







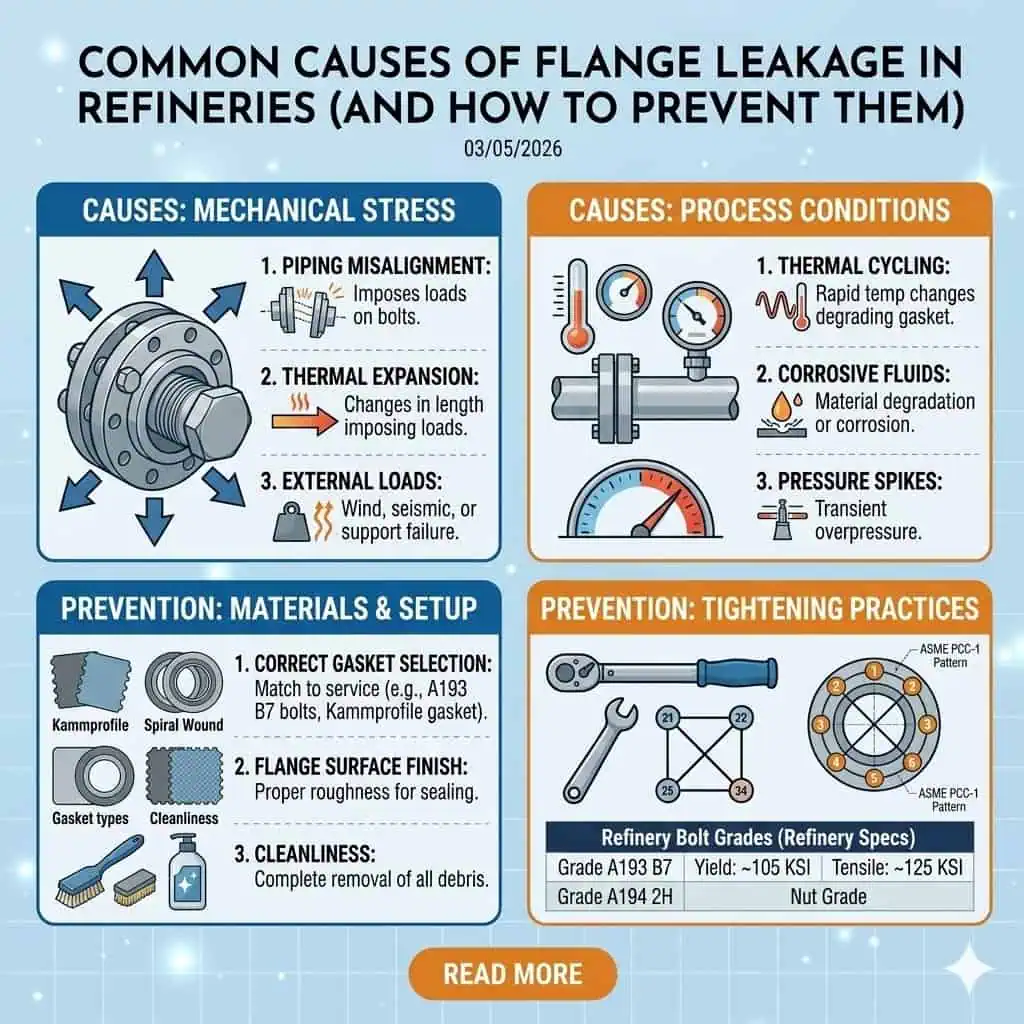
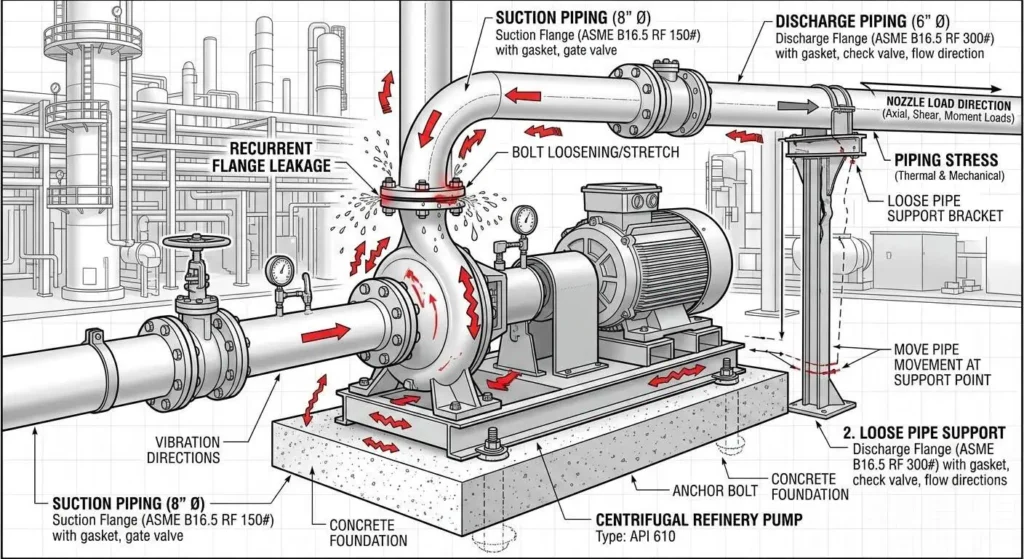
Quelles sont les causes des fuites de brides dans les raffineries ? Les causes les plus courantes sont mauvaise sélection du joint, précharge inégale des boulons, désalignement des brides, faces de bride endommagées, vibrations, contraintes de tuyauterie, corrosion et traçabilité de maintenance médiocre. Dans les services de raffinerie, les fuites de brides proviennent rarement d'une seule erreur. Un assemblage peut survivre à l'hydrotest et fuir après le démarrage parce que le joint, les boulons, les faces, l'alignement et les charges opérationnelles n'ont jamais été contrôlés comme un système unique.
Réponse directe : La plupart des fuites de brides en raffinerie commencent par des erreurs d'assemblage, mais les fuites répétées ou difficiles à arrêter impliquent généralement une deuxième couche de causes telles que les cycles thermiques, les charges externes de tuyauterie, les vibrations près des pompes, les services corrosifs, ou la substitution non documentée de joints et de matériaux pendant les arrêts de maintenance.
- Mauvais matériau, épaisseur, taille ou compatibilité de face du joint
- Serrage inégal des boulons et précharge faible ou instable
- Désalignement des brides ou utilisation de boulons pour tirer la tuyauterie en place
- Faces d'étanchéité rayées, corrodées, sales ou recouvertes de résidus
- Vibrations, charges sur les brides, mauvais placement des supports ou mouvements thermiques
- Corrosion, érosion et dégradation liée au service
- Absence de certificats de matériaux (MTR), d'analyse PMI, de couple de serrage ou d'historique des joints après maintenance
Pour les équipes de raffinerie, l'objectif pratique n'est pas seulement d'arrêter la fuite visible. L'objectif est d'identifier la cause principale de fuite de bride, de corriger la facteurs contributifs au niveau du système, et d'empêcher le même joint de fuir à nouveau au prochain démarrage.
Quelles sont les causes des fuites de brides dans les raffineries ?
Les fuites de brides en raffinerie commencent généralement à l'un des six endroits suivants : choix du joint, précharge des boulons, alignement des brides, état des faces, charge externe ou dégradation liée au service. La fuite devient plus difficile à résoudre lorsque la documentation est faible, car les équipes ne savent plus quel joint a été utilisé, comment le joint a été serré ou si une substitution de matériau a eu lieu lors de la dernière maintenance.
| Cause courante de fuite de bride | Pourquoi cela crée une fuite | Première vérification typique |
|---|---|---|
| Sélection incorrecte du joint | Le joint ne peut pas maintenir la contrainte d'étanchéité sous les conditions réelles de fluide, température, pression ou de surface | Vérifier que le type, le matériau, l'épaisseur, la taille et la surface du joint correspondent |
| Précharge inégale des boulons | La compression non uniforme décharge le joint et ouvre des voies de fuite | Examiner la séquence de serrage, l'état de lubrification et l'enregistrement d'assemblage |
| Désalignement de la bride | Les boulons supportent la charge d'alignement au lieu de la charge de serrage du joint | Vérifier l'écart des faces, l'ajustement des trous de boulons, la contrainte de la tuyauterie et l'état des supports |
| Face de bride endommagée ou sale | Les rayures, la rouille, les résidus ou les débris interrompent le contact d'étanchéité | Inspecter la bande du joint avant le remontage |
| Vibrations et contraintes de tuyauterie | Les charges externes modifient la tension des boulons et déforment l'assemblage pendant le fonctionnement | Vérifier les supports, les équipements rotatifs à proximité et l'historique des vibrations |
| Corrosion ou mélange de matériaux | Un matériau incorrect ou des composants dégradés perdent leur intégrité en service | Examiner le certificat de matériau (MTR), l'analyse PMI, les marquages et la compatibilité avec le service |
Comment les problèmes de joint provoquent des fuites aux brides
Une sélection inappropriée du joint est l'une des causes les plus courantes de fuites aux brides dans les raffineries. Un joint peut sembler dimensionnellement correct et quand même tomber en panne si le matériau ne correspond pas à la chimie du service, à la plage de température, à la classe de pression, au type de face de bride ou aux exigences de compression. Ceci est particulièrement courant après des travaux d'arrêt lorsque des types de joints visuellement similaires sont substitués sans examen d'ingénierie.
Dans la pratique en raffinerie, la défaillance du joint se manifeste souvent selon l'un de ces schémas :
- La fuite commence après le démarrage parce que le joint se détend sous la chaleur et la précharge diminue
- La fuite apparaît dans un service acide, humide ou chimiquement agressif parce que le matériau du joint est incompatible
- La fuite se répète après chaque arrêt de maintenance parce que le même remplacement non approuvé continue d'être installé
- La fuite se manifeste uniquement sous cyclage parce que le joint sélectionné ne peut pas se rétablir sous le mouvement thermique
Avant l'installation, les équipes doivent vérifier le joint par rapport à la conception de l'assemblage, et pas seulement à la taille de la bride. Cela inclut le milieu de service, les températures de fonctionnement et de perturbation, la pression, le type de face et la liste de maintenance approuvée. Si vous examinez les pratiques de remplacement, ce guide connexe sur Sélection de joints de bride et compatibilité de service est une vérification croisée utile.
Exemple terrain : Une fuite lors du démarrage d'une raffinerie sur une ligne d'hydrocarbures chauds a été attribuée à un joint qui correspondait aux dimensions de la bride mais pas à la nuance de matériau approuvée pour les cycles thermiques. L'assemblage était étanche lors des contrôles statiques, puis a fui une fois que l'égalisation de température et la relaxation de la précharge se sont produites.
Comment la perte de précharge des boulons provoque des fuites de bride
De nombreuses fuites de bride en raffinerie sont des problèmes de précharge, pas des “problèmes de couple”.” Une bride peut fuir même lorsque la valeur de couple enregistrée semble correcte, car le couple n'est qu'un moyen indirect de créer une tension dans les boulons. L'état de lubrification, la dispersion des frottements, l'enfoncement, le tassement thermique et les vibrations affectent tous la force de serrage réelle restant après le démarrage.
- Un serrage inégal crée des zones localisées de faible charge autour du joint
- Un serrage excessif peut endommager le joint et accélérer la relaxation
- Un serrage insuffisant laisse trop peu de contrainte d'écrasement dès le départ
- Différentes conditions de lubrification entre les boulons créent une dispersion de précharge même au même couple
- Les cycles thermiques et les vibrations peuvent réduire la tension effective des boulons après le démarrage
Les joints critiques de raffinerie doivent être assemblés avec un serrage étagé, une séquence définie, des outils étalonnés et des étapes de vérification. Lorsque les procédures l'exigent, des méthodes de boulonnage avancées ou une mise en tension hydraulique peuvent améliorer la cohérence sur les joints de grande taille ou à haute conséquence. Pour un contrôle d'assemblage connexe, consultez ce guide d'assemblage de bride pour une intégrité de joint sans fuite.
Rappel pratique : Lorsqu'une bride fuit après le démarrage, ne regardez pas seulement le couple final. Vérifiez la rétention de la précharge, la cohérence du lubrifiant, le modèle de compression du joint et si les charges opérationnelles ont modifié le joint après l'assemblage.
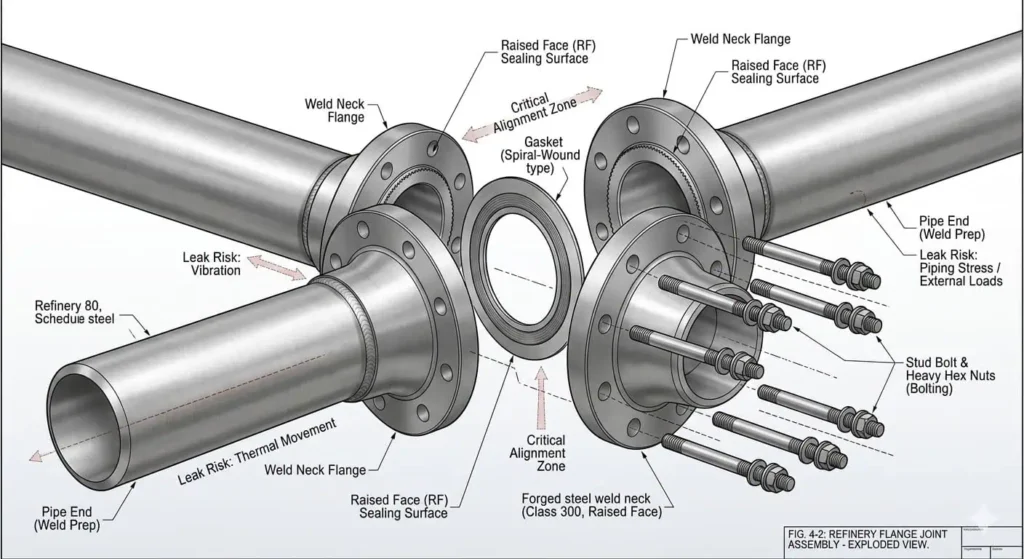
Le désalignement et la contrainte des tuyaux peuvent-ils causer des fuites de bride ?
Oui. Le désalignement de la bride et la charge externe de tuyauterie sont des causes majeures de fuites répétées. Si un tronçon est tiré en place avec des boulons, une partie de la charge des boulons est consommée par la flexion et l'ajustement forcé au lieu de la compression du joint. Le joint peut sembler fermé, mais la précharge est déjà utilisée pour lutter contre le désalignement. Une fois que la ligne chauffe, vibre ou bouge, le joint se décharge localement et la fuite commence.
- Le désalignement angulaire provoque une charge inégale sur la face
- Le décalage parallèle crée un siège de joint non uniforme
- Des supports inadéquats transfèrent les contraintes de la tuyauterie vers la bride.
- Les vibrations de la pompe ou du compresseur accélèrent la perte de précharge.
- La charge sur la tubulure peut déformer l'assemblage même lorsque la bride elle-même est correcte.
Exemple terrain : Une bride d'aspiration de pompe a fui à plusieurs reprises malgré de multiples changements de joint. La cause réelle était une rigidité insuffisante des supports et des vibrations. Une fois que l'état des supports et l'alignement de la tuyauterie ont été corrigés, la bride a cessé de fuir.
Comment les faces de bride endommagées provoquent des fuites
Une face de bride endommagée peut créer des chemins de fuite immédiats même lorsque le joint et la charge de boulonnage sont corrects. Les rayures, les piqûres de corrosion, les résidus de joint ancien, les projections, les projections de soudure, la rouille ou la saleté interrompent la bande de contact et empêchent un étanchéité uniforme. Dans les environnements de raffinerie, les travaux d'arrêt et les conditions de stockage introduisent souvent des dommages sur la face bien avant que l'assemblage ne soit remonté.
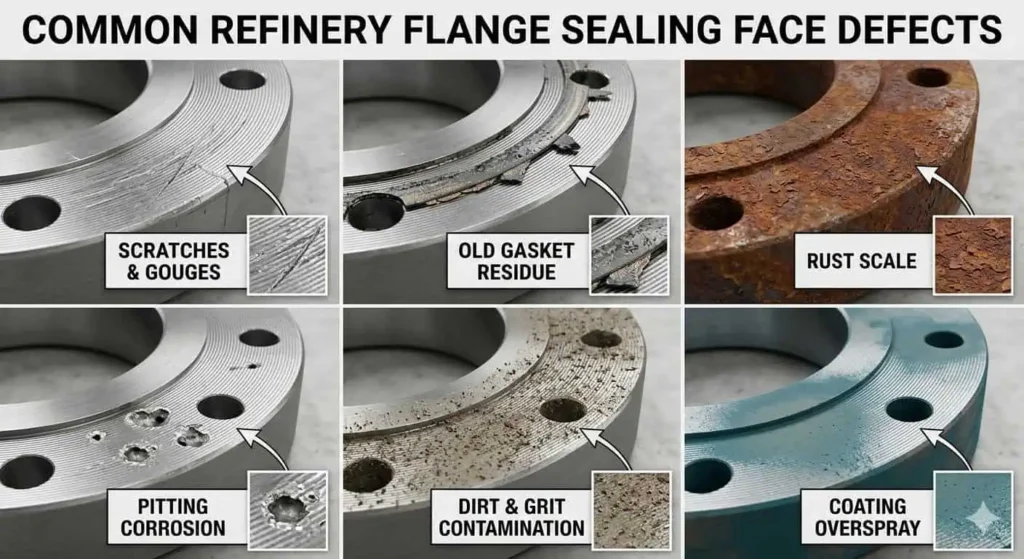
- Les résidus de joint ancien créent des points hauts et une compression inégale.
- Les rayures radiales peuvent devenir des canaux de fuite directs
- Les piqûres de corrosion réduisent la surface de contact réelle dans la bande du joint
- Les faces sales empêchent un positionnement stable du joint dès le premier serrage
Si votre équipe constate des fuites répétées après la maintenance, inspectez toujours la bande d'étanchéité avant de supposer que le nouveau joint est en cause. Pour des pratiques de prévention plus larges, consultez causes courantes de fuites de brides et mesures préventives.
Comment la corrosion et les mélanges de matériaux provoquent des fuites
La corrosion et les défaillances de traçabilité transforment souvent une petite fuite de bride en un problème d'arrêt répété. Dans les services de raffinerie, la corrosion peut attaquer la face de la bride, le boulonnage ou l'environnement du joint. En même temps, les travaux de maintenance peuvent introduire des matériaux incorrects si les contrôles de réception et les contrôles de traçabilité sont faibles.
- Un matériau de bride ou de boulon incorrect peut se corroder plus rapidement que prévu en service
- Un matériau de joint incorrect peut durcir, gonfler, se fragiliser ou se dégrader chimiquement
- Absence de dossiers MTR ou PMI rend l'analyse des causes racines plus lente et moins fiable
- La substitution de matériaux pendant les travaux de remise en état peut passer inaperçue sans vérifications appropriées du marquage
Les joints critiques doivent être étayés par une traçabilité des lots de chauffe, des marquages clairs et des dossiers de vérification des matériaux si nécessaire. Une page compagnon utile ici est comment lire les marquages de bride et les informations de traçabilité.
Pourquoi les fuites de bride se répètent après le démarrage ou la remise en état
Les fuites de bride se répètent souvent après le démarrage car la réparation initiale n'a traité que le symptôme visible. Les équipes remplacent le joint, resserrent les boulons ou changent un composant, mais les causes sous-jacentes persistent : désalignement, vibration, perte de précharge thermique, faces endommagées ou mauvaise documentation de ce qui a été installé la dernière fois.
- Le chauffage au démarrage modifie l'alignement de la bride et la rétention de la précharge
- L'enfoncement et le tassement du joint réduisent la force de serrage après le fonctionnement initial
- La pression du calendrier de remise en état peut conduire à la substitution et à des vérifications finales incomplètes
- Historique de fuites incomplet permettant la répétition de la même erreur sur le même joint
| Chronologie de fuite observée | Schéma typique de cause racine | Meilleure première revue |
|---|---|---|
| Fuite apparaissant peu après le démarrage | Perte de précharge, erreur de centrage du joint, tassement thermique | Enregistrement d'assemblage, type de joint, séquence de serrage, condition de lubrification |
| La fuite réapparaît après chaque arrêt de maintenance | Mauvaise pratique de remplacement, préparation de surface inadéquate, désalignement non résolu | Journal d'historique du joint, pièces utilisées, norme d'inspection de surface |
| La fuite s'aggrave avec les vibrations ou les changements de débit | Charge externe de tuyauterie ou problème de support | Disposition des supports, alignement, tendance des vibrations |
| La fuite apparaît lentement en service corrosif | Incompatibilité des matériaux, corrosion ou progression des dommages sur la face | Dossiers des matériaux, chimie du service, historique des inspections |
Comment diagnostiquer une fuite de bride
Commencez par le schéma de fuite et le contexte du service
La méthode la plus rapide pour diagnostiquer une fuite de bride est de capturer le schéma de fuite avant de perturber l'assemblage. Notez si la fuite est un suintement, des gouttes, de la vapeur, une simple tache, intermittente lors des changements thermiques ou liée aux vibrations de l'équipement. Enregistrez l'ID de l'assemblage, le service, l'état de démarrage, la maintenance récente et tout problème connu de support ou d'alignement.
Important : Cet article est un guide de diagnostic technique, pas une instruction de travail en direct. Suivez toujours les procédures d'isolement de raffinerie, de permis, de test de gaz, d'intégrité mécanique et de réponse d'urgence avant l'inspection, le desserrage, le serrage ou le démontage.
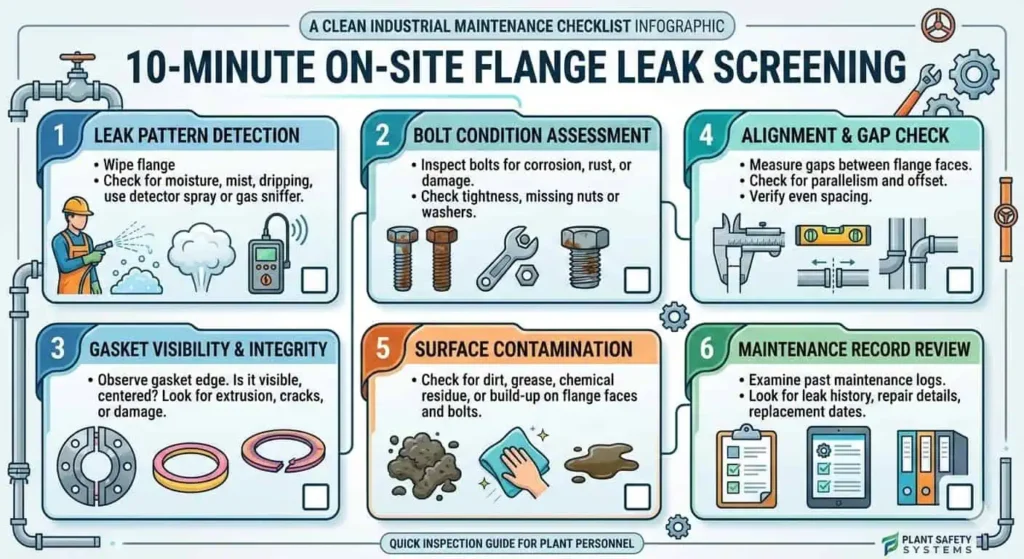
Liste de contrôle de dépistage sur site en 10 minutes
| Étape | Points à vérifier | Pourquoi c'est important |
|---|---|---|
| 1 | Motif et emplacement de la fuite | Aide à distinguer les fuites liées à la face de joint, aux boulons, aux soudures adjacentes et aux vibrations |
| 2 | État des boulons et indices visibles de chargement | La corrosion, le matériel desserré, la position des rondelles et l'absence de marques de témoin peuvent indiquer des problèmes de précharge |
| 3 | Indices sur le joint si visible | Un placement décentré ou un débordement suggère des problèmes de centrage ou de compression |
| 4 | État de l'alignement et du support | La variation de l'écart de face, la contrainte sur la tubulure, les supports desserrés et les vibrations provoquent souvent des fuites répétées |
| 5 | Preuve de contamination de surface | Rouille, résidu, saleté, surpulvérisation ou ancien matériau de joint expliquent souvent les fuites au démarrage |
| 6 | Maintenance et documentation récentes | L'absence de couple, de joint, de MTR ou de registres PMI augmente le risque de substitution et de défaillance répétée |
Que vérifier après isolement ou arrêt
La confirmation de la cause racine doit être basée sur des preuves physiques, et non sur la mémoire. Après que le système est en sécurité isolé, inspectez les marques de compression du joint, l'état des faces de bride, les filetages des boulons et les rondelles, l'état des supports, et les zones de soudure à proximité le cas échéant. Photographiez le joint avant nettoyage pour ne pas perdre les preuves de transfert de résidu, de compression inégale ou de direction de fuite.
- Vérifiez le motif de compression du joint pour une charge inégale ou un centrage défectueux
- Inspectez les faces de bride pour les rayures, piqûres, corrosion ou résidu de matériau de joint
- Examinez les boulons, goujons, écrous et rondelles pour la corrosion, grippage ou indices de lubrification incohérente
- Confirmez l'identité du matériau et la documentation si une substitution est suspectée
- Comparer les constatations avec l'historique des fuites précédentes pour le même ID de joint
Ce qu'il ne faut pas faire lors du dépannage d'une fuite de bride
- Ne pas supposer que chaque fuite est uniquement un problème de joint
- Ne pas utiliser des boulons pour forcer l'alignement de la tuyauterie
- Ne pas substituer les matériaux de joint par apparence ou taille uniquement
- Ne pas omettre de documenter l'ID du joint, la méthode d'assemblage et les matériaux utilisés
- Ne pas endommager la face d'étanchéité lors du nettoyage
- Ne pas ignorer les vibrations, les supports ou les charges de tuyauterie aux emplacements de fuites récurrentes
Comment prévenir les fuites de bride dans les raffineries
Sélection correcte au stade de la conception et de l'approvisionnement
La prévention des fuites commence bien avant l'assemblage de la bride. Les ingénieurs et acheteurs doivent confirmer le type de bride, la classe, la face, le matériau, la compatibilité du joint, le boulonnage et l'enveloppe de service avant que les pièces ne soient livrées sur site. Une taille de bride correcte ne suffit pas si la base de conception du joint est erronée.
- Faire correspondre le type de bride et la face à la sévérité du service et à la stratégie de maintenance
- Vérifier la compatibilité du joint avec le fluide, la pression et la température
- Confirmer la qualité du boulonnage et les exigences d'assemblage
- Examiner les dossiers de matériaux, les marquages et la traçabilité avant l'installation
Pour l'inspection à réception et la revue des fournisseurs, cette page sur les contrôles de qualité pour les brides peut aider à renforcer le contrôle des achats.
Contrôle qualité de l'installation et discipline d'assemblage
Une discipline d'assemblage stricte est le moyen pratique le plus rapide de réduire les fuites au niveau des brides. Nettoyer les faces d'étanchéité, vérifier le joint, le centrer correctement, aligner les brides avant de charger les boulons, et utiliser un serrage étagé avec des outils étalonnés. Pour les joints critiques, enregistrer la méthode d'assemblage et le résultat de la vérification par identifiant de joint.
- Inspecter et nettoyer la surface d'étanchéité avant l'assemblage
- Confirmer le type, la taille et l'application de la garniture
- Centrer la garniture avant le serrage final
- Vérifier l'alignement avant serrage
- Utiliser un serrage étagé et une séquence contrôlée
- Enregistrer l'ID du joint, la méthode, la date et les observations critiques
Inspection, Maintenance et Suivi de l'Historique des Fuites
Les fuites répétées cessent généralement uniquement lorsque l'historique du joint est suivi. Les équipes de raffinerie doivent enregistrer les joints sujets aux fuites par ID, noter les observations de démarrage, comparer les emplacements récurrents et relier chaque événement aux pièces installées et à la méthode d'assemblage utilisée. Cela rend la planification des arrêts plus intelligente et l'analyse des causes racines plus rapide.
- Suivre les emplacements de fuites récurrents par ID de joint
- Examiner les tendances de fuites au démarrage après les arrêts
- Inspecter les supports et les vibrations au niveau des joints à fuites répétées
- Conserver les enregistreements MTR, PMI, des joints d'étanchéité et d'assemblage liés au joint
Contrôles de qualité et de traçabilité des fournisseurs
La qualité des fournisseurs est importante car les enquêtes sur les fuites en raffinerie se terminent souvent par un manque de documentation. Les acheteurs doivent vérifier les systèmes de qualité des fournisseurs, la traçabilité des matériaux, les marquages des produits et les enregistreements d'inspection avant l'installation. Les produits certifiés et traçables réduisent l'incertitude, en particulier dans les joints à conséquences élevées.
| Point de contrôle | Pourquoi c'est important |
|---|---|
| Système de qualité des fournisseurs | Confirme des pratiques de fabrication et de documentation contrôlées |
| Examen MTR | Vérifie les propriétés chimiques et mécaniques par rapport à la spécification |
| Traçabilité par lot de fusion | Relie l'élément installé aux dossiers pour les audits et l'analyse des défaillances |
| PMI ou contrôles supplémentaires si nécessaire | Réduit le risque de mélange de matériaux dans les services critiques |
| Dossier d'assemblage par ID de joint | Facilite le diagnostic des défaillances répétées après la mise en service ou la maintenance |
Si votre équipe examine l'identité des composants et les dossiers d'assurance qualité, ces références internes s'intègrent naturellement dans le flux de travail : marquages et traçabilité des brides et assemblage de bride pour une étanchéité nulle.
Normes et références techniques
Les spécifications du projet et les procédures de site restent les documents de référence. Les normes suivantes sont couramment pertinentes lors de la sélection, de l'assemblage, de l'inspection ou du dépannage des joints de bride de raffinerie :
- ASME PCC-1 — guide d'assemblage des joints à bride boulonnée
- ASME B16.5 — brides de tuyauterie et raccords à bride
- ASME B16.47 — brides en acier de grand diamètre
- API 570 — code d'inspection des tuyauteries
- Guide EPA LDAR — contexte de détection et réparation des fuites pour les installations sensibles aux émissions
Important : Cette page est un guide de contenu technique. Elle ne remplace pas votre instruction de travail de raffinerie, vos règles de permis de travail, votre procédure d'isolation, votre norme de boulonnage ou votre spécification de projet.
FAQ
Quelles sont les causes des fuites de bride après la mise en service ?
La plupart des fuites de bride après la mise en service sont causées par une perte de précharge, des problèmes d'étanchéité du joint, un désalignement ou des charges externes non résolues. Un joint peut sembler correct pendant l'assemblage mais commencer à fuir après que l'expansion thermique, les vibrations ou l'enfoncement du joint réduisent la contrainte d'étanchéité effective.
Le désalignement des brides peut-il provoquer des fuites ?
Oui. Le désalignement des brides est une cause majeure de fuite de bride dans les raffineries. Lorsque des boulons sont utilisés pour mettre les brides en position, une partie de la charge des boulons est perdue pour la correction de l'alignement. Cela réduit la compression du joint et crée des chemins de fuite locaux pendant le fonctionnement.
Pourquoi les boulons de bride semblent-ils se desserrer après le démarrage ?
La précharge des boulons peut diminuer après le démarrage en raison de l'enfoncement, des cycles thermiques, des vibrations et de la dispersion de la précharge liée à la lubrification. Ce qui ressemble à des “ boulons desserrés ” est souvent un problème de rétention de la précharge plutôt qu'un simple problème de couple.
Un défaut sur la face de bride peut-il provoquer une fuite ?
Oui. Les rayures, les piqûres, la corrosion, la saleté et les résidus de joints anciens peuvent tous provoquer des fuites de brides. Même un joint correct et une charge de boulon correcte peuvent échouer si la face d'étanchéité est endommagée ou contaminée dans la bande de contact du joint.
Quelles erreurs de joint provoquent des fuites de bride ?
Les erreurs de joint les plus courantes sont le mauvais matériau, la mauvaise compatibilité de la face, la mauvaise taille, l'installation décentrée et la substitution non approuvée à l'arrêt. Dans les services de raffinerie, ces erreurs se manifestent souvent par des fuites après le démarrage ou sous les cycles de température.
Les vibrations peuvent-elles provoquer des fuites au niveau des brides de raffinerie ?
Oui. Les vibrations peuvent décharger le joint, déplacer l'assemblage et réduire la précharge des boulons au fil du temps. Les fuites répétées près des pompes, des compresseurs et des lignes mal supportées doivent toujours déclencher un examen des vibrations et du support.
Devriez-vous resserrer une bride qui fuit en service ?
Ne supposez pas que le resserrage en service est sûr ou autorisé. Les systèmes sous pression ou dangereux des raffineries doivent suivre les procédures du site, l'examen d'ingénierie, les exigences d'isolement et les règles d'intervention d'urgence. De nombreuses fuites nécessitent un arrêt contrôlé et une correction de la cause racine plutôt qu'un serrage accru.
Quels enregistreements doivent être conservés pour la traçabilité des brides ?
Au minimum, conservez les MTR, les marquages ou les dossiers de traçabilité par lot de chaleur, les dossiers PMI si requis, l'identification des joints et les dossiers d'assemblage liés à l'ID du joint. Ces dossiers rendent l'enquête sur les défaillances et la prévention des fuites répétées beaucoup plus rapides et fiables.
Quelles sont les causes des fuites de brides dans les raffineries ? Les causes les plus courantes sont mauvaise sélection du joint, précharge inégale des boulons, désalignement des brides, faces de bride endommagées, vibrations, contraintes de tuyauterie, corrosion et traçabilité de maintenance médiocre. Dans les services de raffinerie, les fuites de brides proviennent rarement d'une seule erreur. Un assemblage peut survivre à l'hydrotest et fuir après le démarrage parce que le joint, les boulons, les faces, l'alignement et les charges opérationnelles n'ont jamais été contrôlés comme un système unique.
Réponse directe : La plupart des fuites de brides en raffinerie commencent par des erreurs d'assemblage, mais les fuites répétées ou difficiles à arrêter impliquent généralement une deuxième couche de causes telles que les cycles thermiques, les charges externes de tuyauterie, les vibrations près des pompes, les services corrosifs, ou la substitution non documentée de joints et de matériaux pendant les arrêts de maintenance.
- Mauvais matériau, épaisseur, taille ou compatibilité de face du joint
- Serrage inégal des boulons et précharge faible ou instable
- Désalignement des brides ou utilisation de boulons pour tirer la tuyauterie en place
- Faces d'étanchéité rayées, corrodées, sales ou recouvertes de résidus
- Vibrations, charges sur les brides, mauvais placement des supports ou mouvements thermiques
- Corrosion, érosion et dégradation liée au service
- Absence de certificats de matériaux (MTR), d'analyse PMI, de couple de serrage ou d'historique des joints après maintenance
Pour les équipes de raffinerie, l'objectif pratique n'est pas seulement d'arrêter la fuite visible. L'objectif est d'identifier la cause principale de fuite de bride, de corriger la facteurs contributifs au niveau du système, et d'empêcher le même joint de fuir à nouveau au prochain démarrage.
Quelles sont les causes des fuites de brides dans les raffineries ?
Les fuites de brides en raffinerie commencent généralement à l'un des six endroits suivants : choix du joint, précharge des boulons, alignement des brides, état des faces, charge externe ou dégradation liée au service. La fuite devient plus difficile à résoudre lorsque la documentation est faible, car les équipes ne savent plus quel joint a été utilisé, comment le joint a été serré ou si une substitution de matériau a eu lieu lors de la dernière maintenance.
| Cause courante de fuite de bride | Pourquoi cela crée une fuite | Première vérification typique |
|---|---|---|
| Sélection incorrecte du joint | Le joint ne peut pas maintenir la contrainte d'étanchéité sous les conditions réelles de fluide, température, pression ou de surface | Vérifier que le type, le matériau, l'épaisseur, la taille et la surface du joint correspondent |
| Précharge inégale des boulons | La compression non uniforme décharge le joint et ouvre des voies de fuite | Examiner la séquence de serrage, l'état de lubrification et l'enregistrement d'assemblage |
| Désalignement de la bride | Les boulons supportent la charge d'alignement au lieu de la charge de serrage du joint | Vérifier l'écart des faces, l'ajustement des trous de boulons, la contrainte de la tuyauterie et l'état des supports |
| Face de bride endommagée ou sale | Les rayures, la rouille, les résidus ou les débris interrompent le contact d'étanchéité | Inspecter la bande du joint avant le remontage |
| Vibrations et contraintes de tuyauterie | Les charges externes modifient la tension des boulons et déforment l'assemblage pendant le fonctionnement | Vérifier les supports, les équipements rotatifs à proximité et l'historique des vibrations |
| Corrosion ou mélange de matériaux | Un matériau incorrect ou des composants dégradés perdent leur intégrité en service | Examiner le certificat de matériau (MTR), l'analyse PMI, les marquages et la compatibilité avec le service |
Comment les problèmes de joint provoquent des fuites aux brides
Une sélection inappropriée du joint est l'une des causes les plus courantes de fuites aux brides dans les raffineries. Un joint peut sembler dimensionnellement correct et quand même tomber en panne si le matériau ne correspond pas à la chimie du service, à la plage de température, à la classe de pression, au type de face de bride ou aux exigences de compression. Ceci est particulièrement courant après des travaux d'arrêt lorsque des types de joints visuellement similaires sont substitués sans examen d'ingénierie.
Dans la pratique en raffinerie, la défaillance du joint se manifeste souvent selon l'un de ces schémas :
- La fuite commence après le démarrage parce que le joint se détend sous la chaleur et la précharge diminue
- La fuite apparaît dans un service acide, humide ou chimiquement agressif parce que le matériau du joint est incompatible
- La fuite se répète après chaque arrêt de maintenance parce que le même remplacement non approuvé continue d'être installé
- La fuite se manifeste uniquement sous cyclage parce que le joint sélectionné ne peut pas se rétablir sous le mouvement thermique
Avant l'installation, les équipes doivent vérifier le joint par rapport à la conception de l'assemblage, et pas seulement à la taille de la bride. Cela inclut le milieu de service, les températures de fonctionnement et de perturbation, la pression, le type de face et la liste de maintenance approuvée. Si vous examinez les pratiques de remplacement, ce guide connexe sur Sélection de joints de bride et compatibilité de service est une vérification croisée utile.
Exemple terrain : Une fuite lors du démarrage d'une raffinerie sur une ligne d'hydrocarbures chauds a été attribuée à un joint qui correspondait aux dimensions de la bride mais pas à la nuance de matériau approuvée pour les cycles thermiques. L'assemblage était étanche lors des contrôles statiques, puis a fui une fois que l'égalisation de température et la relaxation de la précharge se sont produites.
Comment la perte de précharge des boulons provoque des fuites de bride
De nombreuses fuites de bride en raffinerie sont des problèmes de précharge, pas des “problèmes de couple”.” Une bride peut fuir même lorsque la valeur de couple enregistrée semble correcte, car le couple n'est qu'un moyen indirect de créer une tension dans les boulons. L'état de lubrification, la dispersion des frottements, l'enfoncement, le tassement thermique et les vibrations affectent tous la force de serrage réelle restant après le démarrage.
- Un serrage inégal crée des zones localisées de faible charge autour du joint
- Un serrage excessif peut endommager le joint et accélérer la relaxation
- Un serrage insuffisant laisse trop peu de contrainte d'écrasement dès le départ
- Différentes conditions de lubrification entre les boulons créent une dispersion de précharge même au même couple
- Les cycles thermiques et les vibrations peuvent réduire la tension effective des boulons après le démarrage
Les joints critiques de raffinerie doivent être assemblés avec un serrage étagé, une séquence définie, des outils étalonnés et des étapes de vérification. Lorsque les procédures l'exigent, des méthodes de boulonnage avancées ou une mise en tension hydraulique peuvent améliorer la cohérence sur les joints de grande taille ou à haute conséquence. Pour un contrôle d'assemblage connexe, consultez ce guide d'assemblage de bride pour une intégrité de joint sans fuite.
Rappel pratique : Lorsqu'une bride fuit après le démarrage, ne regardez pas seulement le couple final. Vérifiez la rétention de la précharge, la cohérence du lubrifiant, le modèle de compression du joint et si les charges opérationnelles ont modifié le joint après l'assemblage.
Le désalignement et la contrainte des tuyaux peuvent-ils causer des fuites de bride ?
Oui. Le désalignement de la bride et la charge externe de tuyauterie sont des causes majeures de fuites répétées. Si un tronçon est tiré en place avec des boulons, une partie de la charge des boulons est consommée par la flexion et l'ajustement forcé au lieu de la compression du joint. Le joint peut sembler fermé, mais la précharge est déjà utilisée pour lutter contre le désalignement. Une fois que la ligne chauffe, vibre ou bouge, le joint se décharge localement et la fuite commence.
- Le désalignement angulaire provoque une charge inégale sur la face
- Le décalage parallèle crée un siège de joint non uniforme
- Des supports inadéquats transfèrent les contraintes de la tuyauterie vers la bride.
- Les vibrations de la pompe ou du compresseur accélèrent la perte de précharge.
- La charge sur la tubulure peut déformer l'assemblage même lorsque la bride elle-même est correcte.
Exemple terrain : Une bride d'aspiration de pompe a fui à plusieurs reprises malgré de multiples changements de joint. La cause réelle était une rigidité insuffisante des supports et des vibrations. Une fois que l'état des supports et l'alignement de la tuyauterie ont été corrigés, la bride a cessé de fuir.
Comment les faces de bride endommagées provoquent des fuites
Une face de bride endommagée peut créer des chemins de fuite immédiats même lorsque le joint et la charge de boulonnage sont corrects. Les rayures, les piqûres de corrosion, les résidus de joint ancien, les projections, les projections de soudure, la rouille ou la saleté interrompent la bande de contact et empêchent un étanchéité uniforme. Dans les environnements de raffinerie, les travaux d'arrêt et les conditions de stockage introduisent souvent des dommages sur la face bien avant que l'assemblage ne soit remonté.
- Les résidus de joint ancien créent des points hauts et une compression inégale.
- Les rayures radiales peuvent devenir des canaux de fuite directs
- Les piqûres de corrosion réduisent la surface de contact réelle dans la bande du joint
- Les faces sales empêchent un positionnement stable du joint dès le premier serrage
Si votre équipe constate des fuites répétées après la maintenance, inspectez toujours la bande d'étanchéité avant de supposer que le nouveau joint est en cause. Pour des pratiques de prévention plus larges, consultez causes courantes de fuites de brides et mesures préventives.
Comment la corrosion et les mélanges de matériaux provoquent des fuites
La corrosion et les défaillances de traçabilité transforment souvent une petite fuite de bride en un problème d'arrêt répété. Dans les services de raffinerie, la corrosion peut attaquer la face de la bride, le boulonnage ou l'environnement du joint. En même temps, les travaux de maintenance peuvent introduire des matériaux incorrects si les contrôles de réception et les contrôles de traçabilité sont faibles.
- Un matériau de bride ou de boulon incorrect peut se corroder plus rapidement que prévu en service
- Un matériau de joint incorrect peut durcir, gonfler, se fragiliser ou se dégrader chimiquement
- Absence de dossiers MTR ou PMI rend l'analyse des causes racines plus lente et moins fiable
- La substitution de matériaux pendant les travaux de remise en état peut passer inaperçue sans vérifications appropriées du marquage
Les joints critiques doivent être étayés par une traçabilité des lots de chauffe, des marquages clairs et des dossiers de vérification des matériaux si nécessaire. Une page compagnon utile ici est comment lire les marquages de bride et les informations de traçabilité.
Pourquoi les fuites de bride se répètent après le démarrage ou la remise en état
Les fuites de bride se répètent souvent après le démarrage car la réparation initiale n'a traité que le symptôme visible. Les équipes remplacent le joint, resserrent les boulons ou changent un composant, mais les causes sous-jacentes persistent : désalignement, vibration, perte de précharge thermique, faces endommagées ou mauvaise documentation de ce qui a été installé la dernière fois.
- Le chauffage au démarrage modifie l'alignement de la bride et la rétention de la précharge
- L'enfoncement et le tassement du joint réduisent la force de serrage après le fonctionnement initial
- La pression du calendrier de remise en état peut conduire à la substitution et à des vérifications finales incomplètes
- Historique de fuites incomplet permettant la répétition de la même erreur sur le même joint
| Chronologie de fuite observée | Schéma typique de cause racine | Meilleure première revue |
|---|---|---|
| Fuite apparaissant peu après le démarrage | Perte de précharge, erreur de centrage du joint, tassement thermique | Enregistrement d'assemblage, type de joint, séquence de serrage, condition de lubrification |
| La fuite réapparaît après chaque arrêt de maintenance | Mauvaise pratique de remplacement, préparation de surface inadéquate, désalignement non résolu | Journal d'historique du joint, pièces utilisées, norme d'inspection de surface |
| La fuite s'aggrave avec les vibrations ou les changements de débit | Charge externe de tuyauterie ou problème de support | Disposition des supports, alignement, tendance des vibrations |
| La fuite apparaît lentement en service corrosif | Incompatibilité des matériaux, corrosion ou progression des dommages sur la face | Dossiers des matériaux, chimie du service, historique des inspections |
Comment diagnostiquer une fuite de bride
Commencez par le schéma de fuite et le contexte du service
La méthode la plus rapide pour diagnostiquer une fuite de bride est de capturer le schéma de fuite avant de perturber l'assemblage. Notez si la fuite est un suintement, des gouttes, de la vapeur, une simple tache, intermittente lors des changements thermiques ou liée aux vibrations de l'équipement. Enregistrez l'ID de l'assemblage, le service, l'état de démarrage, la maintenance récente et tout problème connu de support ou d'alignement.
Important : Cet article est un guide de diagnostic technique, pas une instruction de travail en direct. Suivez toujours les procédures d'isolement de raffinerie, de permis, de test de gaz, d'intégrité mécanique et de réponse d'urgence avant l'inspection, le desserrage, le serrage ou le démontage.
Liste de contrôle de dépistage sur site en 10 minutes
| Étape | Points à vérifier | Pourquoi c'est important |
|---|---|---|
| 1 | Motif et emplacement de la fuite | Aide à distinguer les fuites liées à la face de joint, aux boulons, aux soudures adjacentes et aux vibrations |
| 2 | État des boulons et indices visibles de chargement | La corrosion, le matériel desserré, la position des rondelles et l'absence de marques de témoin peuvent indiquer des problèmes de précharge |
| 3 | Indices sur le joint si visible | Un placement décentré ou un débordement suggère des problèmes de centrage ou de compression |
| 4 | État de l'alignement et du support | La variation de l'écart de face, la contrainte sur la tubulure, les supports desserrés et les vibrations provoquent souvent des fuites répétées |
| 5 | Preuve de contamination de surface | Rouille, résidu, saleté, surpulvérisation ou ancien matériau de joint expliquent souvent les fuites au démarrage |
| 6 | Maintenance et documentation récentes | L'absence de couple, de joint, de MTR ou de registres PMI augmente le risque de substitution et de défaillance répétée |
Que vérifier après isolement ou arrêt
La confirmation de la cause racine doit être basée sur des preuves physiques, et non sur la mémoire. Après que le système est en sécurité isolé, inspectez les marques de compression du joint, l'état des faces de bride, les filetages des boulons et les rondelles, l'état des supports, et les zones de soudure à proximité le cas échéant. Photographiez le joint avant nettoyage pour ne pas perdre les preuves de transfert de résidu, de compression inégale ou de direction de fuite.
- Vérifiez le motif de compression du joint pour une charge inégale ou un centrage défectueux
- Inspectez les faces de bride pour les rayures, piqûres, corrosion ou résidu de matériau de joint
- Examinez les boulons, goujons, écrous et rondelles pour la corrosion, grippage ou indices de lubrification incohérente
- Confirmez l'identité du matériau et la documentation si une substitution est suspectée
- Comparer les constatations avec l'historique des fuites précédentes pour le même ID de joint
Ce qu'il ne faut pas faire lors du dépannage d'une fuite de bride
- Ne pas supposer que chaque fuite est uniquement un problème de joint
- Ne pas utiliser des boulons pour forcer l'alignement de la tuyauterie
- Ne pas substituer les matériaux de joint par apparence ou taille uniquement
- Ne pas omettre de documenter l'ID du joint, la méthode d'assemblage et les matériaux utilisés
- Ne pas endommager la face d'étanchéité lors du nettoyage
- Ne pas ignorer les vibrations, les supports ou les charges de tuyauterie aux emplacements de fuites récurrentes
Comment prévenir les fuites de bride dans les raffineries
Sélection correcte au stade de la conception et de l'approvisionnement
La prévention des fuites commence bien avant l'assemblage de la bride. Les ingénieurs et acheteurs doivent confirmer le type de bride, la classe, la face, le matériau, la compatibilité du joint, le boulonnage et l'enveloppe de service avant que les pièces ne soient livrées sur site. Une taille de bride correcte ne suffit pas si la base de conception du joint est erronée.
- Faire correspondre le type de bride et la face à la sévérité du service et à la stratégie de maintenance
- Vérifier la compatibilité du joint avec le fluide, la pression et la température
- Confirmer la qualité du boulonnage et les exigences d'assemblage
- Examiner les dossiers de matériaux, les marquages et la traçabilité avant l'installation
Pour l'inspection à réception et la revue des fournisseurs, cette page sur les contrôles de qualité pour les brides peut aider à renforcer le contrôle des achats.
Contrôle qualité de l'installation et discipline d'assemblage
Une discipline d'assemblage stricte est le moyen pratique le plus rapide de réduire les fuites au niveau des brides. Nettoyer les faces d'étanchéité, vérifier le joint, le centrer correctement, aligner les brides avant de charger les boulons, et utiliser un serrage étagé avec des outils étalonnés. Pour les joints critiques, enregistrer la méthode d'assemblage et le résultat de la vérification par identifiant de joint.
- Inspecter et nettoyer la surface d'étanchéité avant l'assemblage
- Confirmer le type, la taille et l'application de la garniture
- Centrer la garniture avant le serrage final
- Vérifier l'alignement avant serrage
- Utiliser un serrage étagé et une séquence contrôlée
- Enregistrer l'ID du joint, la méthode, la date et les observations critiques
Inspection, Maintenance et Suivi de l'Historique des Fuites
Les fuites répétées cessent généralement uniquement lorsque l'historique du joint est suivi. Les équipes de raffinerie doivent enregistrer les joints sujets aux fuites par ID, noter les observations de démarrage, comparer les emplacements récurrents et relier chaque événement aux pièces installées et à la méthode d'assemblage utilisée. Cela rend la planification des arrêts plus intelligente et l'analyse des causes racines plus rapide.
- Suivre les emplacements de fuites récurrents par ID de joint
- Examiner les tendances de fuites au démarrage après les arrêts
- Inspecter les supports et les vibrations au niveau des joints à fuites répétées
- Conserver les enregistreements MTR, PMI, des joints d'étanchéité et d'assemblage liés au joint
Contrôles de qualité et de traçabilité des fournisseurs
La qualité des fournisseurs est importante car les enquêtes sur les fuites en raffinerie se terminent souvent par un manque de documentation. Les acheteurs doivent vérifier les systèmes de qualité des fournisseurs, la traçabilité des matériaux, les marquages des produits et les enregistreements d'inspection avant l'installation. Les produits certifiés et traçables réduisent l'incertitude, en particulier dans les joints à conséquences élevées.
| Point de contrôle | Pourquoi c'est important |
|---|---|
| Système de qualité des fournisseurs | Confirme des pratiques de fabrication et de documentation contrôlées |
| Examen MTR | Vérifie les propriétés chimiques et mécaniques par rapport à la spécification |
| Traçabilité par lot de fusion | Relie l'élément installé aux dossiers pour les audits et l'analyse des défaillances |
| PMI ou contrôles supplémentaires si nécessaire | Réduit le risque de mélange de matériaux dans les services critiques |
| Dossier d'assemblage par ID de joint | Facilite le diagnostic des défaillances répétées après la mise en service ou la maintenance |
Si votre équipe examine l'identité des composants et les dossiers d'assurance qualité, ces références internes s'intègrent naturellement dans le flux de travail : marquages et traçabilité des brides et assemblage de bride pour une étanchéité nulle.
Normes et références techniques
Les spécifications du projet et les procédures de site restent les documents de référence. Les normes suivantes sont couramment pertinentes lors de la sélection, de l'assemblage, de l'inspection ou du dépannage des joints de bride de raffinerie :
- ASME PCC-1 — guide d'assemblage des joints à bride boulonnée
- ASME B16.5 — brides de tuyauterie et raccords à bride
- ASME B16.47 — brides en acier de grand diamètre
- API 570 — code d'inspection des tuyauteries
- Guide EPA LDAR — contexte de détection et réparation des fuites pour les installations sensibles aux émissions
Important : Cette page est un guide de contenu technique. Elle ne remplace pas votre instruction de travail de raffinerie, vos règles de permis de travail, votre procédure d'isolation, votre norme de boulonnage ou votre spécification de projet.
FAQ
Quelles sont les causes des fuites de bride après la mise en service ?
La plupart des fuites de bride après la mise en service sont causées par une perte de précharge, des problèmes d'étanchéité du joint, un désalignement ou des charges externes non résolues. Un joint peut sembler correct pendant l'assemblage mais commencer à fuir après que l'expansion thermique, les vibrations ou l'enfoncement du joint réduisent la contrainte d'étanchéité effective.
Le désalignement des brides peut-il provoquer des fuites ?
Oui. Le désalignement des brides est une cause majeure de fuite de bride dans les raffineries. Lorsque des boulons sont utilisés pour mettre les brides en position, une partie de la charge des boulons est perdue pour la correction de l'alignement. Cela réduit la compression du joint et crée des chemins de fuite locaux pendant le fonctionnement.
Pourquoi les boulons de bride semblent-ils se desserrer après le démarrage ?
La précharge des boulons peut diminuer après le démarrage en raison de l'enfoncement, des cycles thermiques, des vibrations et de la dispersion de la précharge liée à la lubrification. Ce qui ressemble à des “ boulons desserrés ” est souvent un problème de rétention de la précharge plutôt qu'un simple problème de couple.
Un défaut sur la face de bride peut-il provoquer une fuite ?
Oui. Les rayures, les piqûres, la corrosion, la saleté et les résidus de joints anciens peuvent tous provoquer des fuites de brides. Même un joint correct et une charge de boulon correcte peuvent échouer si la face d'étanchéité est endommagée ou contaminée dans la bande de contact du joint.
Quelles erreurs de joint provoquent des fuites de bride ?
Les erreurs de joint les plus courantes sont le mauvais matériau, la mauvaise compatibilité de la face, la mauvaise taille, l'installation décentrée et la substitution non approuvée à l'arrêt. Dans les services de raffinerie, ces erreurs se manifestent souvent par des fuites après le démarrage ou sous les cycles de température.
Les vibrations peuvent-elles provoquer des fuites au niveau des brides de raffinerie ?
Oui. Les vibrations peuvent décharger le joint, déplacer l'assemblage et réduire la précharge des boulons au fil du temps. Les fuites répétées près des pompes, des compresseurs et des lignes mal supportées doivent toujours déclencher un examen des vibrations et du support.
Devriez-vous resserrer une bride qui fuit en service ?
Ne supposez pas que le resserrage en service est sûr ou autorisé. Les systèmes sous pression ou dangereux des raffineries doivent suivre les procédures du site, l'examen d'ingénierie, les exigences d'isolement et les règles d'intervention d'urgence. De nombreuses fuites nécessitent un arrêt contrôlé et une correction de la cause racine plutôt qu'un serrage accru.
Quels enregistreements doivent être conservés pour la traçabilité des brides ?
Au minimum, conservez les MTR, les marquages ou les dossiers de traçabilité par lot de chaleur, les dossiers PMI si requis, l'identification des joints et les dossiers d'assemblage liés à l'ID du joint. Ces dossiers rendent l'enquête sur les défaillances et la prévention des fuites répétées beaucoup plus rapides et fiables.



