







Come selezionare la flangia corretta per applicazioni in raffinerie? Iniziare con l'effettivo inviluppo di servizio, non con la dimensione nominale della linea. Nelle unità di raffineria, un giunto di flangia deve resistere a pressione, cicli termici, carichi esterni delle tubazioni, corrosione, interventi di manutenzione e requisiti di tenuta alle perdite per anni di funzionamento. Ecco perché la selezione delle flange per raffinerie non è mai semplicemente “scegliere una flangia per dimensione e classe”. È una decisione di sistema che coinvolge tipo di flangia, facciata, grado del materiale, guarnizione, bullonatura, procedura di assemblaggio e registri di ispezione tracciabili.
Risposta rapida: per servizi critici in raffinerie, gli ingegneri di solito eseguono cinque controlli in ordine: condizioni di servizio, classificazione pressione-temperatura, meccanismo di corrosione, metodo di tenuta e requisiti di documentazione/ispezione. In servizi ad alta pressione o ciclici, le flange a collare saldato sono comunemente preferite. In servizi con severi requisiti di tenuta alle perdite, le facciate RF o RTJ sono selezionate in base al sistema di guarnizione e alla capacità di manutenzione. In servizi acidi o corrosivi, la selezione del materiale deve essere rivista rispetto alla chimica effettiva e, ove applicabile, NACE MR0175 / ISO 15156 requisiti. La selezione finale dovrebbe quindi essere allineata con ASME B16.5, ASME B16.47, ASME PCC-1, e la base del codice di tubazione del progetto come ASME B31.3.
Questo approccio riduce la frequenza di perdite, i ritardi all'avviamento, i fallimenti dei test idrostatici e le ripetute riparazioni durante le fermate. Rende anche gli approvvigionamenti più semplici perché l'acquirente non chiede più solo “flangia A105, Classe 300”. L'acquirente specifica un pacchetto flangia progettato con una chiara base tecnica.
Risposta rapida: come selezionare la flangia giusta per le applicazioni in raffineria
La flangia di raffineria corretta è quella che corrisponde al rischio effettivo del processo, non quella che sembra più familiare nel catalogo. Un flusso di lavoro pratico per la selezione delle flange di raffineria dovrebbe rispondere a queste domande prima dell'acquisto:
- Quali sono le reali condizioni operative e di anomalia? Utilizzare casi normali, di avviamento, spegnimento, spurgo a vapore, test idrostatico e di emergenza, non solo la progettazione a regime stazionario.
- Quale classificazione pressione-temperatura è richiesta per il gruppo di materiale effettivo? La classe di pressione senza base materiale è incompleta.
- Quale meccanismo di corrosione controlla la vita del giunto? La corrosione generale, la fessurazione da acido, i cloruri, l'attacco per fessurazione, l'accoppiamento galvanico, i cicli umido-secco o la corrosione sotto deposito possono tutti influenzare la scelta del materiale.
- Quale metodo di tenuta si adatta all'applicazione? RF, FF e RTJ non risolvono lo stesso problema allo stesso modo.
- Il sito può installare e mantenere correttamente il giunto? Un giunto tecnicamente corretto può ancora perdere se il team in campo non dispone della guarnizione giusta, del metodo di serraggio o dei controlli di ispezione appropriati.
Risposta diretta: Nel servizio di raffineria, la selezione della flangia dovrebbe sempre basarsi su integrità del giunto, non solo sulla compatibilità dei componenti. Se la flangia, la facciata, la guarnizione, i perni e il metodo di serraggio non sono specificati come un unico assemblaggio, il rischio di perdite rimane elevato anche quando la classificazione nominale della flangia sembra corretta.
Sfide principali nella selezione delle flange di raffineria
Servizio ad alta pressione e alta temperatura

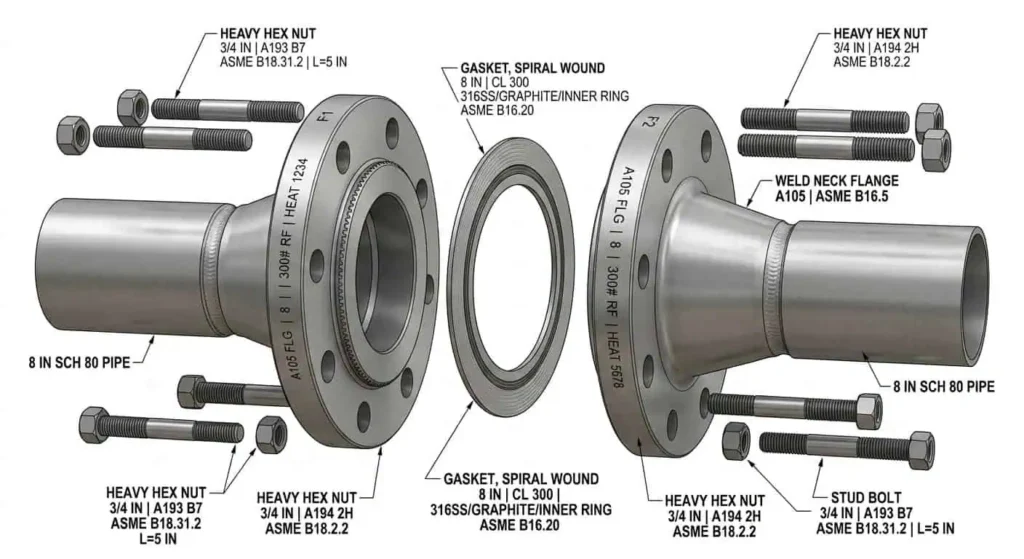
Il servizio di raffineria HPHT raramente è statico. Una flangia in un'uscita di riscaldatore, una linea di olio caldo o un servizio correlato al vapore può subire ripetute espansioni e contrazioni, rilassamento dei bulloni, vibrazioni e disallineamento della tubazione nel tempo. Questo è il motivo per cui flange a collare saldato sono comunemente selezionate per le tubazioni critiche della raffineria: il loro mozzo conico fornisce una migliore transizione delle sollecitazioni e tipicamente una migliore resistenza alla fatica rispetto ai tipi di flangia più semplici in servizio ciclico.
La sola classe di pressione non garantisce una selezione sicura della flangia. Gli ingegneri devono verificare la valutazione pressione-temperatura per il materiale effettivo della flangia, quindi confermare che il sistema di tenuta possa mantenere la sollecitazione della guarnizione sotto cicli termici. Una flangia Classe 300 che è accettabile in un servizio in acciaio al carbonio potrebbe non offrire la stessa valutazione utilizzabile a temperatura elevata o in un altro gruppo di materiali.
| Fattore HPHT della raffineria | Perché è importante |
|---|---|
| Ciclo termico | Causa perdita di sollecitazione dei bulloni, rilassamento della guarnizione e perdite ricorrenti dopo l'avvio o lo spegnimento |
| Carichi esterni della tubazione | Il disallineamento e i carichi dell'ugello possono distorcere il giunto anche quando la pressione interna è entro i limiti di valutazione |
| Superficie di tenuta e guarnizione corrispondenti | Un sistema di tenuta errato può fallire molto prima che il corpo della flangia raggiunga il suo limite nominale |
| Tipo di flangia | Le flange a collo di saldatura solitamente offrono una migliore stabilità meccanica a lungo termine in servizio ciclico severo |
Esempio tipico in campo: una linea di olio caldo dotata di una flangia a scorrimento può superare il test idrostatico e l'avvio iniziale, quindi iniziare a trasudare dopo diversi cicli termici. La causa principale spesso non è “materiale difettoso”, ma una combinazione di geometria della saldatura, perdita di tensione dei bulloni ciclica e un sistema di guarnizione che non è stato selezionato per ripetute variazioni di temperatura. La soluzione permanente è solitamente una riprogettazione del giunto, non un ripetuto ri-serraggio.
Fluidi di processo corrosivi, servizio acido e condizioni di servizio umido

Molti guasti delle flange in raffineria sono guidati dalla chimica, non dalla resistenza. I meccanismi comuni includono rischio di cracking da H2S in servizio acido, corrosione da fessura sotto la guarnizione, contaminazione da cloruri, attacco sotto deposito, effetti galvanici e danni da corrosione accelerati dall'umidità di arresto o da uno scarso drenaggio. In servizio acido, NACE MR0175 / ISO 15156 Le restrizioni devono essere considerate durante la selezione del materiale, specialmente per materiali sensibili alla durezza, bulloni/stud e componenti di ricambio.
Ciò non significa che “conforme NACE” significhi automaticamente “sicuro in tutte le condizioni di raffineria”. La conformità per servizi acidi riduce il rischio di fessurazione solo quando il materiale selezionato, la durezza, la condizione di trattamento termico e la severità effettiva del servizio sono tutti correttamente abbinati. Un pacchetto flangia può comunque fallire se gli stud, la guarnizione ad anello o i componenti di ricambio vengono sostituiti senza lo stesso livello di revisione.
| Meccanismo di danno | Preoccupazione tipica alle flange di raffineria |
|---|---|
| Corrosione per fessura | Attacco localizzato sotto la guarnizione o in zone umide stagnanti |
| Fessurazione da solfuri | Rischio di criccatura in materiali suscettibili sotto sforzo di trazione in servizio H2Servizio contenente zolfo |
| Corrosione galvanica | Attacco accelerato quando materiali dissimili sono accoppiati senza considerare l'ambiente |
| Attacco da cloruri umidi | Può danneggiare materiali inossidabili inadatti e degradare l'affidabilità di tenuta a lungo termine |
| Condensazione/Depositi da arresto | Spesso crea una chimica locale più severa rispetto al fluido operativo in massa |
Esempio tipico in campo: Una linea di testa per acqua acida può perdere ripetutamente dopo una fermata, anche se la dimensione e la classe del corpo della flangia sono invariate. Una revisione successiva spesso mostra sostituzioni di perni non documentate, registri di durezza mancanti o selezioni di guarnizioni non corrispondenti introdotte durante la manutenzione. In questi casi, il problema non è “la linea è vecchia”. Il problema è che la tracciabilità e il controllo del giunto sono stati persi.
Emissioni Fugitive e Requisiti di Tenuta
Le flange di raffineria non sono giudicate solo in base alla loro capacità di resistere alla pressione. Sono sempre più giudicate in base alla loro capacità di rimanere sufficientemente tenute nel tempo per soddisfare le aspettative operative, ambientali e di ispezione. Lo stillicidio cronico di basso livello può creare problemi di VOC, problemi di pulizia, corrosione attorno al giunto, lavori di serraggio ripetuti e infine perdite più gravi.
Ecco perché Selezione della faccia RF e RTJ, controllo di approvazione della guarnizione, e procedura di assemblaggio del giunto flangiato imbullonato Conta così tanto. ASME PCC-1 esiste perché un giunto di flangia che è correttamente progettato può comunque fallire in servizio se il metodo di assemblaggio è incoerente. ASME PCC-1
Esempio tipico in campo: un'unità di raffineria può registrare emissioni ricorrenti a basso livello da diversi giunti RF dopo l'avvio. Il tipo di flangia di per sé non è il vero problema. L'indagine spesso trova sostituzioni di guarnizioni non approvate, superfici di seduta danneggiate, bulloni riutilizzati o registri di serraggio mancanti. La soluzione duratura non è “stringere più forte”. È ripristinare il pacchetto di giunto approvato e il metodo di assemblaggio controllato.
Migliori Tipi di Flangia per Applicazioni di Raffineria
Flange a Collare Saldato per Tubazioni di Processo Critiche
Le flange a collare saldato sono solitamente il tipo di flangia di raffineria preferito per servizi ad alta pressione, alta temperatura, ciclici e ad alta conseguenza. Il loro mozzo conico riduce la concentrazione di stress tra tubo e flangia, il che migliora le prestazioni sotto flessione e carico termico ripetuto. Ecco perché sono ampiamente specificate nelle principali linee di processo dove perdite o fessurazioni da fatica sarebbero costose.
| Perché gli ingegneri scelgono flange a collare saldato | Cosa verificare comunque |
|---|---|
| Migliore distribuzione dello stress e resistenza alla fatica | Procedura di saldatura qualificata e controllo di adattamento |
| Generalmente preferito per tubazioni critiche di raffineria | Faccia, guarnizione, bullonatura e classe devono comunque corrispondere al servizio |
| Migliore stabilità a lungo termine in condizioni di servizio severe | Costo di fabbricazione e ispezione più elevato è normale |
Non sono automaticamente l'opzione più economica, ma nel servizio di raffineria spesso diventano l'opzione a costo di ciclo di vita più basso una volta considerati il rischio di perdite, la rielaborazione e la manutenzione.
Flangie Cieche per isolamento, idroprova e pianificazione della manutenzione

Le flangie cieche sono più che semplici piastre di chiusura. Nel lavoro di raffineria sono utilizzate per idroprove, isolamento per manutenzione, future connessioni e separazione meccanica positiva. Devono essere selezionate in base allo stesso criterio di progettazione della flangia accoppiata, inclusi classe, faccia, materiale, guarnizione e set di bulloni. Per diametri maggiori e classi più elevate, lo spessore della flangia cieca e l'adeguatezza della bullonatura diventano particolarmente importanti.
Esempio tipico in campo: Un'idroprova durante un arresto può essere ritardata non perché la flangia cieca “non si adatta”, ma perché il pacchetto di documentazione è incompleto, il materiale dei perni non può essere verificato o l'hardware di isolamento temporaneo non è mai stato controllato rispetto alla condizione di idroprova. Un registro delle flangie cieche preparato prima del fermo previene quel tipo di ritardo evitabile.
Flangia a scorrimento e flangia a tasca a saldare: dove si adattano e dove no
Le flangie a scorrimento e a tasca a saldare non sono sbagliate di default, ma non sono la prima scelta per ogni applicazione in raffineria. Le flangie a scorrimento possono funzionare bene in servizi meno severi, ma sono generalmente meno attraenti in servizi ciclici o sensibili alla fatica perché le prestazioni del giunto dipendono fortemente dall'esecuzione e dalla geometria della saldatura. Le flangie a tasca a saldare possono essere utili su sistemi a piccolo diametro, ma la loro geometria incline alle fessure le rende meno attraenti in servizi con incrostazioni, corrosivi o che formano depositi, a meno che il servizio non sia stato attentamente valutato.
| Tipo di flangia | Utilizzare con cautela quando |
|---|---|
| Flange a scorrimento | Sono presenti cicli termici, carichi di fatica, alte conseguenze di perdita o operazioni ripetute di avvio-arresto |
| Flange a saldatura a bicchiere | Si prevedono corrosione da fessura, depositi, servizi corrosivi umidi o accesso difficile per l'ispezione |
La domanda giusta non è “questi tipi di flangia sono consentiti?” La domanda giusta è “questo servizio giustifica uno stile di giunto più tollerante e robusto invece?”
Faccia rialzata vs giunto ad anello in servizio di raffineria
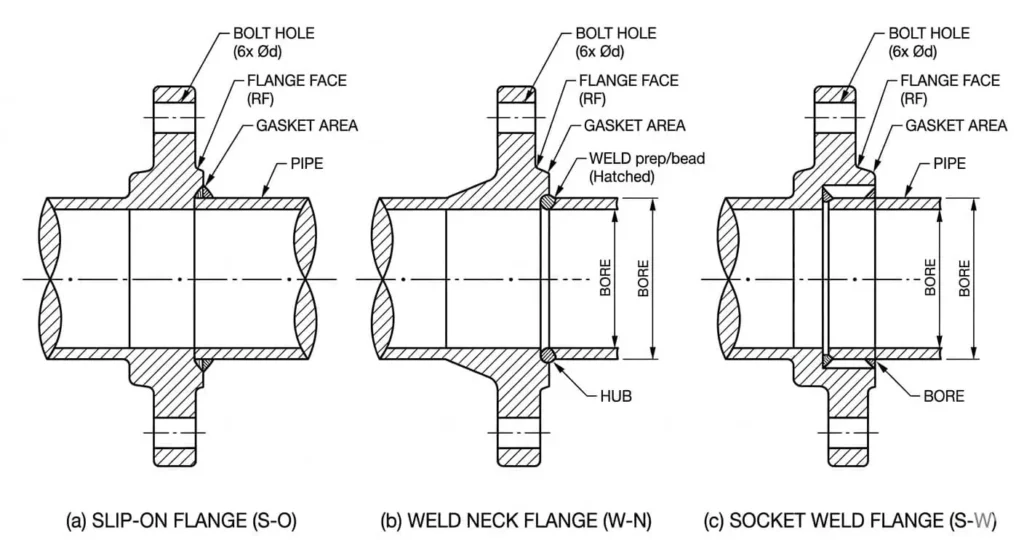
La selezione della faccia della flangia in raffineria è in realtà una decisione di filosofia di tenuta. I giunti RF sono flessibili e ampiamente utilizzati nei sistemi di raffineria perché supportano un'ampia gamma di tipi di guarnizioni e pratiche di manutenzione. I giunti RTJ offrono una tenuta metallica di maggiore integrità in servizi severi ad alta pressione e alta temperatura, ma richiedono condizioni precise della scanalatura, materiali degli anelli compatibili e un controllo sul campo più rigoroso.
| Tipo di facciata | Uso tipico in raffineria | Considerazione principale |
|---|---|---|
| FF | Servizio a bassa pressione o corrispondente all'attrezzatura | Non è solitamente la prima scelta per servizi di processo di raffineria severi |
| RF | Servizio generale di processo di raffineria | Funziona bene quando la guarnizione, la finitura e il carico dei bulloni sono controllati |
| RTJ | Servizio severo HPHT e dovere di tenuta stagna di maggiore integrità | Richiede scanalature di precisione, corretta selezione degli anelli e installazione disciplinata |
Risposta diretta: utilizzare RF per la maggior parte delle tubazioni di processo di raffineria dove il sistema di guarnizione selezionato e la procedura di assemblaggio possono essere controllati. Utilizzare RTJ dove il servizio è abbastanza severo da giustificare la tenuta con anello metallico e il team sul campo può supportare i requisiti più stringenti di installazione e ispezione.
Strategia di Selezione del Materiale per Flange di Raffineria
Acciaio al Carbonio vs Acciaio Inossidabile vs Acciaio Legato
La selezione del materiale per flange di raffineria inizia con la chimica del processo e la temperatura, non con il prezzo al pezzo. Le flange in acciaio al carbonio come ASTM A105 sono comuni perché sono resistenti, disponibili ed economiche, ma non sono adatte per ogni servizio di raffineria. In servizi a bassa temperatura, umidi e acidi, contenenti cloruri o più corrosivi, gli ingegneri potrebbero dover passare ad acciaio al carbonio testato all'impatto, acciaio inossidabile, acciaio legato, duplex o lega di nichel a seconda dell'ambiente reale.
| Famiglia di materiali | Logica di selezione tipica per raffineria |
|---|---|
| Acciaio al carbonio | Conveniente e ampiamente utilizzato quando i limiti di corrosione e temperatura sono controllati |
| Acciaio inossidabile | Selezionato dove è necessaria una migliore resistenza alla corrosione, ma il grado deve corrispondere a cloruri e temperatura |
| Acciaio a bassa lega | Utilizzato in servizi ad alta temperatura dove resistenza e resistenza allo scorrimento viscoso sono importanti |
| Duplex / super duplex | Utilizzato in ambienti ad alta corrosione dove sono necessarie sia resistenza che resistenza alla corrosione |
| Leghe di nichel | Riservato per servizi speciali con corrosione severa o ad alto rischio |
Regola pratica: se la chimica del servizio è incerta, il materiale della flangia non dovrebbe essere ancora finalizzato. Chiarire prima il meccanismo di corrosione. Un errore comune nelle raffinerie è “aggiornare” all'acciaio inossidabile senza confermare se cloruri, condizioni acide umide o escursioni di temperatura rendano effettivamente efficace tale aggiornamento.
Tracciabilità, Revisione MTR e PMI
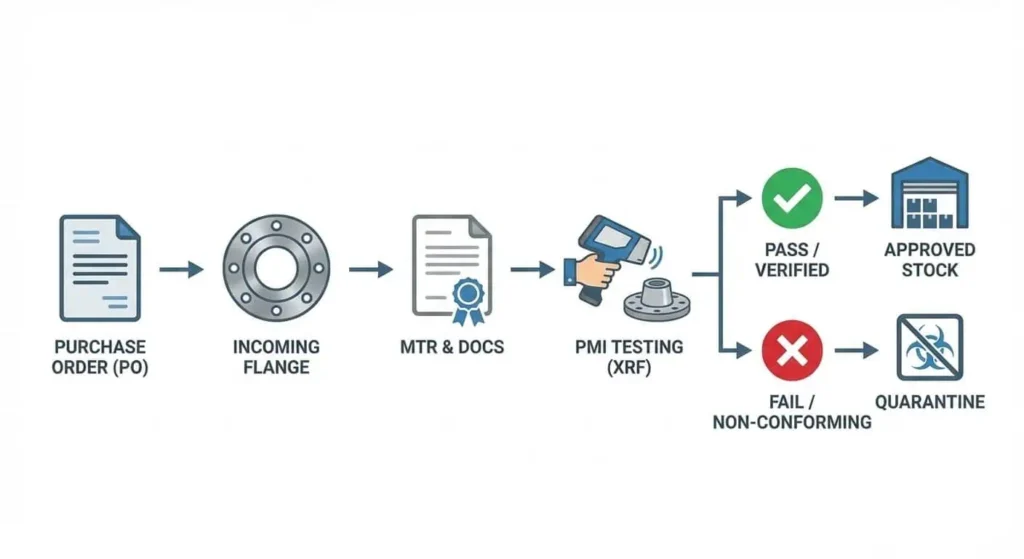
La tracciabilità è ciò che trasforma una flangia da un prodotto generico in un componente approvato per raffineria. I rapporti di prova del materiale dovrebbero essere controllati rispetto ai numeri di fusione, marchiature, requisiti di specifica e registri di ispezione in ricezione. In servizi ad alto rischio, PMI aiuta a ridurre il rischio di confusione dei materiali, specialmente quando leghe visivamente simili possono essere confuse durante la fabbricazione o la manutenzione.
Ciò si applica non solo al corpo della flangia. Bulloneria, guarnizioni ad anello, flangie cieche e componenti di ricambio devono essere controllati con la stessa disciplina quando la criticità del servizio lo richiede. La mancanza di documentazione non è un fastidio burocratico nel lavoro di raffineria. È un rischio per l'affidabilità.
- Revisione Certificati di prova del materiale (MTR) e numeri di fusione prima del rilascio in cantiere
- Verificare che le marcature rimangano leggibili dopo la movimentazione e lo stoccaggio
- Applicare l'identificazione positiva del materiale (PMI) a gruppi di materiali critici o soggetti a confusione
- Mantenere la tracciabilità collegata dall'ordine di acquisto (PO) alla ricezione all'installazione
Norme che regolano la selezione delle flange in raffineria
ASME B16.5, B16.47 e B31.3
La maggior parte del lavoro di selezione delle flange per raffinerie inizia con gli standard ASME per flange e tubazioni. ASME B16.5 copre flange e raccordi flangiati da NPS 1/2 a NPS 24, inclusi rating pressione-temperatura, materiali, dimensioni, tolleranze, marcatura e test. ASME B16.47 copre flange di diametro maggiore da NPS 26 a NPS 60. ASME B31.3 è il più ampio codice quadro per tubazioni di processo ampiamente utilizzato per le tubazioni di raffinerie e impianti di processo. ASME B16.5 ASME B16.47 ASME B31.3
Questi standard non eliminano il giudizio ingegneristico. Forniscono il quadro dimensionale e di rating. Il team di progetto deve ancora adattare tale quadro alle reali condizioni di servizio.
ASME PCC-1 e API 570
Selezione e assemblaggio non possono essere separati. ASME PCC-1 fornisce linee guida strutturate per l'assemblaggio di giunti flangiati imbullonati per confini di pressione, motivo per cui è così rilevante per i programmi di riduzione delle perdite nelle raffinerie. API 570 è altrettanto importante perché regola l'ispezione in servizio, il rating, la riparazione e la modifica dei sistemi di tubazioni, che influisce direttamente su come le flange delle raffinerie vengono mantenute nel tempo. ASME PCC-1 API 570
Implicazione pratica: la “flangia giusta” per il servizio in raffineria non è solo l'articolo giusto del catalogo. È l'articolo giusto per il metodo di assemblaggio del sito, il programma di ispezione, la pratica di turnaround e la strategia di manutenzione a lungo termine.
Lista di controllo per l'approvvigionamento di flange per raffinerie
Se desideri meno perdite all'avvio e meno controversie alla ricezione, inserisci la base di selezione delle flange direttamente nel flusso di lavoro di acquisto. Un ordine di acquisto per flangia di raffineria non dovrebbe fermarsi a dimensione nominale e classe.
| Voce della lista di controllo | Cosa confermare prima dell'acquisto |
|---|---|
| Base di servizio | Condizioni normali, avviamento, arresto, spurgo a vapore, prova idraulica e di emergenza |
| Standard applicabile | B16.5 o B16.47, più base del codice di tubazione del progetto |
| Tipo di flangia | Collo a saldare, cieca, scorrevole, tasca a saldare, cartella o requisito speciale |
| Finitura | RF, FF, RTJ con base di guarnizione o anello corrispondente |
| Materiale | Grado corretto per requisiti di corrosione, temperatura e tenacità |
| Bullonatura e guarnizione | Specificati come parte dello stesso sistema di giunto, non come ripensamenti |
| Documentazione | MTR, marchi tracciabili, rapporti di ispezione, registri PMI o di durezza dove richiesti |
| Base di installazione | Procedura di assemblaggio, metodo di serraggio e criteri di accettazione dell'ispezione |
Lista di controllo pratica giornaliera: se manca anche solo uno di questi elementi, il kit di flangia è ancora incompleto per servizi critici in raffineria.
Perché Lavorare con un Fornitore di Flange Tracciabili per Raffinerie
Un fornitore di flange per raffinerie dovrebbe essere valutato sulla disciplina documentale tanto quanto sulla capacità di lavorazione o forgiatura. I migliori fornitori riducono il rischio del progetto supportando la tracciabilità dei materiali, la revisione delle specifiche, i registri di ispezione e marchiature chiare dalla produzione alla consegna. Ciò è particolarmente importante quando gli ordini coinvolgono acciai legati, acciai inossidabili, requisiti per servizi acidi (sour-service) o flange di grande diametro e con facce speciali.
Il valore di SUNHY nell'approvvigionamento relativo alle raffinerie dovrebbe quindi essere inquadrato in base a ciò di cui hanno effettivamente bisogno gli acquirenti delle raffinerie:
- controllo qualità controllato
- documentazione materiale tracciabile
- supporto per la revisione dello standard della flangia, della facciata e del materiale prima del rilascio dell'ordine d'acquisto
- riduzione del rischio di rilavorazione in cantiere, indagini su perdite all'avvio e confusione nella manutenzione
Per le applicazioni nelle raffinerie e nelle unità di processo, ciò è più prezioso delle affermazioni generiche sull'essere “di alta qualità”. Gli acquirenti hanno bisogno di prove, non di slogan.
FAQ
Qual è il miglior tipo di flangia per applicazioni in raffineria?
Non esiste una singola flangia migliore per ogni servizio di raffineria. Per linee critiche ad alta pressione, alta temperatura, cicliche o soggette a vibrazioni, le flange a collare saldato sono spesso preferite. Per i punti di isolamento e di prova idraulica, le flangie cieche sono essenziali. La risposta corretta dipende dalle condizioni del processo, dalle conseguenze delle perdite, dalla facciata, dalla guarnizione e dal livello di controllo dell'assemblaggio.
Perché le flangie a collo saldato sono spesso preferite nei servizi di raffineria?
Perché di solito forniscono una migliore distribuzione dello stress e resistenza alla fatica. Il loro mozzo conico migliora la transizione dal tubo alla flangia, il che le rende più adatte per servizi gravosi dove sono previsti cicli termici, vibrazioni o carichi di tubazioni esterni.
Come scelgono gli ingegneri tra flangia RF e RTJ in una raffineria?
RF è utilizzata per molti servizi generali di raffineria, mentre RTJ è comunemente scelta per servizi più severi ad alta pressione e alta temperatura. RTJ offre una tenuta metallica ad alta integrità, ma richiede condizioni precise della scanalatura, corretta selezione dell'anello e una disciplina di installazione più rigorosa.
Quali documenti dovrebbe fornire un fornitore di flange per raffinerie?
Al minimo, gli acquirenti di raffinerie dovrebbero richiedere documentazione tracciabile dei materiali e registri di conformità agli standard. A seconda del progetto, ciò può includere MTR, certificati EN 10204 3.1, rapporti di ispezione, marcature tracciabili e verifica PMI o della durezza per servizi critici.
Perché le giunzioni delle flange di raffineria perdono anche quando la classe della flangia sembra corretta?
Perché la sola classe della flangia non controlla l'integrità del giunto. Molte perdite in raffineria sono causate da selezione errata della guarnizione, facce danneggiate, mancato controllo del carico dei bulloni, sostituzione del materiale, allineamento scadente o assemblaggio non controllato. L'intero sistema del giunto della flangia deve essere specificato e installato correttamente.



