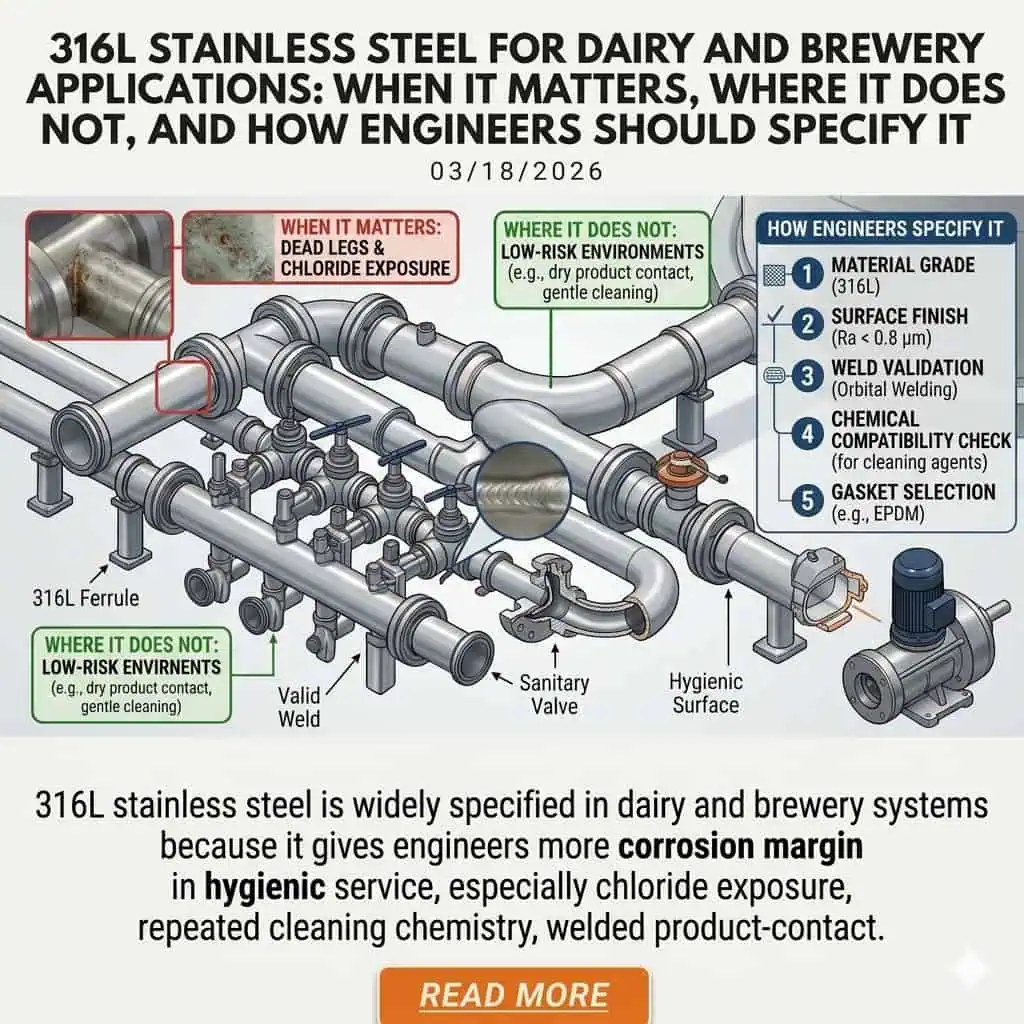
316L-Edelstahl wird in Molkerei- und Brauereianlagen häufig spezifiziert, da er Ingenieuren in hygienischen Anwendungen einen größeren Korrosionsspielraum bietet, insbesondere dort, wo Chloridexposition, wiederholte Reinigungschemikalien, geschweißte produktberührende Baugruppen und höhere Hygienekonsequenzen zusammenfallen. Das bedeutet nicht, dass 316L überall obligatorisch ist. In realen Molkerei- und Brauereianlagen hängt die richtige Materialwahl vom tatsächlichen Produkt, dem Reinigungsregime, der lokalen Geometrie, der Schweißdichte und der Schwere der Konsequenzen ab, wenn lokale Korrosion oder Oberflächenverschlechterung an einer Ferrule, Schweißnaht, Ventilsitz oder Probenahmestelle beginnt.
Deshalb ist eine gute 316L-Entscheidung nie nur eine Materialaufwertungsentscheidung. Es ist eine hygienische Zuverlässigkeitsentscheidung. Wenn Ihr Prozess Salzlake, aggressive CIP-Exposition, anspruchsvollere bier- oder milchkontaktierende Zonen, wiederholte Heißreinigung oder komplexe geschweißte Verteiler umfasst, verdient 316L oft eine genauere Prüfung. Wenn der Betrieb milder und das Hygienerisiko geringer ist, können 304 oder 304L immer noch voll akzeptabel sein. Dieser Leitfaden erklärt, wann 316L in Molkerei- und Brauereianwendungen wirklich wichtig ist, wo nicht und wie Ingenieure es spezifizieren sollten, damit die Materialaufwertung ein echtes Problem löst, anstatt zu einer teuren Ablenkung zu werden.
Was unterscheidet 316L von 304/304L in Molkerei- und Brauereianwendungen?
Warum Molybdän in hygienischem Edelstahl wichtig ist
Der wichtigste Unterschied zwischen 316L und 304/304L in hygienischen Anwendungen ist das zusätzliche Molybdän. In praktischen ingenieurtechnischen Begriffen ist das wichtig, weil Molybdän die Widerstandsfähigkeit gegen lokale Korrosionsmechanismen wie Lochfraß und Spaltkorrosion verbessert, insbesondere in chloridhaltigen Umgebungen. Das ist genau die Art von Risiko, das wichtiger wird um Dichtungsflächen, schweißnahe Merkmale, Ferrules, Probenahmestellen und schlecht entwässerte lokale Taschen, wo Rückstände oder Reinigungschemikalien länger konzentriert bleiben können als sie sollten.
Deshalb wird 316L oft zuerst für Salzlakesysteme, salzhaltige Produkte, chloridhaltige Zutaten oder hygienische Leitungen geprüft, die wiederholter Reinigungsexposition ausgesetzt sind und wenig Toleranz für lokale Korrosion haben. Korrosionsleitfaden von Outokumpu und Auswahlleitfaden des Nickel Institute beide zeigen in die gleiche Richtung: Molybdän verbessert die Beständigkeit gegen Loch- und Spaltkorrosion, während kohlenstoffarme CrNiMo-Güten dort eingesetzt werden, wo eine stärkere Korrosionsbeständigkeit in anspruchsvolleren Betriebsbedingungen erforderlich ist.
Für den Milch- und Brauereianwender ist die nützlichere Frage nicht “Ist 316L Premium?”, sondern “Wird eine zusätzliche Korrosionsmarge die Zuverlässigkeit an den genauen Stellen verändern, an denen diese hygienische Leitung am anfälligsten ist?”
Warum die kohlenstoffarme “L”-Güte in geschweißten hygienischen Systemen wichtig ist
Die kohlenstoffarme “L”-Güte ist wichtig, weil Milch- und Brauereisysteme stark gefertigt und stark geschweißt sind. Hygienische Rohrsysteme, Ventilverteiler, Probenabzweige, Prozessskids, Tankstutzen und kundenspezifisch gefertigte Baugruppen erzeugen alle wärmebeeinflusste Zonen, die im Laufe der Zeit korrosionsbeständig und reinigbar bleiben müssen. Richtlinien des Nickel-Instituts zur geschweißten Fertigung und Leitfaden für Edelstahlrohrleitungen beachten Sie, dass kohlenstoffarme Güten wie 316L das Risiko der Sensibilisierung verringern und bevorzugt werden, wo geschweißte Edelstahlrohrleitungen im Betrieb ihre Korrosionsbeständigkeit behalten müssen.
In der Praxis beseitigt niedriger Kohlenstoffgehalt nicht die Notwendigkeit einer ordnungsgemäßen Spülqualität, internen Schweißprofilkontrolle, Beizung, Passivierung oder Disziplin im Umgang nach der Fertigung. Was es tut, ist die Wahrscheinlichkeit zu verbessern, dass der Schweißbereich in anspruchsvollem hygienischem Betrieb die Korrosionsmarge konsistenter aufrechterhält.
Was 316L verbessert – und was nicht
316L verbessert die Korrosionsreserve. Es schafft nicht automatisch ein hygienisches System. Es kann die Wahrscheinlichkeit lokaler Angriffe in anspruchsvolleren Molkerei- und Brauereianwendungen verringern. Es kann in chloridhaltigen Umgebungen besser abschneiden. Es kann besser für geschweißte produktberührende Baugruppen geeignet sein, die stärkerer Reinigungsexposition ausgesetzt sind. Aber es behebt nicht Totstrecken, schlechte Entwässerung, raue Schweißnähte, falsche Dichtungsauswahl oder schwache CIP-Geometrie.
Hier müssen Materialentscheidungen mit der umfassenderen hygienischen Designlogik verbunden bleiben. Wenn der tatsächliche Schwachpunkt in der Leitung die Abzweiggeometrie, Stagnation an Probenahmestellen oder wiederholte Rückstände an Tiefpunkten ist, kann der Wechsel von 304L zu 316L die Korrosionstoleranz verbessern, während das eigentliche Reinigungsproblem unberührt bleibt. Deshalb sollte dieser Artikel neben CIP-Designüberlegungen für hygienische Rohrleitungen und Reinigung und Wartung von Hygienerohrleitungssystemen.
Warum Molkerei- und Brauereianwendungen oft 316L vorschreiben
Molkereianwendungen mit höherer Korrosions- oder Hygieneauswirkung
Die Molkerei ist eines der deutlichsten Beispiele dafür, warum 316L manchmal Priorität verdient. Nicht jede Molkereileitung benötigt es, aber bestimmte Molkereianwendungen stellen viel höhere Anforderungen an Korrosionsbeständigkeit und hygienische Stabilität. Käse-Salzlake-Systeme sind das stärkste Beispiel. Die USDA-Leitlinie zur Überprüfung von Molkereiausrüstung besagt, dass Edelstahltanks für Käse-Salzlake-Systeme und zugehörige Ausrüstung aus 316er Edelstahl hergestellt werden sollten. Das ist keine Marketingpräferenz. Es ist eine molkereispezifische Anerkennung, dass salzhaltiger Betrieb das Korrosionsproblem so verändert, dass eine andere Materialbasis gerechtfertigt ist.
In umfassenderen Molkereiarbeiten verdient 316L auch Überprüfung in Bereichen mit wiederholter heißer CIP-Exposition, aggressiverer Säurereinigung, geschweißten produktberührenden Verteilerrohren, Hochreinheitszonen oder lokalen Merkmalen, wo chlorid- oder proteinhaltige Rückstände bei unvollkommener Entwässerung länger konzentriert bleiben können.
Branntweinbrennerei-Anwendungen, bei denen 316L eine genauere Betrachtung verdient
Der Einsatz in Brauereien ist selektiver. Leitlinien des Brauerverbands für wiederbefüllbare Fässer besagen, dass berührungsflächen mit Bier aus lebensmittelsicherem AISI 304- oder AISI 316-Edelstahl hergestellt sein sollten. Dies ist ein wichtiger Punkt, da er zeigt, dass Brauereien nicht mit einer einzigen verbindlichen Antwort konfrontiert sind. Beide Güteklassen werden verwendet. Die technische Entscheidung hängt vom tatsächlichen hygienischen Risiko, dem Reinigungsregime, der Schweißnahtdichte und der Korrosionsbelastung des betrachteten Bereichs ab.
316L verdient in Brauereikellersystemen, der Handhabung von blankem Bier, aggressiven Reinigungszonen, Probenanordnungen, Ventilgruppen, hefe-bezogenen Handhabungsbereichen und anderen produktberührenden Kreisläufen, bei denen Korrosionsbeständigkeit und hygienische Konsequenzen überlappen, eine genauere Aufmerksamkeit. Das technische Weißbuch des Brauerverbands zur Hefehandhabung stellt ebenfalls fest, dass dedizierte oder umgenutzte Tanks für den Hefeeinsatz idealerweise 304- oder 316L-Edelstahl verwenden, 3-A- oder EHEDG-Prinzipien befolgen und CIP- und Hitzesterilisationsfähigkeit umfassen sollten. Diese Kombination ist wichtig, da sie zeigt, dass die Materialentscheidung zusammen mit hygienischem Design und Reinigungsfähigkeit getroffen wird, nicht isoliert.
Warum viele Anlagen eine risikobasierte 304/316L-Aufteilung verwenden
Viele gute Molkerei- und Brauereiprojekte verwenden 316L nicht überall. Sie setzen es dort ein, wo es das Risiko verändert. Korrosionspapier von FORCE Technology Hinweis: Prozessanlagen in diesen Branchen werden normalerweise entweder als AISI 304 oder AISI 316L spezifiziert. Das spiegelt wider, was Ingenieure in der Praxis tun: Sie bewerten das Risiko. Hochrisiko-Produktkontaktzonen, salzwasserbezogene Ausrüstung, aggressivere CIP-exponierte Baugruppen oder stark geschweißte hygienische Verteiler können auf 316L umgestellt werden, während mildere Betriebszonen bei 304/304L bleiben.
Dies ist oft die beste Balance zwischen Korrosionsbeständigkeit und Investitionskosten. Es macht die Spezifikation auch glaubwürdiger, weil das Material-Upgrade an die Betriebsschwere gebunden ist, anstatt als pauschale Lösung überall eingesetzt zu werden.

| Zone oder Aufgabe | 304/304L oft akzeptabel | 316L verdient Überprüfung |
|---|---|---|
| Allgemeine Produktkontaktrohre | Milde Produkte, moderate Reinigung, geringe Chloridexposition | Häufige heiße CIP, strengere hygienische Konsequenzen, höhere Schweißdichte |
| Salzwasserbezogene Dienstleistung in der Molkerei | Normalerweise nicht bevorzugt | Aufgrund des Chlorid-induzierten Korrosionsrisikos stark bevorzugt |
| Brauerei-Bierkontakt-Anwendung | Üblich und oft akzeptabel | Nützlich bei höherer Reinigungsintensität, Spaltrisiko oder lokaler Korrosionsbelastung |
| Probenverteiler / Ventilgruppen | Möglich bei milderen Anwendungen | Frühzeitige Bewertung lohnt sich, da lokale Rückhaltung und Schweißnahtdichte höher sind |
Wenn 316L die bessere Wahl in realen Molkerei- und Brauereisystemen ist
Chloridhaltige Anwendung
Wenn Chloride Teil der tatsächlichen Betriebsumgebung sind, verdient 316L eine frühzeitige Überprüfung. Dies umfasst Käselake, salzhaltige Milchströme, Würzflüssigkeiten, bestimmte Brauereireinigungsrückstände und jeden hygienischen Ort, wo chloridhaltige Flüssigkeiten in spaltanfälligen Bereichen um Ferrule, Ventilsitze, Probenahmepunkte oder schlecht entwässerte Schweißdetails verbleiben können. Hier wird der Molybdänvorteil in 316L praktisch relevant, anstatt nur theoretisch.
Ein häufiges Feldmuster ist, dass das gerade Rohr akzeptabel erscheint, während lokaler Angriff zuerst an Klemmenverbindungen, um Dichtungskontaktbereiche oder in der Nähe von schweißnahen Merkmalen beginnt. Das bedeutet nicht, dass die gesamte Materialwahl falsch war. Es bedeutet, dass die Orte mit dem höchsten Spalt- und Rückhalterisiko sind, wo die Materialmarge zuerst am sichtbarsten wird.

Wiederholte Säure-, Laugen- oder Desinfektionsmittelreinigung
Wiederholte Reinigungsexposition kann 316L rechtfertigen, selbst wenn das Produkt selbst nicht besonders aggressiv ist. Milch- und Brauereileitungen existieren nicht nur im Produktbetrieb. Sie existieren in der kombinierten Umgebung aus Produkt, Spülwasser, Lauge, Säure, Desinfektionsmitteln, Hitze und Abschaltfeuchtigkeit. Wenn die Leitung wiederholte Reinigungszyklen, heiße Abspülung oder aggressivere Chemie erfährt, muss das Material die Reinigungsumgebung ebenso überstehen wie die Produktumgebung.
Das ist auch der Grund, warum FDA 21 CFR 117.40 hier so relevant ist. Lebensmittelkontaktflächen müssen korrosionsbeständig sein und für die vorgesehene Nutzungsumgebung ausgelegt sein, einschließlich Reinigungsverbindungen, Desinfektionsmittel und Reinigungsverfahren. Mit anderen Worten, “das Produkt ist mild” ist allein kein ausreichender Grund, das Reinigungsregime zu ignorieren.
Hohe Schweißdichte und komplexe hygienische Baugruppen
Je mehr die hygienische Baugruppe geschweißt und gefertigt wird, desto sorgfältiger sollte 316L in Betracht gezogen werden. Probenverteiler, Ventilgruppen, Gestellfertigung, verzweigungsreiche produktberührende Systeme und kundenspezifische Molkerei- oder Brauereibaugruppen vervielfachen alle die Anzahl der Schweißbereiche und lokalen Detailübergänge, die im Laufe der Zeit korrosionsbeständig und reinigungsfähig bleiben müssen. In diesen Systemen kann 316L gerechtfertigt sein, nicht weil die gesamte Leitung stark korrosiv ist, sondern weil die Leitung zu viele geschweißte lokale Merkmale enthält, um einen engeren Korrosionsspielraum zu akzeptieren.
Häufiges technisches Beispiel: Bei einem kostensensitiven Molkereigestell verwenden Teams oft 304L für weniger risikoreiche Rohrleitungen, wechseln aber Ventilblöcke, Probenabzweigungen und stärker geschweißte produktberührende Verteilerabschnitte auf 316L. Das Ergebnis ist keine “gemischte Qualität”. Es ist eine genauere Zuordnung des Materials zum hygienischen Risiko.
Wenn 304 oder 304L möglicherweise immer noch vollständig akzeptabel sind
Mildes Produkt, moderate Reinigung, geringere hygienische Konsequenz
304 oder 304L können in vielen Molkerei- und Brauereisystemen immer noch vollständig akzeptabel sein, wo das Produkt milder ist, die Reinigungsumgebung moderater ist und die lokale hygienische Konsequenz geringer ist. Das gilt besonders für kostensensitive Projekte, sekundäre Unterstützungssysteme oder ausgewählte produktberührende Bereiche, wo Chloridexposition begrenzt ist und die Betriebserfahrung die höhere Legierung nicht rechtfertigt.
Das ist ein Grund, warum Brauereien häufig sowohl 304 als auch 316 in verschiedenen Kontexten verwenden, anstatt eine Güteklasse als universell verbindlich zu behandeln.
Warum die Überspezifikation von 316L nicht automatisch die Hygiene verbessert
Überdimensionierung von 316L verbessert nicht automatisch die hygienische Leistung, wenn der Schwachpunkt im System nicht materialbedingt ist. Ein Totraum bleibt ein Totraum in 316L. Eine raue Schweißnaht bleibt eine raue Schweißnaht in 316L. Ein schlecht entwässerter Probenahmepunkt bleibt in 316L schwer zu reinigen. Eine beschädigte Dichtung wird nicht chemisch korrekt, nur weil die Spannhülse aus molybdänhaltigem Edelstahl besteht.
Eine häufige Lektion bei Nachrüstungen ist, dass Teams nach wiederholten ATP- oder Rückstandsproblemen auf 316L umsteigen, dann aber nur begrenzte Verbesserungen sehen, weil die eigentliche Ursache eine schlechte lokale Geometrie, Schweißnahtprofil oder Entwässerungsverhalten war. Deshalb sollte die Materialprüfung mit CIP-Design verbunden bleiben und kein Ersatz dafür werden.
Eine bessere technische Frage als “Welche Güteklasse ist die beste?”
Die bessere technische Frage ist nicht “Welche Güteklasse ist die beste?”, sondern “Welche Güteklasse verändert das tatsächliche Risiko in diesem spezifischen Einsatz?”.” Diese Formulierung zwingt das Designteam, Produktchemie, Reinigungsexposition, lokales Rückhalterisiko, Schweißnahtdichte, hygienische Konsequenzen und Wartungsrealität gemeinsam zu bewerten. So werden starke Materialentscheidungen tatsächlich in Molkerei- und Brauereiprojekten getroffen.
Oberflächengüte, Schweißqualität und Passivierung: Warum 316L allein nicht ausreicht
Oberflächengüte ist Teil der hygienischen Leistung
Die Oberflächenbeschaffenheit ist in Molkerei- und Brauereianwendungen nicht kosmetisch. Sie ist Teil der Korrosions- und Reinigungsleistung des Systems. FORCE Technologys Oberflächenspezifikationspapier betont, dass Edelstahloberflächen nicht nur nach Legierungsgrad, sondern auch nach Oberflächenzustand spezifiziert werden, da dies sowohl die hygienische Leistung als auch das Korrosionsverhalten beeinflusst. Eine korrosionsbeständigere Legierung macht die praktische Bedeutung einer gut kontrollierten Produktkontaktoberfläche nicht zunichte.
Schweißfehler verringern die Korrosionstoleranz und beeinträchtigen die Hygiene
Schweißfehler und schlechte Oberflächenbeschaffenheit nach der Fertigung verringern genau die Korrosionstoleranz, die Benutzer von 316L erwarten. FORCE Technologys Korrosionspapier stellt klar fest, dass Defekte die Toleranz gegen Korrosion verringern und hygienische Anforderungen beeinträchtigen. Das ist eine der wichtigsten praktischen Wahrheiten in diesem gesamten Thema. In Molkerei- und Brauereisystemen wird das erste Korrosions- oder Reinigungsproblem oft nicht durch die falsche Legierungsfamilie verursacht. Es wird durch die Art und Weise verursacht, wie die Legierung gefertigt und bearbeitet wurde.
Häufiges Praxisbeispiel: ein lokaler Verteiler wird korrekt auf 316L aufgerüstet, aber eine Ferrule-zu-Rohr-Schweißnaht bleibt wärmebehandelt und rau. Nach der Inbetriebnahme wird diese schweißnahe Stelle der erste Ort, an dem Rückstandsretention oder Verfärbung auftritt. Die Lehre ist nicht, dass 316L versagt hat. Die Lehre ist, dass 316L immer noch eine hygienische Fertigungsdisziplin benötigt.

Passivierung und Nachbehandlung sollten nicht als nachträglicher Gedanke betrachtet werden
Beizen, Passivieren, Kontaminationskontrolle und Nachbearbeitung sollten in Edelstahlsystemen für Molkereien und Brauereien nicht als nachträgliche Gedanken behandelt werden. Wenn Fabrikationskontamination oder schlechte Nachbehandlung die Oberfläche weniger korrosionsbeständig als beabsichtigt hinterlässt, geht der erwartete Vorteil von 316L teilweise vor Inbetriebnahme verloren. Ingenieure sollten den Oberflächenzustand nach der Fertigung als Teil der hygienischen Materialspezifikation behandeln, nicht als separate Werkstattdetail.
Forschung und Branchenbeispiele, die erklären, warum 316L verwendet wird
Warum Salzlösungsdienst Molkereiausrüstung zu 316er Edelstahl drängt
Käsesalzlösungsdienst ist einer der stärksten molkereispezifischen Gründe, 316er Edelstahl zu spezifizieren. USDA-Leitlinien für Molkereiausrüstung sind in Bezug auf Käsesalzlösungssysteme und zugehörige Ausrüstung explizit. Dies ist wichtig, weil es keine vage Empfehlung für “Lebensmittelqualität” ist. Es ist eine branchenspezifische Anerkennung, dass chloridreicher Dienst das Korrosionsproblem so verändert, dass eine andere Materialanforderung gerechtfertigt ist.
Warum Brauereien und Molkereien oft durch Oberflächenzustand gewinnen oder verlieren
Sowohl in Brauereien als auch Molkereien ist die Legierungsgüte nur ein Teil der Geschichte. Der Oberflächenzustand entscheidet oft, ob sich das System wie eine hygienische Anlage oder ein wiederkehrender Störpunkt verhält. Die FORCE Technology-Papiere sind hier besonders wertvoll, weil sie sich genau auf das konzentrieren, was Praktiker im Feld sehen: die Wechselwirkung zwischen Güte, Oberflächenzustand, Korrosionsverhalten und hygienischen Anforderungen in realen Verarbeitungsumgebungen.
Eine echte Ingenieurslektion: Bessere Legierung rettet kein schlechtes hygienisches Detail
Eine bessere Legierung rettet kein schlechtes hygienisches Detail. In mehr als einem Nachrüstszenario haben Teams eine lokale produktberührende Baugruppe auf 316L aufgerüstet, in der Erwartung, dass das wiederkehrende Problem verschwindet. Stattdessen zeigte die Leitung weiterhin Reinigungsinstabilität, weil der tatsächliche Schwachpunkt eine Totzone, schlechte Entwässerung oder ein lokales Schweiß-/Dichtungsproblem war. Genau deshalb sollte 316L dort spezifiziert werden, wo es das Korrosionsrisiko ändert, während Geometrie, Schweißqualität und Reinigungsfähigkeit dort korrigiert werden, wo sie die wahre Ursache sind.
Wie Ingenieure 316L für Molkerei- und Brauereianwendungen spezifizieren sollten
Spezifizieren Sie die Güteklasse klar – und nur dort, wo es wichtig ist
Schreiben Sie nicht “Edelstahl” auf eine Molkerei- oder Brauerei-Hygienezeichnung und nehmen Sie an, dass die Lieferkette es richtig interpretiert. Wenn 316L erforderlich ist, spezifizieren Sie es klar für die tatsächlich benetzten Teile, die wichtig sind: Rohre, Ferrule, Ventilkörper, Verteiler, Probenahmepunkte und jedes lokale produktberührende Detail, bei dem Korrosion oder hygienische Leistung kritisch sind. Gleichzeitig sollten Sie das Upgrade nicht sorglos auf jede Komponente ausdehnen, wenn der Einsatz es nicht rechtfertigt.
Trennen Sie die Materialspezifikation nicht von der Oberflächen- und Fertigungsspezifikation
Eine starke 316L-Spezifikation sollte mehr als die Legierungsgüte umfassen. Sie sollte an Oberflächenbeschaffenheitserwartungen, Schweißannahmekriterien, Nachbehandlungserwartungen und Dokumentation gebunden sein, wo nötig. FORCE Technology stellt fest, dass Edelstahlmaterialien für diese Sektoren typischerweise mit einem Zertifikat geliefert werden, das die Konformität dokumentiert, was genau der Grund ist, warum Güteklasse, Beschaffenheit und Fertigungserwartungen als ein Spezifikationssatz behandelt werden sollten, anstatt als getrennte Themen.
Überprüfen Sie gleichzeitig Reinigungschemie, Dichtungen und Geometrie
Die beste Entscheidung für 316L wird gemeinsam mit einer Überprüfung der Chemie, Dichtung und Geometrie getroffen. Wenn die lokale Baugruppe aggressiver CIP, schlechter Entwässerung, schwachem Abzweigspülen oder einem Dichtungsmaterial ausgesetzt ist, das zuerst degradiert, muss die Legierungsentscheidung gemeinsam mit der Reinigungsentscheidung getroffen werden. Das ist der einzige Weg, um festzustellen, ob 316L das dominante Problem löst oder nur einen Teil eines komplexeren hygienischen Risikos verbessert.
Häufige Fehler bei der Verwendung von 316L in Molkerei- und Brauereianwendungen
Annahme, dass 316L vollständig hygienisch bedeutet
316L verbessert die Korrosionsmarge. Es garantiert jedoch keine gute Reinigbarkeit, gute Schweißausführung, gute Entwässerung oder korrektes hygienisches Design.
Verwendung von 316L überall ohne Risikobewertung
Überspezifikation erhöht die Kosten, ohne notwendigerweise die tatsächlichen Schwachstellen in der Leitung zu verbessern. Ein risikobasierter Zonenansatz ist oft besser vertretbar.
Ignorieren von Schweißnähten, Oberflächenbeschaffenheit und Passivierung
Viele frühe Ausfälle in “aufgerüsteten” Systemen sind tatsächlich Probleme bei der Herstellung oder Oberflächenbeschaffenheit und nicht falsche Legierungsprobleme.
Übersehen der Kompatibilität von Dichtung und Dichtungsmaterial
Ein stärkeres Metall schützt eine hygienische Verbindung nicht vor dem falschen Elastomer, schlechter Kompressionsrückstellung, Geruchsbeibehaltung oder wiederholter Montageschädigung.
Korrosionsspielraum als Ersatz für eine gute CIP-Auslegung behandeln
Wenn die Leitung aufgrund von Geometrie, schwachem Abzweigfluss oder lokaler Flüssigkeitsretention schwer zu reinigen ist, kann 316L die Toleranz verbessern, ohne das eigentliche Hygieneproblem zu beheben.
Praktische Auswahl-Checkliste: Ist 316L für diese Molkerei- oder Brauereianwendung lohnenswert?

Verwenden Sie 316L, wenn die Anwendung umfasst
- Käselake oder andere chloridhaltige Molkereidienste
- Salzige Zutaten oder zurückgehaltene Chloridexposition in lokalen hygienischen Zonen
- Häufige Säure-, Laugen-, Desinfektionsmittel- oder heiße Reinigungszyklen
- Hohe Schweißdichte in produktberührenden Verteilerrohren oder Gestellen
- Höhere hygienische Konsequenz, wenn lokale Korrosion einsetzt
- Kritische Überwurfmutter, Ventilkörper, Probenahmepunkte oder spaltanfällige benetzte Baugruppen
304 oder 304L können ausreichen, wenn die Anwendung umfasst
- Mildere Produktchemie
- Moderaterere Reinigungsbedingungen
- Geringere Chloridexposition
- Geringere hygienische Konsequenz in dieser spezifischen Zone
- Ein kostenempfindliches Projekt, bei dem eine risikobasierte Aufteilung effizienter ist
Fragen, die vor der endgültigen Materialfreigabe zu beantworten sind
- Was genau ist die Produktchemie, einschließlich Salz- und Rückstandsverhalten?
- Welche Reinigungsmittel, Temperaturen und Häufigkeiten wird die Baugruppe tatsächlich erfahren?
- Wo befinden sich die am stärksten spaltanfälligen und geschweißten lokalen Merkmale?
- Würde 316L das Korrosionsrisiko an diesen Stellen wesentlich verändern?
- Ist das Hauptproblem materialbedingt oder liegt es tatsächlich an der Geometrie, der Schweißnahtqualität oder der Wartungskontrolle?
- Welche Bereiche verdienen bei kostenempfindlichen Projekten zuerst 316L?

Fazit: 316L ist nur dann die bessere technische Wahl, wenn der Betrieb es tatsächlich erfordert
316L ist nur dann die bessere technische Wahl, wenn der Milch- oder Brauereibetrieb tatsächlich die zusätzliche Korrosionsbeständigkeit erfordert, die es bietet. Es wird wertvoller, wo chloridhaltige Exposition, stärkere Reinigung, höhere Schweißnahtdichte und größere hygienische Konsequenzen zusammenfallen. In milderen Zonen können 304 oder 304L immer noch vollständig geeignet sein.
Die strengsten Spezifikationen in der Milch- und Brauereiarbeit fragen nicht nur, ob 316L “besser” ist. Sie fragen, ob 316L die tatsächliche hygienische Zuverlässigkeit der genau betrachteten lokalen Baugruppe verändert. Für das umfassendere hygienische Designbild, verbinden Sie diesen Artikel mit CIP-Designüberlegungen für hygienische Rohrleitungen, Tri-Clamp-Fittings in Brauereisystemen, Reinigung und Wartung von Hygienerohrleitungssystemen, Wie man Hygienefittings für die Lebensmittelverarbeitung auswähltund Hygienefittings vs. Industrielle Rohrverbindungen.
FAQ
Ist 316L immer für Milchanwendungen erforderlich?
Nein. 316L ist nicht automatisch für jedes Milchverarbeitungssystem erforderlich, verdient jedoch starke Berücksichtigung in risikoreicheren Milchverarbeitungsanwendungen wie Käse-Salzlake, aggressiven Reinigungsumgebungen oder produktberührenden Baugruppen, bei denen lokale Korrosion größere hygienische Konsequenzen hätte.
Benötigen Brauereien wirklich 316L Edelstahl?
Manchmal, aber nicht immer. Viele Brauereisysteme verwenden 304 erfolgreich, und die Richtlinien der Brewers Association für bierberührende Oberflächen erlauben entweder AISI 304 oder AISI 316 Edelstahl. Die bessere Entscheidung hängt von der Reinigungsintensität, dem lokalen Korrosionsrisiko, der Schweißdichte und den hygienischen Konsequenzen in der genau betrachteten Zone ab.
Was ist der Unterschied zwischen 304L und 316L im hygienischen Einsatz?
Der praktischste Unterschied ist die Korrosionsreserve. 316L enthält Molybdän und niedrigen Kohlenstoffgehalt, was die Widerstandsfähigkeit gegen lokale Korrosion wie Lochfraß und Spaltkorrosion verbessert und es besser für korrosivere oder stark geschweißte hygienische Anwendungen geeignet macht.
Warum wird 316L oft für Salzlake- oder chloridhaltige Anwendungen empfohlen?
Weil Chloride das Risiko von Lochfraß- und Spaltkorrosion erhöhen. Das Molybdän in 316L verbessert die Widerstandsfähigkeit in solchen Umgebungen, weshalb die USDA-Milchrichtlinien speziell auf 316er Edelstahl für Käse-Salzlakesysteme hinweisen.
Beseitigt 316L die Notwendigkeit einer guten Schweißqualität und CIP-Auslegung?
Nein. 316L verbessert die Korrosionsbeständigkeit, korrigiert jedoch keine rauen Schweißnähte, schlechte Entwässerung, Toträume, schlechte Dichtungsauswahl oder schwache CIP-Geometrie. Diese müssen weiterhin korrekt ausgelegt und gefertigt werden.
Wo sollte ich 316L in einem kostenbewussten Projekt priorisieren?
Beginnen Sie mit den Nasszonen mit dem höchsten Risiko. In Molkerei- und Brauereisystemen bedeutet dies in der Regel salzwasserbezogene Anwendungen, Probenahmestellen, Ventilverteiler, geschweißte produktberührende Baugruppen und hygienische Zonen, die einer härteren Reinigung unterliegen oder bei lokaler Korrosion schwerwiegendere Folgen haben.

