







Principais Pontos: Medição de Conexões para Solda de Topo
- Identifique o padrão primeiro: confirme se o acessório é fornecido conforme ASME B16.9, MSS SP-43 ou um requisito da série EN 10253 antes de verificar as dimensões de take-off.
- Meça o DE, não o DI, para identificar o tamanho: os acessórios para solda de topo são correspondidos ao tubo pelo diâmetro externo e NPS, não pelo diâmetro interno.
- Centro-a-extremidade é a dimensão crítica do spool: a maioria dos desajustes de fabricação vem de take-off errado, não de DE errado.
- Use as ferramentas certas: paquímetros digitais para DE e take-off, micrômetros para espessura de parede, e calibradores de chanfro ou ângulo para preparação da extremidade de solda.
")
Acessórios de solda de topo em aço inoxidável são medidos pelo diâmetro externo, tamanho nominal do tubo, espessura de parede ou schedule, e dimensões de take-off do acessório, como centro-a-extremidade ou extremidade-a-extremidade. Essas medições determinam se a conexão corresponde ao tubo, mantém o alinhamento do furo e pode ser soldada sem ajuste forçado. Para a maioria das conexões de topo soldáveis forjadas feitas em fábrica, os requisitos dimensionais e tolerâncias são definidos em ASME B16.9, enquanto o preparo do chanfro da extremidade de solda é coberto por ASME B16.25. Os requisitos comuns de materiais inoxidáveis para WP304/L, WP316/L e graus similares são tipicamente especificados para ASTM A403/A403M.
A maneira mais rápida de evitar retrabalho no local é verificar três coisas antes do início da fabricação: o OD e NPS corretos, a espessura de parede correta e a dimensão de take-off correta para a série de conexões realmente fornecida. Em sistemas de inox, uma conexão que “quase encaixa” geralmente se transforma em alinhamento forçado, distorção durante a soldagem, retificação extra ou soldagem de reparo posterior.
Do ponto de vista de QA, um plano prático de inspeção de recebimento e ajuste foca na verificação dimensional mais evidência de rastreabilidade. Os controles comuns incluem:
- Verificações dimensionais para OD, comprimento total e centro-a-fim usando paquímetros ou calibradores calibrados e amostragem documentada
- Verificação da espessura de parede por micrômetro e, quando necessário, verificações pontuais por UT onde a conformação pode afinar a área tangente
- Revisão do MTR ou certificado de inspeção, com rastreabilidade do número de forno e verificações pontuais de PMI quando especificado
- Verificações de ajuste nas extremidades de soldagem, incluindo condição do chanfro, face de terra ou raiz e redondeza da extremidade antes da liberação para fabricação
Se seu projeto requer rastreabilidade estrita, ajuda manter registros dimensionais vinculados às marcações da peça e à documentação do forno. Para compradores e equipes de QA, isso funciona melhor quando as verificações dimensionais são revisadas juntamente com interpretação de certificado de material em vez de como documentação separada posteriormente.
Dimensões-chave de conexões de solda de topo em aço inoxidável
Diâmetro nominal de tubulação (NPS)
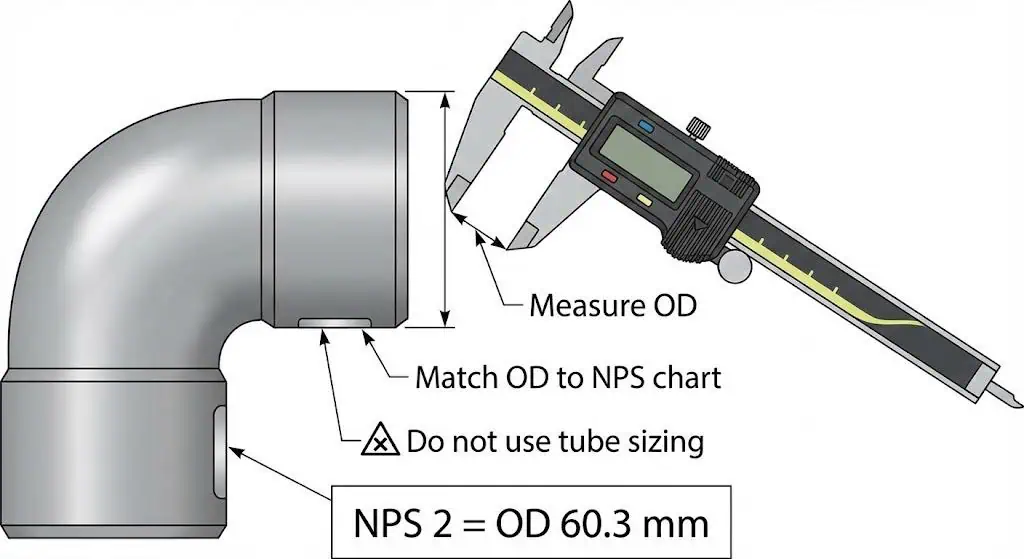
NPS é o sistema de nomenclatura usado para pedir tubos e conexões para solda de topo, mas você não mede NPS diretamente com um paquímetro.
NPS é uma designação que corresponde a diâmetros externos padronizados. Para tamanhos menores, o número NPS não é igual ao OD real. A ASME destaca essa distinção claramente: tubos usam valores de OD padronizados, enquanto tubos são geralmente identificados diretamente por OD sob diferentes regras de dimensionamento. Para tubos de aço inoxidável, a série padrão de OD está listada em ASME B36.19M.
Exemplo de campo: Uma equipe de manutenção mediu cerca de 60,3 mm de OD e pediu “conexões para tubos de 60 mm”. A linha era na verdade tubo NPS 2, que usa o mesmo OD, mas uma designação diferente baseada em tubo e expectativa de extremidade para solda. Os redutores chegaram com a suposição errada por trás do pedido e não se encaixaram corretamente na linha. A solução real foi identificar o tamanho do tubo a partir do OD primeiro, depois especificar NPS, schedule e padrão na ordem de compra.
| Diâmetro Nominal do Tubo (NPS) | Diâmetro Externo (DE) | Variação do Diâmetro Interno (DI) |
|---|---|---|
| 12 polegadas e menores | Fixo para cada tamanho | Diminui conforme a espessura da parede ou schedule aumenta |
| Acima de 14 polegadas | OD e NPS se alinham mais de perto | ID ainda varia com a espessura da parede |
Dica prática de identificação: meça o OD primeiro, depois corresponda o OD a uma tabela de OD de tubo baseada na ASME B36.10 ou B36.19. Uma vez que o NPS é identificado, você pode interpretar corretamente o schedule e as dimensões de take-off das conexões.
Diâmetro externo (OD)
OD é a medição física que você pode verificar imediatamente no recebimento e antes do ajuste.
O OD deve corresponder ao OD do tubo para o NPS declarado, para que as extremidades de solda se alinhem sem deslocamento. Para tubos de aço inoxidável e conexões correspondentes, a série de OD é padronizada sob ASME B36.19M. Uma verificação rápida do diâmetro externo (OD) é frequentemente a maneira mais rápida de detectar suposições mistas de tubo e tubulação ou erros de compra baseados apenas em DN.
- Exemplos de verificações de OD, sempre confirmadas em relação à tabela de OD adotada pelo projeto:
- NPS 1/2 (DN 15): OD ≈ 0,840 pol ou 21,3 mm
- NPS 1 (DN 25): OD ≈ 1,315 pol ou 33,4 mm
- NPS 4 (DN 100): OD ≈ 4,500 pol ou 114,3 mm
Exemplo de campo: Em um conjunto de tubulação de aço inoxidável, o OD correspondia ao desenho, mas a extremidade da conexão estava ligeiramente fora de esfericidade. O soldador teve que puxar a junta no lugar com grampos, criando desalinhamento interno e risco de queima no lado fino. A melhor prática é medir o OD em pelo menos duas direções perpendiculares em cada extremidade e corrigir ou rejeitar extremidades que excedam os limites de esfericidade do projeto antes do ajuste.
Espessura da parede (Schedule)
A espessura da parede controla a tolerância de ajuste, o comportamento da solda e se a conexão realmente corresponde à espessura da linha.
Em sistemas de tubulação de aço inoxidável, as designações Schedule 10S, 40S, 80S e similares são comuns. Esses nomes de schedule estão vinculados a tabelas padronizadas de espessura de parede em ASME B36.19M. Na prática, as conexões são frequentemente descritas como correspondentes à espessura da tubulação conectada, mas a aceitação ainda precisa ser verificada por medição e pelo padrão de conexão adotado.
Exemplo de campo: Uma equipe instalou cotovelos Sch.10S em uma linha Sch.40S porque o OD estava correto e as marcações foram perdidas. O primeiro sinal de problema foi a abertura excessiva da raiz e o controle deficiente da penetração no ajuste. A correção foi verificar a espessura da parede durante a inspeção de recebimento, exigir marcações legíveis e manter a papelada rastreável anexada ao lote antes que as peças entrassem na fabricação.

Extremidade a extremidade e centro à extremidade (Take-off)
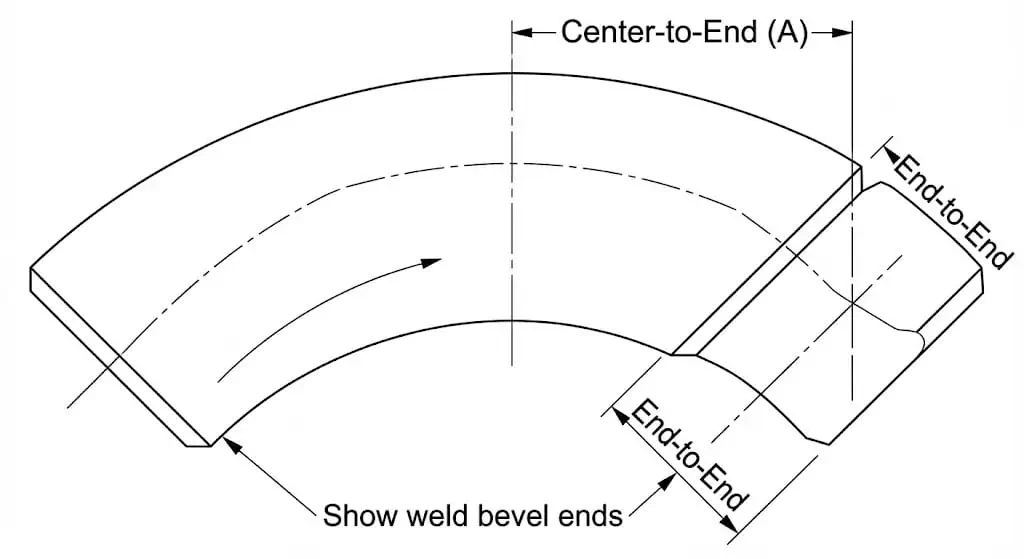
As dimensões de take-off determinam se um spool se encaixa corretamente nos suportes e atinge o próximo ponto de solda sem ajuste forçado.
End-to-end é usado para conexões retas, como redutores ou tampões. Center-to-end, também chamado de center-to-face, é a dimensão crítica para cotovelos e tês porque determina o ponto de giro ou a localização do ramal no spool. Na prática, muitos problemas de retrabalho no local são causados por incompatibilidade de take-off em vez de incompatibilidade de OD, pois o OD geralmente é fácil de padronizar, enquanto os erros de take-off só se tornam óbvios quando o spool é montado.
Exemplo de campo: Um spool de rack acabou cerca de 6 mm curto porque a oficina assumiu uma série de cotovelo diferente da do desenho. A correção real não foi “esticar” o spool no campo. Foi medir o center-to-end em um cotovelo de amostra do lote real e bloquear a série da conexão na BOM antes de qualquer corte de tubo começar.
Tabela de Dimensões Padrão (ASME B16.9)
Use o gráfico abaixo como uma verificação prática para cotovelos de raio longo, que estão entre as conexões de solda de topo mais comuns.
| NPS (Tamanho) | Diâmetro Externo (DE) | Centro até a Extremidade do Cotovelo LR de 90° |
|---|---|---|
| 1/2 | 21,3 mm (0,84″) | 38 mm (1,50″) |
| 3/4 | 26,7 mm (1,05″) | 38 mm (1,50″)* |
| 1 | 33,4 mm (1,32″) | 38 mm (1,50″) |
| 1-1/2 | 48,3 mm (1,90″) | 57 mm (2,25″) |
| 2 | 60,3 mm (2,38″) | 76 mm (3,00″) |
| 3 | 88,9 mm (3,50″) | 114 mm (4,50″) |
| 4 | 114,3 mm (4,50″) | 152 mm (6,00″) |
| 6 | 168,3 mm (6,63″) | 229 mm (9,00″) |
| 8 | 219,1 mm (8,63″) | 305 mm (12,00″) |
| 10 | 273,1 mm (10,75″) | 381 mm (15,00″) |
| 12 | 323,9 mm (12,75″) | 457 mm (18,00″) |
*Para NPS 3/4 e menores, sempre verifique o padrão adotado e o tipo de conexão porque alternativas de pequeno diâmetro podem variar em outras famílias de produtos. Use o padrão completo ASME B16.9 para as dimensões e tolerâncias oficiais.
Tolerâncias Dimensionais (ASME B16.9)
Conhecer a dimensão nominal não é suficiente. Você também precisa da tolerância permitida para decidir se a peça é aceitável para fabricação.
| Faixa de NPS | Desvio Angular (Q) | Desvio Plano (P) | Tolerância Centro-a-Extremidade |
|---|---|---|---|
| 1/2 a 4 | ± 1 mm | ± 2 mm | ± 2 mm |
| 5 a 8 | ± 2 mm | ± 4 mm | ± 2 mm |
| 10 a 12 | ± 3 mm | ± 5 mm | ± 3 mm |
| 14 a 16 | ± 3 mm | ± 5 mm | ± 3 mm |
Este é apenas um guia geral de tolerância. Use a tabela de tolerância oficial no ASME B16.9 para aceitação de QA do projeto.
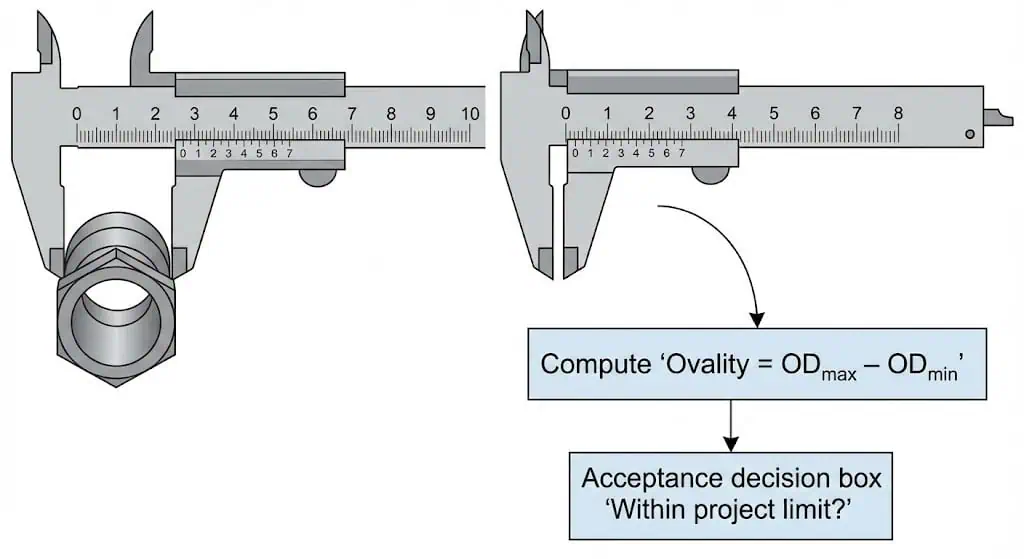
Medições adicionais: ângulo de chanfro e ovalidade

A condição do chanfro e a redondeza afetam a qualidade da solda antes mesmo do soldador começar.
- Preparação do chanfro: a geometria padrão de preparação de extremidade para solda de topo é definida em ASME B16.25. Verificações práticas na oficina incluem consistência do ângulo do chanfro, uniformidade da face ou terra da raiz e perpendicularidade da extremidade.
- Ovalidade: meça o diâmetro externo em múltiplas orientações, tipicamente 0° e 90°, em ambas as extremidades. Extremidades ovais criam desalinhamento interno e abertura desigual da raiz, o que é especialmente arriscado em seções de parede fina de aço inoxidável.
- Efeitos térmicos durante a medição: o aço inoxidável se expande de forma mensurável com a temperatura. Uma temperatura estável na oficina ajuda a evitar desvios quando as tolerâncias são apertadas.
Exemplo de campo: Uma série de reparos mostrou falta de penetração na posição das 6 horas. A causa real não foi apenas a técnica de soldagem. A terra do chanfro variava, e uma extremidade estava ligeiramente oval, tornando a raiz mais apertada na parte inferior da junta. A correção foi refazer a face do chanfro para uma terra consistente e re-arredondar a extremidade antes do ajuste.
Dimensões típicas por tipo de conexão
Diferentes conexões têm dimensões críticas diferentes.
ASME B16.9 abrange uma ampla gama de tipos e tamanhos de conexões forjadas para solda de topo. Na inspeção prática, concentre-se nas dimensões que realmente controlam o ajuste:
- Cotovelos: centro até extremidade, redondeza da extremidade e ângulo de curvatura
- Tês: centro-a-extremidade na linha principal e ramal, alinhamento do ramal e perpendicularidade
- Redutores: comprimento total, concentricidade ou excentricidade e preparação de extremidade em ambas as extremidades
- Tampas: OD, profundidade e preparação de extremidade
| Tipos de Conexões | Faixa de Tamanho (NPS) |
|---|---|
| Cotovelos de raio longo de 45° e 90°, tês, cruzetas, tampas | 1/2 – 48, dentro do escopo ASME B16.9 |
| Cotovelos redutores, retornos, redutores, pestanas | Comumente fornecidos em tamanhos pequenos a médios, dependendo do padrão adotado e da capacidade do fornecedor |
Uma boa medição não é apenas obter um número. É provar que a conexão será montada sem alinhamento forçado e satisfará os requisitos do padrão adotado e do WPS.
Como medir conexões de tubos com precisão
Ferramentas para medição
Use ferramentas que correspondam à tolerância que você realmente precisa. Paquímetros são práticos para verificações de OD e take-off, micrômetros são mais confiáveis para espessura de parede, e fitas de circunferência ajudam em diâmetros maiores onde paquímetros não são práticos.
Para a maioria das inspeções de recebimento, um paquímetro digital calibrado é a principal ferramenta de oficina para verificações de OD e take-off. Paquímetros de oficina podem mostrar resolução de 0,01 mm, mas resolução não é o mesmo que precisão real de medição. Boa técnica e calibração válida importam tanto quanto o display. Uma referência concisa está disponível em orientação da Mitutoyo.
- Paquímetro digital para medições de diâmetro externo, interno, e medições mais curtas de ponta a ponta ou centro a ponta
- Fita métrica ou régua de aço para dimensões de levantamento mais longas
- Micrômetro para espessura de parede
- Fita de circunferência para grandes diâmetros externos
- Goniômetro ou medidor de chanfro para verificação de extremidades de solda
Processo passo a passo para medir conexões de tubulação
Use uma sequência repetível para não perder a dimensão que realmente causa retrabalho no local.
- Confirme o tipo de conexão e padrão.
Identifique se a peça é um cotovelo, tee, redutor, tampa ou outra conexão. Confirme se o projeto usa ASME B16.9, MSS SP-43 ou um requisito da série EN 10253. Padrões mistos são uma fonte comum de incompatibilidade no levantamento. - Meça o diâmetro externo em cada extremidade.
Faça pelo menos duas leituras a 90° de distância em ambas as extremidades. Registre os valores máximo e mínimo para verificar ovalidade e danos de manuseio. - Identifique o NPS a partir do diâmetro externo.
Use uma tabela de diâmetro externo de tubo baseada na ASME B36.19M para tubos de aço inoxidável. Não confie apenas no DN em trabalhos com especificações mistas. - Medir a espessura da parede em múltiplos pontos.
Use um micrômetro onde acessível. Em conexões formadas, verifique próximo à área tangente, bem como próximo à extremidade. Adicione verificações pontuais por ultrassom se a aplicação for mais sensível. - Verificar dimensões de take-off.
Meça de ponta a ponta ou de centro a extremidade, dependendo do tipo de conexão. Compare com o desenho e o padrão de conexão adotado antes do início da fabricação. - Verificar o preparo da extremidade antes do ajuste.
Inspecione a condição do chanfro, uniformidade da borda e esquadro. Corrija amassados profundos ou extremidades fora de esquadro antes da soldagem. - Documente os resultados para rastreabilidade.
Registre NPS, schedule, número de forno ou marcações, OD medido, espessura, take-off e identificação do inspetor.
Dica: Se uma dimensão mal se encaixa, trate-a como uma não conformidade. Juntas de solda de topo em aço inoxidável punem o encaixe forçado com distorção, desalinhamento e soldagem de reparo.
Garantir a precisão da medição
A precisão vem da calibração, técnica e condições estáveis, não apenas do visor.
Um método prático é padronizar como os inspetores fazem as leituras, incluindo os mesmos pontos de contato, a mesma pressão de medição e a mesma orientação para verificações repetidas. Limpe as extremidades da conexão, remova rebarbas e meça em uma superfície estável. Se as tolerâncias forem apertadas, mantenha tanto as ferramentas quanto as peças próximas à temperatura ambiente para que a expansão térmica não distorça a leitura.
- Confirme o status de calibração e ajuste zero antes do uso
- Limpe a superfície da conexão antes de medir
- Medir em múltiplos pontos para verificar ovalidade e afinamento da parede formada
- Registrar resultados com unidades e localização, como extremidade, tangente ou corpo
Erros comuns de medição a evitar
Os erros mais comuns são tratar DN como um diâmetro físico e ignorar a condição da extremidade.
- Misturar dimensionamento de tubo e tubulação: o OD do tubo segue tabelas de OD baseadas em NPS e não é igual ao número de tamanho nominal em tamanhos pequenos.
- Medir apenas um ponto: uma única leitura de OD pode perder ovalidade e amassados que posteriormente criam desalinhamento interno.
- Ignorar verificações de take-off: cálculo incorreto de take-off é uma causa comum de problemas de montagem de spool.
- Supor schedule a olho nu: dois acessórios com o mesmo OD podem ter espessuras de parede muito diferentes.
Nota: Se a peça já estiver no local, é muito mais barato encontrar um desalinhamento com um paquímetro do que posteriormente com corte, retificação e soldagem de reparo.
Normas e tolerâncias para conexões de solda de topo em aço inoxidável
ASME B16.9 e normas ASTM
ASME B16.9 define os requisitos dimensionais para conexões de topo soldáveis forjadas fabricadas em fábrica, incluindo dimensões-chave, tolerâncias e marcações. Para requisitos de material inoxidável e designações de grau comumente usadas em acessórios de solda de topo, ASTM A403/A403M é amplamente utilizado para conexões de tubulação de aço inoxidável austenítico forjado.
| Padrão | Requisitos Principais |
|---|---|
| ASTM A403/A403M | Requisitos de material para conexões de tubulação de aço inoxidável austenítico forjado, incluindo graus e tratamento térmico |
| ASME B16.9 | Requisitos dimensionais, tolerâncias e marcações para conexões de topo soldadas forjadas de fábrica |
| ASME B16.25 | Requisitos de preparação de extremidade para solda de topo |
- Os graus comuns de aço inoxidável incluem WP304/L e WP316/L, dependendo da especificação do projeto e do ambiente de corrosão.
- Para conexões resistentes à corrosão de parede fina, os projetos também podem fazer referência ao MSS SP-43.
- Para trabalhos com equipamentos sob pressão direcionados pela UE, a EN 10253 Parte 3 ou 4 pode ser referenciada para conexões de topo soldadas de aço inoxidável.
Faixas de tolerância e conformidade
As tolerâncias definem o quanto uma dimensão pode se desviar antes que os pressupostos de montagem e projeto comecem a falhar. O método confiável é confirmar o padrão adotado, medir as dimensões que controlam a montagem e comparar essas leituras com o padrão e qualquer classe de tolerância específica do projeto. Quando múltiplos padrões são possíveis, essa escolha deve ser fixada no PO, ITP e documentos de fabricação para que a cadeia de suprimentos não misture séries dimensionais.
| Item de Controle | Por que é Importante |
|---|---|
| DE e redondeza da extremidade | Controla o desalinhamento interno e a estabilidade da abertura da raiz durante a soldagem |
| Espessura da parede na extremidade e na tangente | Controla a soldabilidade e a espessura mínima remanescente após a conformação |
| Centro-a-extremidade ou extremidade-a-extremidade | Controla a geometria do spool, o alinhamento do suporte e o risco de encaixe forçado |
Se você está adquirindo da Sunhy ou de qualquer outro fabricante, solicite um registro de inspeção dimensional vinculado aos números de corrida e fotos de marcação. Essa é a rota mais curta para resolver disputas mantendo a rastreabilidade intacta.
Marcação e documentação
A marcação e a documentação comprovam que o acessório que você recebeu é o acessório que você especificou.
No mínimo, a marcação deve rastrear tamanho, grau do material e norma adotada. Em projetos de especificação mais alta, solicite documentos de inspeção e certifique-se de que o número de corrida no acessório corresponda exatamente à papelada.
Dica: Não aceite papelada da caixa que não possa ser vinculada aos números de corrida nos acessórios reais. Uma vez que a rastreabilidade se rompe, a peça se torna um item de risco, mesmo que meça corretamente.
Importância da medição precisa
Ajuste e integridade da solda
Medição precisa reduz o encaixe forçado, minimiza o desalinhamento e melhora a qualidade da solda.
Quando os acessórios realmente atendem à norma dimensional adotada e têm o preparo de extremidade de solda correto, a junta é mais fácil de alinhar e soldar sem carga excessiva de grampo. Isso significa menos reparos e menos distorção, especialmente em seções de parede mais finas de aço inoxidável, onde a entrada de calor é importante.
- O alinhamento correto reduz o desalinhamento interno e estabiliza a abertura da raiz
- A medição consistente de take-off evita tensão e mola no spool durante a soldagem
- A condição de extremidade uniforme melhora a repetibilidade em relação ao WPS
- Dimensões padronizadas melhoram a intercambialidade na manutenção futura
Segurança e confiabilidade operacional
O desalinhamento dimensional é frequentemente um sinal de alerta precoce para vazamentos posteriores e problemas de fadiga.
Uma conexão que quase se encaixa é frequentemente soldada sob tensão. Essa tensão pode posteriormente se tornar distorção, desalinhamento ou afinamento localizado após retificação e reparo. Quando OD, NPS, schedule e take-off são verificados precocemente, o sistema é construído com menos incertezas e menos retrabalho.
Um modo de falha oculto comum é aceitar o OD correto, mas ignorar a incompatibilidade de espessura de parede ou a falta de circularidade da extremidade e, em seguida, compensar com grampos. A junta pode passar no teste inicial, mas ainda rachar ou vazar mais cedo sob vibração ou ciclagem térmica.
Evitando erros custosos
A inspeção de recebimento evita o erro mais caro: descobrir incompatibilidade após o início da fabricação.
Conexões de solda de topo em aço inoxidável com tamanho incorreto podem causar vazamentos, soldas fracas e ajuste instável. Esses problemas frequentemente levam a reparos, sucata extra e atraso na comissionamento.
- Reparos e tempo de inatividade, porque o corte e retrabalho em aço inoxidável são intensivos em mão de obra
- Aumento de sucata, porque uma série de cotovelo errada pode invalidar um spool inteiro
- Atraso na comissionamento devido à reinspeção e reteste
Escolher um fornecedor com um plano de inspeção documentado e processo de rastreabilidade ajuda a reduzir esses riscos. Na inspeção prática de recebimento, a melhor abordagem é vincular medições de OD, espessura da parede e take-off a fotos de marcação e documentação de heat para que desvios possam ser resolvidos imediatamente.
Principais etapas para medir conexões de solda de topo em aço inoxidável:
Meça o OD primeiro em ambas as extremidades e em múltiplas orientações, identifique o NPS a partir da tabela de OD, verifique a espessura da parede em mais de um local e confirme o take-off em relação ao desenho e ao padrão. Finalmente, verifique a condição da extremidade, incluindo chanfro e redondeza, antes do fit-up.
Lista de verificação rápida para melhores resultados:
- Verifique o padrão adotado antes de medir
- Meça ambas as extremidades e registre OD máximo e mínimo para verificar ovalidade
- Confirme o schedule por medição em vez de suposição
- Verifique o take-off antes de cortar o tubo
- Mantenha a rastreabilidade com marcação, documentação de heat e registro de inspeção
Base de Revisão Técnica
Revisado para: verificação dimensional de conexões de solda de topo, controle de fit-up, aceitação de extremidade de solda e verificações de rastreabilidade para fabricação de tubulação de aço inoxidável.
Título sugerido do revisor: Engenheiro de Inspeção de Tubulação QA / Fabricação / Soldagem
Base da fonte: Prática dimensional ASME B16.9, preparação de extremidade para solda ASME B16.25, série de diâmetro externo e espessura de parede de tubo de aço inoxidável ASME B36.19M, requisitos de material ASTM A403 e fluxo de trabalho prático de inspeção de recebimento.
Última atualização: 2026-03-26
PERGUNTAS FREQUENTES
Como a Sunhy garante a precisão das medições de conexões?
Uma abordagem confiável é um plano de inspeção documentado vinculado à calibração e rastreabilidade.
Solicite registros de inspeção dimensional para diâmetro externo, espessura de parede e take-off, juntamente com controle de calibração e documentação vinculada aos números de heat e marcações. Para trabalhos de especificação mais alta, adicione verificações pontuais por ultrassom em áreas formadas e verifique a condição da extremidade antes da liberação para fabricação.
Quais ferramentas funcionam melhor para medir conexões de solda de topo em aço inoxidável?
Use paquímetros para diâmetro externo e take-off, micrômetros para espessura de parede e fita de circunferência para verificações de diâmetro externo grande.
Para preparação de extremidade, use um medidor de chanfro ou ângulo e uma verificação de esquadro com régua. Mantenha as ferramentas calibradas e use técnica repetível para que diferentes inspetores obtenham resultados consistentes.
Por que padrões como ASME B16.9 são importantes?
Eles controlam a intercambialidade e reduzem surpresas durante o encaixe.
A ASME B16.9 define requisitos e tolerâncias dimensionais para que as conexões se montem consistentemente entre fornecedores. Quando combinada com a preparação adequada da extremidade para solda sob a ASME B16.25, torna-se mais fácil soldar a junta ao WPS sem alinhamento forçado ou desalinhamento excessivo.
Qual é a diferença entre NPS e OD?
NPS é uma designação de tamanho, enquanto diâmetro externo é o diâmetro físico que você mede.
Para identificar o NPS corretamente, meça primeiro o diâmetro externo e depois compare essa leitura com a tabela padronizada de diâmetro externo para tubo. Isso evita o erro comum de confundir dimensionamento de tubo com dimensionamento de tubulação.
Como os compradores podem verificar a qualidade dos acessórios antes da instalação?
Verifique três itens: dimensões, condição das extremidades e rastreabilidade.
As dimensões incluem diâmetro externo em ambas as extremidades, espessura de parede em múltiplos pontos e take-off. A condição da extremidade inclui redondeza e qualidade do chanfro. Rastreabilidade significa que a marcação e o número de heat na conexão correspondem à documentação de inspeção e certificado de material. Se qualquer um desses estiver faltando, o risco de retrabalho no local aumenta drasticamente.
